Средство для оцинковки металла
Ущерб от коррозии металлов в промышленно развитых странах достигает 5% национального дохода. Для защиты металлических деталей от коррозии на долгий срок (не менее 25 лет) применяют покрытия с высокой долей цинка. Типичными методами их нанесения являются гальванизация или горячее цинкование. Но они не всегда выгодны, а иногда и вовсе неосуществимы.
Горячее цинкование проходит в специальном цеху, где привезённые детали погружают в ванны с расплавом цинка, нагретым до 460°C (на 40°C выше температуры его плавления). Не каждая конструкция или изделие уместятся в эти ванны; но и не каждую допустимо разбирать на части, а затем заново собирать. Даже если всё это преодолимо — всё равно потребует дополнительные расходы. Кроме того: некоторые металлы и стали заметно расширяются при таких температурах, что вызовет деформацию и порчу изделия вместо его защиты.
Составы для холодного цинкования, как ясно из названия, не требуют греть металлы и применимы для защиты конструкций и изделий любых размеров. Причём наносить их можно прямо на месте их размещения — что особенно важно, когда конструкции нельзя или дорого демонтировать. Вот почему холодное цинкование дополнило традиционные методы, давая те же защитные эффекты доступней, удобней и дешевле.
Так как же работает этот метод и почему он так хорош в защите от коррозии?
Холодное цинкование: определение и принцип действия
Холодное цинкование — это нанесение защитного состава с долей цинка более 95%. Составы наносятся на подготовленную поверхность металла как обычные краски (кистью, валиком, краскопультом) прямо на месте размещения изделия. На нём образуется стойкое покрытие, защищающее и от коррозии, и от некоторых других вредных явлений; например — перепадов температур или попадания химикатов. Метод легко применять, но эффективен он не меньше других, трудновыполнимых способов защиты.
Зачем в составах цинк?
Действительно: чистый цинк — серебристо-белый металл, в нормальных условиях довольно хрупкий. Как он может что-то защитить? И правда: составы для холодного цинкования не просто содержат цинк, а обладают его высоким содержанием (от 94%) и чистотой (не более 1–2 % примесей, среди которых совсем не должно быть металлов).
Однако нанесение такого состава поверх другого металла действительно защищает от коррозии, причём сразу двумя способами:
— При реакции цинка с воздухом на его поверхности формируется оксид, а если с водой — то гидроксид. Эта тонкая, но прочная плёнка препятствует дальнейшему развитию окисления вглубь, до подлежащего металла. (На поверхности железа ржавчина не образует сплошную плёнку: между отдельными кристаллами гидратированного оксида трёхвалентного железа есть большие просветы, которые и обуславливают склонность железа к прогрессирующей коррозии.) В нормальных условиях этот метод не даёт кислороду и влаге проникнуть сквозь состав, поэтому назван пассивным или барьерным. Даже в слабокислой среде коррозия чистого цинка замедлена благодаря высокому значению перенапряжения выделения водорода на цинке (~1 В). Впрочем, при содержании в цинке сотых долей процента примесей металлов, имеющих меньшее перенапряжение (например, медь и железо — 0,6 и 0,5 В), скорость взаимодействия цинка с кислотами увеличивается в сотни раз; вот почему в составах он должен быть очень чистым.
— Электрохимический потенциал цинка заметно ниже, чем у железа (–760 и –440 мВ). Поэтому, образуя пару, железо становится катодом, а цинк играет роль анода: отдаёт электроны и реагирует первым, защищая железо. Происходит пассивация стали за счёт подщелачивания: отдав электроны и став более активными, ионы цинка реагируют с диоксидом углерода из воздуха, образуя плотный слой нерастворимого карбоната цинка. Он «залечивает» дефекты покрытия, тормозя дальнейшее развитие коррозии и предотвращая её дальнейшее появление. Такой метод назван активным или катодным.
Некоторое время после нанесения (зависящее от условий эксплуатации) покрытие ещё имеет пористую структуру и пропускает немного кислорода к железу. В этот период покрытие защищает железо активным, катодным способом (что более характерно для горячего цинкования, где цинк сразу образует сплошное влагонепроницаемое покрытие). Затем структура покрытия уплотняется, и оно перестаёт пропускать влагу и воздух. С этого момента включается пассивная, барьерная защита. Но если целостность покрытия будет нарушена (появятся дефекты, царапины, трещины) — снова сработает активная защита.
Чем составы для холодного цинкования лучше обычных и цинкосодержащих красок?
В обычных красках нет цинка. Похожие защитные характеристики дают также алюминий и олово; но их стойкость ниже цинка, а цена — выше. Поэтому цинк оптимален в составах для холодного цинкования.
Впрочем, не каждая цинкосодержащая краска подходит для защиты от коррозии. Некоторые не смогут гарантировать даже один способ защиты.
Согласно стандарту ISO 3549 (DIN 55969), состав для холодного цинкования это не краска, а скорее цинк с добавкой полимеров и связующих, обеспечивающий активную электрохимическую защиту по всей поверхности (повсеместную и свободную передачу электронов и между частицами цинка внутри покрытия, и от частиц цинка к поверхности стали). Для этого самого цинка в нём должно быть от 94%, а его чистота должна стремиться к 100%.
Кроме этого, частицы цинка в таком составе должны быть не более 12–15 микрон, а лучше — 3–5 микрон. Второй вариант (микронизированная пудра или пыль) допускает иметь от 88% цинка, способствует повышению адгезии (за счёт облегчения междиффузионного взаимодействия цинка и железа) и эластичности, снижению пористости покрытия и получению более гладкой поверхности.
Если краска не имеет такие параметры, то и не является составом для холодного цинкования. Присутствующий в них цинк выполняет роль специального (в том числе цветообразующего) пигмента, усиливающего лишь барьерную (плёночную) защиту за счёт своего окисления и «закупоривания пор» в основном слое краски.
Выгоды и трудности холодного цинкования
Холодное цинкование имеет ряд неоспоримых преимуществ по сравнению с иными методами:
- Нет ограничений по размеру изделий;
- Изделия и конструкции не нужно разбирать и перевозить к месту обработки;
- После нанесения покрытия возможна сварка;
- Можно оцинковывать уже готовые сварные швы;
- Можно быстро оцинковать повреждённый участок;
- Применяется в диапазоне от –20 до +40 °С;
- Образуемое защитное покрытие эластично: оно не трескается и не деформируется даже под влиянием высоких или низких температур;
- Высокая адгезия (1 балл: не более 5% отслоений от общей площади покрытия) с поверхностью металла и с финишными покрытиями (лаками и красками);
- Использование метода собственными силами: без привлечения специалистов и наличным инструментом (кисть, валик, распылитель, погружение в ванну);
- Цена заметно ниже, а экономия (эксплуатационная окупаемость) больше.
Есть у метода и сложности, являющиеся обратными сторонами преимуществ:
- Нужна тщательная подготовка поверхности;
- Требуется чётко соблюдать технологический процесс;
- Сложно покрыть внутренние полости и труднодоступные места.
Тщательная подготовка поверхности нужна для высокой адгезии и дополнительной стойкости покрытия. Соблюдать техпроцесс требуют все методы: только качественно проведённая работа гарантирует долгую и надёжную защиту. А для обработки внутренних полостей и труднодоступных участков изделий составы для холодного цинкования стали выпускать в виде спреев и использовать специальные насадки на краскопульты.
Благодаря совместимости со сваркой, мобильности техпроцесса и возможности обработки конструкций любого размера, холодное цинкование применяют для защиты мостов и виадуков, резервуаров, портовых и гидросооружений, опор ЛЭП и освещения, мачт сотовой связи, дорожных ограждений, арматуры зданий, агрегатов и деталей кузовов автомобилей и железнодорожных составов, трубопроводов, промышленного оборудования, строительных металлоконструкций, заборов, ворот, кровли и меньших металлических изделий.
Метод нанесения составов для холодного цинкования
— Подготовка поверхности: удаление старых покрытий, чистка, обезжиривание. Для лучшей адгезии важно придать шероховатость — пескоструйной обработкой или металлическими щётками.
— Приготовление состава: перемешать дрелью с насадкой или микшером до однородной массы.
— Нанесение материала: кистью, валиком, краскопультом или окунанием в ванну.
— Нанесение необходимого количества слоёв и послойная сушка от 10 до 40 минут.
— Контроль качества покрытия: оно не должно иметь сквозные поры, пузыри или видимые повреждения.
— Окончательная выдержка перед вводом в эксплуатацию.
Обзор составов для холодного цинкования
В области защиты от коррозии уже признаны все преимущества метода холодного цинкования. Поэтому мы предлагаем вам наши продукты:
АКТЕРМ Цинк — Состав холодного цинкования
Состав холодного цинкования, в основе которого находится 96% цинка.
- Обладает электрохимической защитой металла и пассивным протекторным действием.
- Сравним по защитным свойствам с горячим и гальваническим способами цинкования.
- Пригоден для поверхностей снаружи или внутри проветриваемых помещений.
- Можно наносить на тонкий металл.
- Быстро сохнет.
- Не растрескивается.
- Срок службы — до 40 лет.
АКТЕРМ Цинк ПРО — Цинко-эпоксидная грунтовка
Цинковый грунт АКТЕРМ Цинк Про — двухкомпонентный лакокрасочный материал в виде суспензии микронизированной цинковой пыли в эпоксидном плёнкообразующем и отвердителя амидно-аминного типа.
Вся правда о холодном цинковании
С коррозией борются различными методами: нанесение составов, "горячая" оцинковка, гальванизация и прочие. Каждый способ имеет разную стоимость, способ применения, плюсы и минусы. Холодное цинкование - распространенный, простой в использовании и экономичный метод. Однако, именно он вызывает много вопросов на которые мы ответим в этой статье.
Что такое холодное цинкование?
Холодное цинкование – нанесение на подготовленную металлическую поверхность специального состава с содержанием цинка 92-96%. Состав выпускается в банках, наносится как обычные ЛКМ, кистью, валиком или краскопультом. После нанесения состав образует на поверхности металла стойкое покрытие, защищающее от коррозии барьерным методом (не пропускает влагу и кислород) и протекторным – электрохимическим (если влага все же просочилась к металлу).

Почему основа состава - цинк?
Железо при взаимодействии с влагой и кислородом окисляется и образует на поверхности непрочную, рыхлую пленку. Такая ненадежная защита продолжает пропускать влагу и кислород вглубь железа и разрушать его. Но, цинк, олово и алюминий при взаимодействии с влагой и кислородом образуют прочную пленку, не пропускающую разрушения дальше. Именно поэтому с помощью тонкого слоя этих металлов защищают другие, более подверженные коррозии.
Дополнительная скидка в 350 рублей, при заказе через сайт.
Цинк выделяется среди этой группы "прочных" металлов тем, что обеспечивает дальнейшую защиту от влаги и кислорода даже при повреждении покрытия, в то время как защита олова или алюминия при нарушении целостности слоя слабеет или даже начинает способствовать коррозии. Два метода защиты цинком называют барьерным (пассивным) и катодным (активным, протекторным, электрохимическим).

Что такое катодная или протекторная защита?
Цинк при нанесении на железо образует с ним гальваническую пару, в которой железо - менее активный металл, а цинк - более активный. При контакте с влагой и кислородом цинк-анод вступает в реакцию первым, жертвует свои электроны на борьбу с коррозией, а железо -катод принимает электроны, защищается и остается практически не тронутым ржавчиной. Защитный процесс продолжается до полного истощения слоя цинка.1 слоя в 40-60 мкм хватает на 10-25 лет.
Для чего нужна катодная или электрохимическая защита?
Любое покрытие составом не герметично на 100%, а имеет дефекты и поры. Цинковое покрытие так же может пропускать некоторое количество кислорода на начальном этапе эксплуатации. Именно тогда оно защищает металлы от ржавчины протекторным или электрохимическим способом. В процессе эксплуатации происходит уплотнение структуры покрытия, полное растворение цинковых соединений и вступает в силу барьерная защита, как при горячем цинковании.
Чем этот метод выгоднее других?
Холодное цинкование обеспечивает те же защитные характеристики, как и другие методы, например, горячее цинкование. Но, в отличии от них гораздо проще наносится на месте эксплуатации конструкций, меньше стоит и дольше служит.
Кто пользуется холодным цинкованием?
Нуждаются в цинковании кузницы и художественная ковка - оцинкованные изделия охотнее покупают, а обладая защитой они вырастают в цене.
Все, кто сами пользуются металлическими конструкциями или изделиями, если хотят чтобы они прослужили десятки лет и не нуждались в постоянной обработке.
Как происходит сам процесс?
Процесс состоит из 6 пунктов:
- подготовка поверхности
- приготовление состава
- нанесение покрытия
- нанесение следующих слоев
- контроль качества
- сушка перед эксплуатацией
Как подготовить поверхность к нанесению состава?

Необходимо внимательно изучить поверхность, тщательно очистить и обезжирить. Дождаться полного высыхания, приготовить все для нанесения и приступить к работе.
Как и чем наносить?
Составы наносятся как обычные краски - кистью, валиком, краскопультом или окунанием (удобно для мелких деталей). Инвентарь - обычный, не отличается от того, что нужен для нанесения ЛКМ.
Где применяется?
Составы применяются в гражданском и промышленном строительстве - для основ жилых и рабочих зданий, в электроэнергетике - для электростанций и опор ЛЭП, в строительстве дорожных ограждений и мостов, возведении гидросооружений, для оборудования по добыче и хранению нефти, защиты фур, железнодорожных вагонов, воздушного и водного транспорта. Метод полностью безопасен для людей и животных, не имеет противопоказаний и может применяться в любой области.
Нужен ли растворитель?
Растворитель применяется при нанесении, как разбавитель для более жидкой консистенции, для обезжиривания поверхности и очистки инструментов.
Можно ли отремонтировать или восстановить цинковое покрытие?
Холодное цинковое покрытие легко ремонтируется. Для этого не нужно полностью обновлять покрытие всей конструкции, достаточно обработать поврежденный участок. Кстати, эта способность выгодно отличает холодное от других методов цинкования.
Как сделать покрытие более привлекательным?

Хотите сделать металлическую конструкцию или изделие не только защищенными, но и привлекательными - нанесите поверх цветную эмаль. Составы для холодного цинкования совместимы практически с любыми красками и эмалями, но лучше использовать специальные антикоррозийные эмали, которые продлят срок защиты металлических конструкций.
Можно ли использовать зимой?
Покрытия выдерживают отрицательную температуру до -40°С постоянно и до - 60°С с кратковременными понижениями. Кстати, высокие температуры выдерживают также стойко: +150°С постоянно и до + 200-400°С с кратковременными повышениями (в зависимости от конкретного состава).
В каких условиях наносить?
Составы можно наносить на открытом воздухе или в помещении, в процессе хорошо его проветривать. Разрешается наносить при температуре от -35°С до +40°С и относительной влажности воздуха не более 85-90%. Стоит учесть - при низких температурах состав станет более густым и вязким, а покрытие будет высхыать в 2 раза дольше, но при этом никакие защитные качества не будут снижены.
Дорого ли обходится такой способ защиты металлов?
Составы обходятся в 3-4 раза дешевле, по сравнению с другими методами антикоррозийной защиты. Способ отличается долговечностью до 25 лет, а значит долго не потребует повторного применения. Покрытия наносят своими руками прямо на месте эксплуатации, без привлечения сторонних специалистов и никуда не перевозят. Все это позволяет существенно сэкономить.
Как выглядят металлические конструкции, покрытые составами для холодного цинкования смотрите в разделе холодное цинкование отзывы.
В нашем магазине представлен широкий выбор разных антикоррозийных покрытий, среди них вы можете выбрать то, которое окажется для вас оптимальным.
У вас есть вопросы? Позвоните или напишите нам!
Мы поможем выбрать покрытие, которое окажется для вас оптимальным!
Звоните прямо сейчас и приобретите нашу продукцию по самой выгодной цене!
Холодное цинкование своими руками - 8 правил качественного нанесения
Чтобы защитить металлические конструкции и изделия от коррозии не нужно обращаться к специалистам, разбирать и куда-то их везти, тратить много денег, сил и времени. Достаточно просто купить состав для холодного цинкования, самостоятельно нанести и забыть о коррозии на 25 лет. Здесь мы расскажем: где купить холодное цинкование и как его наносить, затратив минимум времени и средств.
Немного о методе
Холодное цинкование металлоконструкций – нанесение на подготовленную металлическую поверхность состава с высоким (92-96%) содержанием цинка. Метод позволяет применять состав своими силами, без привлечения специалистов и прямо на месте эксплуатации конструкций. В результате образуется прочное покрытие, которое служит до 25 лет без обновления.
Все о холодном цинковании и его действии вы можете прочитать в наших статьях, а сейчас в подробностях о процессе нанесения.
Что понадобиться?
Для подготовки поверхности металла и нанесения состава вам нужно:

1.Шлифовальная машинка, если ее нет, то металлическая щетка или крупнозерная наждачная бумага – это необходимо для удаления старого покрытия или уже образовавшейся ржавчины. Зернистость шлиф-круга или шкурки должна быть от 5 до 6 по ГОСТ 3647-71 или от 180 до 220 - по европейскому стандарту FEPA.
2. Растворитель: сольвент, ксилол, сольв-ур или любой подходящий к вашему составу для холодного цинкования. Растворитель необходим для обезжиривания поверхности, разбавления состава до более жидкой консистенции и очистки инструментов. Количество растворителя зависит от объема ваших работ по нанесению.

3. Строительный миксер или дрель со специальной насадкой, или любой предмет, пригодный для перемешивания краски в банке - необходимо для тщательного перемешивания состава, чтобы покрытие легло ровно и без комочков.
4. Инструмент для нанесения, можно выбрать: кисть, валик, краскопульт, аппарат безвоздушного или воздушного распыления – то, чем вам удобнее наносить.

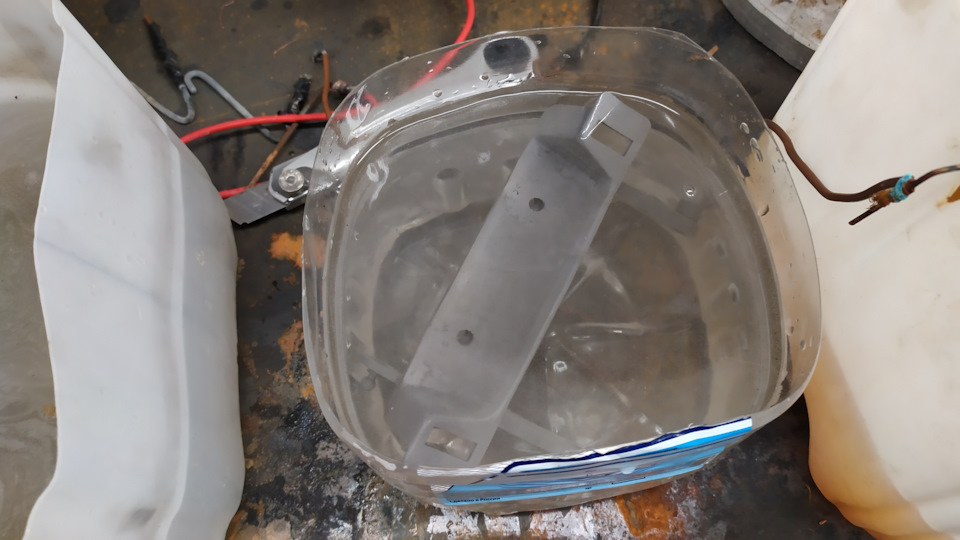
Если у вас мелкие детали с труднодоступными для нанесения участками, то имеет смысл наносить состав методом погружения. Тогда вам необходима удобная пластиковая емкость такого размера и глубины, чтобы туда полностью помещались ваши изделия.
5. Средства индивидуальной защиты: перчатки, респиратор, желательно – защитный костюм с капюшоном, чтобы не запачкаться, так как покрытие получится очень стойкое.
6. Состав для холодного цинкования, в необходимом вам количестве.
Условия нанесения и последующей эксплуатации для каждого состава холодного цинкования могут отличаться. Обязательно ознакомьтесь с инструкцией, прилагаемой к материалу.
| Совет! В инструкциях и описаниях некоторых составов для холодного цинкования указано, что они позволяют нанесение прямо на ржавую и неподготовленную поверхность. Это действительно так, но мы вам рекомендуем все же тщательно подготовить поверхность и удалить остатки ржавчины и старых покрытий. Это позволит покрытию дольше продержаться – до 25 лет без обновления. |
Условия нанесения
| Температура нанесения от -35 °С до +35°С | Влажность воздуха 70-98% | На улице или в хорошо проветриваемом помещении |
Подробная инструкция по нанесению состава для холодного цинкования
1. Очистка поверхности металла

- С поверхности металла необходимо удалить все следы грязи. Сделать это можно с помощью простых, бытовых моющих средств.
- Если сталь новая и присутствует плотно держащаяся окалина, необходимо провести абразивоструйную очистку до 2 степени по ГОСТ 9-402.
- Если металлическая поверхность имеет старое покрытие или ржавчину, то они удаляются с помощью шлифовальной машинки, щетки или шкурки.
Хорошо и быстро можно провести очистку с помощью воды под давлением 10-20 МРа.
- Если сталь уже оцинковывалась, то старое покрытие необходимо так же удалить. Здесь не обойтись без воды под давлением 10-20 МРа.
- Краску с металла удаляют механическим, химическим способом или водой под давлением 175-275 МРа, кому как удобнее.
- После удаления старых покрытий и грязи необходимо тщательно обеспылить поверхность, не пропуская участки. Для этого лучше использовать аппарат для очистки сжатым воздухом, который должен быть чистым и сухим, соответствовать ГОСТу 9.010-80.
2. Обезжиривание

- После проведения очистительных работ, поверхность металла необходимо обезжирить.
- Для обезжиривания металла используются растворители: ксилол, сольвент или специальные растворители той же марки, что и состав для холодного цинкования.
- Если металлоконструкция обрабатывается на открытом воздухе, то готовый состав необходимо наносить не позднее, чем через 12 часов после очистки и обезжиривания поверхности. Если же они обрабатываются в помещении, то не позднее, чем через 48 часов. Иначе очистку и обезжиривание придется проводить заново.
3. Приготовление рабочего состава

- Большинство составов для холодного цинкования - однокомпонентны и сразу готовы к применению. Если состав двухкомпонентный, то его необходимо смешать в соответствии с инструкцией, прилагаемой к нему.
- Необходимо открыть банку и тщательно перемешать до однородного состояния, желательно механическим способом.
- Если вы наносите краскопультом или механическим распылителем, то может понадобиться разбавление состава. Для разбавления так же используются нефтяной, каменноугольный сольвент, ксилол или специальный растворитель той же марки, что и состав.
- Состав разбавляют не более чем на 5-10% от общей массы. После разбавления, а так же каждые 30 минут состав необходимо снова тщательно перемешивать, во избежание оседания цинковой пудры и неравномерности покрытия.
4. Нанесение

Общие рекомендации по нанесению: наносить состав любым из способов рекомендуется в 2 или более слоев – так покрытие будет крепче и дольше прослужит. При нанесении необходимо каждый раз перекрывать кромку полосы предыдущего слоя. Между слоями выдерживают от 30 минут до 2 часов, в зависимости от выбранного состава. Итоговая толщина цинкового покрытия должна составлять от 40 до 160 мкм.
Финишные эмали наносят после полного высыхания покрытия, выдерживая от 30 минут до 8 часов – для специальных защитных покрытий совместимых с составом. Для простых лакокрасочных покрытий иногда необходимо выдержать 24 часа.
Где купить состав для холодного цинкования?
Выбирайте подходящие вам составы для холодного цинкования в нашем магазине.

Самую длительную (более 25 лет) защиту металлов от коррозии обеспечивают покрытия, содержащие более 95% цинка. Однако, традиционные методы нанесения, например, горячее цинкование или гальванизация не всегда являются выгодными, а иногда их вовсе невозможно осуществить.
Для горячего цинкования необходимо отвозить конструкции в специальный цех, где их окунают в ванны с цинком, нагретым до 460°C. Не все конструкции поместятся в эти ванны, что то придется разбирать. Разобрать можно далеко не каждую конструкцию или изделие. Некоторые металлы способны деформироваться от таких высоких температур. Сборы-разборы конструкций, а также их транспортировка влечет дополнительные расходы.
Составы для холодного цинкования не деформируют металлы, их можно применять для конструкций и изделий любых габаритов, а наносить прямо на месте эксплуатации, что особенно важно, когда конструкции невозможно демонтировать. Поэтому холодное цинкование сегодня также стало традиционным методом, позволяющим добиться тех защитных характеристик доступно, удобно и дешево.
Что такое холодное цинкование и как оно действует?
Прежде чем изучать и выбирать составы для холодного цинкования, необходимо понять – как же действует метод и почему он так хорош в борьбе с коррозией.
Холодное цинкование – это нанесение на подготовленную поверхность металла специального состава с высоким (более 95%) содержанием цинка. Составы наносятся как обычные краски, кистью, валиком, краскопультом, прямо на месте эксплуатации конструкций. В результате образуется стойкое покрытие, защищающее не только от коррозии, но и от различных негативных явлений, например, перепадов температур или попадания химикатов. Несмотря на то, что метод так легко применять, он эффективен не менее чем другие, трудновыполнимые методы защиты.
Почему в составах используют цинк?
- При взаимодействии цинка с воздухом и водой на его поверхности образуется оксид или гидроксид, который препятствует дальнейшему развитию реакции, образованию коррозии. Этот метод не дает кислороду и влаге проникнуть вглубь железа, поэтому назван пассивным или барьерным.
- Электрохимический потенциал цинка гораздо ниже, чем у железа (-760 и - 440 мВ). Поэтому образуя пару, железо становится катодом, а цинк играет роль анода, отдает свои электроны, расходуется сам ради защиты железа. При этом образуются соединения цинка, которые «залечивают» дефекты покрытия, останавливая процесс коррозии и предотвращая ее дальнейшее появление. Такой метод назван активным или катодным.
Какое-то время после нанесения (зависит от условий эксплуатации) покрытие еще имеет пористую структуру, пропускающую минимальное количество влаги к железу. Тогда покрытие защищает железо активным, катодным способом. В дальнейшем происходит уплотнение структуры покрытия, оно перестает пропускать влагу и воздух. Вступает в силу пассивная, барьерная защита. Однако, если целостность покрытия будет нарушена (дефекты, царапины, трещины) в силу снова вступит катодная, активная защита.
Чем составы для холодного цинкования отличаются от обычных и цинкосодержащих красок?

Все просто – в обычных красках нет цинка, а значит, нет и тех защитных свойств, которые дает цинк. Кроме цинка подобные защитные характеристики дают также алюминий и олово. Однако их стойкость немного ниже цинка, а цена – немного выше. Поэтому применение цинка является оптимальным для использования в составах для холодного цинкования.
Тем не менее, не каждая краска с цинком или цинкосодержащая краска – это состав для холодного цинкования. Если в составе краски вы увидите цинк, не спешите скорее ее покупать, она может не обеспечить вам и одного способа защиты от коррозии.
Состав для холодного цинкования – это не краска с добавлением цинка, это скорее цинк, с добавлением полимеров и связующих. В составе для холодного цинкования содержание цинка должно быть не менее 95%, а чистота цинка стремиться к 100%. Кроме этого, частицы цинка в таком составе не более 12-15 мкм, а лучше и вовсе – 3-5 мкм.
Если краска с цинком не соответствует вышеуказанным требованиям, то она не является составом для холодного цинкования и не обеспечит долгосрочной (25-50 лет) защиты от коррозии.
В чем плюсы холодного цинкования и есть ли минусы?
Метод холодного цинкования имеет ряд неоспоримых преимуществ, по сравнению с другими методами.
- Отсутствуют ограничения по размеру конструкций;
- Изделия и конструкции не нужно разбирать и перевозить;
- Возможна сварка после нанесения покрытия;
- Можно оцинковывать сварные швы;
- Быстро отремонтировать поврежденный участок;
- Применяется при -10°С и при +40°С;
- Получаем эластичное покрытие, которое не трескается и не деформируется, даже при воздействии высоких или низких температур;
- Высокая (1 балл) адгезия с поверхностью металла и с финишными покрытиями;
- Использование метода собственными силами, без привлечения специалистов.
- Цена заметно ниже, а экономия – больше.

Есть у метода и сложности, которые все же трудно назвать недостатками:
- Требуется тщательная подготовка поверхности и четкое соблюдение технологического процесса.
- Сложно покрыть внутренние полости и труднодоступные места.
Тщательная подготовка поверхности в итоге обеспечивает отличную адгезию и дополнительную стойкость покрытию, так что результат стоит приложенных усилий. Четкое соблюдение технологического процесса требуется во всех методах – чем качественнее проведена работа, тем дольше и надежнее служит покрытие. А чтобы покрыть внутренние полости и труднодоступные участки составы для холодного цинкования стали выпускать в виде спреев, а так же пользуются специальными насадками на краскопульты.
Благодаря совместимости со сваркой, мобильности технического процесса и возможности нанесения на конструкцию любого размера, холодное цинкования применяют для защиты мостов и мостовых сооружений, различных резервуаров, портовых и гидросооружений, опор ЛЭП, дорожных ограждений, опор освещения, мачт сотовой связи, защиты железнодорожных составов, трубопроводов, оборудования промышленных предприятий и строительных металлоконструкций, не говоря уже о заборах, воротах, кровле и более мелких металлических изделиях.
Процесс нанесения - все очень просто!
Технологический процесс холодного цинкования достаточно прост и насчитывает всего 6 пунктов. Обычно с ним справляются своими силами, то есть без привлечения специалистов.
- Подготовка поверхности – удаление старых покрытий, чистка, обезжиривание. Для более качественной адгезии важно придать шероховатость (пескоструйная обработка или металлические щетки).
- Приготовления состава - перемешать дрелью с насадкой или микшером до однородной массы.
- Нанесение материала - кистью, валиком, краскопультом или окунанием.
- Нанесение необходимого количества слоёв. Послойная сушка от 10 до 40 минут.
- Контроль качества покрытия - не должно иметь сквозных пор, пузырей или видимых повреждений.
- Окончательная выдержка перед вводом в эксплуатацию.
Узнать о процессе подготовки поверхности и нанесении в подробностях можно в статье Холодное цинкование своими руками.
Обзор составов для холодного цинкования
Как только в области защиты от коррозии оценили все преимущества метода холодного цинкования, на рынке появилось множество различных видов, марок и составов. Мы расскажем вам о самых популярных и проверенных вариантах.
![]()
Барьер-цинк

Состав для холодного цинкования или цинкосодержащая краска. Содержит 96% чистого цинка, гарантирует надежное антикоррозийное покрытие на срок от 10 до 50 лет, в зависимости от количества слоев и условий эксплуатации.
Отличается высокой экономичностью использования – на 1 м 2 при толщине слоя 40мкм уходит всего лишь 220-300 гр состава. Реализуется по низкой цене – от 300 руб за кг.
Быстро сохнет (20 минут) и прекрасно сочетается с 99% лакокрасочных финишных покрытий.
Цинол
.jpeg)
Краска-состав для холодного цинкования с содержанием цинка 95%, а так же ароматическими растворителями и полимерным связующим.
Быстро сохнет (30 минут), образует покрытие стойкое к длительным контактам со спиртами, солями, морской и пресной водой. Позволяет сваривать конструкции после нанесения покрытия, не разрушая его.
Реализуется по цене от 270 руб за кг. Отлично подходит для защиты труб холодного водоснабжения.
Цинкор-Барьер
![]()

Состав для холодного цинкования с протекторным действием. Позволяет нанесение без предварительной очистки поверхности (мы рекомендуем все же ее сделать для большей стойкости покрытия) и при температурах от -30 +80°С. Готовое покрытие Цинкор-Барьер выдержит температуры от -60 до +150°С.
Выдерживает постоянное воздействие агрессивных сред, пресной и морской воды, солей, щелочей и слабых кислот. Содержит 96% цинка.
Сохнет от 10 до 50 минут, совместим с большинством ЛКМ, отлично подходит для использования в нефтегазовом комплексе. Стоит от 400 руб за кг.
![]()
Спрей-ЦИНК

Спрей-цинк или Цинкор-спрей – полноценный состав для холодного цинкования в аэрозольном баллоне. Содержит 96% цинка, защищает от коррозии металлы, постоянно находящиеся в воде, почве и воздухе.
Отлично работает не только как самостоятельное покрытие, но и как грунт в комплексе с различными декоративными ЛКМ. Можно использовать цинковый спрей для сварки.
Обладает протекторной защитой. Удобно использовать в труднодоступных местах или для ремонта небольших участков покрытия. Цена – от 400 рублей за баллончик 520 мл.
Цинотан ![]()

Антикоррозийная цинконаполненная композиция. Содержит 85% цинка, но обладает повышенной стойкостью к грязи, воде, нефтепродуктам, агрессивным атмосферам.
Активно применяется для защиты гидротехнических сооружений, мостов, несущих строительных конструкций, резервуаров для хранения нефти.
Обладает отличной адгезией к поверхности металла (1 балл) и к финишным покрытиям.
Реализуется по цене от 360 рублей за кг.

Цинконаполненная композиция на основе этилсиликатного связующего. Покрытие содержит 90% цинка, стойко выдерживает постоянное нахождение в пресной и морской воде.
Часто используется для защиты от коррозии систем водоснабжения или резервуаров для хранения нефтепродуктов. Работает как самостоятельное покрытие или как грунт, в сочетании с различными эмалями. Продается по цене от 295 рублей за кг.
Цинкор-ЦПС ![]()

Состав для холодного цинкования повышенной стойкости. Можно наносить в морозы до - 30°С, после полного высыхания выдерживает как низкие (-60°С) так и высокие (+160°С) температуры.
Превосходно совместим практически со всеми ЛКМ. Легко справляется с постоянным нагревом, контактом с пресной, морской и даже горячей водой. Применяется для защиты водопроводов, в том числе горячего водоснабжения, резервуаров для хранения нефтепродуктов, транспорта, строительных конструкций, гидросооружений и в других областях. Стоит от 330 рублей за кг.
Zinga

Состав на основе цинка из Бельгии. Покрытие содержит 96% цинка, может эксплуатироваться при температурах от -40 до +120°С, с пиками до +150°С.
Известный состав, снискавший славу по всему миру. Активно применяется в промышленности, транспорте, на АЭС и ГЭС, используется для защиты мостов и дорог, незаменима в нефтепереработке и кузнечном производстве, при строительстве, а так же на объектах городской инфраструктуры. Продается от 690 рублей за кг.
Как выбрать нужный вам состав?
Прежде чем купить состав для холодного цинкования, необходимо понять – каким вашим требованиям он должен отвечать. Нужно изучить его состав и узнать – что гарантируют производители, если вы нанесете это покрытие.
Цвет составов для холодного цинкования практически не отличается – серый, матовый. Расход состава так же примерно одинаков у всех – около 300 гр на 1 м 2 .
На что стоит обратить внимание:
.png)
Все составы для холодного цинкования ищите в каталоге защита металла.
Вам нужна консультация и помощь в выборе подходящего состава?
Для вас мы работаем по будням (без обеда) с 08:45 до 18:00 по Московскому времени.
Звоните прямо сейчас, мы гарантируем качество нашей продукции и доступные цены!
Цинкование и пассивация в домашних условиях.

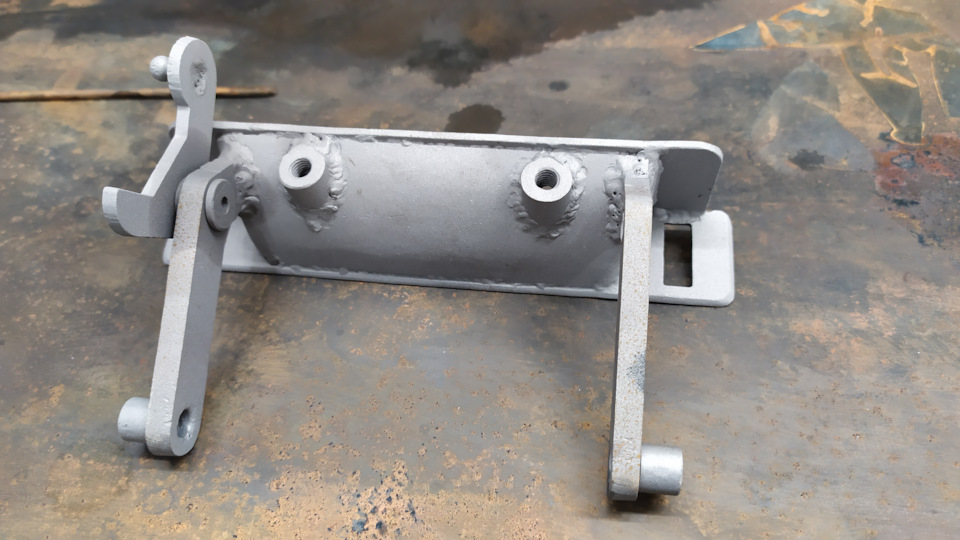
Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.

Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
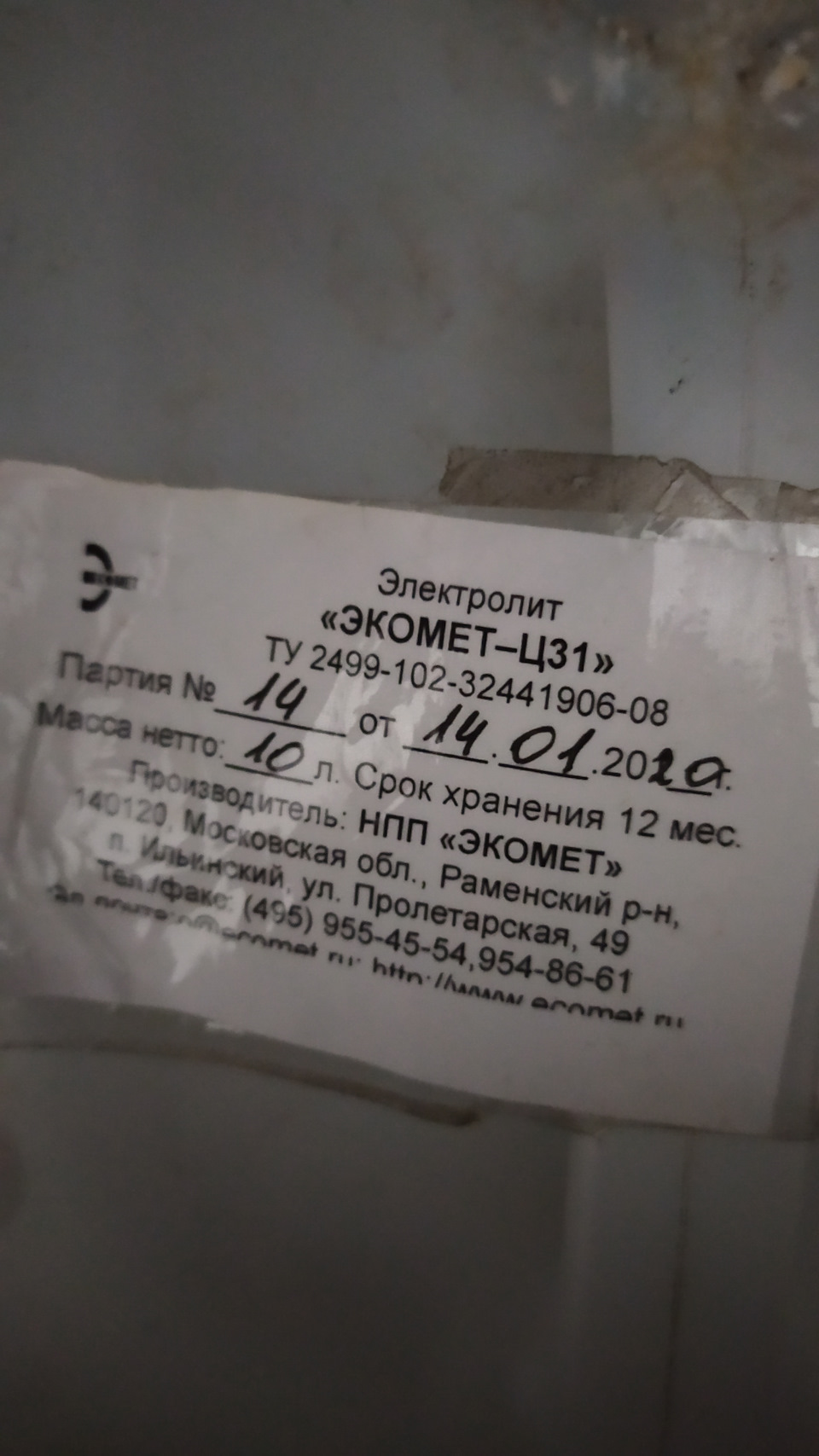
3. Для блестящего цинкования я использую щелочной электролит "экомет-ц31". Он дает отличное блестящее покрытие.
Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
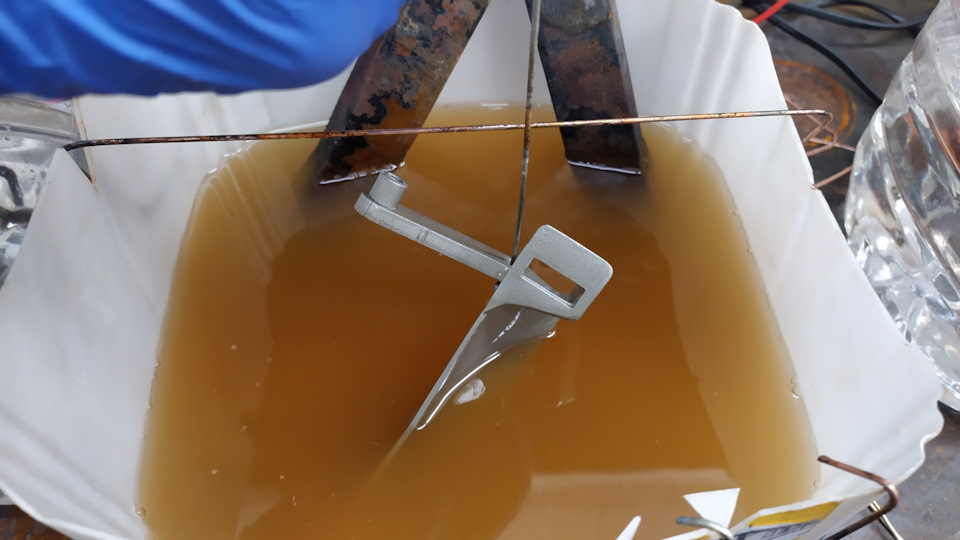
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
Для этого я использую состав "экомет — пц12". Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Читайте также: