Пресс гидравлический для штамповки металла
Мы проконсультируем вас по любым вопросам!
Изготовление металлических деталей при помощи холодной штамповки занимает большую часть в технологии обработки материалов и часто применяется в разных отраслях промышленного производства. В основе метода лежит пластическое деформирование поверхностей без их дополнительного предварительного нагрева. Применение специального оснащения в виде штампов позволяет получить детали практически любой формы и размера.
Особенности технологии штампования
Штамповкой называют сложный технологический процесс, во время которого металлическая заготовка подвергается механическому давлению, что приводит к ее пластической деформации. Для выполнения подобной обработки используется специальное оборудование. В результате его воздействия на материал получают заготовки требуемой формы и размеров. Основным сырьем, применяемым для штампования, является листовой металл разной толщины.
Данный метод обработки разделяют на два вида:

- горячий. Подразумевает предварительное нагревание заготовок;
- холодный. Перед штамповкой заготовки не нагреваются.
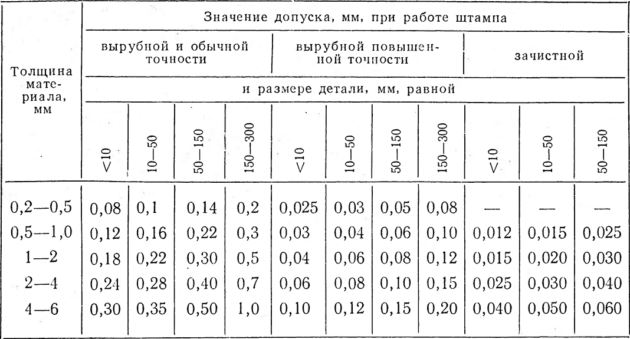
Горячее штампование применяется для материалов, не обладающих высокой пластичностью. Данный метод обработки чаще всего используется при производстве заготовок небольшими партиями из металлического листа, имеющего толщину 5 мм. При изготовлении деталей возникает необходимость применения больших допусков. При их остывании происходит коробление и другие негативные процессы, влияющие на размеры будущей заготовки.
При выполнении холодного штампования используется специальная оснастка. В процессе обработки материал дополнительно упрочняется, но теряется его пластичность. Чтобы предотвратить повышение хрупкости готовых изделий, их дополнительно подвергают рекристаллизационному отжигу.
Особенности технологии холодного штампования
Технология штамповки холодным способом подразумевает обработку заготовок с изменением их формы и размеров, но с сохранением других геометрических характеристик.
В качестве сырья для получения необходимых изделий используются полосы, лента или листы, полученные из легированных низкоуглеродистых сталей. Могут применяться сплавы алюминия, меди, латуни, магниевые, титановые или другие высокопластичные составы. Это связано с тем, что такие материалы легко поддаются деформации.
Перечень выполняемых операций во время штампования
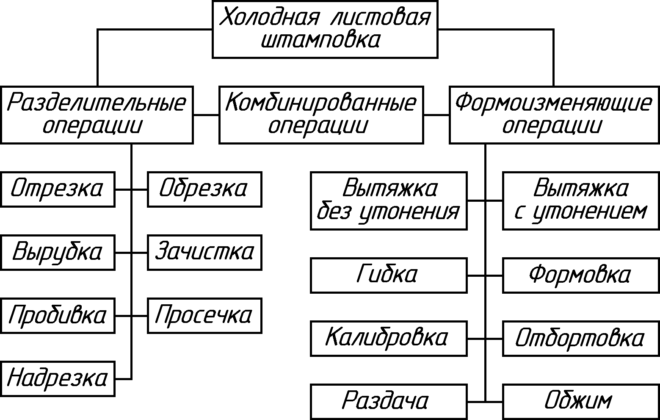
В процессе холодной штамповки металла выполняются различные операции, которые помогают придать изделию требуемых характеристик. Они могут быть разделительными и формоизменяющими. В первом случае поверхность материала частично отделяют по указанному контуру. К разделительным операциям относят:
- резка. Отделение части заготовки по прямой или фигурной линии при помощи пресса в виде ножниц;
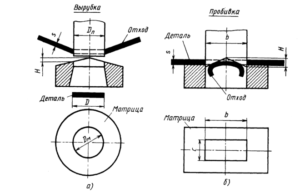
- пробивка. Выполняется для создания в детали отверстия необходимой формы и размера;
- вырубка. Готовая деталь имеет вид замкнутого контура.
Классификация основных операций штамповки
Формоизменяющие операции при штамповке подразумевают изменение формы или размеров заготовки из листового металла путем перемещения ее частей определенным способом. При этом не происходит физическое разрушение детали. К самым распространенным формоизменяющим операциям относят:
- вытяжка. Относится к объемной штамповке, при помощи которой получают полые детали разной формы (конуса, цилиндра, полусферы, куба);
- гибка. С помощью такой штамповки изгибу листового материала придается практически любая форма;
- рельефная формовка. Подразумевает локальные изменения при сохранении конфигурации самой заготовки;
- холодная высадка. Позволяет получить деталь нужной длины с увеличением ее диаметра.
Возможно штампование комбинированным способом, подразумевающим разделение и формообразование детали.
Дополнительные операции, выполняемые в процессе штампования
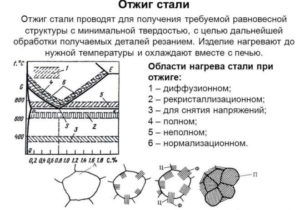
В процессе холодной штамповки металла его могут подвергать некоторым вспомогательным операциям, позволяющим повысить эксплуатационные качества полученных изделий. К таким относят отжиг и травление. С их помощью улучшаются механические характеристики, и увеличивается срок службы деталей.
Для улучшения износостойкости металла его обрабатывают специальными защитными покрытиями.
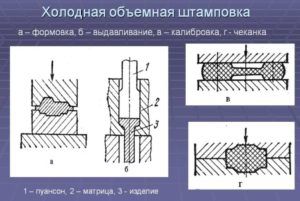
При объемной штамповке выполняется перечень операций, позволяющих улучшить механические характеристики изделий из металла:
- предварительная термическая обработка металла для снижения его прочности;
- подготовка поверхности к основным работам;
- непосредственно обработка металла.
Оборудование для холодного штампования
Холодное штампование металла осуществляется при помощи специального оборудования. Для обработки деталей применяется штамповочный пресс, который может быть механическим (эксцентриковые, с кривошипно-шатунным механизмом) или гидравлическим.
Особенности устройства и работы пресса кривошипного типа
Листовая штамповка, подразумевающая вырубку, вытяжку, пробивку металла, проводится на прессах кривошипного типа. Он имеет электрический привод.
Основным действующим элементом пресса является кривошипный вал. Он движется за счет передачи вращения от маховика электродвигателя через зубчатый механизм. В результате ползун кривошипа осуществляет возвратно-поступательные действия, что запускает штампование.
Основные узлы кривошипного пресса изготовляются из высокопрочной стали. Они дополнительно укрепляются, что придает оборудованию повышенную жесткость.
Устройство гидравлического пресса
Гидравлические прессы преимущественно используются для проведения объемной штамповки методом продавливания.
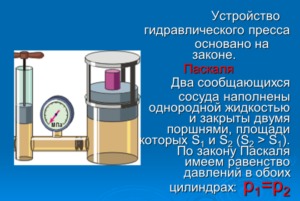
Принцип действия такого оборудования довольно прост:
- работа пресса обеспечивается давлением жидкости, которая размещается в двух специальных емкостях с поршнями;
- резервуары соединены между собой при помощи трубки;
- давление, возникающее в процессе ее передвижения жидкости по емкостям пресса, передается на ползун;
- за счет смещения ползуна осуществляется холодное штампование.
Как происходит изготовление штампов для проведения холодной штамповки?
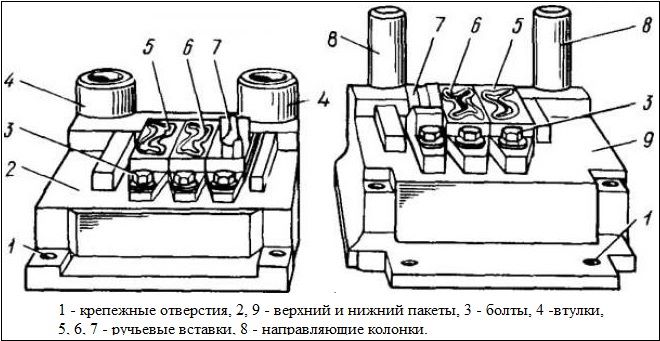
Штампом называют специфический вид оснастки, которая активно используется в процессе листовой штамповки. Он непосредственно воздействует на материал, деформируя его. После обработки металл приобретает такую же форму, какая характерна для рабочей части штампа. Данный инструмент устанавливается на специальные молоты и прессы, приводящие его в действие.
Штамп состоит из двух частей – матрицы и пуансона. Последний элемент закрепляется на специальном ползуне, за счет которого осуществляется движение инструмента. Деформация металла происходит в момент прижимания пуансона к матрице.
Этапы производства штампов для холодного штампования
К процессу создания эскизов штампов и их непосредственному изготовлению предъявляются высокие требования. От качества полученной оснастки зависит правильность формировки самых изделий и их качество. Обычно изготовление штампов происходит в такой последовательности:
- Составляется эскиз штампа с учетом всех представленных требований.
- При помощи специальной компьютерной программы создается схема штампа.
- Определяется рациональность полученного оснащения, при необходимости проводится корректировка эскиза.
- Определяются места, где в дальнейшем будут сформированы отверстия необходимого размера и формы.
- После согласования чертежей непосредственно приступают к изготовлению штампа.
Заготовки, изготовленные из металла, будут правильно обработаны методом холодного штампования, если эффективно подобрать все оснащение. Штампы – это один из главных элементов, влияющих на качество проведенных работ. При их изготовлении используется современное оборудование с ЧПУ, что позволяет осуществить необходимый контроль качества.
Прессы для отверстий

Один из популярных способов обработки металла – штамповка, осуществляемая на специальных прессах. Применение данного технологического метода позволяет придать заготовке нужную форму методом деформации, пробивки отверстий или выдавливания узоров. В зависимости от выполняемых операций, прессы для штамповки металла существенно отличаются друг от друга как конструктивным исполнением, так и техническими параметрами. Это позволяет с легкостью подобрать оборудование, отвечающее поставленным задачам и способное стать незаменимой частью технологической линии металлообрабатывающего цеха. В настоящее время, прессы успешно применяются на мелко-, крупносерийном или массовом производстве, гарантируя высокую производительность и безотказную работу в течение длительного времени.
Технологические особенности
В зависимости от условий, штамповка металлических заготовок может быть горячей или холодной. Их отличия – температурное воздействие на изделие в процессе его обработки. Первый вариант имеет свои преимущества - в нагретом состоянии металл становится однороднее и плотнее, в результате чего качество готового изделия существенно повышается. В свою очередь, холодная штамповка также имеет преимущества – в процессе обработки на изделии не образуется слой окалины, а его размеры точно соответствуют требованиям проектной документации. Кроме того, металл, штампованный холодным методом, имеет более гладкую и привлекательную поверхность, тем самым избавляя от необходимости выполнять дополнительную обработку изделия.
Типы оборудования
В настоящее время выпускается несколько моделей прессов для штамповки отверстий в металле:
- Гидравлические станки – успешно применяют для обработки заготовок стандартной толщины и толстостенные изделия. Усилие воздействия на поверхность металла составляет здесь от 150 до 2000 тонн. В перечень выполняемых операций входят листовая и объемная штамповка, ковка, гибка, прочие аналогичные технологические приемы. Основа конструкции гидравлического пресса – два сообщающихся цилиндра различного диаметра, наполненных рабочей жидкостью. В каждом цилиндре имеется подвижный поршень, создающий давление и перемещающийся в результате его воздействия. Величина усилия пресса определяется разницей диаметров его цилиндров.
- Радиально-ковочные прессы – формовочные станки, изготавливающие из нагретых болванок цилиндрические изделия. Нагрев заготовки происходит в индукционной печи, после чего изделие поступает по конвейеру в зону обработки и проходит через ковку благодаря действию захватных механизмов. Формирование изделия осуществляется бойком на шатуне, который двигают четыре вала с эксцентриковыми буксами, а пружинная муфта удерживает деталь в момент ее обработки.
- Электромагнитные прессы – сравнительно новый вид оборудования. В основу его работы положен принцип электромагнитного воздействия. Через проволочную катушку на сердечнике проходит электрический ток. Сердечник воздействует на рабочий механизм станка и запускает его в работу. Основные преимущества такого оборудования – высокая производительность и экономичность, что самым положительным образом сказывается на себестоимости готовых изделий.
В зависимости от типа обрабатываемой заготовки, для нее выбирают листовую или объемную штамповку. Первым способом изготавливают изделия из листового металла – посуду, оружие, детали приборов и механизмов, ювелирные изделия, комплектующие для нужд машиностроения. С помощью специальной формы изделие приобретает законченный вид и не нуждается в дальнейшей обработке.
Преимущества
Ассоциация КАМИ реализует пресс для металла в широком ассортименте от ведущих производителей. Задать интересующие вопросы можно по указанному телефону.
Штамповочный пресс для листового металла: виды, конструкция, принцип работы
Штамповка, для выполнения которой используется пресс для металла, является одной из наиболее распространенных технологических операций по обработке данного материала. Суть данной процедуры состоит в том, чтобы придать заготовке, изготовленной из металла, необходимую форму, для чего применяют пластическую деформацию, выдавливая определенный рельеф, узоры или осуществляя пробивку отверстий. Прессы для обработки металла в зависимости от перечня задач, для решения которых они предназначены, отличаются друг от друга как своими техническими параметрами, так и конструктивным исполнением.

Прессы для обработки металла находят применение на любом производстве: мелкосерийном, серийном или массовом
Виды штамповочных технологических операций и оборудования
Штамповка как метод обработки заготовок из металла бывает:
Первая подразумевает, что металл подвергается обработке в нагретом состоянии. Большим преимуществом горячей штамповки является то, что при ее выполнении характеристики обрабатываемой заготовки улучшаются (в частности, структура металла становится плотнее и однороднее). Между тем на поверхности металлических заготовок, обрабатываемых по технологии холодной штамповки, не создается слой окалины, при этом размеры готовых изделий получаются более точными, а их поверхность – более гладкой.

Горячая штамповка часто заменяет ковку, обеспечивая более точное соблюдение размеров
По типу заготовки, подвергаемой штамповке, такая технологическая операция может быть листовой или объемной. Штамповка первого вида применяется для обработки заготовок из листового металла, по такой технологии производят:
- посуду;
- ювелирные изделия;
- оружие;
- оборудование и инструменты медицинского назначения;
- детали часов, бытовой, климатической техники и электротехнического оборудования;
- детали для комплектации автомобильной техники;
- детали станков и другой машиностроительной продукции.
Готовые изделия из металла, полученные по технологии листовой штамповки, не нуждаются в дальнейшей доработке. Формирование их геометрических параметров при выполнении объемной штамповки происходит в специальных формах, в которых горячий или холодный металл подвергается продавливанию.
Станок пресс обычно используется при:
- производстве заготовок из металла методом ковки;
- запрессовке и выпрессовке валов, подшипников и шестеренок;
- выполнении штамповки листового и объемного типа.
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.

Однокривошипный механический пресс К2130 относится к оборудованию двустоечного типа
Прессовальное оборудование механического типа по своему конструктивному исполнению может быть:
Кривошипные станки используются как для холодной, так и для горячей штамповки металла. Применяется это штамповочное оборудование и для выполнения таких технологических операций, как вытяжка, вырубка и прорубка. Пресс гидравлический используется для штамповочных и кузнечных технологических операций с объемными металлическими заготовками.

Штамповочный цех холодной обработки металла
По своим функциональным возможностям прессовальные станки подразделяются на следующие виды:
- универсальные;
- специальные;
- специализированные.
Универсальный прессовочный станок обладает самыми широкими функциональными возможностями, использовать такое оборудование можно для выполнения практически любой ковочной операции. Специализированные штампы или прессы применяются для реализации одного технологического процесса. Минимальной функциональностью обладают специальные прессы, которые используются для штампования изделий одного вида, при этом в основе их работы лежит одна технология.
Конструкция и принцип работы прессового оборудования
Конструкцию любого оборудования для штамповки составляют следующие элементы:
Основные части механического кривошипного пресса
В зависимости от того, каким образом приводной двигатель пресса связан с его исполнительным механизмом, выделяют станки со связью:
- механической;
- немеханической, осуществляемой за счет жидкости, газа или пара.
В качестве исполнительного механизма, которым оснащается оборудование для выполнения штамповки, могут выступать траверсы, ползун, валки, ролики и бабы.
Прессы кривошипно-шатунного типа
Основным конструктивным элементом данных прессов является кривошипно-шатунный механизм, который преобразует вращательное движение, получаемое им от привода, в возвратно-поступательное движение ползуна. Исполнительный механизм, которым оснащается пресс штамповочный данного типа, связан непосредственно с ползуном, способным развивать усилие до 100 тонн. Движение ползуна в таких прессах осуществляется с одной и той же периодичностью.

Сборный штамп кривошипного пресса
Прессы кривошипно-шатунного типа могут относиться к оборудованию простого типа, двойного или тройного действия. Используя такие станки, можно выполнять следующие технологические операции:
- штамповку с использованием матриц открытого и закрытого типа;
- резку листового металла;
- прошивку;
- формирование готового изделия методом выдавливания;
- комбинированную обработку.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Гидравлические прессы
Используя гидравлический пресс, можно прессовать как более габаритные, так и более толстостенные детали из металла. Такое оборудование для листовой штамповки, объемной штамповки, ковки, гибки и других технологических операций в зависимости от конкретной модели может развивать усилия от 150 до 2000 тонн и даже более.
Основными конструктивными элементами, которыми оснащен любой гидравлический пресс, являются два цилиндра разного диаметра, которые наполнены рабочей жидкостью и сообщаются между собой. В каждом из таких гидравлических цилиндров установлен поршень, создающий давление рабочей жидкости или перемещающийся под его воздействием. Именно перемещением поршней в гидравлических цилиндрах обеспечивается движение исполнительного механизма оборудования. Величина усилия, которое может создавать такой штамповочный пресс, определяется разницей диаметров его гидроцилиндров.
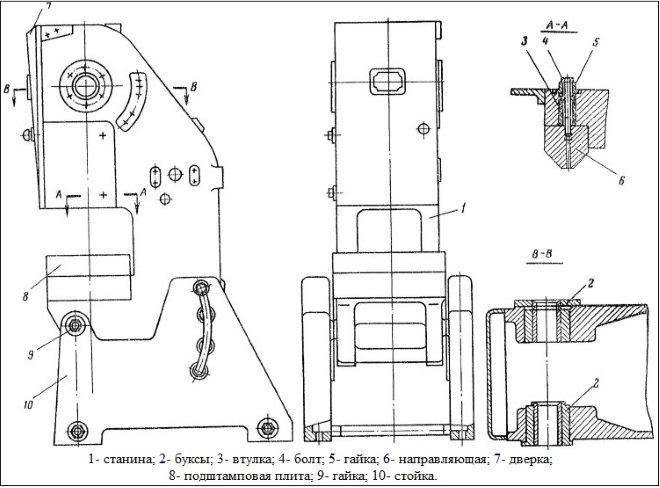
Прессы радиально-ковочного типа
Радиально-ковочный станок – это формовочный пресс, на котором предварительно нагретые болванки из металла превращают в готовые изделия цилиндрической конфигурации. Конструкцию прессов данного типа составляют:
- индукционная печь, в которой происходит предварительный нагрев заготовки;
- конвейер для подачи заготовки в зону обработки;
- захватные механизмы, при помощи которых обрабатываемая деталь из металла, постоянно вращаясь, проходит через зону ковки;
- червячная передача, соединенная с электродвигателем и отвечающая за работу захватных механизмов;
- четыре вала с эксцентриковыми буксами, передающими движение шатуну с бойком, между которыми зафиксирован ползун (сами валы посредством клиноременной передачи получают вращение от приводного электродвигателя);
- копирные барабаны, отвечающие за синхронное сближение бойков и последующее движение заготовки;
- пружинная муфта, обеспечивающая торможение детали в момент ее обработки бойками.
Радиально-ковочная машина используется для получения квадратных или круглых поковок, близких к профилю готовых изделий
Прессы электромагнитного типа
Это новый вид прессовального оборудования. Принцип его действия основан на свойствах сердечника, помещенного в проволочную катушку, через которую проходит электрический ток, и совершающего перемещения под воздействием электромагнитного поля. Сердечник электромагнита таких прессов воздействует на исполнительный механизм станка, направляя его к обрабатываемой заготовке из металла.

Трехпозиционный электромагнитный пресс для установки фурнитуры
Отличительными характеристиками электромагнитных прессов являются высокая производительность выполняемой обработки и экономичность использования.
А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.


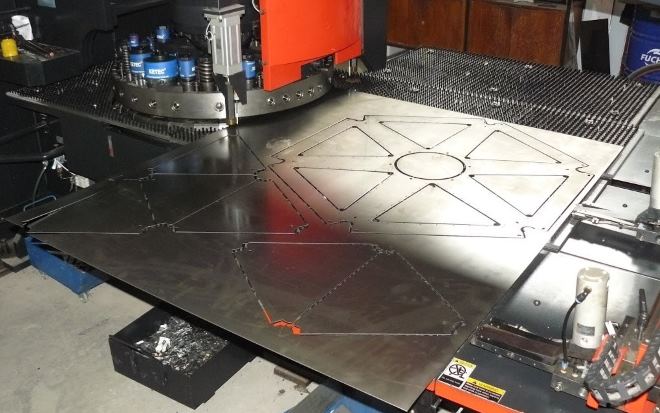
Штамповка листового металла на координатном револьверном прессе
По принципу действия прессовальные станки могут относиться к механическому или гидравлическому типу, выполнять обработку металла статическими или ударными способами.


- приводной электродвигатель;
- механизм передачи движения;
- исполнительный механизм.
В тех случаях, когда для формовки готового изделия из металлической заготовки требуется более мощное оборудование, применяются станки гидравлического типа.

Кривошипно-шатунный пресс-автомат ESSA


А в заключение предлагаем посмотреть небольшое видео, демонстрирующее работу координатно-вырубного пресса.
Читайте также: