Наждак для заточки резцов по металлу
Любой строительный и рабочий инвентарь должен содержаться в правильных условиях – при несвоевременном и некорректном уходе его функции могут быть нарушены. Одним из наиболее простых, но очень полезных инструментов является стамеска. Для получения наибольшей продуктивности важно, чтобы она была максимально острой. Добиться желаемого результата возможно при помощи специализированных приспособлений или подручных средств.
Общие правила
Стамеска представляет собой столярный инструмент, позволяющий эффективно работать с натуральным деревом. Внешне она напоминает отвертку, ввиду наличия рукоятки и длинной металлической рабочей поверхности. Рукоятки обычно деревянные, но современные варианты создаются при помощи полимерных материалов. Рабочая часть стамески сделана из прочного металла, который скошен на конце.
В зависимости от назначения инструмента угол скоса, толщина и ширина лезвия могут быть разными.
Какой бы ни был внешний вид стамески, главным для нее является острота лезвия. Если оно затупилось, то работать таким инструментом по дереву крайне сложно, а иногда и вовсе невозможно. Чтобы решить проблему, необходимо заточить такое изделие. Важно не испортить инвентарь, сделать все правильно, главное – знать, под каким углом следует заточить инвентарь, чем при этом пользоваться, и какие подручные материалы могут помочь в процессе.

Для корректной работы с инструментом необходимо разбираться в том, что точить, и как это делать.
Прежде всего важно понимать, из каких частей состоит стамеска.
Рукоятка. Зачастую сделана из таких сортов дерева, как дуб, бук, граб, береза, акация. Современные варианты создаются благодаря полимерным материалам.
Полотно. Это металлическое лезвие, имеющее разные ширину и толщину в зависимости от работы, которую предстоит выполнять стамеской.
Фаска. Изменение толщины лезвия на конце полотна в меньшую сторону.
Скос режущей кромки. Самая тонкая и наиболее острая часть инструмента.
Именно режущую поверхность и необходимо содержать в остром состоянии, следить, чтобы на ней не образовывались сколы и загибы, иначе стамеска станет бесполезна в работе.
Планируя точить фаску, чтобы улучшить режущие показатели кромки, важно правильно устанавливать угол, под которым расположен инструмент и использовать правильные материалы в работе.
Под каким углом затачивать?
Стамеска является важным инструментом, потому для работы с ней есть определенные стандарты и ГОСТы. Чтобы правильно наточить изделие, важно выдерживать угол в 25°+5° в зависимости от назначения или толщины стамески. Если лезвие тонкое, то скос будет более пологий, если толстое – крутой.
Для долбежных работ угол составляет 27-30°, что позволяет защитить режущую поверхность от деформации при сильных усилиях ударного характера.

Выполняя затачивание данного столярного инструмента, важно знать, что обработка фаски должна на 5° отличаться от угла заточки режущей кромки для более качественного результата работы инструмента. Выбор угла обработки лезвия будет зависеть еще и от инструмента, которым производиться заточка. Для ручной обработки наклон изделия будет отличаться от работы со станками.
Как заточить разными приспособлениями?
Работа по заточке стамесок может проходить как в домашних условиях с использованием подручных средств, так и в специализированных мастерских. Если нет желания пользоваться чьими-то услугами, можно сделать всю работу самостоятельно.
Для заточки стамески важно иметь три составляющие.
Абразивные материалы, которыми выполняется первоначальная обработка лезвия.
Материалы для шлифовки полученного результата и доведения его до желаемого уровня.
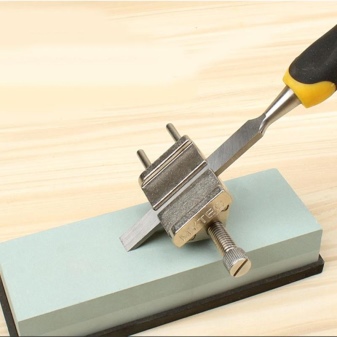
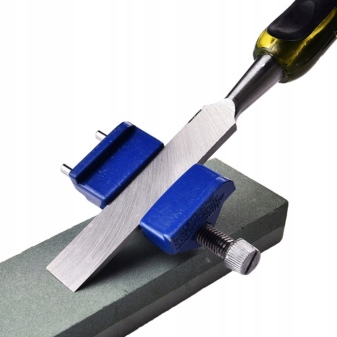
Оправка, позволяющая фиксировать стамеску под необходимым углом. Существует вариант, позволяющий работать с абразивными кругами электроточила, а также ручной, для которого нужно иметь бруски и листовой абразив.


В процессе затачивания фаски есть возможность вариативности, выбирая между ручным и механическим методами воздействия, а для доводки режущей кромки подойдет исключительно ручная обработка. Важно правильно подбирать зернистость абразива.
Для заточки она должна быть 300-400 мкм, а для завершающей обработки кромки режущей поверхности – 50 или 80 мкм.
Если предстоит работа с полукруглыми инструментами, то технология работы с ними не отличается от плоских, увеличивается лишь количество этапов, с помощью которых обрабатывается каждый участок стамески.
Для затачивания столярного инструмента необходимо иметь такие приспособления:
горизонтальный и вертикальный станок;
наждачная бумага с абразивом разной зернистости, нанесенная на брусок;
абразивные материалы на листе;
фиксирующие приспособления и рамки для установки инструмента;
материалы для полирования итогового результата.


Чтобы правильно производить заточку стамесок, важно уметь пользоваться всеми возможными инструментами для выполнения данной задачи.
На водных камнях
Одним из наиболее популярных вариантов обработки фаски стамески является использование метода мокрых камней. Для проведения работ нужно замочить камни в течение 5-10 минут, а в процессе обработки все время орошать абразивные материалы при помощи пульверизатора. Альтернативой может быть проведение процедуры непосредственно в водной среде.
Для обеспечения правильной обработки и формирования ровной фаски и острой режущей кромки необходимо использовать камни с разной зернистостью.
Алгоритм включает несколько шагов.
Использование камня зернистостью 800 грит. Это грубый абразив, который позволяет сделать стартовое выравнивание поверхности фаски. Для тех инструментов, которые находятся в хорошем состоянии, не имеют грубых повреждений, данный этап можно пропустить.
Применение камня с зернистостью 1200 грит – используется для промежуточной обработки поверхности лезвия.
Введение в работу камня с зернистостью 6000 грит – необходим для финишной обработки поверхности и получения максимально острого и ровного режущего края.
Для тех, кто желает сделать инструмент абсолютно ровным и зеркально блестящим, можно применить камень с зернистостью 8000 грит, который нужен для выполнения тонких полировочных работ.
В этом варианте заточки стамески очень важно использовать мокрые камни в правильной последовательности, иначе добиться желаемого результата будет намного сложнее, и это займет существенно больше времени.
На точиле
В зависимости от степени того, насколько затупилась стамеска, необходимо использовать соответствующий материал. Для трудных случаев, где нужно максимально воздействовать на фаску, важно использовать станок или, как его называют, «гриндер». Такая точилка нужна, если есть необходимость в смене угла заточки стамески или ликвидации зазубрин и деформаций инструмента.
Использование точил является менее популярным по сравнению с другими инструментами для заточки – это связано с тем, что на них есть риск перегреть лезвие, из-за чего оно станет хрупким.
В случае любых ошибок на гриндере необходимо будет заново переделывать работу, при этом спиливая подпаленный край режущей поверхности, что меняет общую длину изделия.
Решить проблему стараются за счет использования оксид-алюминиевых дисков, которые имеют более рыхлую структуру и не так влияют на металл стамески. Если следить за оборотами станка, своевременно увлажнять абразив, то риск испортить инструмент будет минимальным. Имея выбор, профессионалы стараются использовать другие способы заточки стамесок.


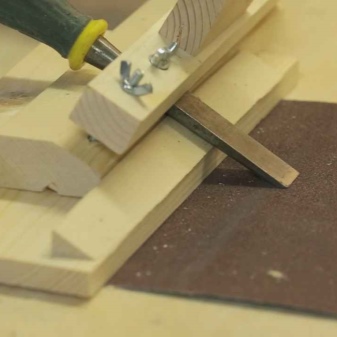
С помощью тележки
Если нет возможности и желания использовать готовые станки для заточки, их можно сделать самостоятельно. Ручная точильная машина может иметь различные габариты и внешний вид, но принцип работы у всех будет одинаковый.
Устройство таких аппаратов будет выглядеть так:
каретка – благодаря ей есть возможность перемещать стамеску по абразивному материалу;
наклонная площадка с зажимом, позволяет выставить нужный угол размещения инструмента для конкретной задачи.
Устройство ручной заточки включает в себя две поверхности с пазом, в которые вставляется стамеска. Благодаря зажимам есть возможность обездвижить инструмент. Наклонная поверхность позволяет выставить желаемый угол наклона изделия.
Для формирования держателя тележки, используется заготовка, на которой формируется скос с углом в 25°, длина спила равна 1.9 см. Заготовку стоит зафиксировать при помощи двухстороннего скотча. Снизу, отступив 3.2 см от каждого края, необходимо просверлить отверстия.

Благодаря пазовому диску есть возможность сформировать бороздку для установки и фиксации стамески. Необходимо также сделать прижим, на концах которого с обеих сторон на расстоянии 3.2 см проделываются отверстия под винты. Следующий этап – это приклеивание ручки к прижиму. Как только все элементы готовы, можно собирать всю конструкцию.
Используя тележку, можно не только заточить фаску, но и сделать микрофаску, создав дополнительный уклон на конце лезвия. На каретке для этого должен быть переключатель, который позволит правильно выставить инструмент и заточить его самый тонкий край.
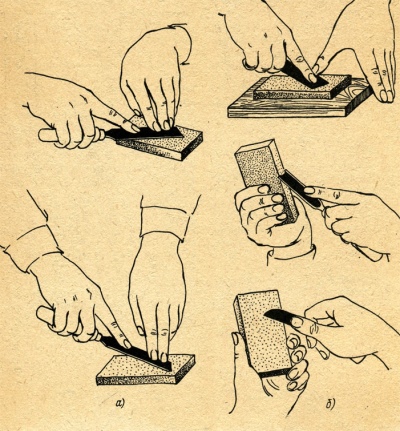
На наждачной бумаге
В процессе работ по затачиванию стамесок необязательно использовать электроинструмент или создавать точильные установки, можно взять более доступный, но не менее эффективный материал – наждачную бумагу. Прежде чем переходить к использованию данного абразива, стоит оценить степень поврежденности изделия. Если есть необходимость в значительном воздействии, то лучше изначально воспользоваться точильным диском, это значительно ускорить процесс.
Как только стамеска подготовлена, можно начинать работу наждачной бумагой. Чтобы получить оптимальный результат, важно иметь идеально ровную рабочую поверхность. Лучше всего в качестве подложки использовать толстое стекло или керамическую плиту. Если нет данных материалов, можно взять ровную доску или кусок ДСП.
Наждачная бумага должна быть хорошо выровнена и разглажена. Ее необходимо прикрепить к подложке. Удобнее всего сделать это при помощи двустороннего скотча. Существуют также варианты наждачки на самоклеящейся основе, это еще более оптимальный вариант.
В процессе подготовки подложки важно сделать несколько вариантов, применяя наждачную бумагу разной степени зернистости.
Лучше всего использоваться варианты со значениями Р400, Р800, Р1,500 и для полировки Р2,000. Важно применять водостойкую наждачную бумагу, так как во время выполнения точильных действий нужно будет регулярно увлажнять инструмент.
Процесс работы выглядит таким образом:
работа с тыльной стороной стамески, для чего используется наждачная бумага Р400;
обработка фаски на той же бумаге, минимум 30 движений вперед и назад;
применение наждачной бумаги меньшей зернистости.

Важно удерживать стамеску параллельно рабочей плоскости. При удержании правильного положения, нужно угла и применении разных абразивов в должной последовательности, можно получить хороший результат за минимальное время. Чтобы проверить качество заточки, необходимо провести инструментом по дереву и снять с него стружку без усилий. Если все сделано верно, то на режущей кромке будет слой стружки.
С помощью других инструментов
При частой работе по дереву стамески довольно быстро тупятся, поэтому важно вовремя и качественно их затачивать. Если под рукой нет специализированных изделий для этой цели, а свой станок с тележкой сделать нет возможности или желания, то для такой работы подойдет болгарка. Если устанавливать на инструменте небольшие обороты и следить за процессом, можно быстро наточить стамески.
Процесс заточки выполняется при помощи абразивного круга, который надевается вместо режущего диска болгарки. Важно делать паузы, чтобы не перегревать лезвие, иначе оно станет хрупким, и инструмент не сможет полноценно выполнять свои функции. Схема обработки фаски не отличается от других вариантов и также требует использования абразива разной зернистости.
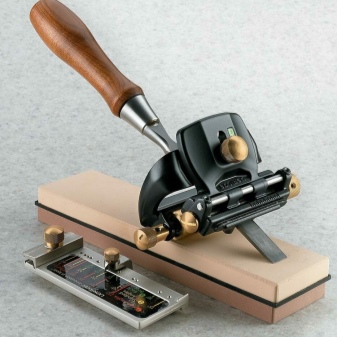
Те, кто серьезно занимается резьбой по дереву или прочими столярными делами, может приобрести сертифицированные станки для заточки, которыми можно точить не только стамески, но и другой инвентарь подобного типа.
А также в продаже имеются наборы для заточки стамесок, состоящие из откидного угломера, позволяющего установить желаемый и правильный угол наклона инструмента, абразивный брусок с разным типом зернистости и масло.
В зависимости от бюджета и других возможностей, каждый сам может выбрать для себя наиболее удобный и эффективный вариант заточки стамесок. Ввиду разнообразия размеров, толщины и формы данных инструментов, не все способы будут одинаково хороши для имеющихся вариантов. Правильно выбрав способ затачивания инструмента и инструмент к нему, можно быстро справляться с этой задачей и стабильно поддерживать стамески в рабочем состоянии.


В следующем видео можно подробнее ознакомиться с процессом заточки стамески.
Заточка резцов для токарного станка

Заточка резцов для токарного станка – естественная и необходимая стадия работ, когда из-за периодической и интенсивной нагрузки они затупились. Затупленные лезвия режут во много раз хуже, скорость и эффективность работы стремительно падает, и настаёт момент, когда она останавливается.
Когда нужна?
Трение стружки о режущие грани резака – неотъемлемый процесс. Идеального разрезания и спиливания, стачивания рабочей детали не бывает. В процессе любой токарной работы обрабатываемый материал медленно, но верно воздействует на инструменты. Трение всегда сопровождается выделением тепла – часть механической энергии превращается в тепловую. При повышенной температуре резак изнашивается. Работа затупленным инструментом ставит под вопрос качество и долговечность вытачиваемых деталей и всего устройства в целом, где они используются. Чтобы производить подтачивание режущих кромок резака своевременно и адекватно, обратите внимание на степень износа.


Род, разновидность работ
Предельный износ по задней грани, мм
Для быстрорежущих резаков
Для твердосплавных инструментов
Проходной, подрезной, растачивающий
Углеродистая и легированная сталь
Жаропрочные и нержавеющие стали и сплавы
Сталь и ковкий чугун


Соблюдение приведённых в таблице нормативов по необходимости заточки способно продлить срок службы инструмента. В результате интенсивной работы в течение многих часов, многочисленных заточек режущие слои истончаются, и резак отправляется в утиль.


Какие инструменты и заточные станки можно использовать?
Инструментарий для затачивания резаков токарного станка представлен различными приспособлениями.
Мусаты – стальной стержень с рубчиком. Рукоятка позволяет управлять углом заточки, выставляя правильный его допуск.
Точильные бруски и круги – можно заточить без использования привода. Чаще всего количество проводок инструмента по абразивной поверхности круга – порядка 10. Мастер обладает некоторой сноровкой, позволяющей оперативно и быстро заточить резец.
Механизированные затачивающие приводы. Выставляется угол наклона резца, чтобы режущее ребро быстро и высококачественно подточилось.
Электроинструменты – например, болгарка с затачивающим кругом. В качестве такого инструмента применяется диск с алмазным напылением. Алмаз – один из наиболее твёрдых материалов, способный заточить даже победитовый резак. Он позволяет заточить на 30% больше инструментов, чем обычный пильно-шлифовальный диск. Альтернатива – наждачный круг: им не менее эффективно затачивают быстрорежущую сталь.
Наточив затупившийся резак, работу продолжают с того места, где она была прервана.


Способы заточки
Основная часть резака – режущая – рассчитана на металл или дерево. Сходство между тем и другим инструментом имеется – конструктивное. Крепление присутствует на каждом таком станке. Отслеживание стачивания лишнего материала с обрабатываемой деталью производится разными методами, определяющими вид резака. Последний, в свою очередь, отличается числом рабочих поверхностей – как правило, их не менее двух. Характеристики каждой из них зависят от ширины и формы резца.
Выбрать подходящую режущую кромку можно, опираясь на виды предстоящих работ по обточке деталей. Так, для обточки деревянных деталей и нарезки резьбы на стальных понадобятся резцы, существенно отличающиеся друг от друга. От вида резца зависит метод его затачивания.


Плоские прямые резцы обтачиваются исходя из обработки ими различных поверхностей, создания пазов и выемок в простом исполнении. С их помощью создаются прямоугольные отверстия, при этом ширина лезвий колеблется в пределах 4-40 мм. Угол заточки – 25-40 градусов. Затачиваются они по простой схеме.
Специалист выравнивает погнутый торец.
Обработка выполняется с помощью аккуратной заточки. Не рекомендуется стачивать большее количество стали, чем задумано.
Ручка устанавливается последней. В станке зажимают 2-3 прямых плоских резца – отдача от станка на практике окажется оптимальной.
Каждый резец затачивается по отдельности.


Косые прямые резцы точатся с двух сторон, но по упрощённой схеме.
На заточке выбираются нужные значения ширины – порядка 4-40 мм. Толщина также устанавливается оптимально.
Обтачивается один из углов, соотношение не более 75 градусов.
После грубой обточки производится точная, под втрое меньшим углом.
При обтачивании следите за тем, чтобы режущая кромка не отклонялась, иначе заточка окажется некачественной. Она должна сохранять симметричность.


Отрезные кромки обладают угловым резцом. Заточка производится с одной стороны, а не с обеих. Посредством обрезной кромки выполняются заготовки и вытачиваются начерно деревянные и металлические комплектующие. Методика заточки сводится к следующему:
вырезание угла торца в 45 градусов, превышать эту величину нельзя;
более точное обтачивание под углом 30-40 градусов.
Выходить за рамки угла обточки нельзя – инструмент может оказаться либо неэффективным, либо при серьёзной нагрузке затупится за считаные секунды.


Полукруглые плоские режущие кромки обтачиваются с помощью выемки в виде полукруга. Стадии затачивания этих резцов следующие:
обтачивание элементов посредством наждачки;
проверка торца на соответствие исходной (штатной) форме;
затачивание (точное) кромки под углом в 20-45 градусов.
Для мастеров, чья работа – форменные выемки и пазы, декорация деталей, представлены несколько вариантов заточки.


Желобчатые резаки обладают отличиями, ставящими их на особый уровень. Режущие кромки напоминают настоящий жёлоб, отчего их ширина колеблется в пределах 3-х см. Они применяются для создания рельефа-впадины и в качестве инструмента, позволяющего выполнить грубую обработку древесины. В гаражных условиях их изготовление затруднительно – к этому варианту прибегают при их невозможности быстро приобрести в ближайшем хозяйственном или строительном магазине. Изношенная конструкция резака всё ещё годится в качестве основы. Заточка делается по следующей схеме:
торец обрабатывается до 10 см, в результате образуется полукруг;
остальной слой стали снимается методом обрезания;
протачивается выемка – с помощью отдельного инструмента;
нижняя сторона, находящаяся на выпуклой поверхности, затачивается под углом в 40 градусов.
Точение резаков в состоянии выполнять начинающий мастер, не имеющий большого опыта, чего не скажешь о выделке желобчатого резака с нуля. Угол заточки может отличаться до 7 градусов – скорость, оперативность высококачественной резки деталей не пострадает.


Техника безопасности
Не стоит пренебрегать правилами ТБ – при работе с металлом и стружкой потребуются защитные очки, каска, перчатки или варежки из толстой и грубой материи. Дотрагиваться до заточенного резака и обработанных деталей можно лишь после полного их остывания.
Обточка резака конкретного вида (или определённой разновидности) осуществляется лишь оговоренным для него видом. После заточки нельзя охлаждать резцы водой – они станут хрупкими, так как сталь «отпускается». Но при обточке можно заранее подавать воду – резак при этом почти не нагреется. Кромки обтачиваются в следующем порядке: задняя – главная – боковые. Точная огранка может проводиться при смачивании в керосине, а шлифовка – при помощи мелкозернистой наждачки или такой же абразивности бруска.
Чтобы резец не затуплялся преждевременно, его во время работы непрерывно охлаждают, либо устраивают периодические перерывы – это не даст ему перегреваться.


Станок, на котором производится заточка резака своими руками, должен обладать возможностью регулировки угла заточки. В крайнем случае применяются подкладки. Уровень оси вращения точильного привода и местоположение затачиваемого резца не должны различаться более чем на полсантиметра.
Параметры затачивания резцов отслеживаются посредством вышеприведённых табличных нормативов. В расчёт берётся характер обработки (грубая или точная), материал (сорта сталей и другие сплавы, из которых сфабрикован резак), угол затачивания, показатель зернистости точильного круга.
Направление вращения точильно-кругового камня также выставляется с учётом параметров резака, его расположения относительно привода. Затачивание металла сопровождается отлетанием отстающих по ходу обточки частиц. Придавив их точильным кругом в процессе затачивания, минимизируют риск их разлёта во все стороны.
Не рекомендуется для малогабаритных резаков использовать привод с большим разбросом по мощности. Резак попросту может сломаться. Мощность привода токарного станка должна согласовываться с габаритами режущего инструмента.
Способы и полезные советы при заточке резцов для токарного станка по металлу
Заточка токарных резцов по металлу имеет большое значение в технологическом процессе. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Правильно проведенная операция помогает значительно продлить срок службы оборудования.

В каких случаях она необходима?
В процессе эксплуатации происходит трение стружки о рабочую поверхность инструмента. За счет повышения температуры в процессе работы происходит износ детали. Если не проводить заточку, то значительно снижается полноценный срок службы детали и всего оборудования.
В документации указана допустимые параметры износа резца. Если эти параметры превышены – инструмент использовать нельзя. Его необходимо заточить по передней и задней поверхности.

Допустимая величина износа отличается в зависимости от условий работы и колеблется в пределах 0.3-2 мм.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого токарного приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.

Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.

Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.

Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.

Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.

Как правильно затачивать?
Заточку нужно производить в зависимости от износа и конструкции резца. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.

Для многорезцовых станков заточка оснастки проводится по задней поверхности, а фасонных – по передней.
Выбираем способ в зависимости от вида режущего инструмента
Вид резца определяется количеством поверхностей, а также шириной лезвия и его формой. В соответствии с этими параметрами и следует выбирать способ заточки и его технологические особенности.

Вид резца, как и способ его заточки выбирает мастер в зависимости от работ, которые ему необходимо провести на токарном станке.
Плоские прямые
Основное предназначение данных резцов – обработка поверхности. Также с их помощью создают небольшие отверстия, выемки и пазы в готовых изделиях. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Угол заточки 25-40°.
Сам процесс заточки имеет упрощенную схему. Достаточно выровнять повреждённый при использовании торец. Обработка происходит аккуратной заточкой, без пресыщения на области. В последнюю очередь выставляется ручка.
Косые прямые
Заточка этих резцов происходит по следующей схеме:
- Выбрать нужные параметры ширины в пределах 4-40 мм.
- Подобрать подходящую для работы резца ширину.
- Срезать один угол до соотношения 70-75°.
- Провести заточку под углом в 25°.
Необходимо проверять с определенной регулярностью расположение кромки. Это требуется для контроля, чтобы резец лежал ровно с обоих поверхностей. Если кромка содержит изъяны, то такого эффекта добиться не получится.

Отрезные
Это специальные модели, необходимые для образования углового резца. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
- Вырезать угол торца под углом не больше 45°.
- Произвести заточку до 40°. Также заточка не должна быть меньше 30°, так как инструментарий становится неэффективным в работе.
Длину мастер может выбрать сам в зависимости от требуемого варианта для конкретной работы.
Полукруглые плоские
Этот резец необходим, чтобы делать выемки в готовых изделиях круглыми. Но при этом сфера применения резца более широкая, например, он используется для обеспечения обработки после проведения черновой работы.
- Обточка с использованием необходимых материалов.
- Примерка торца, чтобы он четко подходил по форме.
- Проведение заточки в параметрах от 20 до 45 градусов.
Если мастер на токарном станке собирается делать декоративные вариации выемок, то ему понадобится несколько различных полукруглых плоских резцов.
Желобчатые
Это самые необычные виды резцов, в первую очередь из-за своей формы в виде желоба. Ширина инструмента не превышает 3 см на изношенном каркасе для начала необходимо обработать торец до 10 см, чтобы получить полукруг. Заточить нижнюю часть, которая расположена на выпуклой поверхности до 40 градусов.
Рассчитываем углы затачивания: типы и характеристики
Если неправильно выбрать угол затачивания в результате вся процедура будет неэффективной. При длительной неправильной заточке легко повредить резец и тогда придется приобретать новый инструмент. У резцов существует несколько типов углов: вспомогательные, в проекции, в плане, главные. Каждый из углов имеет свои особенные характеристики.

Главные углы
Все на резце 2 главных угла: передний и задний. Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Вспомогательные углы
Эти углы расположены на вспомогательной площадке. Главный вспомогательный угол находится между направлением и режущей кромкой. Есть еще и второй вспомогательный угол, который образован отрезком прямой, идущей через вершину плана, и пересекается в площади кромки.
Углы в плане
Углы находятся в трех местах. Главный угол в плане – возле проекции и главной линии. Вспомогательный угол – продолжает проекцию по направлению рабочего процесса. Угол у вершины – у плоскости с пересечением основной. Первые два угла не могут иметь показатели ниже нуля, а с третьим это вполне возможно.
Способы измерения углов режущего инструмента
Измерения проводятся с помощью простого угломера. Угломер стандартный состоит из основания, непосредственно сектора изменений, шаблона и винта для фиксации. Схема измерений:

Показатели измеряются при помощи специальной линейки, но есть и нониус, который помогает провести более точные измерения.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Заточка токарных резцов с помощью алмазного круга: технология, техника безопасности, советы от мастеров
Режущие качества инструментов напрямую зависят от того, насколько качественно и своевременно была сделана заточка. Это связано с тем, что в процессе эксплуатации функциональные возможности резцов утрачиваются.
Опыт последних лет показывает, что одним из лучших приспособлений для выполнения процедуры приведения в строй режущих инструментов является алмазный круг для заточки. Он способен обработать любые виды известных материалов и превосходит другие абразивные устройства в показателях износостойкости и, соответственно, срока службы.

Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка резцов для токарного станка по металлу обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.

Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор алмазного круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр алмазного круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия алмазного круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление алмазных кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Алмазный круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Советы и рекомендации
Предлагаем вашему вниманию несколько советов и примечаний от мастеров, которые помогут осуществить заточку резца на алмазном круге более эффективно и без повреждений оборудования и инструмента:
- Признак правильной обработки детали – она должна иметь выпуклую кромку.
- Следует избегать любых излишних неровностей – они могут испортить резец.
- Необходимо постоянно отслеживать углы заточки.
- Если держать инструмент в постоянном движении – это поможет добиться гладкой кромки.
- Если увеличить частоту вращения алмазного круга, то увеличится производительность процесса. Однако это может быть чревато прижогами на поверхности инструмента, вследствие чего изменится структура его материала.
- Важно не только правильно расположить резец, но и правильно установить алмазный круг на станок. Диск должен вращаться в ту же самую сторону, что и вал аппаратуры.
- Следует делать перерывы в работе, чтобы дать инструменту остыть (можно охлаждать водой).
- Не стоит пренебрегать требованиями техники безопасности.
Таким образом, в данной статье был рассмотрен один из специализированных способов заточки резцов, связанный с применением алмазного круга. Теперь вам известны основные нюансы, касающиеся технической, организационной стороны процесса указанного метода заточки, а также основные правила техники безопасности, которые должны соблюдаться в рамках этой процедуры.
Читайте также: