Профессиональная покраска металлических изделий
При промышленной покраске металлических изделий необходимо соблюдать определенные требования к каждому этапу, начиная от подготовки поверхности и заканчивая выбором покрытия и способа его нанесения. Если в быту можно позволить те или иные недостатки при покраске своими руками, то при промышленном способе изделие должно отвечать строгим критериям качества.
Несмотря на высокие запросы к результату, промышленная покраска не столь сложна. В нашей статье мы рассмотрим типы красок для этого процесса, опишем подготовку окрашиваемой поверхности, разберемся с технологиями нанесения покрытия и дадим рекомендации по выбору состава.
Составы для промышленной покраски металлоизделий
Основание металлических изделий можно окрашивать как специальными, так и универсальными составами, каждый из которых отличается особенностями, задающими область их применения. Их выбор стоит поручить профессионалу либо предварительно выслушать его совет. Также следует внимательно рассмотреть особенности каждой краски.

Существует несколько основных, часто используемых красок:
- Эпоксидная. Ее основу составляют силиконовые смолы, которые перемешиваются с отвердителями. Образуемое покрытие достаточно долговечно и прочно. Стойкость к коррозии у окрашенных таким способом изделий увеличивается. Минусом является высокая токсичность краски при высыхании, что не позволяет использовать ее внутри помещений. Кроме того, необходимо точно выполнять порядок нанесения состава на поверхности.
- Масляная. В основе состава находится органический компонент. Наносить краску можно только на заранее загрунтованную поверхность изделия. Помещение, используемое для окраски, необходимо выбирать тщательно, поскольку состав имеет едкий запах и содержит токсичные смолы. Соответственно, оно должно иметь хорошую вентиляцию.
- Алкидная. Считается прекрасным выбором из-за своей универсальности. Не требует грунтовки ровной поверхности под краску. Может применяться для наружных и внутренних работ.
- Акриловая. Основой краски является полимер. Состав нетоксичен, прекрасно ложится на предварительно подготовленную основу.
- Резиновая. Основное предназначение краски – наружные работы. Подходит для защиты кровли, а также иных наружных поверхностей от влаги и прочих атмосферных воздействий.
При наличии на поверхности следов коррозии, она должна быть предварительно очищена и подготовлена с помощью специальных средств. Трудно самостоятельно подобрать требуемый состав, лучше воспользоваться советом профессионала. Большую роль здесь играет как материал изделия, на которое требуется нанести краску, так и место расположения заготовки. Чаще всего выбор делают в пользу:
- Красок с эпоксидной основой, создающей пленку, защищающую металл от дальнейшего разрушения. Их наносят непосредственно на неочищенную от коррозии поверхность.
- Тех, что останавливают распространение ржавчины и защищают поверхность от ее появления. Такие краски хорошо предотвращают возникновение коррозии вследствие контакта с кислородом и водой.
- Защитных составов с декоративным эффектом, или молотковых. Основа таких красок – эпоксидная, акриловая, алкидная.
- Грунт-эмалей. Они совмещают в себе свойства грунтовки, защиты и декоративного покрытия.
- Кузнечной краски. Покрытие имеет высокие показатели износоустойчивости благодаря наличию в краске полимерных компонентов. Может быть использована для нанесения на металлические поверхности.

Способы подготовки металлических изделий к промышленной покраске
Подготовка поверхностей металлических изделий к промышленной покраске происходит тремя группами способов: механическим, химическим и термическим.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Самыми распространенными из данной группы являются абразивный и гидроабразивный способы. Они представляют собой пескоструйную, дробеметную, гидропескоструйную и дробеструйную обработку. Суть очистки заключается в механическом воздействии частиц песка и иных абразивов, которые на высокой скорости сталкиваются с поверхностью и в момент удара имеют большую кинетическую энергию.
Поверхность становится шероховатой, поскольку появляются углубления от 0,04 до 0,1 мм. Такой метод воздействия допустим исключительно для толстостенных (от 3 мм) изделий. В противном случае возможна их деформация.
Абразив используется различный. Пескоструйная и гидропескоструйная очистки проводятся с кварцевым безглинистым песком, размер песчинок берется от 0,5 до 2,5 мм. Может также быть использован карбид кремния либо оксид алюминия плавленый. Дробеметная и дробеструйная очистки проводятся с применением дроби. Литая чугунная или колотая дробь должна иметь диаметр частиц, не превышающий 0,8 мм, диаметр рубленой дроби из стальной проволоки – от 0,3 до 1,2 мм.
Черные металлы, как правило, очищают колотой дробью с диаметром ≤ 0,8 мм. Делается это из-за лучшей очистки по сравнению с литой дробью. Эффективность процесса повышается от 1,5 до 2 раз. Магниевые сплавы, алюминий и иные металлы и сплавы очищают с помощью мягкого абразива, например, порошками из алюминиевых сплавов. Изредка в них добавляют от 5 до 6 % чугунного песка.
Самым дешевым вариантом абразива является кварцевый песок. Впрочем, его применение ограничено по срокам, поскольку он быстро дробится, образуя мелкую пыль. Последняя очень вредна для здоровья работников. Применение кварцевого песка в настоящее время ограничивается автоматическими герметичными устройствами очистки, которые предотвращают распространение пыли.
Очистить поверхность от старой краски, ржавчины, различных масел и прочих загрязнений можно с помощью термического воздействия. Примером может быть огневая чистка, представляющая собой нагревание с помощью газокислородной горелки, а также воздушно-электродуговая чистка – это нагрев электрической дугой, отжиг в печах, когда присутствует окислительная и восстановительная среда.
В процессе огневой либо воздушно-электродуговой чистки изделия проходят быстрый нагрев до температуры +1 300…+1 400 °С. Загрязнения сгорают либо плавятся, изделия охлаждают и механически убирают остатки слоя грязи.

Термическим способом в окислительной среде убирают органику: жирные пятна, застарелые масла, старые краски. Достаточно нагреть поверхность до +450…+500 °С и органика возгоняется, начинает распадаться и сгорать. Но возможны коксовые отложения. Для предотвращения их появления температуру отжига увеличивают до +600 °С, а иногда и до +800 °С. Процедуру проводят в печах (терморадиационных либо конвективных) с обязательной вентиляцией. Подойдут также кислородные керосиновые либо газовые горелки.
Хранение металлов и металлических изделий осуществляют после защиты поверхностей специальными смазками. Последними обрабатывают не только конечные изделия, но и заготовки из металлов, в том числе из сплавов алюминия.
Непосредственно перед нанесением краски поверхности металлических изделий следует подвергнуть обезжириванию. Данный процесс может проводиться разными методами. Перед их выбором следует знать: чем загрязнена поверхность, насколько глубоко необходимо провести очистку и какова стоимость процедуры. Чаще всего используют очистку растворами щелочи, растворителями из органических соединений и составами с эмульсионной основой.
Принцип работы водных щелочных растворов: омыляемые жиры и масла разрушаются, происходит их солюбилизация, а неомыляемые эмульгируются. Электролитами выступают карбонат и гидроксид натрия, пирофосфат и тринатрийфосфат натрия, жидкое стекло (оно же силикат натрия). Возможность данных веществ убирать жир с поверхностей усиливается такими ПАВ (поверхностно-активными веществами), как ДНС, ОП-4 и ОП-7, ДС-10 (синтанол) и пр.
Выбирать состав нужно, исходя из глубины загрязнения, серийности производства. Обработка может проводиться методом распыления либо в ваннах. Большой популярностью пользуются такие уже готовые к применению составы, как КМЭ-1, КМ-1, МЛ-52.
Рекомендуем статьи по металлообработке
Технологии промышленной покраски металлических изделий
В большинстве случаев этот способ используется для создания однослойных покрытий или грунтовки поверхностей сложных изделий. Процесс окраски заключается в нанесении на поверхность тонкого слоя материала и удержании его с помощью адгезии, а также вязкости состава. Основными преимуществами метода стали легкость использования оборудования и высокое качество создаваемого покрытия. К негативным сторонам процесса стоит отнести излишний расход лакокрасочного материала, а также неравномерность слоя получаемого покрытия.

Это самый часто используемый метод окраски поверхностей. Более 70 % всех изделий окрашивается именно так. Суть его заключается в дроблении струи краски воздухом на мелкие частицы и получении аэрозольного красителя с помощью пневматического распылителя. Красящая пыль оседает на поверхности металла, коагулирует, образуя прочный слой. Таким образом наносят грунтовку и лак, а также различные, в том числе быстросохнущие, эмали. Поверхность может быть предварительно обработана грунтовкой и не досушена, а также покрашена краской с «отлипом».
К минусам метода можно отнести высокий расход лакокрасочного материала (от 25 до 55 %), а также присутствие в воздухе мелкой красящей пыли, что плохо влияет на здоровье работников. В дополнение можно отметить большой объем растворителей, применяемых для получения вещества нужной вязкости.
Он заключается в распылении материала, но уже с помощью повышенного гидравлического давления. Его создают внутри прибора, в результате краска вытесняется наружу через сопло. В момент, когда выходная скорость превышает критическую для материала данной вязкости, происходит его испарение, вернее, входящих в состав легколетучих компонентов. Объем краски возрастает, начинается диспергирование.
При использовании данного метода не образуется мелкой красящей пыли. Расход материала сокращается примерно на 20 % из-за его большей вязкости. К недостаткам стоит отнести сложности в нанесении краски на изделия, имеющие сложную конфигурацию.
Промышленная покраска металлических изделий данным методом заключается в нанесении на поверхность слоя аналогичного материала с использованием электролита. Происходит перенесение на поверхность металла молекул материала с помощью токопроводящего раствора, после чего один материал проникает в верхний слой другого. Таким образом, верхние слои обоих материалов проникают друг в друга.
Как покрытие, так и само изделие получаются достаточно прочными, обладают высокой износостойкостью и прочностью к образованию ржавчины. Сама поверхность выглядит достаточно красиво. Минусом метода является невозможность соединить между собой некоторые металлы.
- Метод электростатического распыления.
Покрытие изделия образуется за счет осаждения на его заземленной поверхности частиц распыленного лакокрасочного материала, которые перемещаются по силовым линиям электрического поля. Движение происходит из-за заряда частиц, который они получают от ионизированного воздуха либо края электрода. Само же поле высокого напряжения возникает между двумя электродами, из которых один является коронирующим электродом, а другой окрашиваемым изделием.
Недостатком можно назвать возможность использования для окраски только материала, у которого есть необходимые электрические характеристики.
Описанные выше методы можно применять только для материалов, находящихся в жидком состоянии. Порошковые же красители таковыми не являются, для их окраски используется иной метод. Принцип его работы в том, что порошковая краска становится аэрозолем и оседает на поверхности благодаря электризации находящихся в ней частиц. Последние соприкасаются с разогретым металлом либо липким основанием, а также с холодной плоскостью и конденсируют.

Рекомендации по выбору покрытия
Останавливая свой выбор на том или ином красителе, необходимо обратить внимание на обрабатываемую поверхность металла, а также знать, как планируется эксплуатировать изделие.
Рассмотрим зависимость выбора покрытия от особенностей металла:
- Изделие из черного металла следует защищать от коррозии. Выбор должен быть сделан в пользу специальной грунтовки и покрытия с антикоррозийным эффектом.
- Детали с оцинкованной поверхностью можно дополнительно не защищать. Для них подойдут краски, создающие приятный внешний вид и обладающие хорошей адгезией.
- Ржавые поверхности можно обработать составом, не требующим предварительной очистки. Он будет хорошо сцепляться с поверхностью даже через ржавчину.
- Для цветных металлов больше подойдет лак.
Особенности выбора красок при разной эксплуатации изделий:
- На улице или внутри помещений. Существуют разные покрытия. Одни могут выдержать воздействие атмосферных осадков, другие нет. Внутри помещений рекомендуется использовать только те краски, у которых уровень токсичности достаточно низкий. А для применения вне дома можно взять и более токсичные красители.
- Температура эксплуатации. Данный показатель важен, например, для приборов отопления, которые нагреваются до высокой температуры. А ведь существуют изделия, используемые на производстве, температура эксплуатации которых во много раз выше батарей. Для их покраски используется материал, способный выдержать температуру до +600 °С. Но есть и составы, созданные для низкой температуры. Такие подойдут для окрашивания калитки или ворот в загородном доме.
- Внешний вид краски. Существуют матовые, глянцевые, полуматовые и молотковые составы. Матовые и молотковые лакокрасочные материалы будут маскировать шероховатость поверхности и ее незначительные дефекты. В то время как глянцевые, напротив, выставят их напоказ. Поэтому рекомендуется особо внимательно отнестись к выравниванию поверхности до нанесения смеси. Цветовая гамма красок обширна.
Кроме вышеперечисленного, при выборе краски необходимо учитывать ее стоимость, расход на метр поверхности и длительность использования покрытия. Специалисты советуют не экономить и выбирать более дорогой материал. В этом случае покрытие будет хорошо выглядеть и продержится десятки лет, что приведет к дальнейшей экономии средств и сил, которые будут потрачены на перекраску изделий. В конце концов, дорогое краски окажутся более выгодными, чем простые и дешевые сегодня составы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Покраска металлических изделий
Причин, по которым требуется покраска металлических изделий, достаточно много. Это и придание им привлекательного внешнего вида, и защита поверхностей от коррозии, и продление срока эксплуатации. То есть трудозатраты (если сравнивать с процессом изготовления вещи) не такие и большие, а положительных моментов более чем достаточно.
С другой стороны, произвести покраску правильно тоже не так просто, как может показаться на первый взгляд. Во-первых, нужно выбрать наиболее подходящую краску. Во-вторых, решить, какой именно технологией воспользоваться. Причем в каждом случае имеются свои нюансы. О них мы сегодня и поговорим.
7 лучших красок для работы с металлом
На выбор состава, особенно если покраска металлических изделий осуществляется своими руками, влияет то, где впоследствии будет эксплуатироваться изделие, а также для чего оно предназначено. Только так выбранный состав будет оптимально подходить под конкретную поверхность.
Сегодня покупателю представлен огромный ассортимент подобной продукции, однако самыми популярными считаются следующие варианты:
В качестве основного компонента в данном случае используются силиконовые смолы, которые дополняются отвердителями и другими веществами. Такие составы являются токсичными, поэтому их рекомендуется использовать только для наружных работ, к примеру, для покраски домов. Минусом в данном случае является еще и то, что из-за состава подобная краска плохо распределяется по поверхности металла. Однако это вовсе не мешает ей обеспечить надежную защиту от коррозии на продолжительное время.
Не стоит забывать о том, что эпоксидные краски являются токсичными, поэтому не стоит использовать их внутри помещения.
В основе данного продукта находятся полимеры. В отличие от предыдущей краски, эта не является токсичной. Поэтому допускается использовать ее для покраски металлических поверхностей внутри помещений (офиса, квартиры и т. д.). Наносится она без особых проблем, однако перед этим необходимо подготовить плоскость. Акриловая краска является универсальной, значит, ее можно использовать для покраски большого количества различных поверхностей, в том числе и металлических.

Данный вариант можно считать классическим, поскольку этот состав может быть использован как для внешней покраски, так и для внутренней. Делается продукт на основе органических веществ. Прежде чем наносить его на поверхность, последнюю следует прогрунтовать. Несмотря на то, что краску можно использовать внутри помещения, запах у нее достаточно едкий и неприятный, поэтому должно быть обеспечено хорошее проветривание комнаты.
Данная продукция используется для покраски как внутри помещения, так и снаружи. При этом никакой предварительной обработки поверхности не требуется, состав наносится легко.
Это идеальный вариант для покраски стен домов и крыш. Химический состав краски обеспечивает надежную защиту поверхности от снега и дождя.
Используются как для внутренней покраски, так и для внешней. Представляют собой двух- и однокомпонентные составы. Полиуретановая краска обеспечивает защиту чугуна, стали, меди и алюминия от коррозии. Плюсом является то, что при окрашивании вертикальных поверхностей не образуется потеков. Кроме того, состав отлично переносит отрицательные температуры, поэтому обработку можно проводить в условиях от -60 °С до +80 °С. Несомненным преимуществом также является стойкость к химии и высокая прочность на разрыв.

Данная продукция отличается долговечностью и большим ассортиментом цветов. Состав, во-первых, стойко переносит резкие перепады температуры, ультрафиолет и осадки, а во-вторых, обеспечивает хорошую защиту металлической поверхности от коррозии. Использовать эту краску в помещении не рекомендуется, поскольку она обладает довольно резким запахом. Стоит заметить, что термостойкие виды способны выдерживать температуру до +350 °С.
Специализированные краски для покрытия изделий из металла
Все краски, о которых шла речь ранее, применяются исключительно для покраски стандартных металлических поверхностей. Когда же необходимо увеличить долговечность или надежность обработанного участка, используются специализированные составы.
Если необходимо покрасить металлическую поверхность, на которой присутствует ржавчина, то делается смесь из эпоксидной основы с добавлением химикатов. Ее наносят непосредственно на пораженные участки, благодаря чему образуется защитный слой. Именно он защищает поверхность от появления ржавчины и разрушения.
Предотвратить коррозию поможет специальный материал, в основе которого находятся вещества, защищающие от влаги, а также предотвращающие образование ржавчины. Благодаря таким составам, обработанные участки не портятся довольно длительное время.
Для нанесения декоративного покрытия, напоминающего удар молотка, используются молотковые смеси, в состав которых входят акриловая, алкидная и эпоксидная краска. Часто их используют для наружных работ, поскольку они отлично противостоят погодным условиям.
Хорошим вариантом является грунт-акрил, который соединил в себе все преимущества антикоррозийных красок и грунтовки. Как правило, он используется для покраски металлических изделий на открытом воздухе.
Придать изделию большую прочность и износоустойчивость поможет кузнечный состав, изготовленный из различных полимеров.
Есть также нитрокраска, которая используется исключительно на открытом воздухе, поскольку является одной из самых токсичных. Ее производством занимаются только специализированные предприятия.

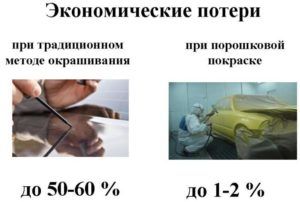
11 преимуществ порошковой краски
Порошковой краске стоит уделить особое внимание, поскольку она является единственной в своем роде. В ней нет летучих, вредных для здоровья веществ, которыми человек мог бы отравиться во время обработки. Подобным не могут похвастаться многие составы, которые содержат компоненты, не позволяющие красить в закрытом помещении длительное время. Однако это далеко не единственный плюс порошковой покраски металлических изделий. Кроме того:
- Она обеспечивает высокую защиту от коррозии.
- Позволяет получить не только декоративное покрытие, но и защитить от воздействия негативных факторов окружающей среды.
- Не требует грунтовки поверхности, что экономит время на покраску.
- Обеспечивает защиту поверхности от бензиновых и химических загрязнений, а также ультрафиолетовых лучей.
- Стоит дешевле других видов покраски.
- Поверхность приобретает электроизоляционные свойства, что делает ее более безопасной для человека (исключается поражение электрическим током), так как на нее не распространяется электрическое поле.
- Абразивная краска не стирается, поскольку она не подвержена воздействию внешних физических факторов.
- Поверхность, покрытая порошковой краской, способна выдержать любые температуры, а также резкий ее перепад.
- Обрабатываются даже углы и кромки, что важно при покраске мелких металлических изделий. Обычной краской при помощи валика или кисточки сделать это бывает проблематично.
- Благодаря простоте и быстроте нанесения можно обрабатывать гораздо больше изделий и поверхностей.
- Главный плюс порошковой краски состоит в том, что даже если ее нанести в один слой, она будет выглядеть гораздо лучше, чем двойное окрашивание масляным составом.

3 этапа покраски металлического изделия
Прежде чем красить металлическую поверхность, ее нужно очистить и подготовить. Если изделие использовалось и на нем есть старая краска, нагар или грязь, то все это надо удалить. Кроме того, поверхность следует обязательно обезжирить и высушить.
Далее наносится защитный слой, поскольку в большинстве случаев одной краски бывает недостаточно для того, чтобы защитить металл от воздействия окружающей среды и появления коррозии. Для этого используется грунтовка, шпатлевка или эмаль в зависимости от поверхности. К примеру, для черных металлов больше подходят алкидные эмали или специальные масла, для цветных – лаки и грунтовки.
На следующем этапе осуществляется непосредственно покраска. Чтобы результат продержался дольше, наносится 2-3 слоя, причем каждый последующий – только после полного высыхания предыдущего. В конце поверхность полируется при помощи мелкой наждачной бумаги (если вид краски позволяет и это необходимо).
Основные технологии покраски металлических изделий
Если поверхность обработки небольшая и работа, к примеру, ведется дома, можно воспользоваться ручным способом покраски металлических изделий. Для этого применяются валики, кисти, тампоны и аэрозольные баллончики. Стоит заметить, что ручной способ покраски используется и в некоторых отраслях машиностроения, например, при применении высокотоксичных материалов с содержанием соединений меди, свинцового сурика и т. д.
Металлические поверхности принято красить следующими способами:
С помощью малярной кисти. Как правило, такой способ больше походит при необходимости обработки небольшого участка ровной металлической поверхности. Его плюсом является экономичность, а вот минусом – большая трудоемкость и низкая производительность.
Покраска валиком является достаточно эффективной, если планируется обработать большие металлические изделия, обладающие ровной поверхностью.

Как правило, данный способ используют, когда необходимо получить однослойное и грунтовочное покрытие на предметах разной сложности. Покраска осуществляется путем смачивания поверхности жидким лакокрасочным материалом с последующим его удержанием в тонком слое за счет адгезии и вязкости материала. Если говорить о преимуществах данного метода, то они заключаются, во-первых, в простоте использования оборудования, а во-вторых, в отличном качестве получаемого покрытия. Минус – большой расход краски и неравномерная толщина покрытия.
Данный метод считается одним из самых распространенных – около 70 % всех производимых лакокрасочных материалов наносится именно так. Во время пневматического распыления происходит дробление красящего состава струей сжатого воздуха, в результате чего образуется аэрозоль. Взвесь, соприкасаясь с металлической поверхностью, коагулирует, и на металл оседает слой лакокрасочного состава. Этот способ может быть использован для нанесения лака, грунтовки, эмали (быстросохнущие – не исключение). Кроме того, пневматическое распыление возможно на слой краски с «отлипом», а также на недосушенную грунтовку.
Если говорить о недостатках данного метода окрашивания, то к ним относят образование тумана, что приводит, во-первых, к ухудшению санитарно-гигиенических условий труда, а также расход до 25–55 % лакокрасочного материала. Кроме того, чтобы состав довести до необходимой степени вязкости, используется большое количество растворителей.
- Метод безвоздушного распыления.
В данном случае распыление лакокрасочного материала осуществляется под действием высокого гидравлического давления, которое создается насосом во внутренней полости прибора и вытесняет состав через сопло. Когда скорость на выходе становится больше критической для определенной вязкости, входящие в состав легколетучие компоненты начинают испаряться, в результате чего объем материала увеличивается и происходит диспергирование.
Во время данного метода покраски металлических изделий не происходит туманообразования. Благодаря более высокой вязкости составов, расход растворителей и лакокрасочных материалов сокращается на 20 %. Что касается недостатков безвоздушного распыления, то его довольно сложно использовать для окрашивания предметов, обладающих сложной конфигурацией.
На металлическую поверхность посредством электролита наносится тонкая пленка того же материала. Во время обработки изделия молекулы наносимого металла переносятся на верхний слой поверхности с помощью токопроводящего раствора и проникают в него. Другими словами верхний слой одного металла проникает в другой.

Гальваническая покраска металлических изделий позволяет сделать их более прочными, износостойкими и устойчивыми к коррозии. Кроме того, поверхность выглядит более красиво. Если говорить о недостатках, то существуют металлы, соединить которые друг с другом нельзя.
Два электрода (один – окрашиваемый предмет, другой – коронирующий электрод) находятся под напряжением и на некотором расстоянии друг от друга. Между ними возникает электрическое поле высокого напряжения, в которое вводят распыленный лакокрасочный состав. Его частицы, заряжаясь от кромки электрода или ионизированного воздуха, двигаются по силовым линиям электрического поля и осаждаются на заземленном предмете, в результате чего образуется равномерное покрытие на поверхности обрабатываемого изделия.
Главным недостатком данного метода является то, что использовать для покраски можно только те лакокрасочные составы, которые имеют определенные эклектические характеристики.
Все методы покраски, которые были описаны выше, используются только в отношении жидких лакокрасочных материалов. Что касается порошковых красок, то их нанесение основывается на способности преобразовываться в аэрозоль, который осаждается на детали в результате электризации содержащихся в нем частиц, контакта с нагретой поверхностью или липкой подложкой, а также конденсации на холодной плоскости.

Стоит обработка порошковыми красками несколько дороже (в 1,5–2 раза), чем обычными составами, а объясняется это жесткими технологическими требованиями и использованием дорогого оборудования. Однако высокое качество получаемых монолитных полимерных покрытий делает данный способ покраски не менее востребованным, чем традиционные, а в некоторых случаях он даже вытесняет последние.
Порошковая покраска металлических изделий
Порошковая краска по металлу: выбираем подходящую и красим правильно

Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу. Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Виды порошковых красок
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.

Технология окрашивания
При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.

Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
Видео описание
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.

Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.

Коротко о главном
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Окраска металлических поверхностей: составы и порядок формирования покрытия

Коррозия – широко распространённая причина повреждения изделий из металла. Своевременная окраска металлических поверхностей позволяет предотвратить распространение ржавчины. Для формирования защитного покрытия используются различные составы. Читайте до конца, чтобы познакомиться с основными, порядком подготовки основания и технологией нанесения. Это упростит выбор и оформление заявки на выполнение работ.
Виды коррозии
Обработка металла от ржавчины выполняется с учётом степени поражения поверхности. Возникающие дефекты могут быть:
- неглубокими коррозийными пятнами, распространяющимися по всей площади поверхности, но не проникающие вглубь металла;
- мелким точками с глубоким проникновением вглубь металла;
- сквозным коррозионным поражением;
- подплёночного типа, возникающими под защитным покрытием и вызывающими его вспучивание.
Используемые составы
Обработка металлического основания выполняется универсальными и специальными составами. Каждый из них имеет свои особенности, определяющие возможную область использования. Решая, чем покрасить металл, стоит воспользоваться советом профессионалов, а также оценить особенности каждого вида.
Универсальные
Для защиты металлического основания чаще всего используются краски:
- Эпоксидные. Их основу составляют силиконовые смолы, смешиваемые с отвердителем. Обеспечивают формирование прочного и долговечного покрытия с достаточным уровнем коррозионной стойкости. Из высокой токсичности не могут использоваться при выполнении внутренних работ. Предъявляют повышенные требования к порядку нанесения.
- Масляные. Состав, основу которого составляет органическое вещество. Наносится на предварительно загрунтованное основание. Едкий запах и наличие токсичных компонентов делает возможным нанесение масляной краски только в хорошо проветриваемом помещении.
- Алкидные. Универсальный состав, подходящий для использования внутри и снаружи здания. На ровное основание может наноситься без предварительного грунтования.
- Акриловые. Состав с полимерной основой. Легко наносится. Не токсичен. Перед нанесением нуждается в тщательной подготовке основания.
- Резиновые. Предназначены преимущественно для наружных работ. Используются для защиты кровельного материала и других поверхностей, подвергаемых воздействию атмосферных осадков.
Внимание! До начала работ, стоит разобраться, как красить металл, чтобы покрытие получилось сплошным и одинаковой толщины, и как подготовить основу.
Специализированные
Если на поверхности уже появились коррозионные пятна, потребуется специализированное средство. Самостоятельно подобрать подходящий состав достаточно сложно. Стоит воспользоваться помощью профессионалов. Они знают, чем и как покрасить ржавый металл с учётом условий эксплуатации конкретного изделия. Выбор делается в пользу составов:
- Наносимых прямо на ржавчину без предварительной подготовки. Имеют эпоксидную основу. Обеспечивают формирование надёжной плёнки, предотвращающей дальнейшее разрушение металлического основания.

Подготовительный этап
- Очистка основания от грязи, пыли, остатков старого защитного покрытия. Недопустимо наличие даже небольших участков.
- Обезжиривание металлического основания для повышения его адгезии с обязательной защитой от грязи. Выполняется в три этапа: с использованием обезжиривателя, мыльного раствора и воды.
- Шпаклевание. Выполняется при наличии на поверхности видимых дефектов и после обработки зоны антикоррозийным составом. Обеспечивает выравнивание основания.
Внимание! Поражённые ржавчиной участки очищают механическим способом или с использованием специальных средств. Подготовленная к окраске поверхность должна быть сухой и чистой.

Технология окраски
Для нанесения краски на металлическую поверхность используют валик, кисть, краскопульт. Алгоритм действий напрямую зависит от инструмента. Валиком окрашивают большие и ровные поверхности. Кисть выбирают для сложных или рельефных участков. Краскопульт актуален при большой площади металлической поверхности.
При использовании валика:
- краску разводят растворителем, добиваясь консистенции, способствующей лёгкому распределению по поверхности, и переливают в лоток;
- инструмент погружают в краску, обеспечивая его достаточное смачивание;
- раскатывают валик по поверхности, совершая обратно-поступательные движения;
- формируют 2 – 4 слоя.
Посмотрите видео, чтобы познакомиться с основными тонкостями процесса:
Важно! Нанесение следующего слоя начинается после высыхания предыдущего.
При окрашивании кистью, инструмент погружают в краску на 1/3 длины щетины. Состав наносят на поверхность, совершая движения в одном направлении. Сначала некоторое количество краски наносится на основу, а затем растирается по металлической поверхности.
При использовании краскопульта удаётся максимально повысить производительности окраски. Из-за низкой впитываемости металлической поверхности к квалификации оператора предъявляются повышенные требования к плавности и скорости совершаемых движений. Слои наносятся параллельно.
Посмотрите видео, чтобы детально познакомиться с технологией окраски:

Коррозия металлической поверхности может проявляться по-разному. Своевременная окраска предотвратит появление ржавчины либо не позволит ей развиваться дальше. Для окрашивания используют универсальные и специализированные составы. Некоторые могут наноситься прямо на ржавчину, другие требуют тщательной подготовки металлической основы.
Для окраски поверхности из металла используют валик, кисть и краскопульт. Выбор инструмента зависит от особенностей окрашиваемой основы. Для получения качественного защитного покрытия состав доводят до нужной консистенции и наносят в несколько слоёв.
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Читайте также: