Прокладка гбц металлическая многослойная
Шлифанули ГБЦ на 5 соток(по словам шлифовщиков), прокладка стояла родная с двумя отверстиями полностью в герметике.В магазинах предлагают прокладку с одной,двумя и тремя дырочками и разной толщины.Нужно ли мне брать такую же прокладку как стояла или толще?
aleksbell
Завсегдатай
Голову шлифуют если она перегрета и ее повело ,а в таких случаях вряд ли там будет перепад 0,05 мм .Насколько помню снимается гораздо больше при шлифовке и обязательно с установкой "ремонтной" прокладки ГБЦ компенсирующей снятый металл ,для сохранения расстояния от поршня до клапанов при ВМТ .
Или такой шлифовщик или "по ушам ездит" .Для сравнения - токарь ,чтобы не лезть в деталь на пять соток резцом ,вполне обойдется наждачкой необходимой зернистости.
Мастер советчик
На какой мотор?
А вообще, мульон раз об этом писали, толщина прокладки на ТДИ, не от шлифовки головки, а от выступания поршней из блока. Ставить такую же, как и была.
Просто Серега
потрошитель Eberspacher'ов
для чего тут ставить прокладку толще?
камера сгорания сформирована в самом поршне, а ГБЦ абсолютно плоская, хоть 10 соток сними, степень сжатия не увеличится, а значит и прокладку "потолще" ставить тупо незачем
5845463
ну так их называют.
с разным кол-вом отверстий в металлической планке (если не ошибаюсь чем отверстий больше, тем прокладка толще).
для бензинок актуально, когда шлифивка ГБЦ приводит к уменьшению объёма камеры сгорания и увеличению степени сжатия.
hraf2
уточнение,сошлифовали не 005,а 0,5 и при сборке,а затем заводке,со стороны грм из-под прокладки начал сочиться антифриз,толи у мастера руки корявые,толи чтото утворил с головой.
kudrik
Я здесь живу
Если снимали 0,50мм, то теперь корявое может быть всё, что угодно. И плоскость блока в том числе. И вообще, если при ремонте такого мотора, клиент спрашивает совета(притом такого элементарного) на Форуме. За спиной у моториста. Сомневаясь в правильности его действий. ИМХО--ничего хорошего от такого ремонта уже не будет. Хоть сто советов правильных Вам дадут. Ошибка заложена уже изначально. В выборе мастера и места ремонта.
З.Ы. То ,что плоскость ГБЦ спланировали---Это хорошо. Но при таком съёме металла, ждите теперь ещё косяков от прогиба постелей (опорных поверхностей) распр. вала. Со всеми вытекающими последствиями.
Нафига её вообще шлифовали, как я понимаю голова то была живая.
Чем мастер обьяснил желание её шлифовать?Жесть конечно.
Расскажите всю историю, а то как-то непонятно из-за чего всё началось.
Никто никогда не знает как обойдутся с ремонтом его мотора ,всегда думают про хорошее .Хотя лично наблюдал "моториста" моющего бензином ГБЦ ,лежащую на доске рядом с гаражом ,перед установкой .Интересно чтобы сказал клиент ?
Серый BORЯ
Просто заглянул
для чего тут ставить прокладку толще?
камера сгорания сформирована в самом поршне, а ГБЦ абсолютно плоская, хоть 10 соток сними, степень сжатия не увеличится, а значит и прокладку "потолще" ставить тупо незачем
Голова то плоская, новот незадача - клапана то выступают, а проточки под них в поршнях вы напильником врятли углубите, а соответственно зазор этот выбирается толщиной прокладки .
Прокладка выбирается после замеров выступания поршня над блоком, и об этом уже не раз писалось ( ну или внимательно курите мануал )
Нафига её вообще шлифовали, как я понимаю голова то была живая.
Чем мастер обьяснил желание её шлифовать?Жесть конечно.
Расскажите всю историю, а то как-то непонятно из-за чего всё началось.
А началось всё с увеличения прогрессирующего расхода антифриза,снаружи подтёков небыло,решили-уходит вовнутрь,а затем ещё и из выхлопной начало парить,да и заводиться утром машина стала хуже.Сняли гбц отвезли на проверку и выяснилось, мало того,что она кривая так ещё и трещина в первом цилиндре в районе выпускного клапана,голову приговорили,начал искать другую.Нашёл полностью всборе,только без форсунок.На голове,снизу,была царапина,но уверили,что шлифовкой уберётся.Проверили-трещин нет,отшлифовали.Купил все прокладки(всё оригинал)отвёз мотористу,а на следующий день он звонит и говорит о подтекании антифриза между блоком и головкой через прокладку.Вот я и кинулся в панику.
Ну и смысл было шлифовать - вокруг цилиндров металлические вставки на прокладке ,значит если царапина была там то нижтожная часть кольца утопилась бы в нее и загерметизировала ,вокруг масляных каналов и каналов для циркуляции ОЖ герметик .Если геометрия в допуске надо было ставить ,а сейчас ?
Грусть история.
Надо наседать на сервисс, они сказали, что всё будет хорошо, новую голову одобрили, прокладки оригинал.
Виноваты либо руки, либо чья-то голова на плечах в автосервисе.
Ну и старую голову, ту которую сняли, я бы отвёз в другой сервис проверить, просто для интереса. Подтвердят ли диагноз.
Новые факты о произошедшем.Позвонил моторист и озвучил следующее-мол прокладку не той стороной поставил и поэтому прокладку купит сам с предъявлением чека на товар,извинялся,как нашкодивший ребёнок.После починки машины поеду к другому мотористу,чтобы проверил работу первого,а к этому ни ногй больше.
Я бы не менял такого моториста, хз что за фрукт попадётся ещё.
Jurik-11
Вот именно ,особенно при наличии направляющих штырей ? Заберите деньги и купите прокладку сами ,ведь никто не узнает что он купит и как поставит .Человек заботящийся о своей репутации никогда бы не допустил подобную ошибку ,а если и допустил то тихо исправил бы ситуацию сам ,не напрягая клиента информацией.
Nik1958
Оракул
Голова то плоская, новот незадача - клапана то выступают, а проточки под них в поршнях вы напильником врятли углубите, а соответственно зазор этот выбирается толщиной прокладки .
Прокладка выбирается после замеров выступания поршня над блоком, и об этом уже не раз писалось ( ну или внимательно курите мануал )
Голова плоская. Клапана как правило не выступают за плоскость. Если выступают то голове уже конец. Но клапан утопить всегда можно. Для этого надо прошарошить чуть больше седло. Но тогда можно не попасть в размер выступания торца клапана ( так называемый размер А) и получить незакрываюшийся клапан, что вообщем то тоже можно решить подрезкой торца клапана, изменением внутренних размеров гидрокомпенсатора. подкладкой колец под пружины для восстановления сасчетной силы сжатия пружины.
Но тут не о том. прокладка между блоком и головой выбирается исходя из выступания поршня над плоскостью цилиндра, дабы поршень в динамике не ударил по голове
Ну и смысл было шлифовать - вокруг цилиндров металлические вставки на прокладке ,значит если царапина была там то нижтожная часть кольца утопилась бы в нее и загерметизировала ,вокруг масляных каналов и каналов для циркуляции ОЖ герметик .Если геометрия в допуске надо было ставить ,а сейчас ?
нету металлической окантовки на прокладке- прокладка вся набрана из металла. И применение герметиков не приветсвуется
Да, такая возможность существует
Человек заботящийся о своей репутации никогда бы не допустил подобную ошибку ,а если и допустил то тихо исправил бы ситуацию сам ,не напрягая клиента информацией.
Опять выборы (выбираем прокладку ГБЦ)

Прокладка между головкой блока и блоком цилиндров является одним из самых важных уплотнительных элементов любого двигателя внутреннего сгорания. Она должна плотно закрывать камеру сгорания для газов и одновременно надежно уплотнять масляные каналы и каналы для охлаждающей жидкости. Как участник передачи сил между картером и головкой блока прокладка ГБЦ оказывает большое влияние на распределение сил внутри всей системы затяжки и вызванную ими деформацию деталей.
Требования, предъявляемые к современным прокладкам головки блока:
— газонепроницаемость;
— водонепроницаемость;
— маслонепроницаемость;
— способность к упругой деформации;
— отсутствие необходимости в дополнительной затяжке болтов;
— отсутствие коробления;
— стойкость к химическим воздействиям, отработавшим газам, смазочным и охлаждающим средствам;
— износостойкость.
На что нужно обратить особое внимание при выборе прокладки ГБЦ?
1. Материал прокладки и ее металлических элементов, качество этого материала
2. Геометрию прокладки, отверстий и прорезей в ней
3. Качество окантовки масляного канала и камер сгорания
4. Наличие идентификационных или иных знаков (товарный знак, каталожный номер и т.п.)
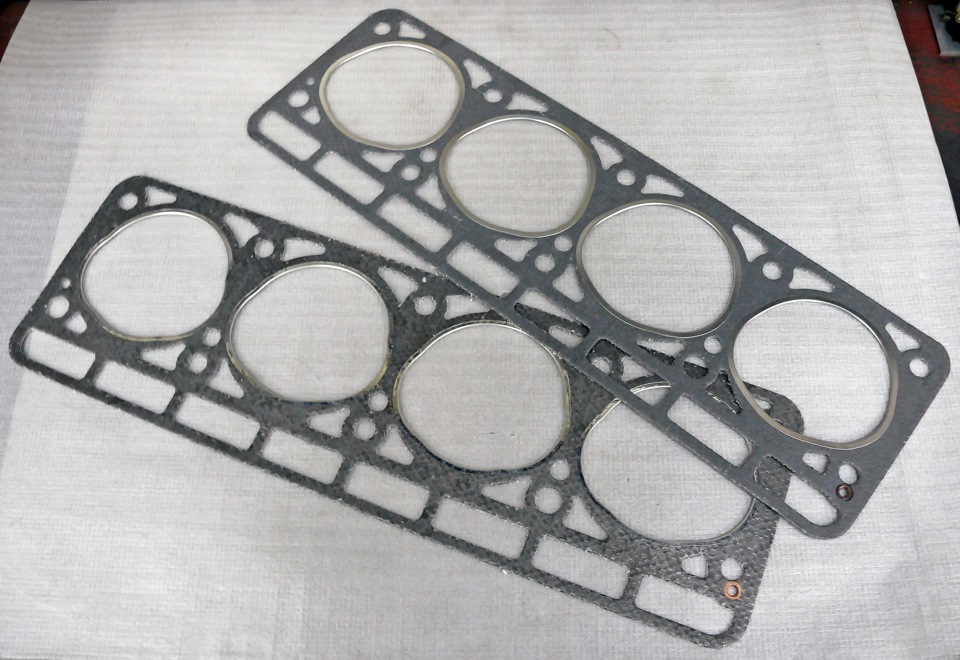
А теперь о том, с чем мне пришлось иметь дело.
В мой мини "хит-парад" попали две асбестовых и две безасбестовых прокладки. Асбестовые прокладки были куплены на местном авторынке, производители их не установлены.
1. Прокладка ГБЦ No Face, No Name, No Number
2. Прокладка ГБЦ ГАЗ-24-10030-20-31
Хочу отметить, что безасбестовые прокладки не пользуются спросом у людей, выполняющих ремонт по-быстрому, на скорую руку. По этой причине обнаружить их на авторынке не удалось, и пришлось заказывать через интернет.
3. Прокладка ГБЦ "Фритекс" (www.fritex.ru/catalog/element.php?ID=7209)
4. Прокладка ГБЦ "Вати" с товарным знаком (www.vati.ru/)
Первый "кандидат" — прокладка ГБЦ No Face, No Name, No Number (измеренная толщина 2,05 мм), как в песне известного муз. дуэта Modern Talking — без лица, без имени, без номера. Изготовлена из низкокачественных комплектующих и на вид абсолютно не создает впечатление качественной детали. Фактура и графитовое покрытие асбестовой бумаги не соответствуют принятым стандартам. Тоже относится и к жести окантовок камер сгорания, толщина ее ниже требуемой. Единственный плюс — качество "имплантации" окантовки масляного канала.

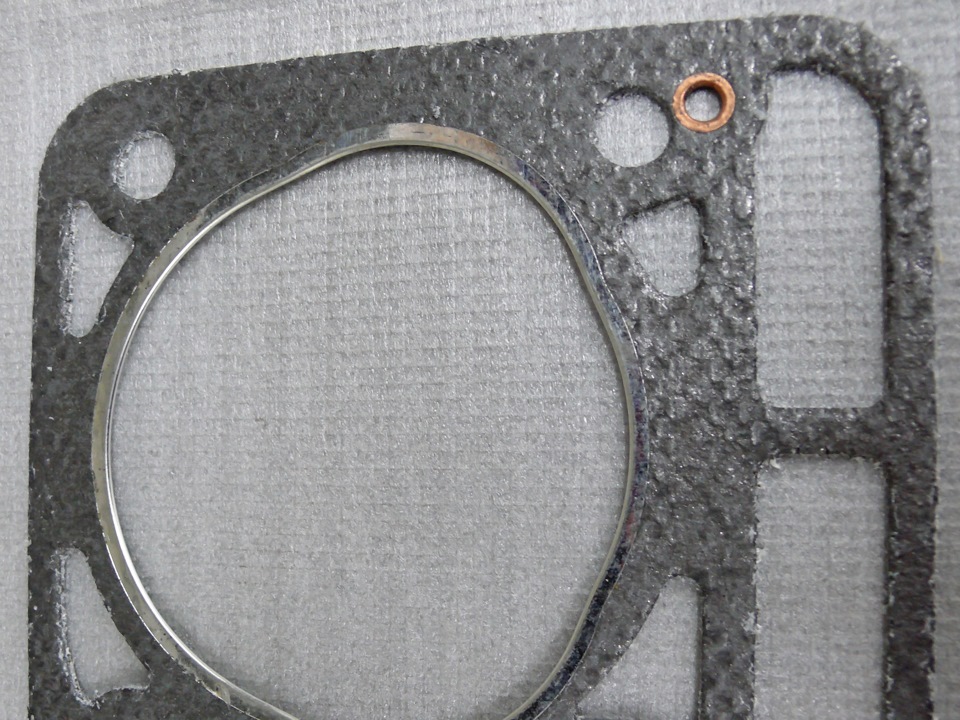
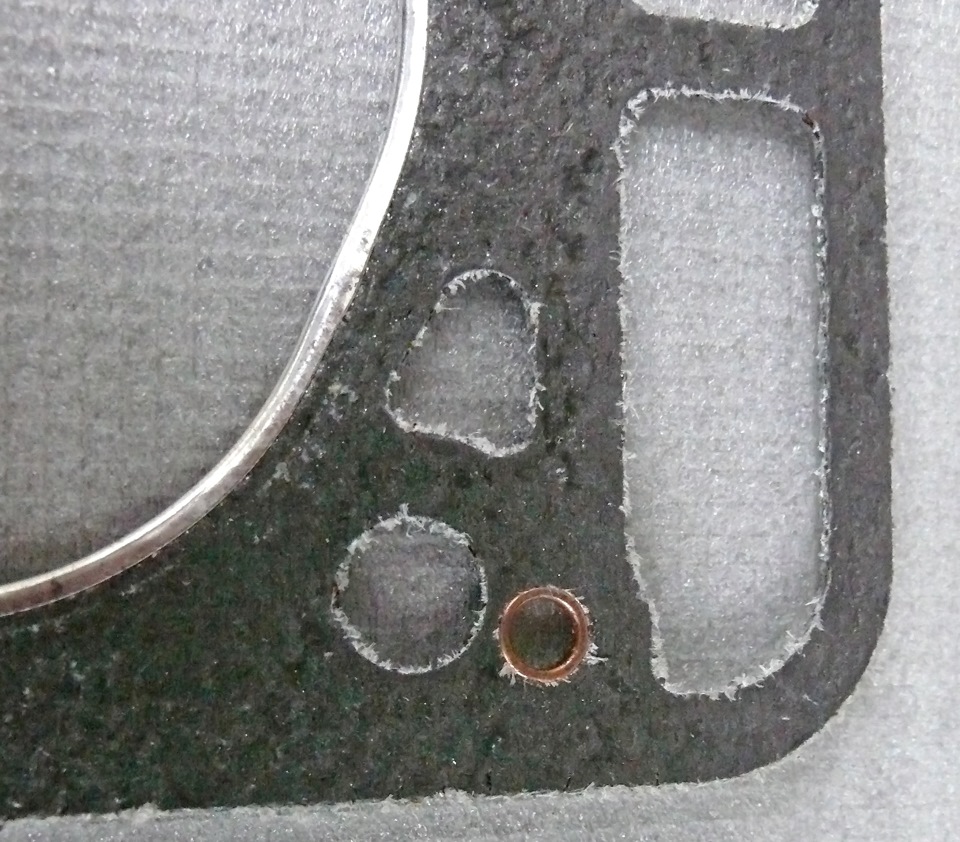
Второй "кандидат" — прокладка ГБЦ ГАЗ-24-10030-20-31 (измеренная толщина 1,75 мм). Асбестовая бумага совершенно другой фактуры, нежели в случае с предыдущим "кандидатом", аккуратно выполненная окантовка камер сгорания из качественной жести и даже номер на изделии. Минус за заделку окантовки масляного канала.

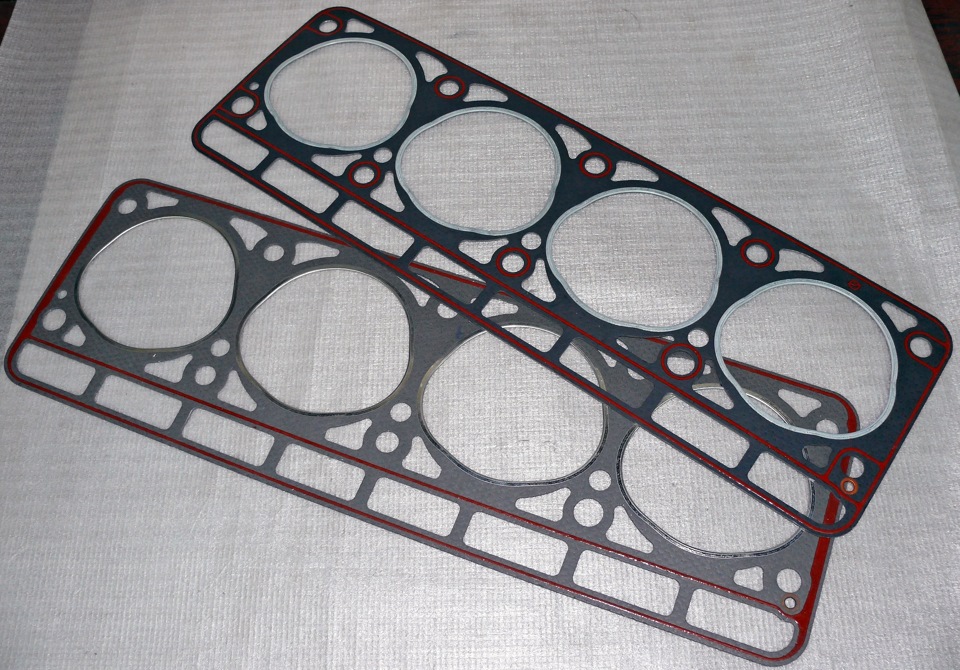
Третий "кандидат" — прокладка ГБЦ "Фритекс" (измеренная толщина 1,65 мм). Нареканий ни по части качества материалов ни по части изготовления нет. Все выполнено на высоте. По периметру линиеобразно нанесено эластомерное покрытие (герметик).
Четвертый "кандидат" — прокладка ГБЦ "Вати" (измеренная толщина 1,55 мм). По качеству материалов и изготовления аналогична предыдущему "кандидату". Имеет торговый знак на "борту". Следует отметить дополнительное нанесение герметика вокруг отверстий под шпильки ГБЦ. Это мой выбор!
Прокладка ГБЦ (металлопакет 21214). Часть 2

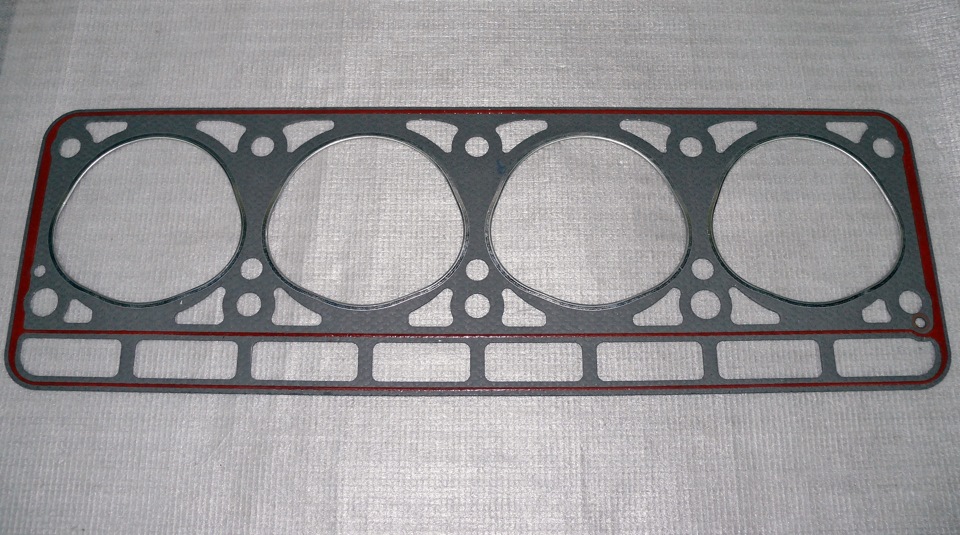
вот так вот плавненько мы и подошли к виновнице торжества — прокладке ГБЦ)
раз уж заводскую выдуло, надумал ставить металлическую, на классику она идёт 3-х слойная и толстая, тут металлопакет может оказаться толще чем обычная паранитовая… выбор был между Фритекс и БЦМ, Фритекс 400 грн, но в Днепропетровске, а БЦМ по месту на рынке за 420 с доставкой домой, ну тут выбор очевиден…)


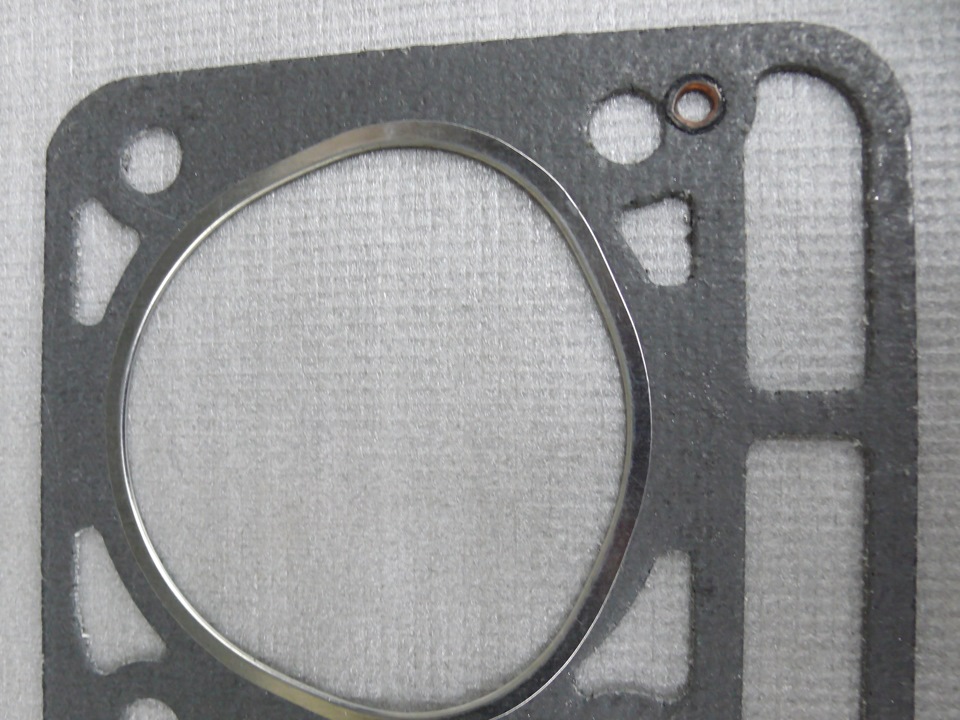
вот с прокладкой на классике вообще конечно хорошо, так как она 3-х слойная, то внешние слоя которые в черном герметике, они выдавлены в разные стороны специально что бы выжиматься при затяжке ГБЦ, средний же слой полностью плоский! на прокладке пару заклепок, в принципе удалив их можно средний слой заменить на, скажем, алюминиевую прокладку времен СССР, так можно не плохо понизить СЖ… но замерив толщину этой прокладки по краям, где она не выжимается, там оказалось ровно 1мм, это и есть то самое выжатое состояние, меньше она точно не станет, так что выжатая она 1-1.1мм, решил оставлять так и ничего не выдумывать, всё таки на параните проездил чуть ли не год вообще без настройки мотора, надеюсь эта будет служить куда лучше…
но есть и нюанс с этими прокладками, они идут только 21214, то есть под 82мм цилиндры, а у меня же бок 21011 и 79.4… зная это, всё равно решил рискнуть, другого варианта всё равно нет…
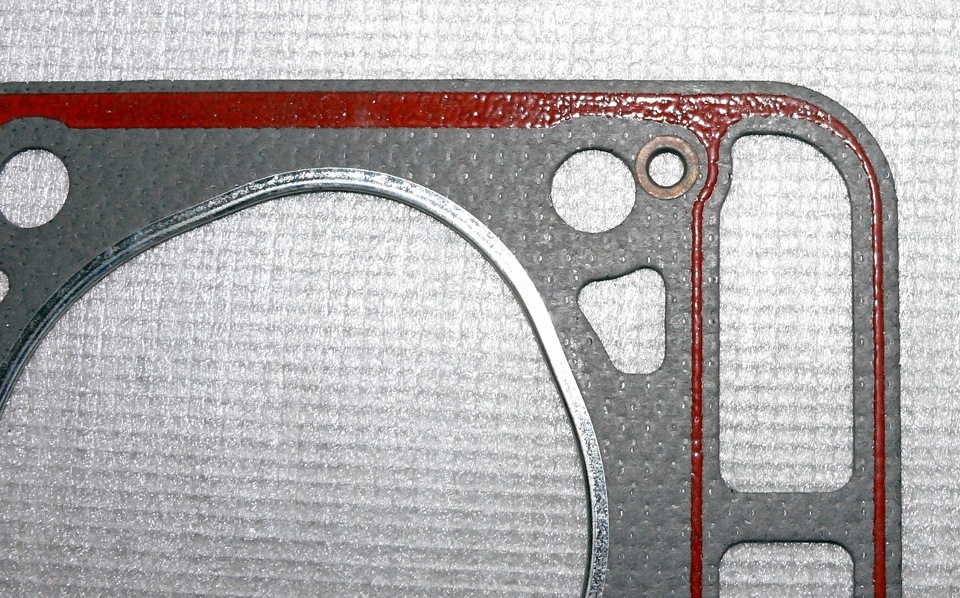
когда приложил заводскую прокладку к новой, оказалось не так уж всё и страшно, родная то имеет овальные окна, а стальная круглые, так вот стальная под 82 в некоторых местах даже МЕНЬШЕ чем обычная под 79! в некоторых местах чуток шире, но не критично…

на блоке это выглядит примерно так


дальше сборка мотора… плоскость блока была полностью очищена от остатков старой прокладки, конечно же сейчас я не шлифовал плоскость блока, её делал тысяч 60-65 назад при кап ремонте мотора, хотя все и говорят что под металлопакет нужно обе плоскости ровнять… блок и головку обезжирил для лучшего контакта и погнали собирать…
перед разборкой мотора меня посещали идеи затянуть голову бОльшим моментом, но так подумав, вспомнив что к примеру на ГАЗовском моторе по книжке момент затяжки стальной прокладки меньше чем паранитовой, то решил тянуть по заводу! затягивалась она в три подхода…
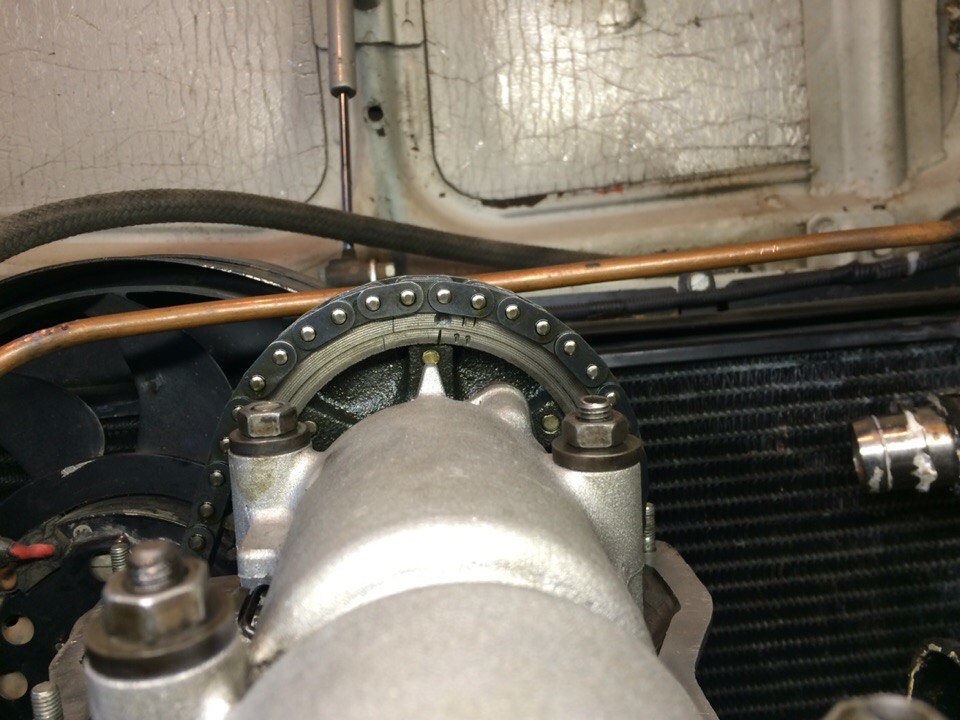
дальше собрали клапанный механизм, накинули распредвал, звезду, цепочку…

для того что бы с цепочкой не гадать при сборке, я чирканул метку напротив ДФ

дальше дело за клапанами… знакомый приехал с рейкой для настройки клапанов и индикатором, первый раз на моем моторе таким образом настраивались клапана, до этого только щупом) начали настраивать по индикатору, выставили клапан, получилось кажется 0.59 по индикатору, щуп 0.15 в самый раз залез, плотненько, я бы даже сказал очень плотненько, но Жека говорит всегда так настраивал своим щупом, ради интереса я достал свой щуп и проверил зазор, мой зашел свободнее, но именно так я настраивал своим, я не делал сильно плотно никогда, так настроил получается как обычно я настраивал…) погнали дальше строить остальные, на следующем клапане вышло 0.58, а вот дальше разброс увеличился, так как если настраивать везде по индикатору 0.59, то в одном щуп 0.15 проваливается и болтается, а в другом вообще не лезет! так что всё проверялось щупом! так вышло что разбор был примерно от 0.52 до почти 0.7 по индикатору! по щупу везде 0.15… так что если честно, нет у меня никакого доверия индикатору, надо проверять реальный зазор, а то по индикатору можно здорово пережать клапана, со всеми вытекающими… единственный плюс индикатора — это контроль момента затяжки солдатика, сразу видно поджимаешь клапан или нет…
дальше выставил перекрытие
ну и слава Богу можно закрывать мотор))
закрыл и приступил к навесному, собирать нужно много, да и пока разобрано и есть доступ, поубирал некоторые косяки попутно, а то к примеру давно я не мог добраться до шланги топливоподачи возле ВУТа, страшненькая она уже, вот наконец то дождалась своего часа)
так же надо было решить проблему с турбиной, с той самой потянутой резьбой… ну тут вариантов не много, прогоняем и покупаем вместо болтов шпильки, и забываем за эту проблему!) резьба там 10х1.25, на рынке приобрел пару шпилек с такой резьбой с обеих сторон и гайки, всё нормального качества хотя бы, не пластилин! шпильки стали на свои места идеально, даже там где резьба потянута, после того как прогнал метчиком, закрутилась отлично шпилька, но что бы не рисковать, законтрил с обратной стороны дополнительно гайкой её…

в общем шпильки — тема!) везде надо ставить шпильки, это куда удобнее и практичнее чем болты…
собрал всё, залил антифриза, которого ещё докупить пришлось, завел машину — всё ОК=) в расширительный больше не дует, машина работает нормально… проехался не много, температура в порядке, вроде не дует в СОД, будем надеяться что всё будет хорошо в дальнейшем…)
Какую лучше ставить прокладку ГБЦ металлоасбестовую или металлическую? Нужен совет!
Собирается мотор F23A honda odyssey ra-7 и думаю какую лучше поставить прокладку ГБЦ , просто видел как после сборки у некоторых сразу же подтекала новая прокладка правда китайская, я не нашел металлоасбестовую а только металлическую фирмы Stone написано made in japan и что то все равно боюсь ставить, так как головку не шлифовал, может кто знает какой фирмы лучше ставить прокладку ГБЦ, и стоит ли ставить stone, и ставил ли кто нибудь без шлифовки головки металлическую прокладку?
Чисто металлическую я бы не поставил, всё-таки мелкие, но шероховатости на смыкаемых поверхностях имеются. Металл не "затечёт" в эти неровности. Да и ГБЦ при каждом его снятии лучше шлифануть (буквально "лизнУть") для профилактики.
у меня самодельная стоит, если придется снимать бошку, поставлю такую же. ну их нафиг эти заводские с такими ценами ))
На Аккордовский В-мотор я тоже сам выбивал прокладку. На авторынке купил целый лист (примерно метр на метр), до сих пор на чердаке валяется кусок этого листа. Причём, металлическую обойму отверстий под цилиндры я использовал со старой (заводской) прокладки, аккуратно развальцевал их и приладил на новую. Проездил без проблем на этой прокладке лет 10.
А может кто знает номер прокладки не оригинала которая из металлоасбеста! Если не найду ,попробую Stone
JA-41067 поставить!
Добрый Всадник, AlexeyPV
Ну вы, ребята, и колхозники. Во-первых, металл металлической прокладки никуда не затекает - для заполнения мельчайших шероховатостей она покрыта слоем тефлона. Такая технология применяется повсеместно - металлические прокладки между частями впускного коллектора на F и J-серии такие же, такие же прокладки стоят под корпусом термостата на J-серии и K-серии. Во-вторых, металлические прокладки надёжнее паронитовых потому, что при нормальных условиях эксплуатации их не продувает и не прожигает давлением газов - это на современных моторах с высокими степенями сжатия очень актуально. При перегреве мотора что одну, что другую прокладку продувает равновероятно потому, что причиной является деформация прилегающих плоскостей.
AlexeyPV - в свете беспокойств об образующейся капли антифриза на помпе вообще не понимаю такого подхода.
Stone - нормальные прокладки, можно использовать.
P.S. В Иркутске в продаже уже есть китайские баллончики с тефлоновой краской. Снял прокладку, покрасил - используй повторно. Чудовищный идиотизм на мой взгляд, кризис в головах.
Несколько раз приходилось менять прокладки на японских моторах, и всегда это металлическая прокладка с этим тефлоновым покрытием. Никогда не текло, хотя шлифовать не приходилось. И менять приходилось не от течи, а просто потому что ГБЦ снималась. Прокладка одноразовая и сминается под форму. Причем, что оригинал, что неоригинал (нормальный типа Reinz). Stone тоже вроде хорошая фирма. Смысл заморачиваться со своими прокладками? Или искать геморный, но дешевый, паронит.
Единственное что, на некоторых движках (не F23A) толщина прокладки имеет значение. Определяется по вылету клапанов на конкретной ГБЦ. Оригинальные прокладки имеют выбор по mark (1,2,3), т.е. разная толщина их, а неоригинал этим не страдает - у них некоторая "средняя" толщина или первый mark, как скажем с вкладышами, где выбор есть только у оригинала. Вот тут лучше задавить жабу и взять оригинал, а то глядишь или компрессия изменится или клапаны начнут доставать поршни в определенных условиях. Кстати, где гарантия что толщина колхозной прокладки будет укладываться в спецификации, да еще после затяжки? Ведь там речь идет про сотки, в лучшем случае десятку. Такие вещи должны быть заводскими.
15 лет назад на тойотовском дизиле 2СТ. Несколько раз подряд использовал одну и туже металлическую прокладку, помазав слегка герметиком. Она прям многослойная
У меня тоже есть такой мотор, но повторно ставить прокладку не приходило в голову. Т.к. эта лотерея совершенно ни к чему, учитывая объём работ по исправлению последствий.
Да, прокладка многослойная. Но если меняешь ГБЦ (а ты наверняка туда лазил из-за трещин ГБЦ), то форма поверхностей уже другая, и использованная прокладка может не выдержать. Тебе повезло, но могло и не повезти. Ни один известный мне моторист не одобряет повторное использование прокладки, как ни один мануал этого также не допускает.
У хорошей металлической прокладки есть и еще один плюс - их не надо протягивать после обкаточного пробега.
Прокладка ГБЦ из многослойной стали
Прокладка головки блока из многослойной стали MLS используется на большинстве новых европейских, корейских, японских двигателей.
Прокладки головки блока из многослойной стали
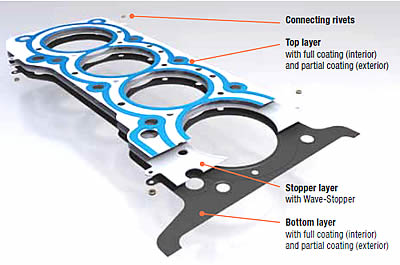
Типичное трехслойное MLS — прокладка головки блока цилиндров с верхним листом, активным слоем с волнистым уловителем и нижним листом. Желобчатая формовка, а также расположенные по всей поверхности (внутри) и частичные (снаружи) эластомерные покрытия увеличивают потенциал уплотнения таких новейших уплотнительных систем. Макроуплотнение за счёт желобчатой формовки и микроуплотнение, благодаря эластомерным покрытиям.
В современных двигателях крутящий момент и мощность повышаются, потребление и выбросы снижаются. Цели конструирования в моторостроении определяются требованиями к современным прокладкам и сальникам двигателя. Всё время повышающиеся давление воспламенения и температура предопределяют стресс для уплотнений головки блока цилиндров.
Решение: прокладки головки блока цилиндров из многослойной стали, сокращённо MLS-прокладки головки блока цилиндров.
Пeрвыe прокладки головки блока цилиндров изготавливались из асбестовых тканей, усиленных со стороны головки и блока цилиндров тонкими прокладками из медного листа, а также металлическими обкладками у камер сгорания. До конца 80-х годов асбестосодержащие материалы, позже завальцовываемые в стальную тканую сетку или перфорированный несущий лист, определяли развитие прокладок головки блока цилиндров.
После запрещения по закону применения асбеста они были сменены конструктивно, практически, такими же материалами, не содержащими асбеста (AFM).
Уже в 1992 году VICTOR REINZ довёл первые MLS–прокладки головки блока цилиндров до стадии серийного производства. Сeгодня это стандартные уплотнения, поддерживающие конструкторов по всему миру при успешном внедрении новаторских концепций моторов.
Многослойные стальные прокладки ГБЦ состоят из слоев до пяти листов пружинной, углеродистой стали. Для надёжного уплотнения камер сгорания и каналов водяного и масляного охлаждения, увеличивает локальные прижимные усилия (макроуплотнение). Pасположенные по всей поверхности или частичные эластомерные покрытия дополнительно повышают уплотняющее действие (микроуплотнение).
Лучшее уплотнение благодаря оптимальному качеству наружной поверхности.
Требования к шероховатости поверхности головки
MLS–прокладки головки блока цилиндров — ведущая концепция уплотнений будущего. Уже сегодня уплотнение между головкой блока цилиндров и блоком цилиндров обеспечивается почти исключительно прокладками головки блока цилиндров из многослойной стали. Однако ответственным за совершенное уплотнение является не только качество прокладки головки блока цилиндров. Качество
наружной поверхности головки блока цилиндров и блока цилиндров имеет также решающее значение.
Требования к качеству наружной поверхности являются существенным фактором хороших результатов уплотнения. При монтаже прокладок головки блока цилиндров следует обязательно учитывать предписанные значения. При этом нет никакого различия между MLS–прокладками и прокладками головки блока цилиндров из мягких материалов!
Качество наружной поверхности головки блока цилиндров и блока цилиндров ухудшается из-за следующих отклонений формы: неровности частей, коробление частей, волнистость (отклонение от параллельности), шероховатость (бороздки и желобки)
Неровности и коробления частей
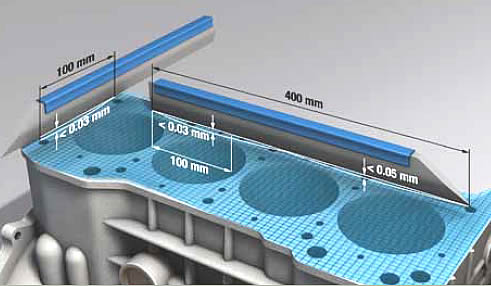
Неровности и коробления частей могут быть установлены с помощью лекальной линейки.
Измерения производятся по так называемому способу световой щели. Проверочный прибор удерживается лезвием на поверхности и ведётся в направлениях вдоль и поперёк двигателя через болтовые отверстия. При этом неровности становятся видимыми благодаря возникающей световой щели. Измеренные значения в продольном направлении должны находиться на длине 100 мм в пределах 0,03 мм, на длине 400 мм – в пределах 0,05 мм, а в поперечном направлении на длине 100 мм в пределах 0,03 мм.
Указанные в прайсах цены не являются публичным предложением о заключении сделки и несут информационную функцию.
Читайте также: