Станки лазерной и плазменной резки металла
Для начала необходимо разобраться, по какому принципу работают эти станки.
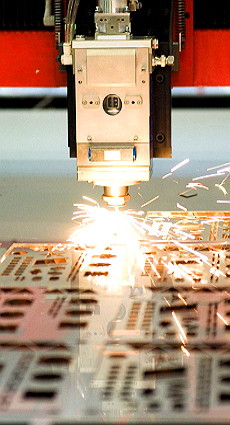
Плазменная резка
В роли режущего вещества выступает узкая струя высокотемпературной плазмы. Между соплом станка и электродом под действием высокого напряжения зажигается электрическая дуга. В сопло под давлением подается газ, который под действием разряда превращается в плазменный резак. Фактически, обработка ведется воздухом, доведенным до состояния ионизированного газа, то есть плазмы.
Лазерная резка
Принцип действия лазерного станка иной. Здесь в роли режущего инструмента выступает узкосфокусированный лазерный луч, обладающий необходимыми характеристиками: интенсивностью, длиной волны, другими. Продукты сгорания удаляются потоком газа.
Данные способы резки металла в настоящее время считаются наиболее прогрессивными и эффективными. Каждый из них имеет свои преимущества и недостатки. Эти технологии в большей степени дополняют друг друга, чем конкурируют, хотя есть сферы, где можно использовать обе, и тогда разгораются споры о преимуществе одной из них.
Так что же выбрать? Ниже будет приведен сравнительный анализ. Для корректности будет считаться, что используется оборудование одинакового уровня, например класса станков от Rabbit и Elixmate.
Толщина и вид разрезаемого металла
В принципе обе технологии позволяют резать любые металлы. В их числе сталь всех видов, цветные и черные металлы. При использовании лазера требуется оптимизация параметров, подбор линз и газа под конкретный металл. Допустим, в среде кислорода нержавеющую сталь качественно лазером не разрежешь, нужен инертный газ. А для черных металлов наоборот, лучше кислород. Плазма вообще режет любые токопроводящие материалы. Все зависит от состава плазмообразующего газа и зазора между поверхностью металла и соплом.
Лазер
Эффективен при обработке металла толщиной до 5 – 6 мм. Резка тонколистового металла осуществляется с гораздо большей скоростью, чем в принципе может плазмотрон. При обработке более толстых материалов увеличиваются энергозатраты, снижаются производительность и качество реза. Мощность приходится увеличивать в два и более раза, устанавливать линзу с более длинным фокусным расстоянием.
Плазморез
Для обработки тонколистовых металлов не подходит, что обусловлено чрезмерно высокой температурой плазмы и деформацией кромок. Преимущества начинают сказываться при раскрое металла толщиной от 6 мм и выше, если речь идет о стали.
Качество реза
Лазер
Лазерный резак воздействует на поверхность металла сфокусированным лазерным лучом очень маленького диаметра, что обеспечивает минимальную ширину реза, равную 0,1 мм. Обычно она составляет 0,2– 0,3 мм. Это позволяет производить раскрой заготовок по сложным контурам с высокой точностью и гладкой кромкой. Сочленение вырезанных деталей не представляет сложности.
Нагрев носит локальный характер, поэтому соседние с разрезом области не повреждаются. Также отсутствуют термические и механические напряжения и деформации металла в этих зонах. Когда подобраны правильные настройки, разрезанное изделие сразу готово к дальнейшему использованию, дополнительная обработка кромки не требуется.
Плазма
При обработке плазмотроном ширина реза значительно выше, и изменяется в диапазоне 0,8–5,0 мм. в зависимости от толщины металла и износа расходных материалов. Конусность колеблется от 1 до 5 градусов. О сопоставимой с лазером точности говорить не приходится. Вырезать плазмотроном отверстие геометрически правильной формы возможно, только если его диаметр в 2 раза больше толщины листа.
Добиться гладких швов нельзя, образуется окалина. Мешает и большое количество образующегося грата. Избежать дополнительной финишной обработки не удастся. Недостатком считается невозможность обеспечить острые углы. Например, нельзя точно воспроизвести профиль колесных зубьев, причиной чего является широкий рез.
Стоимость оборудования, затраты на эксплуатацию
Портальная плазменная установка стоит в 5 – 6 раз меньше сопоставимого лазерного станка. Но затраты после приобретения оборудования не заканчиваются, важную роль играют эксплуатационные расходы. Они состоят из стоимости расходных материалов, комплектующих, потраченной электроэнергии, используемых газов. Помимо этого, необходимо учесть, что в отличие от лазерного плазменный рез нуждается в финишной обработке, а это дополнительное оборудование, и не дешевое.
Комплектующие
Главные компоненты лазерного излучателя — 3 зеркала и линза для фокусировки луча. При правильной эксплуатации срок службы линзы составляет около 6 тыс. часов, дальше она нуждается в замене. В плазмотроне периодической замене подлежит электрод, которого хватает на 800 разрядов, иногда выходит из строя сопло. И то и другое дешевле лазерных расходников. Но замена защитного экрана, кожухов меняет ситуацию.
Затраты на расходные материалы плазмотрона в общем составляют от 44 тыс. до 74 тыс. руб., что значительно но выше, чем у лазерного резака — около 3 тыс.руб.
Экономичность раскроя
Лазер, благодаря узкому резу, дает возможность закрепить заготовки на минимальном расстоянии друг от друга. Тогда материал используется эффективно, количество отходов невелико.
Плазморезу требуется «входная точка» на определенном расстоянии от зоны раскроя. Если к этому добавить более широкий рез, то материал расходуется однозначно менее рационально, чем при использовании лазерного станка.
Затраты электроэнергии
Здесь лазерный станок незначительно выигрывает, опять же когда раскраивается тонкий лист. При увеличении толщины ситуация меняется, лазерный резак становится более энергозатратным, и чем больше толщина, тем сильнее разница.
Окупаемость станков
Срок возврата вложенных денег приблизительно одинаков у обоих станков, несмотря на пятикратную разницу в стоимости. Дело в том, что благодаря более высокой точности реза и качеству кромки лазерная резка существенно выгоднее, норма прибыли выше. К этому добавляется преимущество в производительности, более широкий функционал, меньшие затраты на обслуживание. Когда оборудование окупится, лазерный станок начнет приносить большую прибыль, и значительно, особенно если полностью реализовать заложенный потенциал.
Подытоживая, можно сказать, что при обработке тонкого металла, потребности в точном раскрое, все преимущества на стороне лазерной резки, за исключением стоимости станка. При работе с материалами толщиной около 6 мм технологии сопоставимы по эффективности. Металлы толщиной 10, 20 мм и выше лучше обрабатывать плазмотроном.
Плазменная или лазерная резка — что лучше?
Что предпочтительнее — плазменная или лазерная резка, зависит от марки и толщины разрезаемых металлов, от требований к точности реза и от финансовых возможностей заказчика. Эти факторы являются решающими, когда необходимо купить оборудование для резки металла.
В чем суть лазерной и плазменной резки
Обе технологии — извечные конкуренты (но никак не антагонисты!). Хотя, при определенных условиях, одна вполне заменит другую. Однако существуют случаи, при которых предпочтения отдаются лазеру или плазме.
При упрощенном рассмотрении лазерная резка осуществляется за счет сфокусированного лазерного луча, который, собственно, является режущим элементом. Во время непрерывной работы он раскаляет металл, в зоне своего присутствия, до температуры плавления. А расплавленный (по сути, жидкий металл), удаляется, подаваемой под высоким давлением, струей газа.
При сублимационной лазерной резке, под воздействием лазерного импульса, в зоне резания листовой металл испаряется.
В плазменной резке теплота, расплавляющая материал, возникает за счет генерации плазменной дуги. Удаление расплава также происходит за счет воздействия плазменной струи на жидкий металл.
За счет сжатия обычной дуги и одновременного вдувания плазмообразующего газа в плазмотроне происходит возникновение плазменной дуги.
Зависимость вида резки от толщины и марки раскраиваемого листа
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
Лазерные станки редко применяются для раскроя листов толщиной 20-40 мм. А для более толстых — вообще не используются.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Плазменная резка имеет ограничения по диаметру вырезаемых отверстий. Идеальными получаются отверстия, диаметр которых в 1,5-2 раза больше, толщины разрезаемого листа. При этом образуется небольшая, легко удаляемая, окалина.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
Отличие плазменной резки от лазерной по стоимости
Решая, что лучше — плазменная или лазерная резка металла, нужно понимать, что цена портальной плазменной установки в 5-6 раз ниже аналогичной лазерной. Однако при сравнении обоих видов оборудования следует учитывать не только стартовую стоимость, но и дальнейшие эксплуатационные расходы.
Сюда относят затраты на электроэнергию, вспомогательные газы и цену расходных материалов. Выбирая, что заказать — плазменную или лазерную резку металла, учтите, что в смету эксплуатационных расходов лазерной резки входят:
Стоимость газов:
- воздух или чистый кислород — для резки углеродистых сталей;
- азот — для получения заготовок из алюминия (его сплавов) и коррозионностойких сталей (например, нержавейки).
Энергозатраты:
- расходы на энергопотребление самой установки;
- электроэнергия для лазера и охладителя.
Расходные материалы:
- оптика (внутренняя и внешняя);
- сопла;
- фильтры.
В зависимости от интенсивности использования лазерного оборудования,
расходные материалы меняют раз в несколько недель или лет.
Но ответ на вопрос: «Чем отличается плазменная резка от лазерной резки?» был бы не полным без знаний об эксплуатационных расходах на установку плазменной обработки. Поэтому продолжим детально изучать затраты на альтернативное оборудование.
При плазменной резке используют кислород или воздух. Электроэнергия расходуется исключительно на питание самого станка и создание плазмы. Что до расходных материалов, то их не больше, чем в лазерном оборудовании. Так, в этот пункт входят:
- сопло;
- электрод;
- защитный экран.
Для уменьшения затрат в плазморезе можно использовать слаботочные сопла и электроды,
однако это снизит производительность станка, но не уменьшит качество реза.
Такой показатель, как количество отверстий, приходящихся на одну заготовку, снижают часовую стоимость работы плазмы. В этом батле победу одержит лазер, поскольку сопла и электроды, используемые в плазменных агрегатах, рассчитаны на заданное количество прошивок и стартов.
Чем больше отверстий нужно сделать, тем выше эксплуатационные расходы на плазменный станок.
Резюмируя вышеизложенное, можно прийти к следующему выводу: сказать заочно, что выгоднее приобрести — плазменную или лазерную резку, невозможно. Но если требуется раскрой металла до 6 мм, а особенно с большим количеством отверстий, тогда в фаворе будет лазер. При резании материалов от 6 мм, покупайте плазменные аппараты с ЧПУ.
| Серия S-WT | Серия M30 | Серия L50 | Серия L100-COMBI |
 |  |  |  |
| Цена: от 230 000 руб. | Цена: от 470 000 руб. | Цена: от 700 000 руб. | Цена: от 860 000 руб. |
Если вы решили приобрести недорогие станки плазменной резки, обращайтесь в нашу компанию. Менеджеры детально изучат производственные требования и подскажут наиболее рациональную марку станка, необходимого для вашего предприятия. Звоните, нам есть что предложить по качеству, цене и функциональности.
Лазерные станки по металлу
Лазерный станок по металлу — высокотехнологичное оборудование для быстрого и качественного раскроя листового металла.
Особенность резаков по металлу заключается в том, что его мощность значительно выше CO2 станков за счет оптоволоконного излучателя. В наших станках устанавливаются такие излучатели как IPG, Maxphotonics, Raycus.
Компания Лазеркат организует доставку в России и СНГ, а также проведет бесплатную демонстрацию работы станка в Санкт-Петербурге и Москве и в других городах России.
Лазерные станки по металлу - каталог
Сортировка:
Станок по металлу Wattsan 1325E для резки листа

Лазерный станок по металлу
Станок по металлу Wattsan 1325S для резки листа

- Лазерные станки по металлу
- Статья
- Видео
Как выбрать лазерный станок по металлу?

Станок по металлу Wattsan 1530E для резки листа

2 854 000 ₽
2 350 000 ₽
Станок по металлу Wattsan 1530S для резки листа

3 417 000 ₽
2 814 000 ₽

Лазерный станок по металлу с со сменными столами
3 995 000 ₽
3 290 000 ₽
Поставка «под заказ»
Оборудование идет в среднем 60 рабочих дней . Отгрузка происходит в течении 1—3 рабочих дней.

Забудьте о простоях производства с вечными металлорезами WATTSAN
Полное оснащение производства под ключ: начиная с проекта и заканчивая 100% сервисом*!
* Собственная сервисная служба гарантирует оперативное реагирование 24/7

Сварная станина, прошедшая обжиг в печи
Станина — это фундамент металлореза, от нее напрямую зависит точность и долговечность станка.
Станок по металлу Wattsan 1530S для резки листа и труб

Лазерный станок по металлу с модулем для резки труб
5 951 000 ₽
4 901 000 ₽
Станок по металлу Wattsan 1530S для резки листа в кабине
Лазерный станок по металлу со сменнными столами и защитной кабиной
5 705 000 ₽
4 698 000 ₽

Лазерный станок по металлу с модулем для резки труб и сменными столами
6 529 000 ₽
5 377 000 ₽
Станок по металлу Wattsan 1530S для резки листа и труб в кабине
Лазерный станок по металлу с модулем для резки труб, сменными столами и кабиной
7 708 000 ₽
6 348 000 ₽
- 3d лазерные граверы
- Китайские станки с ЧПУ
- Китайские станки с ЧПУ по металлу
- Лазерные станки для резки поролона
- Лазерный гравер
- Лазерный гравер для бизнеса
- Лазерный гравер для зеркала
- Лазерный гравер для печатей и штампов
- Лазерный гравер для печатных плат
- Лазерный гравер для сувениров
- Лазерный гравер для фанеры
- Лазерный гравер по дереву
- Лазерный гравер по металлу
- Лазерный станок CO2
- Лазерный гравер CO2
- Лазерный станок для выжигания по дереву с ЧПУ
- Лазерный станок для дома
- Лазерный станок для домашней мастерской
- Лазерный станок для изготовления шевронов
- Лазерный станок для производства масок
- Лазерный станок для резки кожи
- Лазерный станок для резки оргстекла
- Лазерный станок для табличек
- Мини лазерный гравер
- Мини лазерный станок
- Настольный лазерный станок
- Станки для изготовления топперов
- Станок для изготовления ложементов
- Настольный фрезерный станок с ЧПУ
- Мини фрезерный станок с ЧПУ
- Мощные фрезерные станки
- Лазерные станки и граверы в Екатеринбурге
Станок для лазерной резки листового металла с ЧПУ успешно применяется на современных производствах.
К преимуществам использования данного оборудования можно отнести:
- высокая точность раскроя металла;
- отсутствие заусенцев и наплавов на кромке материала;
- возможность получения отверстий с диаметром меньше толщины металла;
- обработка детали любой сложности и траектории;
- на данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.;
- экономичное использование материала.
Купив станок лазерной резки листового металла, вы гарантированно сможете решить целый комплекс задач от начала этапа проектирования до полноценного запуска и дальнейшего совершенствования производственного процесса.
Если ваша компания заинтересована в приобретении качественного оборудования для лазерной резки твердых материалов, мы предлагаем вам купить станок лазерной резки металла в компании Lasercut.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Лазерная или плазменная резка — что лучше?
Давайте для начала рассмотрим принцип работы плазменного и лазерного оборудования.
Если простыми словами, то плавление металла при плазменной резке происходит за счет дуги. То есть, под воздействием воздуха.

В случае с лазерной резкой плазменной резкой плавление металла происходит за счёт сфокусированного лазерного луча.

Возможности плазменной и лазерной резки
В первом случае ширина реза не постоянна. Она изменяется в зависимости от толщины металла, от 0,8 до 2,5 мм. А при работе на лазерном станке она всегда практически одинакова и равняется от 0,2 до 0,3 мм.
Насколько плазменная резка будет точной, зависит от износа расходных материалов. Этот параметр составляет до 0,1 мм. При лазерном способе точность очень высокая и находится в диапазоне от 0,05 до 0,08 мм.
Важным параметром является конусность, она бывает от 1 до 5 градусов в зависимости от толщины вырезаемых отверстий. При лазере конусность минимальная. Она составляет менее 1 градуса.
Соответственно, отверстия на лазере получаются более геометрически правильными и подходят под точные соединения.
Для того, чтобы вырезать геометрически правильные отверстия на плазме нам необходимо, чтобы диаметр отверстия был в два раза толще листа.

А при лазерной резке возможность вырезания отверстий, как минимум, в два раза тоньше самого листа.
Также необходимо отметить и высокую скорость реза, которая даёт возможность прожигать толстые металлы.
А на лазере скорость значительно выше, чем на плазме. Но при увеличении толщины она сильно падает. Кроме того, время пробивки толстого металла увеличивается.
Стоит отметить про образование окалины при плазменной резке. Её избежать, к сожалению, невозможно, и деталь нужно будет ещё обработать.

А вот при лазерной резке её практически нет. То есть, детали, которые вырезаются на лазере, не нуждаются в дополнительной обработке.
Плазма имеет грязный рез, то есть при резке плазмы образуется много грата, и рез нуждается в пост-обработке. То есть, в любом случае нужно либо шлифовать, либо гальтовать, либо очищать материал другими способами.
В случае с лазерным станком при правильных настройках не требует никакой пост-обработки. Изделие сразу готово, как к сварке, так и к покраске, а в дальнейшем к продаже. Рез получается чистым.

У лазера очень тонкий рез, а у плазмы он может достигать 5 мм засчёт того, что температурное воздействие велико, что даёт дополнительное плавление.
Лазерный станок по металлу потребляет намного меньше электричества, чем плазма. Особенно это заметно на больших объемах.
Какие нужны расходники?
Для аппарата плазменной резки
На плазме необходимо менять сопла, электроды, защитные экраны, кожухи. А на лазере только линзы и сопло.
Для лазерного станка
Но при работе на лазерном станке раз в две недели необходимо менять линзу и сопло. Линза стоит 700 рублей, сопло — 900 рублей.
Максимальная ежемесячная оплата расходников для лазерного станка будет составлять 3 200 рублей.
Итак, давайте подведём итоги.

Плюсы и минусы плазмы и лазера
Плазма
- Большой диапазон разрезаемых толщин от 0,5 до 50 мм на пробивку;
- Высокая скорость реза при больших толщинах;
- Низкая начальная цена оборудования
- Отработанная технология резки под углом, как сейчас привыкли называть, резка со скосом.
- Нецелесообразность обработки металлов тоньше 1 мм;
- Конусность кромок до 5 градусов (некачественный край);
- Присутствие окалины на отверстиях при поворотах, поэтому нужна дополнительная обработка изделий;
- Ограничение на диаметр отверстия до 4 мм;
- Высокая стоимость расходных материалов;
- Низкая точность по сравнению с лазерным станком;
- Требует постобработки;
- Низкая скорость резки по сравнению с лазером на тонких материалах;
- Невозможность выполнять многие разновидности резки, доступные лазерному станку.

Лазер
- Перпендикулярность кромки;
- Малая ширина реза;
- Отсутствие окалины - получаете 100% готовое изделие;
- Диаметр отверстия меньше толщины листа. Можно вырезать мелкие детали вплоть до 1 мм;
- Низкое термическое воздействие на кромку;
- Дешевые расходники;
- Обработка тонкого металла от 0,2 мм;
- Наивысшая возможная скорость резки;
- Материалы не требуют постобработки и готовы к сварке, покраске или упаковке, а затем к продаже.
- Можно резать металл только до 20 мм;
- Высокая начальная цена оборудования.
Для чего нужна плазма, а для чего — лазер?
Лазер подходит там, где нужна точность, чистота реза и кромки и скорость. А плазма режет медленно, относительно лазера, и с грязным резом, поэтому сложные технические детали вырезать невозможно. А на лазерном станке по металлу возможно вырезать, например, небольшие шильды и таблички, тонкие решётки и сложные элементы дизайна, а также роторные колёса.
Плазма нужна для изготовления простых изделий. В форме прямоугольника, овала или квадрата, потому что их можно потом обработать. Но вырезать звёздочку с отверстиями внутри будет сложно. К тому же, на шлифовку уйдёт много времени. А оборудование для пост-обработки будет стоить в разы дороже, чем металлорезчик.
Плазма применяется там, где есть большие толщины и при простой резке, например, рельсов, элементов металлокаркаса или сварных конструкций и т.п..

Почему лазерная резка эффективнее?
Плазменная резка обрабатывает детали толщиной от 25 мм и выше, а оборудование стоит дешевле, чем металлорез. Но, несмотря на это, в сравнении с лазером, плазменная резка проигрывает.
- Во-первых, потому что она более затратная термически.
- Во-вторых, скорость обработки детали на лазере выше минимум в полтора раз по сравнению с плазмой. Лазерный станок за то же время обработает большее количество деталей.
- Благодаря лазерной резке, мы можем обрабатывать больше деталей на одном листе. Это означает, что расстояние между деталями при лазерной обработке намного меньше, чем расстояние при той же плазменной резке. В частности, для лазерной резки при толщине 25 мм расстояние между деталями может составлять от 7 до 10 мм.
При плазменной резке это расстояние значительно увеличивается и соответственно выход готовых изделий металла, он уменьшается. Другими словами, мы за один и тот же промежуток времени обрабатываем большее количество деталей. Мы экономим металл, а отсюда мы выигрываем в экономике.
- Пару слов о качестве резки. Современные лазерные станки обеспечивают высочайшее качество обработки кромки. Здесь нет грата, здесь нет завала кромок, окалин, здесь нет прочих явлений, которые могут возникать при плазменной резке.
При сопоставимом количестве деталей и утолщении листа мы получим стоимость детали на 20 — 30 % больше.. Почему так? Количество деталей, обработанных на этом листе увеличивается в лазерной резке. Расстояние между деталями сокращается, соответственно, мы экономим материал. Не требуется дополнительная обработка металла.
Стоимость лазерного станка окупается достаточно быстро так как:
- экономим на расходниках
- экономим на материале (меньше остатков)
- экономим на пост обработке металла
- экономим на времени за рабочий день можно выполнить больший объем работы
- На лазерном станке делаются сложные высокомаржинальные изделия, которые приносят хорошую прибыль;
- При большой скорости увеличивается выработка;
- Не нужны дополнительные устройство и время на постобработку изделия.
- Координатный стол на мощных шаговых двигателях;
- Терминал управления с электрошкафом и компьютером;
- Лицензионные программы Mach3 и SheetCam (рус.).
- Координатный стол с ЧПУ – перемещает плазматрон по заданной траектории. – состоит из компрессора, осушителя и фильтра. Данная система подготавливает сжатый воздух для подачи в источник плазмы.
- Портальные станки плазменной резки с ЧПУ. Представляют собой надежную конструкцию с 3-ех осевой системой координат. Сам портал, на котором установлен плазменный резак, закреплен на раме станка с двух сторон и перемещается при помощи двух мощных двигателей с передачей шестерня-рейка. Портальные станки плазменной резки набирают все большую популярность, в силу своей надежности и высокой производительности.
- Бюджетные – предназначены для раскроя не толстых металлов, до 10-20 мм. Данные станки характеризуются небольшой производительностью, средним качеством реза, не большой функциональностью. Бюджетное оборудование для резки металла — цена до 500 000 руб.
- Промышленные – резка толстых металлов до 100 мм. Возможность использования газового резака (помимо плазменного). Качество реза выше среднего, расширенный функционал станка. Купить оборудование для резки металла промышленного типа можно по цене до 1 500 000 руб.
- Профессиональные – высокое качество реза и производительность, минимальный облой (шлак), возможность вырезать малые отверстия в толстых металлах, широкий функционал, тонкие настройки. Цена такого оборудования плазменной резки – 5-6 млн. руб.
- Компрессора для подготовки сжатого воздуха. В большинстве случаев подойдет компрессор с производительностью 550 л/мин, объемом ресивера – 100 л, выдерживающий 10 атмосфер.
- Осушителя воздуха. Сухой воздух нужен для стабильного качества реза и продления срока службы расходных материалов.
- Фильтра воздушно-масленого. Так же влияет на качество реза и срок службы расходных материалов.
А теперь давайте сравним функциональность лазерных и плазменных станков
Зависит от степени износа расходных материалов.
При непрерывном режиме диаметр равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала.
Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм.
Высокое качество углов
Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней.
Обычно имеется (сильная)
Присутствуют на острых наружных кромках деталей.
Больше, чем при лазерной резке в разы.
Производительность резки металла
Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин.
Быстрый прожиг, очень сильно уступает в скорости лазерному станку, в десятки раз медленнее лазера.
Как быстро окупается лазерный станок?
Поэтому лазер, несмотря на то, что превосходит плазморез в пять раз по цене, окупается гораздо быстрее. Например, если его стоимость 3 миллиона, в у плазмы 1 миллион, то плазма окупится за два месяца. При этом металлорез тоже может окупиться за два месяца, но он сделает больше выработки, чем плазма. И в следующие два месяца он принесёт гораздо больше прибыли. К примеру, плазма принесёт 1 миллион рублей, а металлорез - 3 мл рублей.
И кроме того, функционал лазерного станка шире, чем у плазмареза. Он может резать и сложные, и простые объекты, раскладывать материал, также обладает многими функциями, о которых компания “Лазеркат” рассказывает на пусконаладке. Если раскрыть весь потенциал металлореза, он окупится ещё быстрее, отчасти благодаря более дешевым расходникам.
Например, один наш клиент из Узбекистана, купивший нас станок для лазерной резки металла, заказал обучение и замену лазерной головы. После этого клиент спросил, почему у него при резке расходуется от 12 и более баллонов азота в день. Он вырезал круги и квадраты без режима Flycut, только по контуру. Использование данного режима позволяет резать в 10 раз быстрее, тем самым экономить ресурс излучателя, увеличивать количество производимой продукции и что самое важное - расходовать меньше газа. То есть, посредством экономии на расходниках мы имеем более быструю окупаемость.

Благодаря совокупности этих факторов металлорез эффективнее плазмореза в десятки раз.
Он не может конкурировать с плазмой только в единственном случае, когда нужна резка очень толстых материалов от 25 мм. Такие материалы используются, например, для производства рельс.
Когда металлорезчик режет, например, металл толщиной 20 мм, всё равно возникает определённая шероховатость, требующая доработки. Она ниже, но она лучше, чем у плазмы. Но тем не менее шероховатость нуждается в дополнительной обработке. В такой ситуации логика приобретения лазерного станка пропадает.
Станки плазменной резки металла с ЧПУ

Мы отправим Вам подробное предложение в течении 30 минут!
Оборудование для плазменной резки металла с ЧПУ

По просьбе клиентов завод «ТеплоВентМаш» запустил в производство бюджетное оборудование серии Start S–WT, особенностью которого является доступная цена, отсутствие стола для поддержки заготовок и системы дымоудаления. Оборудование рассчитано на резку листового металла толщиной от 0,5 до 30 мм. В комплект поставки входит:
Цена: от 350 000 299 000 руб. Подробнее

Станки серии Start М30 имеют усиленный координатный стол и центральную систему дымоудаления. Рез металла от 0,5 до 30 мм. Данное оборудование поставляется в сборе, что позволяет исключить дополнительные работы по монтажу и наладке в месте установки.
В станке предусмотрен более широкий электро-пакет, чем в серии S–WT: кнопки останова по обоим сторонам портала, бесконтактные датчики движения портала. Пульт управления выполнен в более защищенном исполнении.
Цена: от 674 000 руб. Подробнее

Машина плазменной резки Start L50 имеет мощный стол, состоящий из прочной металлической станины и стоек, способных выдержать вес стальных листов толщиной в 50 мм.
Оборудование имеет эффективную секционную систему дымоудаления. Для предотвращения воздействий значительных температур на раму и поверхность координатного стола, возникающих в процессе резки, стол имеет болтовые и сварные соединения конструкций.
Цена: от 1 042 000 891 000 руб. Подробнее

Машины серии L100-Combi выполняют раскрой листового металла толщиной 0,5 – 100 мм с помощью газокислородной и воздушно-плазменной резки. Возможно размещение нескольких газовых или плазменных резаков на портале.
Цена включает комплект газового оборудования и газовый резак. Секционная система дымоудаления позволяет исключить задымление даже при резке толстых металлов.
Цена: от 1 126 000 руб. Подробнее
Оборудование для воздушно-плазменной резки
Прежде всего нужно сказать, что есть оборудование для ручной плазменной резки и для автоматизированного плазменного раскроя. В данной статье пойдет речь именно об автоматизированной плазменной резке с числовым программным управлением (ЧПУ) и об оборудовании, которое для нее необходимо, о его составе, цене и покупке.
Из чего же состоит оборудование для плазменной резки с ЧПУ?
- с плазматроном – он генерирует струю плазмы для разрезания металла.

Источник плазменной резки с плазматроном
Это основной элемент оборудования, при помощи которого производится воздушно-плазменная резка. Для ручной или автоматизированной резки источники плазмы не отличаются. Отличие состоит в плазматроне, присоединяющемся к источнику специальным кабелем. Плазматрон может быть для ручной резки или для автоматизированной резки с ЧПУ (см. фото).
По цене американский Hypertherm в 2-3 раза дороже чем Российские и Китайские аналоги, как сам аппарат, так и расходники. Но тут уж приходится выбирать между качеством, надежностью и ценой.
Координатный стол с ЧПУ
Наиболее обобщенное название – станок плазменной резки с ЧПУ. Все мы знаем, что это за оборудование, но если посмотреть поближе – возникает масса вопросов. Координатный стол превращает источник плазмы в автоматизированное оборудование для воздушно-плазменной резки листового металла с ЧПУ.
Консольное или портальное оборудование плазменной резки
Цены на оборудование для плазменной резки с ЧПУ производства завода «ТеплоВентМаш»
Система подготовки сжатого воздуха
Очищенный сжатый воздух — неотъемлемый элемент автоматизированной плазменной резки. Система подготовки воздуха состоит из:
Имея данную систему подготовки воздуха Вы убережете себя от многих проблем, связанных с работой источника плазмы и качеством вырезаемых деталей.
Купить оборудование воздушно-плазменной резки
Процесс выбора и покупки оборудования, с его дальнейшей установкой, происходит по следующей схеме:
 | ||||
| Отправьте Ваш запрос | Подбор оборудования под Ваши задачи | Согласование и подписание договора | Производство 5-30 дней | Доставка, пуско-наладка, обучение |
За 11 лет работы компании «ТеплоВентМаш», с 2008 по 2019 год было произведено и продано 558 станков плазменной резки, в 105 городов России.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!

Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Читайте также: