Обработка металлов давлением гост
Текст ГОСТ 15830-84 Обработка металлов давлением. Штампы. Термины и определения
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ. ШТАМПЫ
Термины и определения
Pressure metal working. Die-tools. Terms and definitions
Дата введения 1985-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
В.Г.Фартушный, Б.М.Шпаков, Л.И.Рудман, Л.И.Прох, Ж.Н.Миняйло, О.Б.Смолянинова, Е.Н.Ланской, Д.Н.Ильин, А.С.Подольский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.04.84 N 1270
3. ВЗАМЕН ГОСТ 15830-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. ПЕРЕИЗДАНИЕ. Май 1992 г.
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных видов штампов для обработки металлов давлением, их сборочных единиц и деталей.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов - синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены пометой "Ндп".
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять, когда исключена возможность их различного толкования. Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В случаях, когда необходимые и достаточные признаки понятия содержатся в буквальном значении термина, определение не приведено и, соответственно, в графе "Определение" поставлен прочерк.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
В стандарте имеются приложение 1, содержащее правила построения наименований штампов, их узлов и деталей, приложение 2, содержащее виды штампов по универсальности применения и технологическому признаку, и приложение 3, содержащее термины и определения понятий, связанных со штампами.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, а недопустимые синонимы - курсивом.
ОБЩИЕ ПОНЯТИЯ
Технологическая оснастка, посредством которой заготовка приобретает форму и (или) размеры, соответствующие поверхности или контуру рабочих элементов штампа
2. Нижняя часть штампа
Часть штампа, прикрепляемая к нижнему рабочему органу кузнечно-прессовой машины (приложение 1, черт.1)*
* На чертежах в основной части стандарта и в приложении 1 номер позиции соответствует номеру термина.
3. Верхняя часть штампа
Часть штампа, прикрепляемая к верхнему рабочему органу кузнечно-прессовой машины (приложение 1, черт.1)
4. Открытый штамп
Штамп, в котором предусмотрено образование штамповочного облоя
5. Закрытый штамп
Штамп, в котором не предусмотрено образование штамповочного облоя
ВИДЫ ШТАМПОВ ПО ТЕХНОЛОГИЧЕСКОМУ ПРИЗНАКУ
6. Штамп простого действия
Штамп для выполнения одной или нескольких одноименных технологических операций на одной позиции за один ход подвижной части штампа (приложение 1, черт.2)
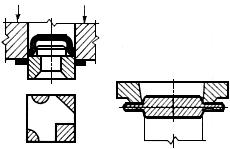
7. Штамп совмещенного действия
Штамп для выполнения разноименных технологических операций или технологических переходов на одной позиции за один ход подвижной части штампа (приложение 1, черт.4)
8. Штамп последовательного действия
Штамп для выполнения нескольких технологических операций или технологических переходов на нескольких позициях за соответствующее число ходов подвижной части штампа (приложение 1, черт.3)
ВИДЫ ШТАМПОВ ПО УНИВЕРСАЛЬНОСТИ ПРИМЕНЕНИЯ
9. Специальный штамп
Ндп. Специализированный штамп
Штамп для изготовления только заданных изделий
10. Универсальный штамп
Штамп для изготовления различных изделий (приложение 1, черт.5)
ВИДЫ ШТАМПОВ ПО ОСОБЕННОСТЯМ СБОРКИ
11. Неразборный штамп
Штамп, собираемый из узлов и деталей, используемых только в данном штампе
12. Штамп со сменными рабочими элементами
Штамп, в котором предусмотрена замена пуансона и матрицы (приложение 1, черт.6)
13. Штамп со сменным пакетом
См. приложение 1, черт.7
14. Штамп со сменным сборным пакетом
15. Сборный штамп
Штамп, собираемый из узлов и деталей, многократно используемых в различных штампах
УЗЛЫ И ДЕТАЛИ ШТАМПОВ
16. Рабочий элемент штампа
Основная деталь или узел штампа, выполняющая разделительные или формоизменяющие операции
17. Блок штампа
Узел штампа для крепления пакета штампа и (или) совмещения рабочих элементов при штамповке

________________
* На чертежах в основной части стандарта и в приложении 1 номер позиции соответствует номеру термина
18. Универсальный блок штампа
Блок штампа, предназначенный для эксплуатации со сменными пакетами штампа
19. Блок штампа с диагональным расположением направляющих узлов
Ндп. Блок штампа с угловым расположением направляющих узлов
20. Блок штампа с осевым расположением направляющих узлов
Ндп. Блок штампа с симметричным расположением направляющих узлов
21. Блок штампа с задним расположением направляющих узлов
22. Блок штампа с четырьмя направляющими узлами

23. Направляющий узел штампа
Узел штампа для совмещения частей штампа при их перемещении относительно друг друга
24. Цилиндрический направляющий узел штампа
Направляющий узел штампа, имеющий цилиндрическую направляющую поверхность
25. Цилиндрический направляющий узел скольжения штампа
Направляющий узел скольжения

26. Цилиндрический направляющий узел качения штампа
Направляющий узел качения

27. Плоский направляющий узел штампа
Направляющий узел штампа, имеющий одну или несколько плоских направляющих поверхностей

28. Клин штампа
Деталь штампа для изменения направления действия усилия
29. Ползушка штампа
Деталь штампа, воспринимающая усилие клина и передающая его другим деталям штампа
30. Пакет штампа
Узел для фиксации и (или) крепления рабочих элементов штампа, закрепляемый в блоке штампа


31. Пакет штампа со сменными рабочими элементами
32. Нижняя плита штампа
См. чертеж к термину 17
33. Верхняя плита штампа
34. Направляющая колонка штампа
Деталь цилиндрического направляющего узла штампа, имеющая наружную направляющую поверхность (см. чертеж к термину 25)
35. Направляющая втулка штампа
Деталь цилиндрического направляющего узла штампа, имеющая внутреннюю направляющую поверхность (см. чертеж к термину 25)
36. Хвостовик штампа
Деталь штампа для центрирования и (или) крепления верхней части штампа к ползуну пресса

37. Матрица штампа
Рабочий элемент штампа, охватывающий материал и (или) являющийся неподвижным (см. чертеж к термину 30)
38. Секция матрицы штампа
Часть матрицы штампа, образующая в сочетании с другими секциями рабочий контур матрицы (см. чертеж к термину 39)
39. Секционная матрица штампа
40. Вставка штампа
Сменная часть рабочего элемента штампа (см. чертеж к термину 39)
41. Пуансон штампа
Рабочий элемент штампа, охватываемый штампуемым материалом при штамповке и (или) являющийся подвижным (см. чертеж к термину 30)
42. Секция пуансона штампа
Часть пуансона штампа, образующая в сочетании с другими секциями пуансона рабочий контур пуансона (см. чертеж к термину 43)
43. Секционный пуансон штампа

44. Пуансон-матрица штампа
Рабочий элемент штампа, имеющий признаки пуансона и матрицы штампа (приложение 1 черт.4)
45. Пуансонодержатель штампа
Деталь штампа для центрирования и крепления пуансона и (или) пуансон-матрицы штампа (см. чертеж к термину 30)
46. Матрицедержатель штампа
Деталь штампа для центрирования и крепления матрицы штампа

47. Обойма штампа
Деталь штампа для взаимной фиксации секций матрицы, пуансона или пуансон-матрицы (см. чертеж к термину 43)
48. Подкладная плитка штампа
Деталь штампа для предохранения верхней и нижней плит штампа от деформации (см. чертеж к термину 30)
49. Направляющая планка штампа
Деталь штампа для направления заготовки в штампе

50. Шаговый нож штампа
Пуансон штампа, обеспечивающий точность подачи заготовок в виде полосы или ленты
51. Опорная планка штампа
Деталь штампа, предохраняющая полосу или ленту от изгиба при подаче ее в рабочую зону штампа

52. Трафарет штампа
Деталь штампа для ориентации штучных заготовок в штампе по контуру

53. Фиксатор штампа
Ндп. Ловитель
Деталь штампа для центрирования по отверстиям заготовки в штампе

54. Упор штампа
Деталь штампа для ограничения подачи заготовки в штампе (см. чертеж к термину 53)
55. Прижим штампа
Деталь штампа для прижатия штампуемой заготовки к рабочим поверхностям и (или) базам

56. Съемник штампа
Деталь штампа для съема изделия или отхода с пуансона или пуансон-матрицы штампа (см. чертеж к термину 30)
57. Выталкиватель штампа
Деталь штампа для выталкивания изделия или отхода из полости матрицы или пуансон-матрицы штампа (приложение 1 черт.4)
58. Толкатель штампа
Деталь штампа для передачи усилия исполнительному механизму штампа (приложение 1 черт.4)
59. Траверса штампа
Деталь штампа для распределения и передачи усилия толкателям штампа

60. Буфер штампа
Упругий элемент или узел штампа с упругим элементом, обеспечивающий необходимое усилие для прижима и (или) выталкивания штампуемой детали или заготовки

61. Противоотжим штампа
Деталь штампа для предохранения другой детали или части штампа от смещения или изгиба

62. Ограничитель штампа
Деталь штампа для ограничения хода подвижной части штампа

63. Отлипатель штампа
Деталь или узел штампа для исключения прилипания штампованных деталей или отхода

64. Сбрасыватель штампа
Ндп. Выбрасыватель
Деталь или узел штампа для удаления штампованной детали или заготовки и (или) отхода из зоны штамповки
65. Перетяжное ребро
Ндп. Тормозное ребро
Тормозной порог
Деталь штампа для создания усилия торможения листовой заготовки при втягивании ее в матрицу штампа при вытяжке

66. Перетяжной порог штампа
Выступающая часть или отдельный элемент матрицы штампа, расположенные на ее вытяжной кромке и предназначенные для усиления торможения листовой заготовки при втягивании ее в матрицу при вытяжке
Обработка металлов давлением гост
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ
Допуски размеров, массы и припуски на механическую обработку
Metal and alloy castings. Dimensions and mass tolerances and machining allowances
Дата введения 1987-07-01
для отливок, выпускаемых и освоенных производством 1990-01-01
1. РАЗРАБОТАН Министерством автомобильной промышленности СССР, Министерством станкостроительной и инструментальной промышленности СССР, Государственным комитетом народного образования СССР, Министерством высшего и среднего специального образования РСФСР
А.А.Волкомич, канд. техн. наук (руководитель темы); А.П.Трухов, канд. техн. наук; Ю.А.Воробьев, канд. техн. наук; Р.К.Мещеряков, канд. техн. наук; Б.А.Британов (руководители тем); Ю.А.Сорокин, канд. техн. наук; С.П.Рябов; Ю.И.Крупчик; М.А.Тууль; В.Н.Исаев
ВНЕСЕН Министерством автомобильной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.10.85 N 3498
3. Срок проверки - 1993 г., периодичность проверки - 5 лет
4. Стандарт соответствует международным стандартам: ИСО 8015-85, ИСО 8062-84, ИСО 8062-84 (дополнение N 1 от 1986 г.)
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Номер пункта, приложения
7. Переиздание (март 1996 г.) с Изменением N 1, утвержденным в марте 1989 г. (ИУС 6-89)
Настоящий стандарт распространяется на отливки из черных и цветных металлов и сплавов и устанавливает допуски размеров, формы, расположения и неровностей поверхности, допуски массы и припуски на обработку.
(Измененная редакция, Изм. N 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Номинальный размер отливки следует принимать равным номинальному размеру детали для необрабатываемых поверхностей и сумме среднего размера детали и общего припуска на обработку - для обрабатываемых поверхностей. При определении номинальных размеров отливок учитывают технологические напуски.
1.2. Номинальную массу отливки следует принимать равной массе отливки с номинальными размерами.
Методика определения номинальной массы устанавливается в отраслевой научно-технической документации.
1.3. Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
1.4. Нормы точности устанавливают на отливку в целом, ее отдельные поверхности и размеры.
1.5. Точность отливки в целом характеризуют классом размерной точности отливки, степенью коробления, степенью точности поверхностей, классом точности массы.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации, регламентируется в отраслевой нормативно-технической документации.
1.6. Нормы точности отливок: классы размерной точности, степень коробления, степень точности поверхностей, классы точности масс, а также ряды припусков на обработку, для различных технологических процессов и условий изготовления и обработки отливок приведены в приложениях 1-7.
На отдельные размеры и поверхности отливок допускается устанавливать более жесткие нормы точности, чем в целом на отливку.
1.7. На чертеже отливки (или чертеже детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
1.8. Термины, применяемые в настоящем стандарте, и их определения приведены в приложении 9.
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ, РАСПОЛОЖЕНИЯ
И НЕРОВНОСТЕЙ ПОВЕРХНОСТЕЙ ОТЛИВОК
2.1. Допуски линейных размеров отливок, изменяемых и не изменяемых обработкой, должны соответствовать указанным в табл.1.
Интервал номинальных размеров, мм
Допуски размеров отливок, мм, не более, для классов точности
Для наклонных, конических и фасонных поверхностей, заданных координатами от одной базы или поверхности, допускается устанавливать допуски на номинальное значение наибольшего из размеров.
Допуски размеров, установленные в табл.1, не учитывают допуски формы и расположения поверхностей отливок, кроме оговоренных в пп.2.6-2.8.
2.2. Допуски размеров элементов отливки, образованных двумя полуформами или полуформой и стержнем, устанавливают соответствующими классу размерной точности отливки. Допуски размеров, образованных одной частью литейной формы или одним стержнем, устанавливают на 1, 2 класса точнее. Допуски размеров, образованных тремя и более частями литейной формы, несколькими стержнями или подвижными элементами формы, а также допуски толщины стенок, образованных двумя и более частями формы или формой и стержнем, устанавливают на 1, 2 класса грубее.
2.3. Допуски размеров отливок от предварительно обработанной поверхности до литой поверхности должны соответствовать табл.1. Классы их точности и обозначения на чертежах устанавливаются отраслевыми нормативно-техническими документами.
2.4. Допуски угловых размеров в пересчете на линейные не должны превышать значений, установленных в табл.1 для линейных размеров соответствующих классов точности.
2.5. Допуски формы и расположения поверхностей отливок (отклонения от прямолинейности, плоскостности, параллельности, перпендикулярности, заданного профиля) в диаметральном выражении должны соответствовать указанным в табл.2.
Номинальный размер нормируемого участка отливки, мм
Допуск формы и расположения элементов отливки, мм, не более, для степеней коробления элементов отливки
ГОСТ 18970-84 Обработка металлов давлением. Операция ковки и штамповки. Термины и определения (с Изменением №1)
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных операций ковки и штамповки в машиностроении и приборостроении.
В стандарте имеются приложение 1а, содержащее термины и определения показателей эффективности использования металла, и приложение 1, содержащее термины и определения некоторых операций, являющихся производными от основных.
Стандарт следует применять совместно с ГОСТ 3.1109.
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
Полное отделение части заготовки по незамкнутому контуру* путем сдвигаУдаление излишков металла путем сдвига
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
Термины 51-54. (Исключены, Изм. N 1).
Термины 6а, 6б, 6в, 6г, 6д. (Введены дополнительно. Изм. N 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
| Биллетировка | 45 |
| Бортовка | 30 |
| Вальцовка | 6 |
| Врезка | 11, 13 |
| Выдавка | 23 |
| Выдавливание | 37 |
| Выдавливание ударное | 37 |
| Выкрутка | 33 |
| Выпучивание | 32 |
| Вырубка | 10 |
| Высадка | 42 |
| Высечка | 13 |
| Высечка | 16 |
| Вытяжка | 24 |
| Вытяжка кузнечная | 40 |
| Гибка | 25 |
| Завивка | 27 |
| Закатка | 26 |
| Закрутка | 33 |
| Закручивание | 33 |
| Зарубка | 13 |
| Засечка | 11, 13 |
| Зачистка | 15 |
| Зиговка | 23 |
| Изделие листоштампованное | 6г |
| Калибровка | 35 |
| Кернение | 29 |
| Керновка | 29 |
| Ковка | 2 |
| Ковка ротационная | 47 |
| Ковка свободная | 2 |
| Кручение | 33 |
| Ломка | 21 |
| Малковка | 25 |
| Надрезка | 11 |
| Надрубка | 18 |
| Надрубка | 11 |
| Накатка | 50 |
| Наметка | 39 |
| Обжатие | 31 |
| Обжатие радиальное | 47 |
| Обжим | 31 |
| Обжим в штампе | 31 |
| Обжимка | 31 |
| Обкатка | 45 |
| Обкатывание | 45 |
| Облой штамповочный | 6д |
| Обработка металлов давлением | 1 |
| Обрезка | 14 |
| Обрубка | 14 |
| Обсечка | 14 |
| Обтяжка | 34 |
| Операция разделительная | 7 |
| Операция формоизменяющая | 22 |
| Осадка | 41 |
| Отбортовка | 30 |
| Отрезка | 8 |
| Отрубка | 19 |
| Перебивка | 46 |
| Передача | 49 |
| Плющение | 46 |
| Подкатка | 44 |
| Подрезка | 11 |
| Подсечка | 11 |
| Поковка | 6в |
| Правка | 36 |
| Правка давлением | 36 |
| Прессование | 37 |
| Пробивка | 13 |
| Проглаживание | 48 |
| Прокатка | 6 |
| Проколка | 12 |
| Прорезка | 13 |
| Просечка | 13 |
| Просечка | 17 |
| Просечка в штампе | 17 |
| Протяжка | 40 |
| Протяжка кузнечная | 40 |
| Протяжка на оправке | 43 |
| Пуклевка | 23 |
| Прошивка | 39 |
| Разворот | 33 |
| Разгонка | 46 |
| Раздача | 32 |
| Разрезка | 9 |
| Разрубка | 20 |
| Раскатка | 43 |
| Расплющивание | 46 |
| Редуцирование | 38 |
| Редуцирование | 37, 47 |
| Резка | 8 |
| Рихтовка | 36 |
| Рубка | 19 |
| Свертывание | 25 |
| Скрутка | 33 |
| Скручивание | 33 |
| Уширение | 46 |
| Фланцовка | 30, 32 |
| Формовка | 23 |
| Формовка рельефная | 23 |
| Чеканка | 28 |
| Шлихтовка | 48 |
| Штамповка | 3 |
| Штамповка безоблойная | 6а |
| Штамповка листовая | 5 |
| Штамповка облойная | 6б |
| Штамповка объемная | 4 |
| Штамповка рельефная | 23 |
ПРИЛОЖЕНИЕ 1a (рекомендуемое). Показатели эффективности использования металла
При ковке и объемной штамповке - отношение массы заготовок к массе материала, использованного для их изготовления; при листовой штамповке - отношение массы деталей, изготовленных из одной исходной заготовки, к массе исходной заготовки.
Примечание. При ковке и объемной штамповке под массой материала понимают массу мерного или немерного прутка либо другого сортамента, поступающих на первую технологическую операцию - разрезку на заготовки; при листовой штамповке под массой исходной заготовки понимают массу полосы, части листа или карты, рулона или куска ленты, поступающих на первую технологическую операцию - вырубку или отрезку
где Кр.к - коэффициент раскроя при ковке или объемной штамповке; М3 - масса заготовки; n3 - количество заготовок, изготовленных из материала; М - масса материала
где Kр.л. - коэффициент раскроя при листовой штамповке; Mд - масса детали; nд - количество деталей, изготовленных из исходной заготовки; Mи.з - масса исходной заготовки
Отношение массы поковок, изготовленных из одной заготовки, к массе заготовки
где Kз- коэффициент точности заготовки; Mп - масса поковки; nп.з - количество поковок, изготовленных из одной заготовки; Mз - масса заготовки
Коэффициент точности поковки
Нрк. Коэффициент весовой точности
Отношение массы деталей, изготовленных из одной поковки, к массе поковки
Kп- коэффициент точности поковки; Mд- масса детали; nд.п.- количество деталей, изготовленных из одной поковки; Мп- масса поковки
Отношение массы поковки к норме расхода металла на детали, изготовленные из одной поковки.
Примечание. Под нормой расхода металла на одну деталь понимают отношение массы металла к количеству изготовленных из него деталей
Kг- коэффициент выхода годных поковок; Mп- масса поковки; Н- норма расхода металла на одну деталь; nд.п.- количество деталей, изготовленных из одной поковки
Kг- коэффициент выхода годных поковок; Kр.к.- коэффициент раскроя; Kз - коэффициент точности заготовки
Отношение массы детали к норме расхода металла на одну деталь
Kи - коэффициент использования металла; Mд- масса детали; Н - норма расхода металла на одну деталь.
При ковке и объемной штамповке коэффициент использования металла может быть вычислен по формуле:
Kи- коэффициент использования металла; Kр.к.- коэффициент раскроя; Kз- коэффициент точности заготовки; Kп- коэффициент точности поковки; Kг- коэффициент выхода годных поковок
ГОСТ 18970-84 Обработка металлов давлением. Операции ковки и штамповки. Термины и определения
Текст ГОСТ 18970-84 Обработка металлов давлением. Операции ковки и штамповки. Термины и определения
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ГОСТ 18970-84
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ. ОПЕРАЦИИ КОВКИ И ШТАМПОВКИ
Pressure metal working. Forging, closed-die forging and stamping operations. Terms and definitions
Взамен
ГОСТ 18970-73
Постановлением Государственного комитета СССР по стандартам от 12 апреля 1984 г. № 1270 срок введения установлен
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены пометой «Ндп».
В случаях, когда необходимые и достаточные признаки понятия содержатся в буквальном значении термина, определение не приведено и, соответственно, в графе «Определение» поставлен прочерк.
В стандарте имеется рекомендуемое приложение 1а, содержащее термины и определения показателей эффективности использования металла, и рекомендуемое приложение 1, содержащее термины и определения некоторых операций, являющихся производными от основных.
Стандарт следует применять совместно с ГОСТ 3.1109-82.
(Измененная редакция, Изм. № 1).
ОБЩИЕ ПОНЯТИЯ
1. Обработка металлов давлением
Обработка металлов давлением местным приложением деформирующих нагрузок с помощью универсального подкладного инструмента или бойков
Ндп. Свободная ковка
3. Штамповка
Обработка металлов давлением с помощью штампа
Примечание. Штамповка может быть осуществлена в штампе, закрепляемом на рабочем органе кузнечно-штамповочной машины, или незакрепляемом
4. Объемная штамповка *
Штамповка изделий с обусловленным перераспределением металла в поперечном сечении исходной заготовки
* Если в одном ручье последовательно или одновременно выполняются несколько разноименных операций (например: осадка и выдавливание, подкатка, разгонка и рельефная формовка и т.п.), обеспечивающих изготовление штампованной заготовки, термин «объемная штамповка» может быть применен для наименования указанной совокупности операций.
5. Листовая штамповка
Штамповка изделий без обусловленного перераспределения металла в поперечном сечении исходной заготовки
6. Вальцовка
4 - 6. (Новая редакция, Изм. № 1).
Штамповка изделий при относительном вращении частей штампа или исходной заготовки в процессе деформирования
Ндп. Прокатка
6а. Безоблойная штамповка
Объемная штамповка без образования облоя
6б. Облойная штамповка
Объемная штамповка с вытеснением облоя в облойную канавку ручья штампа
По ГОСТ 3.1109-82.
Примечание. Там же - кованая поковка, штампованная поковка, вальцованная поковка
6г. Листоштампованное изделие
По ГОСТ 3.1109-82
6д. Штамповочный облой
6а - 6д. (Введены дополнительно, Изм. № 1).
Заранее предусмотренный технологический избыток металла, вытесненный за пределы штамповочного ручья
РАЗДЕЛИТЕЛЬНЫЕ ОПЕРАЦИИ
7. Разделительная операция
Операция обработки металлов давлением, в результате которой происходит полное или частичное отделение одной части заготовки от другой
Полное отделение части заготовки по незамкнутому контуру * путем сдвига
* Здесь и далее контур рассматривается в плоскости, перпендикулярной направлению движения инструмента.
Разделение заготовки на части по незамкнутому контуру путем сдвига
Полное отделение изделия от исходной заготовки по замкнутому контуру путем сдвига
11. Надрезка
Неполное отделение части заготовки или изделия путем сдвига
Ндп. Надрубка
10 - 11. (Измененная редакция, Изм. № 1).
12. Проколка
Образование в заготовке отверстия без удаления металла в отход
13. Пробивка
Образование в заготовке отверстия или паза путем сдвига с удалением части металла в отход
Ндп. Просечка
Ндп. Обрубка
15. Зачистка
14 - 15. (Измененная редакция, Изм. № 1).
Удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения шероховатости поверхности штампованной поковки или листоштампованного изделия
Полное отделение заготовки или изделия от исходной заготовки по замкнутому контуру путем внедрения инструмента
17. Просечка в штампе
Образование отверстия в поковке путем внедрения инструмента с удалением части металла в отход
18. Надрубка
Образование углублений на заготовке за счет внедрения кузнечного инструмента на неполную толщину заготовки
Полное отделение части заготовки по незамкнутому контуру путем внедрения инструмента
20. Разрубка
Разделение поковки на части путем внедрения инструмента
Разделение заготовки на части путем разрушения изгибом
ФОРМОИЗМЕНЯЮЩИЕ ОПЕРАЦИИ
22. Формоизменяющая операция
Операция обработки металлов давлением, в результате которой изменяется форма заготовки путем пластического деформирования
23. Рельефная формовка
Образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины металла
Ндп. Пуклевка
Рельефная штамповка
(Новая редакция, Изм. № 1).
Образование полого изделия из плоской или полой исходной листовой заготовки
Образование или изменение углов между частями заготовки или придание ей криволинейной формы
Ндп. Малковка
Свертывание
Образование закругленных бортов на краях полой заготовки или изделия
Образование закругленной на концах плоской заготовки или заготовки из проволоки
Образование на поверхности заготовки или изделия рельефных изображений за счет перераспределения металла
29. Кернение
Образование точечных углублений на заготовке или изделия
Ндп. Керновка
28, 29. (Измененная редакция, Изм. № 1).
30. Отбортовка
Образование борта по внутреннему контуру заготовки или изделия
Ндп. Бортовка
31. Обжим в штампе
Уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру
Ндп. Обжатие
Увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему периметру
Ндп. Выпучивание
33. Скручивание
Поворот части заготовки вокруг продольной оси
Ндп. Скрутка
Закручивание
Образование заготовки заданной формы приложением растягивающих усилий к ее краям
35. Калибровка
Повышение точности размеров штампованной поковки или листоштампованного изделия и (или) уменьшение шероховатости поверхности
36. Правка давлением
Устранение искажений формы заготовки или изделия
Ндп. Рихтовка
37. Выдавливание
Вытеснение металла исходной заготовки в полость и (или) отверстие ручья штампа
Ндп. Ударное выдавливание
Редуцирование
Прессование
35 - 37. (Измененная редакция, Изм. № 1).
38. Редуцирование
Уменьшение площади поперечного сечения заготовки при проталкивании ее через калибрующую матрицу усилием, направленным вдоль оси заготовки
39. Прошивка
Образование несквозной полости в заготовке за счет свободного вытеснения металла
Ндп. Наметка
40. Протяжка кузнечная
Удлинение заготовки или ее части за счет уменьшения площади поперечного сечения
Ндп. Кузнечная вытяжка
41. Осадка давлением
Уменьшение высоты заготовки при увеличении площади ее поперечного сечения
Осадка части заготовки
43. Раскатка
Увеличение диаметра кольцевой заготовки при ее вращении на оправке за счет уменьшения толщины стенок путем последовательного воздействия инструмента
Ндп. Протяжка на оправке
44. Подкатка
Увеличение площади поперечных сечений заготовки на отдельных участках за счет уменьшения площади поперечного сечения исходной заготовки на других участках при незначительном удлинении заготовки
Придание заготовке цилиндрической формы путем деформирования, чередующегося с поворотами заготовки вокруг своей оси
Ндп. Обкатывание
Биллетировка
46. Разгонка
Увеличение размеров в плане заготовки или ее части за счет уменьшения толщины
Ндп. Уширение
Расплющивание
47. Радиальное обжатие
Уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента
Ндп. Ротационная ковка
48. Проглаживание
Устранение неровностей поверхности заготовки последовательным местным деформированием
Ндп. Шлихтовка
49. Передача
Смещение одной части заготовки относительно другой при сохранении параллельности осей или плоскостей частей заготовки
Образование на заготовке резьбы, мелких рифлений, зубьев непрерывным воздействием инструмента
51 - 54. (Исключены, Изм № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Биллетировка 45
Бортовка 30
Вальцовка 6
Врезка 11, 13
Выдавка 23
Выдавливание 37
Выдавливание ударное 37
Выкрутка 33
Выпучивание 32
Вырубка 10
Высадка 42
Высечка 13
Высечка 16
Вытяжка 24
Вытяжка кузнечная 40
Завивка 27
Закатка 26
Закрутка 33
Закручивание 33
Зарубка 13
Засечка 11, 13
Зачистка 15
Зиговка 23
Изделие листоштампованное 6г
Калибровка 35
Кернение 29
Керновка 29
Ковка ротационная 47
Ковка свободная 2
Кручение 33
Малковка 25
Надрезка 11
Надрубка 18
Надрубка 11
Накатка 50
Наметка 39
Обжатие 31
Обжатие радиальное 47
Обжим в штампе 31
Обжимка 31
Обкатка 45
Обкатывание 45
Облой штамповочный 6д
Обработка металлов давлением 1
Обрезка 14
Обрубка 14
Обсечка 14
Обтяжка 34
Операция разделительная 7
Операция формоизменяющая 22
Отбортовка 30
Отрубка 19
Перебивка 46
Передача 49
Плющение 46
Подкатка 44
Подрезка 11
Подсечка 11
Поковка 6в
Правка давлением 36
Прессование 37
Пробивка 13
Проглаживание 48
Прокатка 6
Проколка 12
Прорезка 13
Просечка 13
Просечка в штампе 17
Протяжка кузнечная 40
Протяжка на оправке 43
Пуклевка 23
Прошивка 39
Разворот 33
Разгонка 46
Раздача 32
Разрезка 9
Разрубка 20
Раскатка 43
Расплющивание 46
Редуцирование 38
Редуцирование 37, 47
Рихтовка 36
Свертывание 25
Скрутка 33
Скручивание 33
Уширение 46
Фланцовка 30, 32
Формовка рельефная 23
Чеканка 28
Шлихтовка 48
Штамповка 3
Штамповка безоблойная 6а
Штамповка листовая 5
Штамповка облойная 6б
Штамповка объемная 4
Штамповка рельефная 23
ПРИЛОЖЕНИЕ 1а
Рекомендуемое
Показатели эффективности использования металла
При ковке и объемной штамповке - отношение массы заготовок к массе материала, использованного для их изготовления; при листовой штамповке - отношение массы деталей, изготовленных из одной исходной заготовки к массе исходной заготовки.
Примечание. При ковке и объемной штамповке под массой материала понимают массу мерного или немерного прутка либо другого сортамента, поступающих на первую технологическую операцию - разрезку на заготовки; при листовой штамповке под массой исходной заготовки понимают массу полосы, части листа или карты, рулона или куска ленты,, поступающих на первую технологическую операцию - вырубку или отрезку
где Кр·к - коэффициент раскроя при ковке или объемной штамповке; Мз - масса заготовки; nз - количество заготовок, изготовленных из материала; М - масса материала
где Кр·л - коэффициент раскроя при листовой штамповке; Мд - масса детали; nд - количество деталей, изготовленных из исходной заготовки; Ми·з - масса исходной заготовки
Коэффициент точности заготовки
Отношение массы поковок, изготовленных из одной заготовки к массе заготовки
где Кз - коэффициент точности заготовки; Мп - масса поковки; nп·з - количество поковок, изготовленных из одной заготовки; Мз - масса заготовки
Отношение массы деталей, изготовленных из одной поковки к массе поковки
где Кп - коэффициент точности поковки; Мд - масса детали,; nд.п - количество деталей, изготовленных из одной поковки; Мп - масса поковки
Коэффициент выхода годных поковок
Отношение массы поковки к норме расхода металла на детали, изготовленные из одной поковки
Примечание. Под нормой расхода металла на одну деталь понимают отношение массы металла к количеству изготовленных из него деталей.
где Кг - коэффициент выхода годных поковок; Мп - масса поковки; Н - норма расхода металла на одну деталь; nд·п - количество деталей, изготовленных из одной поковки
где Кг - коэффициент выхода годных поковок; Кр·к - коэффициент раскроя; Кз - коэффициент точности заготовки
Коэффициент использования металла
где Ки - коэффициент использования металла; Мд - масса детали; Н - норма расхода металла на одну деталь
где Ки - коэффициент использования металла; Кр·к - коэффициент раскроя; Кз - коэффициент точности заготовки; Кп - коэффициент точности поковки; Кг - коэффициент выхода годных поковок
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Термины и определения некоторых операций, являющиеся производными от основных
Вырубка в условиях всестороннего неравномерного сжатия в зоне разделения материала
Пробивка в условиях всестороннего неравномерного сжатия в зоне разделения материала
Вытяжка при относительном вращении инструмента и заготовки
Вытяжка с утонением
Вытяжка полой заготовки с обусловленным уменьшением толщины стенок исходной полой заготовки без изменения ее внутреннего диаметра
Вытяжка плоской или полой заготовки с обусловленным уменьшением толщины стенок или с изменением диаметра полой заготовки
Осадка с кручением
Осадка давлением одновременным приложением к торцам заготовки крутящего момента относительно ее оси за счет вращения инструмента
Выдавливание с кручением
Выдавливание с одновременным приложением к торцам заготовки крутящего момента относительно ее оси за счет вращения инструмента
Осадка заготовки инструментом, непрерывно вращающимся относительно двух пересекающихся осей
Алфавитный указатель терминов. 14
Приложение 1а рекомендуемое. Показатели эффективности использования металла. 16
Приложение 1 рекомендуемое. Термины и определения некоторых операций, являющиеся производными от основных. 18
ГОСТ Р 58765-2019 Металлопродукция из стали и сплавов. Термины и определения
Текст ГОСТ Р 58765-2019 Металлопродукция из стали и сплавов. Термины и определения
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР 58765— 2019

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТАЛЛОПРОДУКЦИЯ ИЗ СТАЛИ И СПЛАВОВ
Термины и определения
(ISO 6929:2013, NEQ)
(EN 10079:2007, NEQ)

Москва Стандартинформ 2020
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина» (ФГУП «ЦНИИчермет им. И.П. Бардина»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2019 г. № 1396-ст
4 В настоящем стандарте учтены основные нормативные положения следующих международного и европейского стандартов:
- ИСО 6929:2013 «Стальная продукция. Словарь» (ISO 6929:2013 «Steel products — Vocabulary», NEQ),
- EH 10079:2007 «Изделия из стали. Термины и определения» (EN 10079:2007 «Definition of steel products», NEQ).
Определения терминов приняты в соответствии с отечественной технической литературой на виды металлопродукции из стали и сплавов и правилами национальной стандартизации
5 ВВЕДЕН ВПЕРВЫЕ
© Стандартинформ. оформление. 2020
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
Алфавитный указатель терминов на русском языке
Алфавитный указатель эквивалентов терминов на английском языке
Алфавитный указатель эквивалентов терминов на французском языке
Алфавитный указатель эквивалентов терминов на немецком языке
Приложение А (справочное) Термины и определения общетехнических понятий
Введение
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знания.
После системного (родового) термина приведены производные (соподчиненные) термины с отличительными признаками, отражающие связанные понятия.
Не рекомендуемые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометой «Нрк».
Наличие квадратных скобок в терминологической статье означает, что в нее заключены два (три, четыре и т. д.) термина, имеющие общие терминоэлементы.
Термины, стандартизованные другими терминологическими стандартами, приведены со ссылкой на них.
В случаях когда в термине содержатся все необходимые и достаточные признаки понятия, определение не приведено и вместо него поставлен прочерк.
Приведенные определения можно при необходимости изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
В стандарте приведены иноязычные эквиваленты стандартизованных терминов на английском (ел), французском (fr), немецком (de) языках.
Термины и определения общетехнических понятий, необходимые для понимания текста стандарта, приведены в приложении А.
В стандарте приведен алфавитный указатель терминов с указанием номера статьи. Стандартизованные термины набраны полужирным шрифтом, их синонимы — курсивом.
ГОСТ Р 58765—2019
МЕТАЛЛОПРОДУКЦИЯ ИЗ СТАЛИ И СПЛАВОВ
Steel and alloy metal products. Terms and definitions
Дата введения — 2020—06—01
1 Область применения
Настоящий стандарт устанавливает термины и определения основных видов металлопродукции из стали и сплавов, формоизменение которой заканчивается в металлургическом производстве.
Термины, установленные настоящим стандартом, рекомендуются для применения во всех видах нормативной документации, входящей в сферу работ по стандартизации и (или) использующих результаты этих работ.
Размеры, приведенные в качестве отличительного признака продукции, являются номинальными. Настоящий стандарт не распространяется на металлопродукцию:
- состоящую из нескольких отдельно изготавливаемых элементов (кроме многослойной);
- изготавливаемую способом обработки резанием;
- из чугуна, цветных, драгоценных металлов и сплавов;
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 14350 Профили проката гнутые. Термины и определения
ГОСТ 17359 Порошковая металлургия. Термины и определения
ГОСТ 28548 Трубы стальные. Термины и определения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
1 металлопродукция: Продукция, изготовленная из металла (стали, еп сплавов), формоизменение которой заканчивается в металлургическом fr производстве.
Metal products Produits metalliques Metallproducte
Термины, относящиеся к металлопродукции первичной стадии производства
2 отливка: Металлопродукция с простой формой поперечного еп сечения (квадратной, прямоугольной, круглой и т. п.) или формой. fr обусловленной формой изготавливаемого изделия, получаемая способом литья. е
Примечание — Отливка, получаемая способом непрерывной разливки, относится к непрерывнолитой заготовке.
3 фасонная отливка: Отливка с формой поперечного сечения, обусловленной формой продукции, для изготовления которой она предназначена, или способом дальнейшей обработки отливки (профилированием).
4 слиток: Отливка простейшей конфигурации, получаемая еп способом периодической разливки в литейную форму и предназначенная fr для дальнейшего переплава или пластической деформации (прокатки, ковки, прессования и др.).
Термины, относящиеся к заготовкам металлургического производства
5 заготовка: Металлопродукция, получаемая способом еп пластической деформации (прокаткой, ковкой) слитка или непрерывной (г разливкой металла и предназначенная для дальнейшей пластической деформации (прокатки, ковки, прессования). е
Примечание — Поперечное сечение заготовки может быть квадратным, прямоугольным, круглым или иметь другую форму, обусловленную формой изготовляемой продукции.
6 непрерывнолитая заготовка: Заготовка, получаемая способом непрерывной разливки металла, квадратного, круглого или прямоугольного поперечного сечения или имеющая другую форму, обусловленную сечением кристаллизатора.
7 плоская кованая заготовка (Нрк. сутунка): Заготовка, получаемая ковкой, толщиной от 4 до 75 мм включительно, шириной свыше 150 мм и, как правило, предназначенная для дальнейшей горячей прокатки на листовой или плоский прокат.
8 блюм: Заготовка квадратного поперечного сечения с минималь- еп ным размером стороны 80 мм или прямоугольного поперечного сечения с площадью 6400 мм 2 и более, получаемая из слитка или непрерывнолитой заготовки прокаткой на обжимном прокатном стане — блюминге.
Примечание — Блюм в зависимости от условий использования может относиться и к заготовке, и к полуфабрикату.
9 сляб: Заготовка прямоугольного поперечного сечения с еп отношением ширины к толщине свыше 2, шириной 400 мм и более, (г толщиной от 50 до 600 мм включительно, получаемая из слитка или непрерывнолитой заготовки способом прокатки на прокатном стане — е слябинге или блюминге-слябинге, либо из жидкого металла на машинах непрерывного литья заготовок и, как правило, предназначенная для последующего изготовления преимущественно листового проката.
Читайте также: