Токарный станок по металлу кусон 3

Сведения о производителе токарно-винторезного станка Кусон-3
Производитель токарно-винторезного станка Кусон-3 - КНДР, город Кусон в провинции Пхёнан-Пукто (Северная Корея - Корейская Народно-Демократическая Республика).
Станки, выпускаемые КНДР
Кусон-3 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок Кусон-3 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Наиболее целесообразно использовать станок Кусон-3 в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
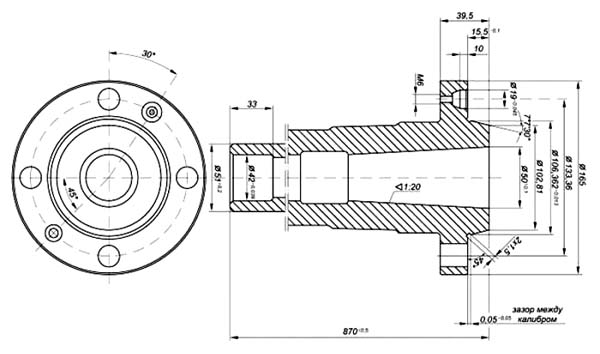
Чертеж шпинделя токарно-винторезного станка Кусон-3

Чертеж шпинделя токарно-винторезного станка Кусон-3
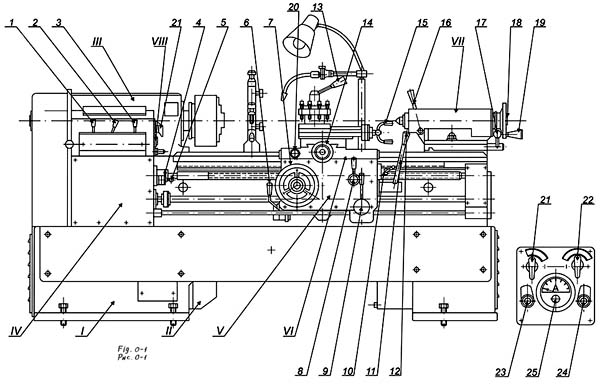
Общий вид токарно-винторезного станка Кусон-3
Фото токарно-винторезного станка Кусон-3


Расположение органов управления токарно-винторезным станком Кусон-3

Расположение органов управления токарно-винторезным станком Кусон-3
Перечень составных частей токарно-винторезного станка Кусон-3
- I - Станина
- II - Коробка скоростей
- III - Коробка шпинделя
- IV - Коробка подач
- V - Фартук
- VI - Суппорт
- VII - Задняя бабка
- VIII - Электрооборудование
Перечень органов управления токарно-винторезного станка Кусон-3
- Рукоятка установки величины подачи и шага резьбы на 1:1 и 8:1
- Рукоятка установки ряда подач и шагов резьб
- Рукоятка установки величины оборотов шпинделя на 1:1 и 1:8
- Рукоятка включения ходового вала или винта, 19 ниток на 1"
- Рукоятка установки метрической (модульной ) или дюймовой (питчевой) резьбы
- Рукоятка реверсирования ходового винта
- Маховичок продольного перемещения суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка установки чисел оборотов шпинделя и трех ступеней двукратных подач
- Рукоятка пуска, останова и реверса шпинделя
- Рукоятка включения продольной и поперечной подачи суппорта
- Кнопка включения быстрого перемещения суппорта
- Рукоятка поворота и закрепления резцедержателя
- Рукоятка поперечного перемещения суппорта
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка установки величины перемещения пиноли на 1:1 и 1:5
- Маховичок перемещения пиноли задней бабки
- Кнопки кратковременного включения шпинделя на обратное вращение
- Рукоятка выключателя для установки правого и левого вращения шпинделя
- Рукоятка выключения и включения станка в электросеть и включение электродвигателя охлаждения
- Сигнальная лампа
- Кнопки кратковременного включения шпинделя на обратное вращение
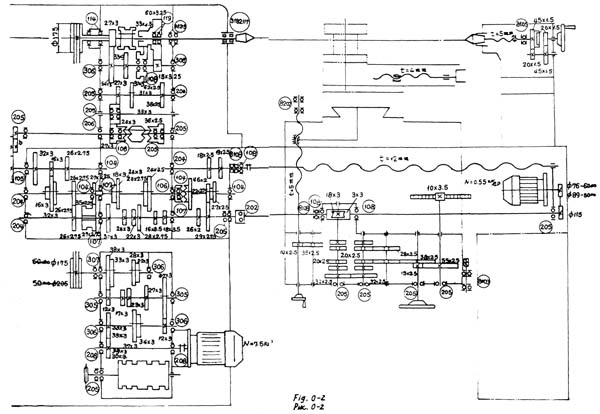
Схема кинематическая токарно-винторезного станка Кусон-3

Кинематическая схема станка Кусон-3
Описание конструкции токарно-винторезного станка Кусон-3
Станина
Станина станка имеет П-образные поперечные ребра, которые придают ей высокую жесткость.
Станина жестко крепится к левой и правой тумбам и имеет закаленные направляюще для перемещения суппорта. Внутри на правой части станины установлен электродвигатель быстрого перемещения суппорта.
В левой тумбе станины смонтированы коробка скоростей, маслобак лопастной насос, а в правой бак для охлаждения с электродвигателем.
Коробка скоростей
Коробка скоростей, установленная на двух кронштейнах с роликами внутри левой тумбы, передает движение шпиндельной бабке через клиновые ремни.
Управление коробкой скоростей посредством вращения барабанного кулачка осуществляется рукояткой, находящейся на фартуке через цепную передачу.
Для регулировки натяжения ремней надо ослабить болты, закрепляющие ролик, ослабить четыре гайки и затем, держа за квадратные головки болтов и поворачивая гайки, опускать или поднимать коробку скоростей.
После регулировки надо закрепить коробку скоростей гайками натянуть цепь роликом.
Коробку скоростей можно легко вынуть на роликах из левой тумбы, сняв клиновые ремни и цепь, трубку для подачи масла и потом опустив коробку на пол тумбы, и отвинтив болты из пола тумбы.
Шпиндельная бабка
Шпиндельная бабка уложена на призматической направляющей станины и крепится к ней болтами. Движение от коробки скоростей передается клиноремнями разгруженному шкиву на шпиндельной бабке и далее через шестерни шпинделю и коробке подач. На шпиндельной бабке смонтированы шпиндель станка и механизмы изменения оборотов шага резьбы на 1:1 и 8:1.
Шпиндель установлен на трех подшипниках. В передней опоре поставлен двухрядный роликовый подшипник с регулируемым диаметральным зазором, а в задней опоре два радиально-упорных шарикоподшипников.
Осевую нагрузку воспринимает подшипник, а радиальную - подшипник.
Для устранения зазора в подшипниках, который возникает после продолжительной эксплуатации станка, производят их регулировку.
Сняв крышку шпиндельной бабки надо ослабить стопорные болты гаек, потом путем вращения их выбрать излишний диаметральный зазор и обязательно затянуть стопорные болты.
Диаграмма для определения числа оборотов шпинделя показана на рис. 3.
Коробка подач
Коробка подач закрытого типа крепится на левой передней поверхности станины и обеспечивает широкий диапазон подач и нарезаемых резьб, соответственно таблице на шпиндельной бабке и на рис. 3.
Нарезание резьбы производится путем реверса ходового винта при помощи рукоятки 6 (рис. I) или главного двигателя рукояткой 10.
Нарезание резьбы малых шагов до 10 мм рекомендуется производить путем реверса ходового винта при установке рукоятки I в положение 1:1.
Путем реверса главного двигателя можно нарезать все шаги резьбы рукояткой 10, но рекомендуется этот метод только для больших шагов, установив рукоятку I в положение 8:1.
При нарезании резьбы 19 ниток на 1"(дюйм) рукоятка 4 (рис. I) должна находиться в положении 19 ниток на 1"(дюйм). В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
Рукоятка 5 находится во вдвинутом положении при нарезании метрической и модульной резьбы и в вытянутом положении при дюймовой и питчевой резьбы.
Величина продольной подачи суппорта равна 0,1 t мм, а величина поперечной подачи половине продольной, где - t - шаг резьбы или числа в таблице. (рис. 3)
Фартук
На фартуке сконцентрированы часто используемые рукоятки, что дают возможность переключать некоторые скорости шпинделя и подач суппорта, прямо на фартуке не подходя к шпиндельной бабке.
Ручное перемещение фартука производится маховиком 3, один оборот которого равен 30 мм.
Величина перемещения отсчитывается с помощью двух лимбов до 90 мм. Один из них имеет цену деления 0,1 мм, а другой 10 мм.
Управление механическим перемещением суппорта в продольном и поперечном направлении производится одной рукояткой II (рис. I), направление которого совпадает с направлением движения суппорта.
Дополнительным нажатием кнопки 12 (рис. I) включают на мгновение быстрое перемещение суппорта в направлении соответствующем положению рукоятки II (рис. I).
В фартуке смонтировано пружинно-рычажное устройство, отключающее подачу при перегрузке. Это устройство состоит из гитар колес 6, гитар роликов 7, пружин 8 и регулирующих болтов 9.
Для защиты от перегрузки при нарезании резьбы предусмотрен предохранительный штифт в месте соединения ходового винта с коробкой подач.
Для переключения скорости шпинделя нужно притянуть к себе рукоятку 9 (рис. I) и повернуть ее влево или вправо, а для двухкратных подач повернуть ее влево или вправо в оттолкнутом положении.
Суппорт
На суппорте находятся нижние и верхние салазки и резцедержатель. На нижней салазке имеется Т-образный паз для установки принадлежностей.
Для обработки конуса путем поворота верхней салазки надо ослабить гайки 4, после закрепить ее на необходимом угле.
Поворотный резцедержатель обеспечивает быструю смену позиции резцов при сохранении необходимой точности фиксации.
Шаг винта нижней салазки суппорта 5 мм, а верхней салазки 4 мм.
Рукоятка поперечного перемещения суппорта имеет два лимба. Кольцевой лимб 7 имеет шкалу с ценой деления 0,1 мм, а другой лимб 6 имеет только цифры от 0 до 19.
За один оборот рукоятки 14 суппорт перемещается на 5 мм, т. е. происходит изменение диаметра на 10 мм. При этом лимб в поворачивается на одну цифру. Значит с помощью этих лимбов можно точно и удобно сделать отсчет изменения диаметра изделия до 200 мм с точностью 0,1 мм.
Зазор между направляющими станины и суппорта регулируется болтами 1 и гайками 2.
Зазоры в направляющих нижней и верхней салазки регулируются клиньями, перемещаемыми винтами.
Зазор пары винта-гайки поперечной подачи регулируется болтами 3 после отвинчивания шпилек.
На суппорте установлен защитный прозрачный экран, предохраняющий рабочего от летящей стружки и от брызг охлаждающей жидкости.
Задняя бабка
Задняя бабка крепится к. станине одной рукояткой I7 через эксцентриковый зажим.
Корпус задней бабки может смещаться в поперечном направлении, что можно использовать при точении конусов.
Пиноль имеет миллиметровую шкалу. При смене центра пиноль вдвигают в корпус бабки до отказа.
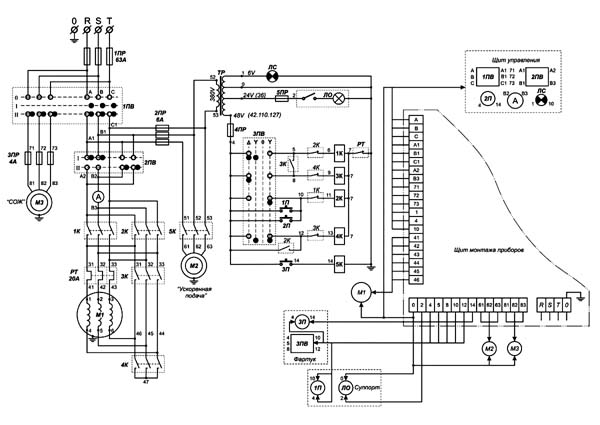
Схема электрическая принципиальная токарно-винторезного станка Кусон-3

Электрическая схема станка Кусон-3
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой боковой стороне.
Силовая цепь использует напряжение 380 В 50 Гц трехфазного переменного тока, цепь управления на 110 В., а цепь освещения на 24 В.
Станок включается в электросеть переключением выключателя 1ПВ рукояткой 22 (рис. I), установленной на щитке управления в положение I. При этом зажигается сигнальная лампа 24 (рис. I).
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя ЗПВ рукояткой 10 (рис. I), находящейся на фартуке.
Если рукоятка 10 (рис. I) находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 30-40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой 21 (рис. I), повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку 2П, находящуюся на щитке управления 23 (рис. I) или кнопку 1П на суппорте 20 (рис. I).
Для пуска двигателя охлаждающей жидкости нужно переключить на удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения - предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (I3A).
Смазка и охлаждение токарного станка Кусон-3
Смазка станка
Система смазки станка разделяется на автоматическую и ручную. Автоматически смазываются коробка скоростей, шпиндельная бабка, коробка подач и фартук, а 15 места, показанные на рис, 6 смазываются вручную перед и после работы.
Суппорт смазывается ручным плунжерным насосом, установленным на суппорте, 1-2 раза в смену.
Коробка скоростей смазывается разбрызгиванием масла шестерней, и на ней имеются маслоуказатель и сливное отверстие.
Шпиндельная бабка, коробка подач и сменные шестерни смазываются лопастным насосом, установленным на наружной стенке коробки скоростей. При этом контроль подачи масла производят через прозрачное окно, которое находится на верху шпиндельной бабки.
Для вливания масла в маслобак и в коробку скоростей надо снять боковой кожух левой тумбы.
Фартук смазывается плунжерным насосом, установленным внутри фартука. На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
Рекомендуется применять масло "индустриальное 20" (веретенное 3) с вязкостью 2,6 - 3,3° Е50. Заменитель этого масла "индустриальное 30" с вязкостью 3,8 - 4,6° Е50.
Первая смена всего масла станка производится через три месяца с пуска станка в работу, а в дальнейшем раз в полгода.
Система охлаждения
Охлаждающая жидкость подается электронасосом из бака, установленного в правой тумбе станка.
Гибкий стальной трубопровод, расположенный над суппортом, позволяет рационально направлять струю жидкости к режущему инструменту, а краном регулировать количество жидкости.
Кусон-3 Станок токарно-винторезный универсальный
паспорт, руководство, схемы, описание, характеристики



Подробное описание и технические характеристики токарно-винторезного станка TOS SV18RA
Универсальный токарный станок TOS SV18RA предназначен для выполнения широкого спектра токарных, резьбонарезных и сверлильных работ. Станок может нарезать метрическую, дюймовую, модульную и питчевую резьбу.

История создания
Фирма Walter, производитель оборудования для металлообработки в Словакии, основана в 1937 году. После, в 1998, произошло переименование на АО «TRENS», а с 2011 года носит название TRENS SK.a.s. Организация занимает первое место по производству металлорежущих токарных станков в стране.
Производство базовых моделей токарно-винторезного станка SV-18R начато в 1957 году. Назначение станка: токарные, резьбонарезные, сверлильные работы. К началу 60-х годов инженеры реализовали в производстве модификации SV-18RA, SV-18RB и SV-18RD, получившие ряд серьезных доработок.
Первый вариант токарного станка серии SV18RA получил коробку передач на 12 скоростей, улучшенную коробку подач с механизмом Нортона, улучшенную электросхему контроля. Наибольшая популярность в продажах наблюдалась до середины 80-х годов.
Описание корпуса и конструкции
Качество токарного станка SV18RA ценится в работе и в настоящее время. Каждый токарный станок имел полный рабочий комплект:
- набор цанг от 3 мм до 25 мм и переходной стакан;
- самоцентрирующийся трехкулачковый патрон;
- четырехкулачковый патрон с раздельным сведением кулачков и планшайба с пазами.
Гитара рассчитана на производство всех видов резьб. В отсеке гитары расположены запасные шестерни — висят на специальных крючках. Опоры шпинделя реализованы в бронзовом исполнении.
Работа маслостанции происходит отдельно от мотора и включается вместе со токарным станком SV18RA. Запуск выполнен по электромеханической схеме. Передача крутящего момента с коробки передач на шпиндель идет через 100 мм кожаный ремень. Ремень дает возможность реверсивного торможения — в этом случае имеет место небольшое проскальзывание кожи.
Для переключения оборотов предусмотрен штурвал на высоте колена. В окошке штурвала видно два ряда цифр на синем и красном полях — с перебором и без. Шпиндель получил конус КМ6, а задняя бабка КМ4. Патроны имеют резьбу. Резцедержатели с быстрым отводом (эксцентриковым), представлены в видах «лапки» или «четырехсторонний».
Высокая оценка токарей повлияла на популярность токарного станка SV18RA отдельные экземпляры тщательно перебираются, реставрируются и продолжают уверенно выполнять поставленные функции.
Расположение органов управления


Привод
Если главный включатель 29 включен, то загорается белая сигнальная лампочка 33. Если нажать кнопку 30, то загорается синяя сигнальная лампочка 31. Затем с помощью кривошипа можно включить главный электродвигатель Ml, что предотвращает самозапуск токарного станка 21.
Крутящий момент электродвигателя через клиноременную передачу передается на коробку передач, а затем через плоскую ременную передачу непосредственно на шпиндель с передаточным отношением 1:1 или через контрпривод с передаточным отношением 1:8, приводимую в движение ручкой 5.

Коробка скоростей
В левой стойке токарного находиться коробка скоростей. Она свободно качается на пальцах, что позволяет легко натянуть плоский ремень, используемый для привода шпинделя. Если необходимо включить заднюю скорость шпинделя, это можно сделать, используя маховичек 7. Число оборотов, которое вы установили, отображается на шкале.

Шпиндельная бабка
Шпиндельная бабка устанавливается по всей длине на призматическую направляющую раму, которая определяет точность позиционирования шпинделя. Шпиндельная головка крепится четырьмя винтами. Он приводится в движение широким плоским шкивом, который установлен в двух шарикоподшипниках независимо от шпинделя. Шпиндель не подвергается изгибающему напряжению со стороны прицепного ремня, поэтому вибрации на него не передаются.

Плюсы и минусы
Достоинства токарного станка SV18RA:
- Хорошая оснащенность в соответствии с временем производства;
- высокая точность благодаря втулкам на шпинделе;
- износостойкость узлов при должном обслуживании;
- быстрый отвод резцов;
- основные резьбы можно сделать без замены шестерен;
- точить конусы можно на автоподаче;
- относительно тихий в работе — при должном техническом обслуживании;
- ремень и конструкция шкивов не даст произойти перегрузке при нарушении режима обработки;
- закаленные направляющие суппорта меньше поддаются износу.
К слабым местам токарного станка SV18RA относятся:
- втулки скольжения шпинделя. Износ бронзовых втулок не устраняется подтяжкой. В обычных подшипниковых узлах замена и подтяжка происходит проще. Наладка и замена бронзовых втулок — трудоемкий и сложный процесс, требуется мастер-наладчик;
- гул маслостанции. Проблема устраняется переборкой внутренностей с заменой на новые (мотор, насос, муфта). Работа должна происходить в теплом помещении — в холоде маслостанция не даст нужного давления;
- изнашивание направляющих — общая черта многих токарных станков, а здесь отсутствует централизованная смазка направляющих;
- тормоз шпинделя отсутствует, возможно торможение реверсом с износом ремня;
- токарный станок SV18RA не приемлет больших нагрузок, работы должны выполняться в строгом соблюдении режимов, предписанных заводом;
- при использовании в настоящее время проблему вызывает поиск запасных частей — слишком давно закончено производство SV18RA;
- направляющие задней бабки не закалены;
Инструкция по эксплуатации
Более подробные рекомендации по токарному станку SV18RA можно найти в инструкции по эксплуатации.
Основные достоинства и недостатки токарного станка Кусон-3
Токарно-винторезный станок Кусон-3 Корейского производства предназначен для выполнения множества стандартных токарных операций, в том числе для нарезания метрической, дюймовой и питчевой резьбы.
Отлично подходит для использования в условиях мелкосерийного и единичного производства деталей, которые нуждаются в чистовой и получистовой обработке. Успешно используется даже после капитального ремонта, поскольку все ключевые узлы данного агрегата отличаются надежностью и способны прослужить долгое время.

Данный агрегат произведен в Северной Корее в г. Кусон провинция Пхёнан-Пукто. На момент производства это был агрегат, который являлся точной копией Советского станка 16К20 – один из лучших универсальных станков отечественного производства.
В середине 80-х годов прошлого века токарные станки Кусон-3 поставлялись в СССР и до сих пор используются в различных инструментальных и ремонтных мастерских. Несмотря на то, что в этот период Советский Союз сам был на пике отечественного станкостроения, Кусон-3 мог конкурировать с нашим оборудованием. Именно поэтому данные станки до сих пор приобретаются мастерами разных уровней.
Описание корпуса
Основой оборудования является станина, которая для жесткости снабжена поперечными П-образными ребрами. Основа станка слева и справа крепится к двум тумбам, а на самой станине имеются направляющие из закаленного металла. Они необходимы для перемещения суппорта, на котором расположен поворотный резцедержатель и салазки, нижние и верхние.
Передняя шпиндельная бабка расположена на призматической направляющей и закреплена к ней посредством болтов. Сам шпиндель установлен на трех подшипниках. Поворотный резцедержатель обеспечивает возможность обрабатывать конические поверхности. Чтобы установить дополнительную оснастку на верхних салазках суппорта установлен специальный Т-0образный паз.
На фартуке расположены рукоятки, которые используются чаще всего. Это позволяет переключать несколько скоростей шпинделя и подачи суппорта, не подходя непосредственно к шпиндельной бабке. Специально для предохранения от перегрузок в момент нарезания резьбы имеется предохранительный штифт, который расположен на стыке ходового винта и коробки подач.

К преимуществам станка относятся:
- возможность нарезать резьбы самого разного типа;
- надежность;
- возможность установить обрабатываемые детали в центрах или в патроне;
- широкий диапазон подач;
- класс точности – Н.
К минусам пользователи чаще всего относят мелкие неудобства при работе, поскольку оборудование не так привычно, как стандартные советские станки. Также на данном оборудовании можно производить лишь чистовую и получистовую обработки, для черновой работы он не предусмотрен. Мастера отмечают слабость шестерен коробки подач, это одна из наиболее часто ломающихся запчастей данного оборудования.
Технические характеристики
Основные технические характеристики станка Кусок-3:

Станок отличается средними габаритами:
- длина – 262 см;
- ширина – 99 см;
- высота – 126 см.
Вес оборудования без дополнительной оснастки – 2100 кг.
Кинематическая схема

Электрическая схема

Сферы применения
Корейский станок Кусон-3 предназначен для выполнения самых разнообразных токарных работ: точение, сверление, подрезание, а также нарезание и отрезание резьбы. Отличается универсальностью и высокими показателями производительности.
На данном оборудовании есть возможность проводить копировальные и протяжные работы и обрабатывать прямые и цилиндрические шестерни. Используется преимущественно на мелких производствах для чистовой и получистовой обработки заготовок из разного вида металлов и сплавов.
Инструкция по использованию
После транспортировки и установки станка на фундамент необходимо правильно осуществить первый пуск оборудования. На первом этапе нужно снять антикоррозийное покрытие и произвести смазку трущихся поверхностей. Затем обязательно проверить вручную ход салазок суппорта и уровень натяжения клинового ремня. При первом пуске обязательно проверить направление вращения шпинделя, прус и стоп.
Затем проверить работу электродвигателя ускоренного перемещения и электродвигателя насоса. Примерно 10–15 минут шпиндель должен работать на холостом ходу, а в это время токарь контролирует работу подачи суппорта и всех рукояток.
Обязательно регулярно проводить смазку станка. Она разделяется на автоматическую и ручную. Автоматический вариант для коробки подач, шпинделя, осуществляется лопастным насосом, а для фартука – плунжерным насосом. Насос охлаждения включается специальным переключателем на щите управления.
при использовании станка обязательно соблюдать все правила безопасности и, в частности, работать только в спецодежде с плотно застегнутыми манжетами и убранными волосами. Запрещено подходить к станку в состоянии алкогольного и наркотического опьянения.
Гарантия и ремонт своими руками
Наиболее изнашивающиеся детали в данном оборудовании: предохранительный штифт из резины, трехзаходное червячное колесо, разъемные гайки. Эти запчасти лучше приобрести дополнительно, на случай необходимой замены.
При постоянной работе на производстве в станок, в пресс-масленки суппорта и задней бабки необходимо посредством шприца подавать масло. Через 3 месяца после первого пуска обязательно проводить доливку масла для автоматической смазки, затем эту процедуру необходимо делать каждые полгода.
Если лопастной насос по каким-либо причинам перестал подавать масло, то его необходимо разобрать, долить масло, а после сборки включить главный электродвигатель. В данной модели станка часто ломаются шестерни в коробке подач, поэтому необходимо регулярно проверять их работу и при необходимости заменять на новые.

Документация и паспорт
Подробнее о конструктивных особенностях оборудования и о нюансах его применения указано в паспорте. Паспорт на Корейский станок Кусон-3 состоит из 8 глав. Здесь можно подробно ознакомиться со всеми техническими данными станка, а также узнать обо всех компонентах с описанием их конструкций и функций.
Детально расписаны процессы транспортировки станка, его пуска и процессов смазки с охлаждением. В самом конце документа перечислены все необходимые детали, а также быстроизнашивающиеся запчасти к данному оборудованию. Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарно-винторезного станка Кусон-3.
Отзывы
Большинство пользователей, которые когда-либо работали на станке Кусон-3, сравнивают его с универсальным станком 16к20. Они вполне схожи по функциональности, а вот какому из них отдать предпочтение, каждый пользователь решает самостоятельно.
В любом случае, судя по отзывам, Корейский вариант токарно-винторезного станка отличается надежность и огромным количеством функций, а некоторые конструктивные особенности придают оборудованию высокую производительность, что особенно ценится в условиях мелкосерийного производства при необходимости работы станка в сменных условиях.
Токарно-винторезный станок Кусон-3 позволяет производить расточку, сверление, развертывание отверстий и нарезание многочисленных типов резьбы. При качественном уходе, регулярной смазке и замене изношенных деталей оборудование работает без сбоев. До сегодняшнего момента продолжает пользоваться популярностью, как у профессиональных токарей, так и у «гаражных» мастеров, которые занимаются токарным делом в виде хобби.
Достоинства и недостатки настольного токарного станка CJ0618, технические характеристики
Назначение любого токарного станка – обработка заготовок цилиндрической и конической формы. В индивидуальных мастерских используют небольшое оборудование. К ним относится модель токарного станка CJ0618, который имеет компактный размер и высокую точность обработки деталей.

Настольный мини токарный станок CJ0618 выпускается китайской компанией Changzhou Rattm Motor. Токарный станок маломощный, но достаточно точный и неплохого качества по сравнению с аналогами.
Цена станка составляет ₽49,500 – ₽51,500.
Основные части
Описание конструкции
Конструкция любого токарного оборудования, независимо от размеров и модели, состоит из однотипных элементов. Таких, как:
- станина;
- фартук;
- шпиндель;
- передняя и задняя бабка;
- суппорт;
- коробка скоростей и коробка подач;
- электродвигатель.
Токарный станок CJ0618 используют в мелкосерийном производстве, небольших мастерских, учебных классах. С помощью токарного станка CJ0618 производят механическую обработку небольших по размеру заготовок из металла, дерева или пластика.
Особенность токарного станка CJ0618– чугунная станина жесткой конструкции, которая приводит к низкой вибрации работы устройства. В агрегате используется V-образная направляющая плоского типа. Она обеспечивает точное горизонтальное движение суппорта и задней бабки.
В ходе выполнения токарных операций направляющая служит для отличной фиксации и перемещения режущего инструмента суппорта и удержание длинной заготовки. Суппорт, в свою очередь, перемещается по зубчатой рейке, путем вращения маховика.
Шпиндель приводится в движение посредством работы электродвигателя мощностью 750 Вт. Мотор установлен в передней бабке. Обрабатываемая заготовка удерживается трех кулачковым токарным патроном.
Токарный станок CJ0618 имеет функцию горизонтальной автоматической подачи. Основной элемент коробки подач – металлические зубчатые колеса из износостойкого, долговечного материала.
К особенностям токарного станка CJ0618 относится наличие в его конструкции роликовых радиально упорных подшипников, двухскоростная частота вращения шпинделя. С его помощью обрабатывают детали с нержавеющей стали, цветных металлов, чугун, дерева, ластика. Максимальная длина заготовки составляет 35 см.
Видео обзор токарного станка CJ0618
Электрическая схема

Настольный токарный станок CJ0618, эффективен для использования в небольших индивидуальных мастерских, гаражах, школьных рабочих классах.
На токарном станке CJ0618 выполняют все основные технологические действия по обработке заготовок с дерева или металла. Особенность мини токарного станка CJ0618 – работа с небольшими и компактными деталями.
Токарный станок CJ0618 способен выполнять технологические операции по:
- обточке цилиндрических и конических деталей;
- снятие кромок;
- подрезка торцов;
- сверление отверстий;
- шлифовка поверхности;
- нарезание различной резьбы;
- заточка инструментов;
У токарного станка CJ0618 чуть ниже скорость обработки заготовок, чем у больших токарных машин.
Преимущества токарного станка CJ0618:
- компактный размер и небольшой вес.
- рабочее напряжение в 220 В позволяет устанавливать его в любом месте;
- литая станина вместе с закаленными направляющими усиливает жесткость конструкции;
- шестерни коробки подач выполнены с качественного износостойкого материала;
- шпиндель вращается в обе стороны и имеет сквозное отверстие, что позволяет обрабатывать длинные заготовки;
- изменения скорости вращения шпинделя указаны на цифровом дисплее;
- невысокая стоимость и простота в обслуживании;
- относительно высокая точность проводимых операций.
Еще одно важное достоинство – его универсальность. Его можно оснастить фрезеровочным инструментом, получив при этом еще одно полноценное оборудование по обработке изделий.
К минусам можно отнести наличие люфтов на суппорте, резцедержателе, задней бабке и.т.д., но все они устраняются регулировочными винтами. Ну и не стоит ожидать от него очень высокого качества обработки, ведь это все же хоббийный станок.
Панель управления

Документация
При покупке токарного станка CJ0618 обязательно проверьте наличие техпаспорта и гарантийного талона. Их отсутствие может привести к неправильной эксплуатации изделия. Технический паспорт необходим для его нормальной и безаварийной работы.
В нем содержится информация о правильной установке токарного станка CJ0618, пусконаладочных работах, схеме управления электрооборудованием. Приводятся таблицы настроек, перечень быстроизнашивающихся элементов, возможные неисправности. Без его наличия тяжело будет заказать вышедшую из строя деталь.
В комплект поставки, помимо настольного токарного станка CJ0618 входит:
- резцы, в количестве 11 штук;
- сверлильный патрон В16 с ключом для него. Используемые сверла – 1,5-13мм
- токарный патрон МТ2 с ключом;
- комплект сменных зубчатых колес (на 30,35,40,45,50,60 зубьев);
- переходная втулка МТ2/В16;
- обратные кулачки;
- комплект рожковых и шестигранных ключей;
- поддон для масла
Для правильной эксплуатации оборудования прилагается инструкция. Дополнительно токарный станок CJ0618 может оснащаться четырех кулачковым шпиндельным патроном для крепления заготовок квадратной формы.
Сферы использования
Компактные универсальные токарные станки занимают мало места и значительно экономят пространство. Это имеет большое значение при производстве мелких серий товаров, изготовляемых в индивидуальных мастерских. Из-за меньших расходов на электроэнергию они востребованы в небольших сервисных центрах по наладке обслуживанию промышленного оборудования.
Несмотря на размеры, настольный токарный станок CJ0618 выполняет основное назначение – механическую обработку заготовок по наружной и внутренней поверхности. На нем можно сверлить отверстия различных диаметров, выполнять их расточку, делать канавки и подрезать торцы изделий. В работе используют заготовки, сопоставимые с его габаритами.
Размеры данной модели позволяют размещать его на столе или на специальной подставке. Это делает удобным его применение в домашних мастерских, школьных классах, станциях технического обслуживания автомобилей, экспериментальных цехах НИИ, ювелирных мастерских. Имеет небольшой вес, и легко перемещаются с одного места на другое. Один из вариантов применения – в рекламной индустрии для изготовления надписей, эмблем, логотипов, гравировки рисунков, нанесения изображений, но для этого необходимо его модифицировать чтобы он был с ЧПУ.
Из-за малого уровня шума токарный станок CJ0618 можно использовать в личной домашней мастерской для выполнения небольших токарных работ, нарезание внутренней и внешней резьбы, сверление отверстий в заготовках из дерева, металла, пластика, гравировка.
Инструкция по эксплуатации, паспорт
На русском языке, файл PDF
При соблюдении гарантийных инструкций и правил обслуживания, жизненный цикл токарного станка CJ0618 значительно продлевается. Но со временем в работе оборудования могут появляться неисправности, которые можно устранить своими руками. К ним относят:
- естественный износ движущихся частей и механизмов;
- отключение в процессе работы;
- неточность обработки.
Перед проведением ремонтных работ выявляют неисправность. Затем определяются с порядком и местом разборки механизмов. Очищают станок от остатков материала, пыли, технических жидкостей.
Своими руками проводят небольшой ремонт по замене изношенных узлов, элементов крепления, регулировке или замене подшипников, зачистке ходовых винтов. Самостоятельно делают разборку некоторых узлов агрегата, замену механизмов, шлифовку направляющих.
Читайте также: