На рычажных ножницах разрезают листы металла толщиной
В тех случаях, когда операцию по отделению части металла от заготовки невозможно (или нецелесообразно) производить рубкой, прибегают к резанию.
Выбор инструмента для этой операции зависит от вида обрабатываемого металла. Так, листовой металл толщиной до 0,5 мм (а листы латуни и алюминия — до 1 мм) можно резать ручными ножницами. Лезвия ножниц при этом следует разводить примерно на три четверти их длины, а лист металла нужно располагать перпендикулярно плоскости режущих кромок ножниц. При сжатии ручек ножниц лезвия до конца сводить не следует, так как это приводит к разрыву металла в конце разреза. Для круглых заготовок резать металл целесообразнее против часовой стрелки, для чего заготовку следует поворачивать по часовой стрелке.
Если толщина разрезаемого листа несколько больше (до 0,7 и 1,5 мм соответственно), то можно воспользоваться теми же ручными ножницами, но одну из рукояток зажать в тисках, а на другую надавливать рукой сверху (рис. 20). Металл толщиной свыше 0,7 мм (а латунь и алюминий — свыше 1,5 мм) обычными ручными ножницами разрезать не удастся. В этих случаях следует применить силовые ножницы. Рукоятку, не снабженную пластмассовым наконечником, закрепите в тисках, а рабочую рукоятку (с пластмассовым наконечником) захватите рукой. Сила резания за счет применения рычага увеличивается примерно в 2 раза по сравнению с обычными ручными ножницами. Ножи на силовых ножницах можно менять, это предусмотрено их конструкцией. Кроме того, на силовых ножницах обычно имеется приспособление для резки металлических прутиков диаметром до 8 мм.
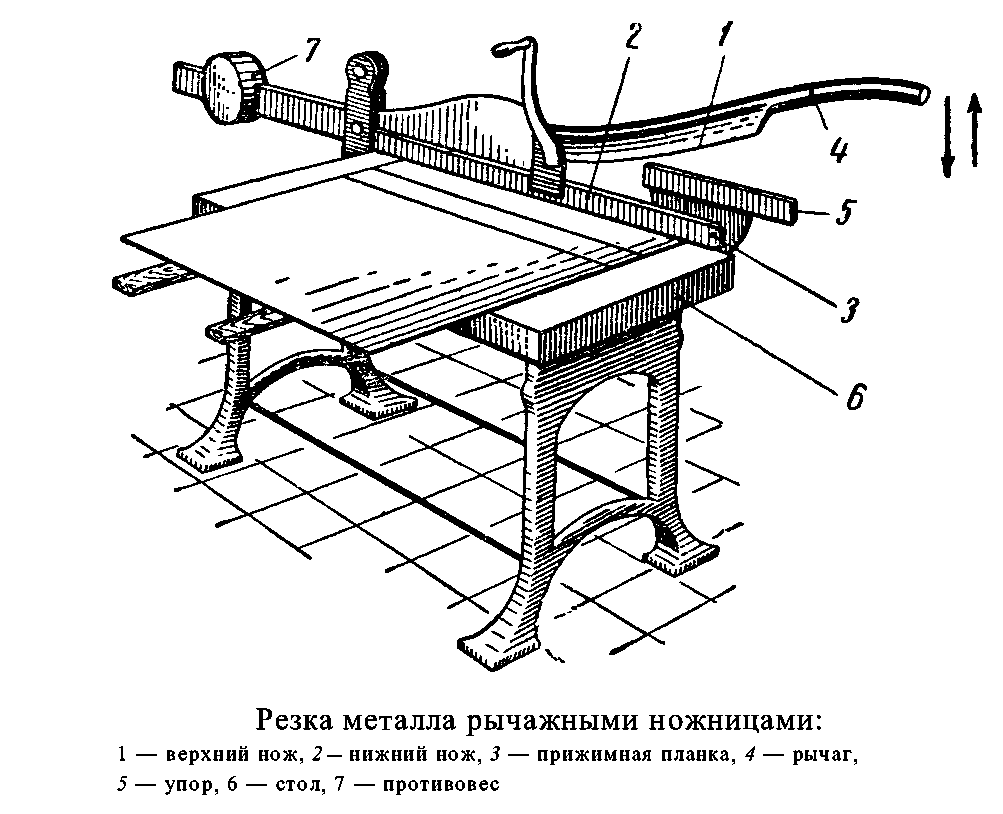
Если ваша мастерская оснащена рычажными ножницами, то вы сможете довольно быстро (и относительно легко) разрезать листовую сталь толщиной до 4 мм (а также латунь и алюминий — до 6 мм). Перед работой рычажными ножницами необходимо позаботиться о том, чтобы основание ножниц было надежно прикреплено к столешнице слесарного верстака, для этого на них предусмотрены болты. Резание металла происходит в результате движения рукоятки (рычага), к которой и прикреплен один из ножей ножниц, вниз.
Нажимать на рукоятку рычажных ножниц нужно плавно, без рывков. На них (в отличие от ручных и силовых) резка металла возможна только по прямой линии.
При работе с толстыми листами полосового или профильного металла, а также в том случае, если нужно не распилить металл, а прорезать паз или шлиц, то на смену ножницам приходит ножовка или лобзик по металлу (далее: «ножовка»). Но прежде чем приступить к работе с этими инструментами, их предварительно следует правильно настроить.
Во-первых, нужно выбрать полотно для ножовки. Оно выбирается в зависимости от вида металла.
Во-вторых, полотно нужно правильно натянуть в рамке ножовки: степень натяжения легко проверить легким нажатием сбоку на полотно — если оно не прогибается, значит натяжение достаточное.
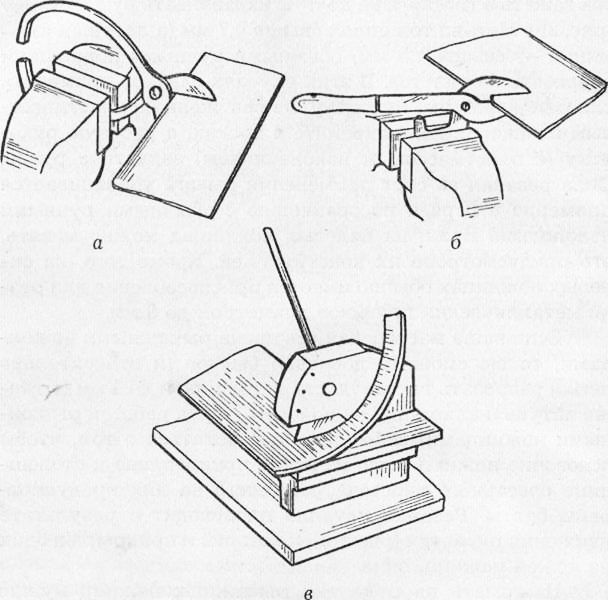
Рис. 1. Прием резания листового металла ножницами: а — ручными (с помощью тисков); б — силовыми; в — рычажными
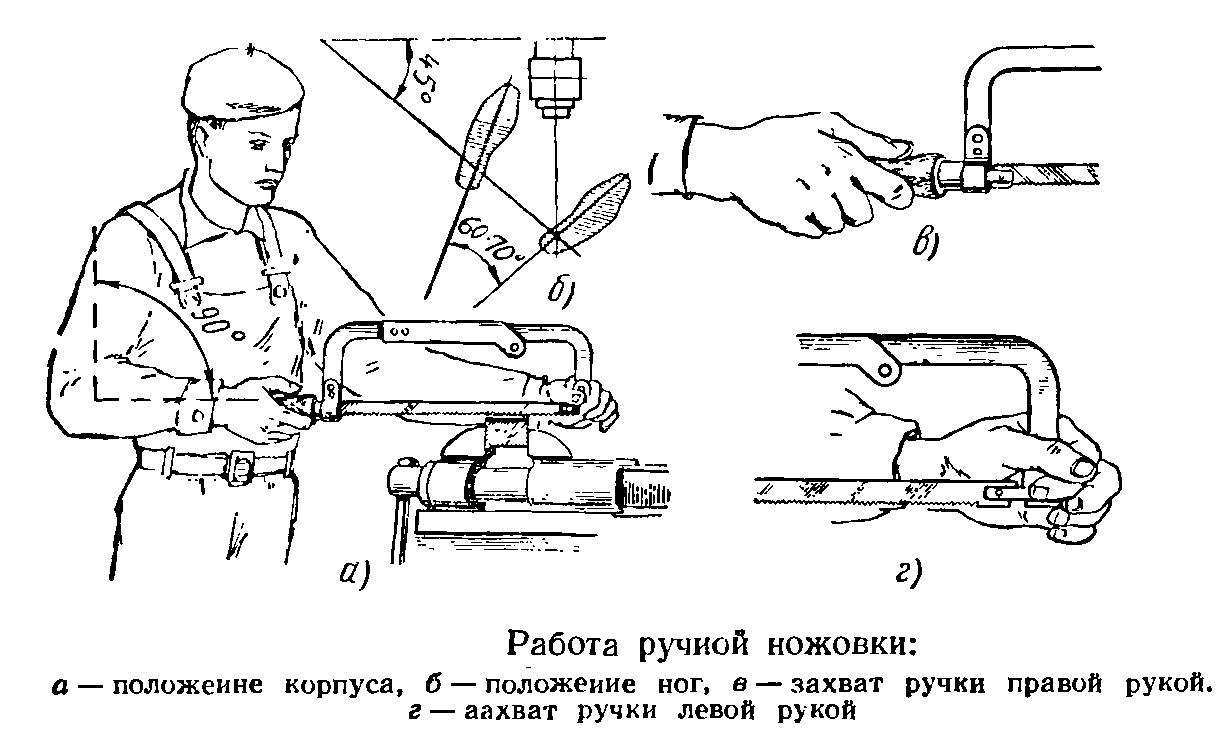
Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки упирается в середину ладони правой руки, а пальцы левой руки обхватывают натяжной винт подвижной головки (рис. 2). Движения ножовкой нужно производить плавные, без рывков; частота движений — 30-60 двойных ходов (от себя — на себя) в минуту; при этом должно работать не менее 2/3 длины полотна. Полотно ножовки должно быть строго перпендикулярно относительно оси обрабатываемой заготовки.
В том случае, если нужно разрезать ножовкой тонкий металл, его помещают между двумя деревянными брусками, этот «сандвич» зажимают в тиски, и резку производят вместе с брусками.
Особо следует сказать о резке металлических труб. При резании их ножовкой всегда есть опасения (особенно если слесарь недостаточно опытен), что полотно ножовки «уйдет» в сторону и срез получится не в виде окружности, а в виде овала. Во избежание этого, трубы предпочтительнее резать не ножовкой, а специальным приспособлением — труборезом, помимо того, что он дает ровный срез, работа им еще и довольно производительна. Техника резки такова: трубу зажимают в тиски, на нее на расстоянии 80-100 мм от губок тисков надевают неподвижные диски трубореза (на разметочную риску), устанавливают труборез перпендикулярно к оси трубы, поворотом рукоятки-винта закрепляют труборез на трубе, врезав тем самым подвижный режущий ролик в толщу металла, плавными короткими движениями рукоятки трубореза по часовой стрелке-против часовой стрелки делают полный оборот вокруг трубы, поворачивают винт на V4 оборота, вновь делают полный круг труборезом и так далее до полного отрезания трубы. Для облегчения работы неподвижные диски желательно смазать мыльной эмульсией или машинным маслом.
Резка ручной ножовкой
Правила резки.Разрезаемая заготовка надежно зажимается в тисках, потому что, если при резке она сместится, может поломаться полотно.
Ножовочное полотно крепится в рамке так, чтобы зуб резал при движении вперед, и хорошо натягивается. При слабом натяжении ножовка будет отклоняться в стороны, чтоможет вызвать поломку полотна. В случае сильного натяжения поломку может вызвать малейший перекос ножовки.

| Рис. 2. Хватка ножовки и стойка рабочего при резке |
Для облегчения врезания ножовку можно наклонять к заднему ребру заготовки. Когда полотно врежется, ножовку перемещают горизонтально и на всю длину полотна. Это обеспечивает ему большую долговечность. Работать ножовкой нужно плавно и равномерно со скоростью 40 двойных ходов в минуту при резке твердых материалов и 60 ходов – при резке мягких.
Усилие нажатия зависит от обрабатываемого материала: оно больше для твердых и меньше для мягких материалов, а также при резании тонких металлов – полос, труб. Если приложить большое усилие при резке мягких материалов, полотно глубоко врежется и зубья выкрошатся. При резке тонких металлов в работе участвует малое число зубьев. Накаждый зубприходится большое давление. Сильный нажим приведет к поломке зубьев. Перед окончанием резки во всех случаях давление на ножовку уменьшают, отрезаемый кусок поддерживают левой рукой.
Новым ножовочным полотном рекомендуется сначала разрезать мягкие материалы, а после некоторого затупления – твердые.
Ручная резка металлов обычно ведется без охлаждения. Для уменьшения трения ножовочное полотно можно смазывать минеральным маслом.
Очень тонкий материал зажимают между двумя деревянными брусками толщиной 15. 30 мм и режут вместе с ними полотном с мелким шагом, нажимая несильно, медленными движениями, используя всю ширину полотна.
Шлицы в винтах прорезают ручными ножовками (рис. 55, в) с узким полотном. Широкие шлицы выполняются двумя полотнами, сложенными по толщине.
Резка материалов.Полосовой материал разрезают по узкой плоскости, если его толщина обеспечивает одновременную работу не менее трех зубьев. Когда это условие не выдерживается, то при врезании давление на зубья будет неравномерным, они могут сломаться. Поэтому тонкий полосовой материал режут по широкой грани.
Круглые, квадратные, шестигранные прутки режут при горизонтальном положении ножовки, но так, чтобы полотно не встречало при движении острых углов. Если торцы отрезаемой заготовки обрабатываются, то разрешается надрезать ее с двух или четырех сторон и обламывать.
Изделия с широкими поверхностями режут, наклоняя ножовку последовательно к заднему и переднему ребру. При этом разрезание идет не по всей ширине сразу и работа облегчается.
Чтобы отрезать от листа полосу, ножовочное полотно поворачивают на 90° и режут при горизонтальном положении ножовки (рис. 3, а).

| Рис. 3. Приемы резки ручной ножовкой |
Для обработки фасонных отверстий в листовом металле сначала сверлят небольшое отверстие, в него заводят полотно, собирают ножовку и вырезают металл. Фасонные детали или прорези выполняют полотном, сточенным до ширины 8. 10 мм (рис. 3, б).
Шлицы в винтах прорезают ручными ножовками (рис. 3, в)с узким полотном. Широкие шлицы выполняются двумя полотнами, сложенными по толщине.
Основным видом брака при резке ножовкой является косой разрез как результат увода полотна. При неправильной разметке, резке не по риске не выдерживаются размеры детали. Возможно также повреждение наружных поверхностей деталей при зажиме их в тисках без нагубников.
Резка ножницами металла отличается высокой производительностью, позволяет вырезать детали любой формы без снятия стружки, но требует значительных усилий для разрезания. Поэтому ножницами обычно режут листовой материал. Имеются также механические ножницы для разрезания пруткового и профильного материала.
Ручными ножницами разрезают тонкий листовой материал: сталь толщиной 0,5. 0,7 мм, кровельное железо, цветные металлы толщиной до 1,5 мм. Они имеют короткие лезвия и длинные ручки и изготовляются длиной 200, 250, 320, 360 и 400 мм из стали марок 65, 70. Режущая часть ножниц закаливается до HRC 52. 58.
| Рис. 4. Ручные ножницы |

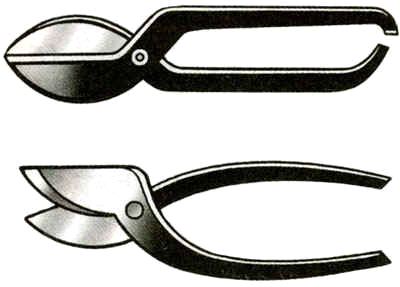
Различают ножницы правые (рис. 4, а) и левые (рис. 4, б). В основном применяются правые ножницы, у которых во время резания скос нижнего лезвия располагается справа. Левыми ножницами вырезают криволинейные детали. Ножницы с криволинейными лезвиями (рис. 4, в) используются для получения фасонных отверстий в листах и трубах.
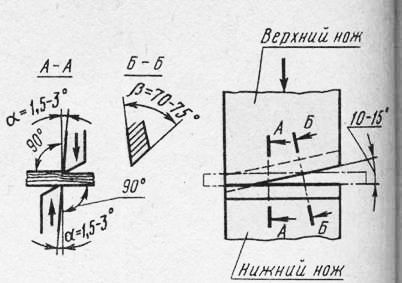
В сечении режущая часть ножниц имеет форму клина с углом заострения (β= 70°. Сравнительно большой угол заострения берется для того, чтобы при резке лезвия не выкрашивались. Для уменьшения трения дается задний угол α =1. 2° (см. рис. 4). Лезвия ножниц должны быть прямолинейными, острозаточенными и сходиться по всей длине с небольшим зазором (не более 0,2 мм). При отсутствии зазора лезвия быстро затупляются, при больших зазорах они не режут, а мнут металл.

| Рис. 5. Виды ножниц: а – прямые: 1 – левый рычаг; 2 – правый рычаг; 3 – узел оси шарнира; б – кривые; в – пальцевые |
Ножницы устанавливают перпендикулярно к разрезаемой поверхности (иначе они будут не резать, а мять металл) и перемещают по разметочной линии, плотно прижимая к прорези. Чтобы отрезаемая полоса не мешала, ее отгибают левой рукой.
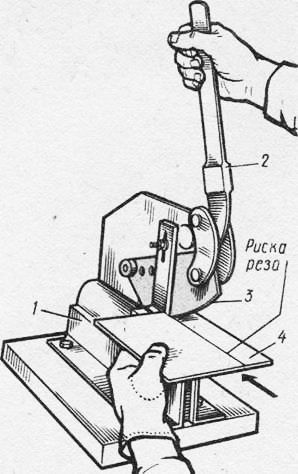
Верхний нож 3 с криволинейным лезвием (этим обеспечивается постоянный угол давления примерно 15°) перемещается рычагом 2. Разрезаемый металл 4 укладывается на нижний нож так, чтобы разметочная линия располагалась под верхним ножом. Движением рычага вниз лист надрезается. Затем рычаг отводится, заготовка приподнимается и подается вперед. Процесс повторяется до полного разрезания.
Ручные ножницы (рис.5) применяют для резки листовой и полосовой стали толщиной до 1 мм, листов меди, латуни и дюралюминия толщиной до 1,5 мм.
Сталь толщиной свыше 1 мм обычными ручными ножницами не режут. В этих случаях применяют ручные силовые ножницы (рис. 6), закрепляя рукоятку с насечкой в тисках, а рабочую рукоятку с пластмассовым наконечником нужно захватывая рукой.
Стуловые ножницы позволяют резать листовую сталь толщиной до 2 мм, одну из рукояток которых также закрепляют в тисках (рис. 7).

| Рис. 7. Стуловые ножницы |
Для механизации работ при разрезании металлов используют ручные электровибрационные ножницы (рис. 8).

| Рис. 8. Ручные электровибрационные ножницы: 1 – эксцентриковый валик; 2 – корпус ножевой головки; 3 – корпус;4 – скоба; 5 – нижний нож; 6 – верхний нож; 7 – рычаг; 8 – палец; 9 – шатун |
Рычажными ножницами (рис. 9, а) можно разрезать листовой металл толщиной до 4 мм. Нижний нож 1, заточенный под углом 90°, закреплен на основании ножниц неподвижно.

| Рис. 9. Рычажные ножницы |
При работе ножницами нужно быть внимательным, чтобы не поранить рук лезвиями и кромками детали. Чтобы при резке не образовывался заусенец, могущий вызвать травмы, необходимо плотно прижимать ножницы к концу прорези. При резке ножницами работают в перчатках. Проволоку диаметром до 3 мм разрезают кусачками.
Резка труб
Трубы разрезают ножовками или труборезами.
При резании ножовкой трубу зажимают в тиски между деревянными брусочками. Полотно выбирают с мелким шагом. Ножовку держат горизонтально, по мере врезания слегка наклоняют к себе. Дойдя до отверстия, трубу поворачивают.
Тема 5: «Резка металлов»
Резкой называется слесарная операция, при которой металл разделяется на части.
Ручные ножницы применяют для разрезания листов-стальных толщиной 0,5—1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые - с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямо линии или по окружности большого радиуса; кривые - с криволинейными ножами; пальцевые - с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
Режущие ножницы.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Стуловые ножницы отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Рычажные ножницы применяются для разрезания листовой стали толщиной до 4 мм (цветных металлов — до 6 мм).
При работе с толстыми листами полосового или профильного металла, а также в том случае, если нужно не распилить металл, а прорезать паз или шлиц, ножницы может заменить ножовка. Но прежде чем приступить к работе с этим инструментом, его предварительно следует правильно настроить. Во-первых, нужно выбрать полотно для ножовки. Оно подбирается в зависимости от вида металла. Во-вторых, полотно нужно правильно натянуть в рамке ножовки; степень натяжения легко проверить легким нажатием сбоку на полотно: если оно не прогибается, значит, натяжение достаточное. Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки упирается в середину ладони правой руки, а пальцы левой руки обхватывают натяжной винт подвижной головки.
Движения ножовкой нужно производить плавные, без рывков; частота движений – 30–60 двойных ходов (от себя – на себя) в минуту; при этом должно работать не менее 2/3 длины полотна. Полотно ножовки должно быть строго перпендикулярно относительно оси обрабатываемой заготовки.
Особо следует сказать о резке металлических труб. При резании их ножовкой всегда есть опасения (особенно если слесарь недостаточно опытен), что полотно ножовки «уйдет» в сторону и срез получится в виде не окружности, а овала. Во избежание этого трубы предпочтительнее резать не ножовкой, а специальным приспособлением – труборезом
Техника безопасности при разрезании металла ножницами:
1. При разрезании ножницами тонких листов отрезаемая часть сильно изгибается; в месте разреза кромки листа делаются очень острыми. Следует внимательно следить за тем, чтобы не поранить руки. Учащимся рекомендуется пользоваться рукавицами.
2. При разрезании следует внимательно следить за тем, чтобы пальцы левой руки не попали под режущую часть ножниц, А пальцы правой не были бы защемлены ручками или рычагами ножниц. Левая рука при поддерживании разрезаемого материала никогда не должна находиться на линии реза.
3. Стуловые ножницы должны быть жестко и надежно закреплены на своих основаниях. Если пользуются ручными ножницами, закрепленными в тисках, то их закрепление должно быть выполнено также очень прочно и вполне надежно. При срыве ножниц легко поранить не только, себя, но и товарища.
4. При подходе ножниц к концу реза следует придвинуть заготовку ближе к середине режущей части ножниц, чтобы не резать краями лезвий. Кроме того, при окончании реза надо несколько уменьшить усилие, делая его как можно более плавным, спокойным, чтобы не произошел срыв ножниц.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы, гильотинные ножницы, приводная ножовка.
В слесарных и жестяницких цехах широкое распространение имеет разрезание металла ручными ножницами. С помощью ножниц возможно разрезание весьма тонкого листового и полосового материала, а также заготовок сложной конфигурации.
Разрезание листового и полосового металла ножницами осуществляется без снятия стружки — скалыванием. Сущность процесса разрезания скалыванием заключается в отделении части металла под давлением пары режущих ножей по линии их направления.
в процессе работы разрезаемый лист помешается между ножами. Верхний нож, опускаясь давит на металл, прижимая его к нижнему ножу. Оба ножа вдавливаясь, производят смятие поверхности метал та а затем разделяют его образующимися трещинами скалывания. Угол заострения р у режущей части ножниц колеблется от 65 до 80°, в зависимости от твердости разрезаемого металла; для мягких металлов (медь и др ) он равен 65°, для металлов средней твердости — 70—75°, для твердых металлов — 80°. Для уменьшения трения ножей в процессе работы на их режущих поверхностях создается задний угол а, равный 2—3°.
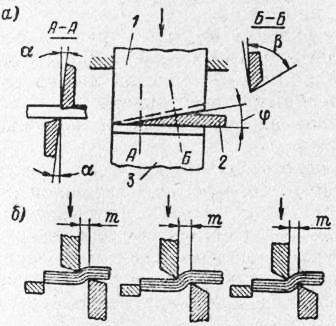
Рис. 1. Схема процесса резания ножницами: а — геометрия режущих ножей-ножниц; б— последовательность процесса резания
Для получения чистого среза необходимо правильно выбрать зазор m между верхним и нижним ножами. При малом зазоре направление трещин скалывания не совпадает с направлением среза, и его поверхность будет шероховатой, «рваной». При большом зазоре поверхность среза будет иметь большие заусенцы.
Величина зазора между ножами зависит от толщины разрезаемого металла, но не должна быть более 0,5 мм. У ручных ножниц этот зазор обычно не превышает 0,1 — 0,2 мм.
С целью уменьшения усилия, потребляемого при резании, режущие ножи устанавливают под углом ф один к другому. Чем больше этот угол, тем меньше усилие резания. Однако большой угол наклона ножа увеличивает его ход и создает усилие, выталкивающее лист из-под ножей. Руководствуясь этими соображениями, угол ф принимают равным 7—12°.
В зависимости от устройства режущих ножей (лезвий) ручные ножницы делятся на ножницы прямые — с прямыми режущими лезвиями, предназначенные в основном для разрезания материала по прямой линии и по окружности большого радиуса; ножницы кривые — с криволинейными режущими лезвиями и ножницы пальцевые — с тонкими и узкими режущими лезвиями, применяемые для вырезания в листовом материале отверстий и поверхностей с малыми радиусами.
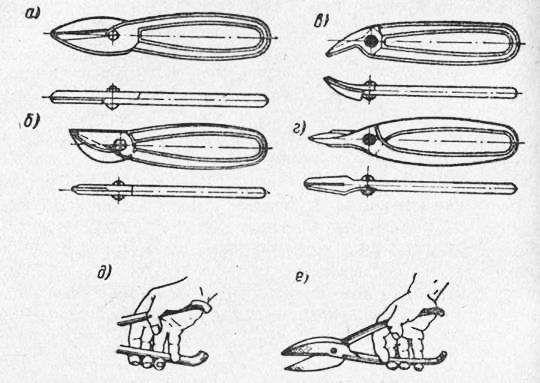
Рис. 2. Ручные ножницы: а —прямые; б и в—кривые; г — пальцевые; д и е — приемы держания (“хватки”) ножниц
По расположению режущих ножей ручные ножницы делятся на правые и левые. У правых ножниц скос режущей части нижнего ножа находится с правой стороны, ау левых — с левой стороны.
Ручные ножницы изготовляют из инструментальной углеродистой стали марки У7. Лезвия ножниц подвергаются закалке с последующим отпуском до твердости HRC 52—60. Режущие грани ножниц должны быть прямолинейными, без трещин и завалов. Длина режущих ножей до оси вращения обычно составляет от 55 до ПО мм, общая длина ножниц —от 200 до 400 мм. Наиболее употребляемыми являются ножницы длиной 250— 320 мм.
Приемы разрезания металла ручными ножницами.
При выполнении разрезания вручную ножницы держат правой рукой. Большой палец кладут на верхнюю рукоятку ножниц, а указательным, средним и безымянным пальцами захватывают нижнюю рукоятку. Мизинец должен находиться между рукоятками, во время резания им раздвигают ножницы. Некоторые слесари предпочитают это делать указательным пальцем, однако такой прием не вполне удобен. Левой рукой подают лист, слегка приподнимая его, чтобы облегчить продвижение ножниц.
В процессе резания не следует раскрывать лезвия ножниц на большой угол, так как при большом раскрытии лезвия будет выталкивать, а не резать металл. Лезвия ножниц нужно раскрывать примерно на 2/3 их длины.
Для предупреждения засечек и заусенцев при перемещении лезвий ножниц вперед по разметочной риске нужно, чтобы плоскости лезвий прижимались к плоскости разреза и шли по разметке. Режущие кромки лезвий должны быть хорошо заточены, а режущие поверхности (плоскости) — правильно отрегулированы и закреплены на оси. Проверку ножниц обычно производят разрезанием бумаги: хорошо заточенные и отрегулированные ножницы должны резать бумагу. Разрезать размеченный лист следует так, чтобы разметочная риска находилась в поле зрения. Поэтому резка листового металла по прямой линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами.
Разрезать лист по криволинейному контуру или вырезать круглые диски наиболее удобно ножницами с криволинейными режущими лезвиями. При вырезании отверстий и внутренних контуров криволинейного очертания необходимо в материале вырубить зубилом отверстие для прохода лезвий ножниц, а затем вырезать по риске. Для вырезания отверстий лучше пользоваться пальцевыми ножницами.
Качество реза зависит от того, насколько правильно расположена заготовка относительно режущих кромок ножниц. Между плоскостью резания и заготовкой должен быть прямой угол, в противном случае ножницы будут пружинить и заклинивать заготовку, на заготовке появится вмятина к резать ее будет намного труднее. Ручными ножницами можно резать листовую и полосовую сталь толщиной до 0,3 мм, кровельное железо толщиной до 1 мм, листы меди и латуни толщиной до 2 мм.
Разрезание металла рычажными ножницами. Ручное разрезание металла выполняется также на рычажных ножницах: стуловых, маховых, с зубчатой рейкой (сортовые) и других типов.
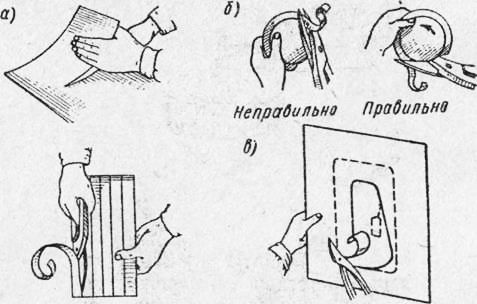
Рис. 3. Приемы разрезания листового металла ручными ножницами: а и б—направление резания правыми ножницами; в—вырезание отверстия по разметочным рискам
Стуловые ножницы в отличие от ручных изготовляются больших размеров. Они имеют одну загнутую рукоятку с заостренным концом для крепления к толстой доске или к верстаку, а вторую, удлиненную, — для работы рукой. Стуловые ножницы устойчивы в работе и дают значительную свободу рукам слесаря. Ими разрезают листы толщиной 2—3 мм.
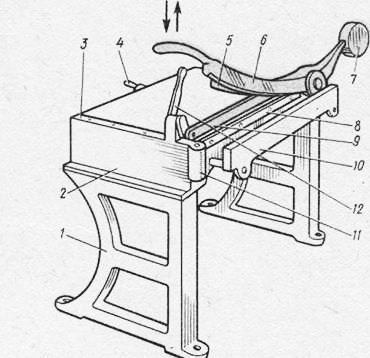
Рычажные маховые ножницы состоят из вертикальных чугунных стоек и смонтированного.на них металлического стола. В правой продольной боковой плоскости стола неподвижно закреплен нижний режущий нож верхний нож установлен на маховом рычаге, посаженном на ось. Для предотвращения самоопускания махового рычага на хвостовой его части установлен противовес.
Разрезание листового металла на рычажных маховых ножницах типа И-37 можно выполнять по разметке и упору. Для разрезания по разметке лист укладывают на столе так, чтобы разметочная риска совпала с лезвием нижнего ножа. Прижав затем лист прижимной планкой, сильным движением опускают рычаг с верхним ножом и «дожимают» его, пока требуемая часть листа не будет отрезана. При разрезании листа по упору (без разметки) ширину отрезаемой полосы регулируют передвижной упорной планкой.
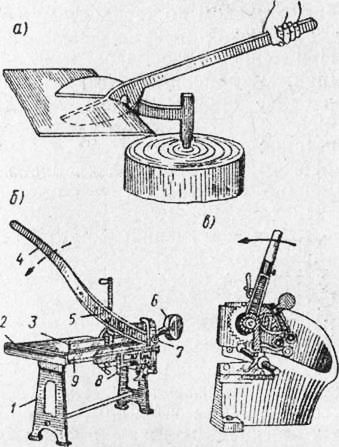
Длина разрезаемого на ножницах листа может быть достаточно большой, так как ножницы допускают перемещение листа вдоль ножей. Длина режущих ножей у ножниц данного типа составляет 1050 мм, угол наклона ножей ф=7-*-12°, толщина разрезаемого листа — до 2,5 мм.
Рычажные ножницы с зубчатой рейкой применяют для разрезания листовой стали толщиной до 3 мм, тонких прутков и профильного металла малых сечений. Они состоят из станины, в нижней части которой неподвижно укреплен нож. При опускании рычага усилие, передаваемое через зубчатый перебор, серьгу и ползун с закрепленным на нем ножом, обеспечивает разрезание металла допускаемых сечений.
Движение ползуна с верхним ножом осуществляется с помощью рукоятки через зубчатую передачу и рычаг.
Ножи для рычажных ножниц изготовляют из инструментальной стали У8. Лезвия ножей подвергают закалке с последующим отпуском до твердости HRC 52—60. Величина угла заострения режущих поверхностей ножей Р = 75-т-80°. При меньшем угле заострения ножи быстрее затупляются или выкрашиваются; при большем угле заострения они более прочны, но требуют значительных усилий резания.
Для разрезания сортового проката круглого, квадратного, углового, полосового, швеллерного и таврового сечений применяют ручные сортовые ножницы моделей Н-911 и НА-913 (рис. 4,б). Эти ножницы позволяют резать сталь разных сечений: круглого — диаметром 25 мм, квадратного — до 22X22 мм, полосового — 5×50 мм, углового — 65×65×8 мм и таврового — 35×5 мм.
Разрезание металла электрическими и пневматическими ножницами. Чтобы механизировать относительно тяжелый и трудоемкий процесс разрезания листового металла ручными ножницами, применяют электрические и пневматические ручные ножницы. С помощью этих ножниц можно легко выполнять прямые и фигурные резы с наименьшим радиусом кривизны около 20 мм и пользоваться при этом шаблоном, что также значительно повышает производительность разрезания.
Отечественная промышленность выпускает несколько типоразмеров электроножниц. Так, электроножницы марки И-31 предназначены для разрезания листовой стали толщиной до 2,7 мм. Они состоят из корпуса, в котором смонтирован электродвигатель мощностью 370 Вт, и корпуса ножевой головки. Якорь двигателя через червячную пару вращает эксцентриковый валик. Шатун посажен верхней головкой на этот валик, а нижней связан с пальцем рычага верхнего ножа. Нижний нож крепится к скобе.
В процессе работы шатун, совершая возвратно-по-ступательные движения и заставляя качаться ножевой рычаг с верхним ножом, производит резку металла. Зазор между ножами регулируется перемещением скобы в картере ножевой головки. Величина зазора устанавливается в зависимости от толщины разрезаемого металла. Для удобства работы ножницы можно подвешивать или поддерживать за верхнюю рукоятку. Производительность электроножниц марки И-31 до 3 м/мин.
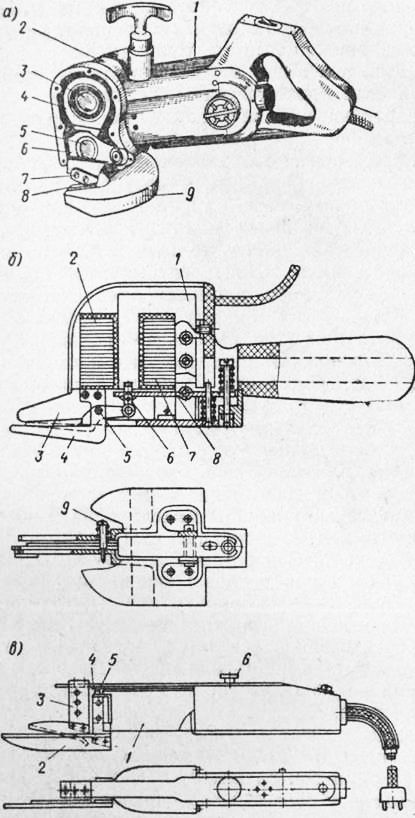
Рис. 5. Ручные ножницы электрического действия И-31 (а); электромагнитные вибрационные ножницы конструкции Г. Е. Моргунова (б)\ электромагнитные ножницы конструкции Л. М. Сытых и В. А. Овчинникова (в)
На Коломенском заводе текстильного машиностроения по предложению Г. Е. Моргунова изготовлены и внедрены в производство ручные электромагнитные вибрационные ножницы для разрезания тонких металлических листов толщиной 0,5—1,5 мм. Ножницы представляют собой электромагнит с катушкой и якорем, смонтированными внутри корпуса на основании. К тому же основанию крепится неподвижный нож, а на оси — подвижный нож. Правое плечо ножа прикреплено с помощью серьги к якорю электромагнита. Пружина прижимает ножи один к другому.
Ножи изготовлены из стали марки У8А. Электромагнитные ножницы работают по принципу обычных ножниц. Они легки, компактны и удобны в работе.
Для вырезки картонных прокладок применяются электромагнитные ножницы модели ВЭН -0 конструкции Jl. М. Сытых и В. А. Овчинникова. Принцип их работы аналогичен рассмотренному выше. К сердечнику катушки прикреплен неподвижный нож, а подвижный нож — к вибрирующему якорю. Ножницы приводятся в действие нажимом включателя. Изменение скорости резания регулируется винтом. Ножницы включаются в сеть напряжением 220 В, а если катушка рассчитана на 36 В, то включение производится через трансформатор.
Ножницы имеют высокую скорость резания (до 3 м/мин) и малый вес — 350 г. Небольшая длина реза (3 мм) за один ход позволяет использовать их при вырезке прокладок сложной конфигурации.
Пневматические ножницы предназначены для разрезания листов толщиной до 1,5 мм. Они имеют небольшие размеры и вес (1,5 кг), поэтому их удобно применять при слесарных и сборочных работах и вообще во всех случаях, когда нельзя использовать стационарные ножницы.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки.
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки.
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц.
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 2, б), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.
На рис. 2, в, г показаны приемы работы ножницами.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые нотницы отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 3, в).
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые нотницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 4). Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой.
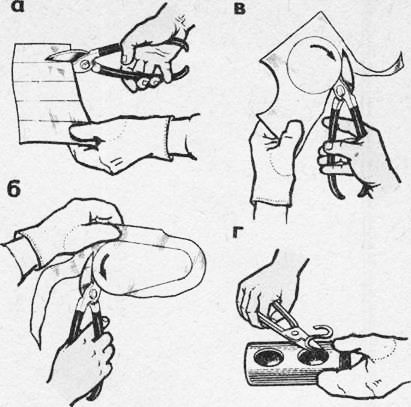
Рис. 2. Работа ножницами: а — положение руки на рукоятке при резании ножницами, б — с прямыми лезвиями, в — с криволинейными лезвиями, г — вырезание внутреннего криволинейного контура
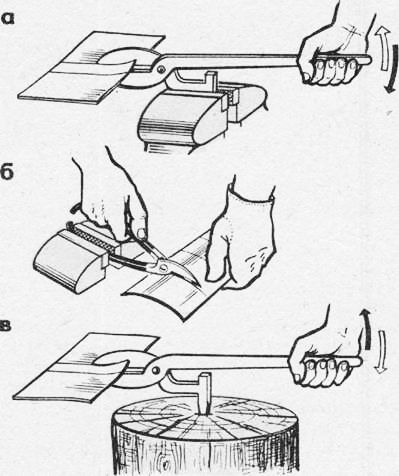
Рис. 3. Ножницы: а — стуловые, закрепленные в тисках, б — ручные, закрепленные в тисках, в — стуловые на деревянном основании
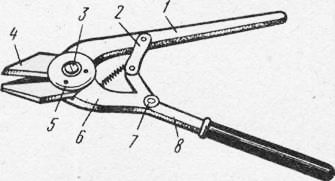
Второе плечо рычага, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром, или собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (пилек). во втулках одного из дисков имеется наоезка (несколько ниток), которая предохраняет резьбу болтов при об -резке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Рычажные ножницы (рис. 5) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HR.C 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист так, чтобы левая рука удерживала его в горизонтальном положении, а линия среза находилась в поле зрения и совпала с лезвием верхнего ножа. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Маховые ножницы широко используются для разрезки листового металла толщиной 1,5 —2,5 мм с пределом прочности 450 — 500 МПа (45 — 50 кгс/мм2) (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину и стол, В стол встроен нижний неподвижный нож, а верхний подвижный нож с криволинейной режущей кромкой закреплен в ножедержателе. Верхний подвижный нож имеет противовес, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист во время разрезания плотно прижимают боковой кромкой к упору, а другой кромкой — к пружинному упору. После этого поворотом рукоятки от себя лист плотно прижимают сверху прижимной планкой и, опуская верхний нос с ноже-держателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор. Перестановка упора осуществляется с помощью рукоятки.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листов размерами 1000 — 3200 мм, реже полосовой прокат, а также листовые неметаллические материалы.
Читайте также: