Какое масло заливать в токарный станок по металлу 16к20
Станок находиться в не отапливаемом помещении из-за чего масло густеет и требуется по 1,5 часа на его прогревание до нужной вязкости. Подскажите какой более устойчивый к замерзанию синтетический аналог этого масла можно залить? В паспорте станка 16К20 указано масло И20 для смазывания передней бабки, и коробки подач. Сделать нормальное отопление пока нету возможности
Смотря какой " мороз " в помещении .Можно попробовать разбавить соляркой . Не больше 10 - 15 %солярки от общего количества масла.
В токарный станок заливают следующие марки индустриальных масел без присадок: И-5A – используется для смазывания механизмов и узлов, работающих на высокой скорости под небольшой нагрузкой, не требующих особых антиокислительных и антикоррозийных свойств смазывающего состава. При 40°С имеет кинетическую вязкость 6-8 мм2/c и температуру вспышки от 120°С. В металлорежущих станках применяется для смазывания высокоскоростных шпиндельных узлов. Можно заменить марками И-8А, ИЛС-5. И-8A – аналогичная предыдущей марка. При 40°С имеют кинетическую вязкость 9-11 мм2/c и воспламеняется от 130°С. Можно заменить марками И-5А, ИЛС-10, ИЛС-5. И-20А – используется для смазывания узлов, работающих на меньших скоростях и больших нагрузках, например, направляющих скольжения и качения, зубчатых передач. Вязкость 29-35 мм2/c и температуру вспышки от 180°С. Можно заменить маркой ИГП-18 или другим близким по показателю вязкости. И-30А – в токарном оборудовании преимущественно используется для смазывания фартука, ходовых валов, салазок, резцедержателя, сменных шестерней. Вязкость 41-51 мм2/c и воспламенение происходит от 200°С. Можно заменить маркой ИГП-30 или близкими по показателям вязкости. И-40А – Применяется для смазывания зубчатых передач. Вязкость 61-75 мм2/c и температура вспышки от 200°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости. И-50А — вязкость 90-110 мм2/c и температура вспышки от 215°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости.
Добавочка, соляра должна быть зимней! Иначе, парафин будет.
И от себя, можно разбавить хоть пополам, хоть больше гидравлическим.
Например АТФ, используется в машинах гидроусилитель, гидроподъем кабины, автоматические коробки передач (В Рено Магнум 16 литров а АКПП. ).
Оно до минус 30 работает.
Иванов Оракул (62637) !РыбаschOK, на заправке. Думаешь везде зимняя? Я столько повидал л5тней в разгар зимы. Даже на приличных заправках легко могут зимнюю бабахнуть в летнюю, оставшуюся. Какая она получится в итоге? И еще диз топливо есть в канистрах, в запасе, в баке оставшаяся с лета.
Дмитрий Еблахеев, включи станок перед работой на час на холостом ходу и прогрей и не писди что он не работает - в военное время они работали в поле в 45 гр мороза- и никто не плакал - просто боялись получить писды и пулю в затылок
Кругом 500 Мыслитель (6438) Фурсов Юрий, "бабку" горячим воздухом обдуть.. Масло точно разжижение получит..))
Отопление нужно хотя бы примитивное. В справочнике токаря чёрным по белому написано: Точные измерения деталей и заготовок необходимо выполнять при температуре 20 градусов Цельсия. Температура-ещё тот параметр
Какое масло заливать в токарный станок: описание, виде уроки
Ресурс работы токарного оборудования во многом зависит от надлежащего функционирования смазочной системы узлов, поверхность которых пребывает в постоянном трении друг о друга. Своевременное смазывание продлевает работоспособность станков, снижает их потребляемую мощность, уменьшает нагрузку на детали, сокращает их износ. Кроме того, использование качественных смазочных материалов положительно влияет на качество точения, КПД, позволяет поддерживать температуру агрегатов в заданном спектре. Решающими являются такие факторы, как исправность системы и выбор подходящего масла.
Системы смазки узлов токарного станка
В основе работы смазочных устройств, доставляющих масло в требуемую точку, лежат простейшие законы физики:
- Сила тяжести, позволяющая перетекать маслу к месту трения самостоятельно
- Капиллярные силы, которые посредством пористых втулок и фитилей поднимают смазывающее вещество на определенную высоту.
- Сила вязкого трения, образующаяся между поверхностью и самим материалом для смазки, предотвращает стекание последнего вниз.
- Давление. Используется в ручных смазочных системах, вроде поршневых насосов и масленок.
- Центробежные силы, заставляющие масло поступать под давлением к поверхностям.
- Инерция. За счет захвата жидкости вращающимися элементами станка, разбрасывает ее частицы.
- Разница давлений, создающая самовсасывание масла посредством самих механизмов.
Способы смазки токарного станка
1. Периодическая ручная смазка – производится через закрытые при работе станка технологические отверстия. Для ее выполнения используется шприц или масленка. Для доставки жидкости в труднодоступные места применяется поршневой ручной насос.
2. Капельный или фитильный способ – производится посредством капельных или фитильных масленок путем заполнения специальных емкостей. Из последних смазка непрерывно подается на поверхность деталей за счет капиллярных сил.
3. Циркуляционная смазка – производится посредством работы гидронасоса, который подает масло под давлением прямо к деталям. Жидкость стекает естественным образом. Количество подаваемой смазки регулируется специальными устройствами.
4. Картерный способ – производится посредством разбрызгивания масла быстродвижущейся крыльчаткой или погруженной в смазывающее вещество шестерней, соединенной с вращающимися деталями оборудования.
5. Комбинированная смазка – применяется в тех случаях, когда перечисленные способы по отдельности не могут обеспечить оптимальное смазывание механизмов и деталей.
Масло в токарном станке выполняет следующие функции:
- Защищает от износа механизмы и детали;
- Выводит из рабочей зоны продукты износа;
- Отводит тепло;
- Снижает коэффициент трения.
Виды масел для металлообрабатывающих станков
При обслуживании оборудования для токарной обработки металла, используются так называемое индустриальное масло – дистиллятный нефтепродукт с малой или средней вязкостью. Характерными для него условиями применения являются умеренное давление и тепловой режим, а купить его можно у любого производителя. Главное – соответствие ГОСТу.
Качественное индустриальное масло для смазки станков обладает следующими характеристиками:
- Не образует пену;
- Не образует с продуктами износа стойких эмульсий;
- Устойчиво к повышенной температуре;
- Имеет высокие диспергирующие и моющие свойства;
- Обладает стабильным химическим составом.
Для индустриальных масел определяющими являются характеристики:
- Плотность – в большей степени влияет на свойства масел для гидравлических систем. Передающие качества уменьшаются при снижении именно плотности жидкости.
- Вязкость – параметр, который оказывает прямое влияние на качество смазки. Является важнейшим при выборе смазочной жидкости для токарного оборудования. Зависит от условий эксплуатации, в частности, от температуры. Чем выше последний показатель, тем ниже вязкость.
- Температура вспышки – влияет на расход масла и угар. По сути является температурой воспламенения жидкости.
- Температура застывания – учитывается при хранении жидкости и ее переливе.
- Зольность – степень очистки. Чем ниже этот показатель, тем лучше масло очищено.
- Кислотное число и содержание серы – степень очистки от кислот и серы.
Чтобы быть уверенным, какое масло лить в конкретный токарный станок, его выбор делается исходя из рекомендаций производителя, которые обязательно указаны в инструкции по эксплуатации.
Индустриальные масла для смазывания токарных и сверлильных станков делятся на:
- И – без присадок;
- ИГП (легированные) – с присадками.
В токарный станок заливают следующие марки индустриальных масел без присадок:
- И-5A – используется для смазывания механизмов и узлов, работающих на высокой скорости под небольшой нагрузкой, не требующих особых антиокислительных и антикоррозийных свойств смазывающего состава. При 40°С имеет кинетическую вязкость 6-8 мм2/c и температуру вспышки от 120°С. В металлорежущих станках применяется для смазывания высокоскоростных шпиндельных узлов. Можно заменить марками И-8А, ИЛС-5.
- И-8A – аналогичная предыдущей марка. При 40°С имеют кинетическую вязкость 9-11 мм2/c и воспламеняется от 130°С. Можно заменить марками И-5А, ИЛС-10, ИЛС-5.
- И-20А – используется для смазывания узлов, работающих на меньших скоростях и больших нагрузках, например, направляющих скольжения и качения, зубчатых передач. Вязкость 29-35 мм2/c и температуру вспышки от 180°С. Можно заменить маркой ИГП-18 или другим близким по показателю вязкости.
- И-30А – в токарном оборудовании преимущественно используется для смазывания фартука, ходовых валов, салазок, резцедержателя, сменных шестерней. Вязкость 41-51 мм2/c и воспламенение происходит от 200°С. Можно заменить маркой ИГП-30 или близкими по показателям вязкости.
- И-40А – Применяется для смазывания зубчатых передач. Вязкость 61-75 мм2/c и температура вспышки от 200°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости.
- И-50А — вязкость 90-110 мм2/c и температура вспышки от 215°С. Можно заменить маркой ИГП-38 или близкими по показателям вязкости.
1. Обслуживание системы смазки станка токарем заключается в ежедневной проверке уровня масла в резервуаре до начала токарных работ. При необходимости жидкость доливается. При замене слив осуществляется через пробку. Перед заполнением резервуара, последний очищается и промывается керосином.
2. Механизм фартука имеет автоматическую систему смазки с индивидуальным насосом. Уровень заливаемого масла контролируется по маслоуказателю, расположенному, как правило, с лицевой стороны. Поперечные салазки и каретка смазываются в начале и середине смены до появления на направляющих масляной пленки. Смазка опорных втулок ходового винта и направляющих при винторезных работах производится при включенной маточной гайке.
3. Задняя бабка, ходовой винт и опоры вала смазываются фитилями из резервуаров. В последние масло необходимо лить до вытекания. Смазка конусной оси резцедержателя выполняется ежедневно по окончанию смены. При этом резцовая головка снимается.
4. Все остальные точки, за исключением сменных шестерней и оси промежуточной шестерни, смазываются вручную масленкой, которая должна поставляться вместе со станком.
5. Для обеспечения продолжительной работы станка и точности точения, за смазкой трущихся деталей токарь ведет постоянное наблюдение. Все смазочные отверстия, масленки и трубки, которые подводят к точкам смазки масло, должны быть чистыми и закрыты крышками.
Индустриальное масло не является смазочно-охлаждающей жидкостью. Поэтому его использование для смазывания режущего инструмента недопустимо. Для этого применяется специальная СОЖ – эмульсионный смазывающий состав на основе воды и масла с различными противозадирными и противоизносными присадками.
Приобрести масло можно в пластиковой или металлической таре объемом 5, 10, 18 и 20 л, а также в бочках объемом 200 л и 216,5 л. Для владельцев цехов с токарным оборудованием выгоднее единожды купить смазку по оптовой цене, которая на порядок ниже розничной.
Токарный станок 16к20: описание, характеристики, видео
Токарно-винторезный станок 16К20, выпускаемый еще во времена СССР, являлся одним из самых часто встречающихся на многих предприятиях. Причина его огромной популярности – универсальность металлорежущего оборудования и высокие эксплуатационные характеристики. С помощью данного агрегата можно производить множество различных операций. В наши дни такое оборудование и его аналоги больше не выпускаются, а приобрести можно лишь единичные б/у экземпляры по сравнительно невысокой цене.
Назначение и список функций станка
Токарно-винторезный станок служит для обработки как простых поверхностей заготовок, так и сложных. Также он используется для нарезания резьбы. Точение торцов деталей осуществляется посредством различных метчиков, разверток, плашек, сверел, резцов или зенкеров.
Токарный станок 16К20 предоставляет возможность осуществлять обработку деталей как из холоднокатаного, так и горячекатаного проката. Несмотря на то, что характеристики агрегата не позволяют ему выполнять все функции фрезерного оборудования, на нем можно производить немало других операций.
Основными функциями, которые выполняет станок модели 16К20, являются:
- нарезка питчевой, метрической, дюймовой или модульной резьбы;
- выполнение отверстий;
- расточка заготовок;
- обточка;
- сверление осевых отверстий;
- подрезание торцов изделий;
- зенкерование;
- развертывание деталей.
Технические параметры оборудования позволяют точить на нем заготовки массой до 1300 кг (при условии их обработки в центрах) и длиной до двух метров.
Благодаря своим возможностям, 16К20 позволяет производить нарезку практически любой резьбы. Так, питчевую и модульную можно изготовить с шагом, варьирующимся в диапазоне 0,5-56, метрическую с шагом от 0,5 до 112 мм, дюймовую – 0,5-112 ниток на 1 дюйм.
Агрегаты данного типа широко применяют в инструментальных цехах для проведения чистовой или получистовой обработки изделий, в штучном производстве и для изготовления небольших партий одинаковых деталей. Для многих малых предприятий этот вариант наиболее оптимален. Цена, по которой можно купить станок, существенно ниже стоимости современного оборудования.
Технические характеристики и отличительные особенности
Подробное описание всех параметров, которыми обладает токарно-винторезный станок, указано в паспорте к оборудованию.
Главные характеристики этой модели и ее аналогов следующие:
- Класс точности обработки поверхности – Н;
- Допустимый наибольший диаметральный размер детали, располагаемой над суппортом, составляет 22 см, а над выемкой – 31 см;
- Диаметр заготовки, размещаемой над станиной, не должен превышать 40 см;
- Наибольший вес обрабатываемой детали, которую можно зажать в патроне, составляет 300 кг;
- Внутренний шпиндельный конус выполнен по типу Морзе 6 М80;
- Межцентровое расстояние станка составляет 1 метр;
- Диапазон частот при прямом вращении шпинделя – 12,5 – 2000 оборотов за минуту;
- Частоты при обратном вращении изменяются в пределах от 19 до 2420 об./мин.;
- Число ступеней прямого шпиндельного вращения составляет 23, обратного – 12;
- Максимальная величина сечений используемых резцов – 25 мм;
- Крутящий момент может достигать 2 кН*м;
- Скорость быстрых перемещений: поперечных – 1,9 метров в минуту, продольных – 3,8 метров в минуту;
- Величина допустимых смещений корпуса в поперечном направлении варьируется в пределах ±15 мм;
- Максимальная величина выдвижения пиноли – 200 мм;
- Мощность привода, отвечающего за движение суппорта – 0,75 или 1,1 кВт;
- Мощность охлаждающего насоса – 0,12 кВт;
- Мощность электродвигателя токарного станка зависит от конкретной модификации и составляет 10 или 11 кВт;
- Масса оборудования в полной комплектации – 3,5 тонны;
- Размеры 2 800/3 200х1150 х1325 мм.
16К20 способен обеспечить достаточно высокую точность обработки заготовок. Так, отклонение от конусности на 300 мм длины детали не превышает 20 мкм, цилиндричности – не больше 7 мкм.
Приведем некоторые особенности, которыми обладает данный токарно-винторезный станок:
- Монолитное массивное основание, обеспечивающее жесткую фиксацию расположенной на нем станины.
- Надежные направляющие, позволяющие производить перемещения подвижной бабки и суппорта с высочайшей степенью точности.
- Возможность закрепления обрабатываемой детали как методом зажима на центрах, так и при помощи патрона.
- Возможность получения 4 рядов числовых оборотов шпинделя благодаря особому механизму, которым оснащена передняя бабка;
- Использование в конструкции исключительно высококачественных подшипников качения обеспечивает полное отсутствие биений и, соответственно, точнейшую настройку шпинделя без необходимости каких-либо дополнительных манипуляций с оборудованием во время работы.
- Наличие функции экстренного выключения суппорта, ряда блокировок и ограждений для безопасности обслуживающего персонала.
- Особая конструкция держателя позволяет закреплять резец максимально надежно.
- Коробка передач имеет жесткую связь с валом передней бабки благодаря наличию зубчатых колес. Это предоставляет возможность точного перемещения суппорта.
- Наличие на станке специальной линейки, по которой контроль за точностью передвижения режущего инструмента может осуществляться оператором в режиме реального времени.
Чтобы понять, как устроен токарный станок и принцип его работы, достаточно посмотреть фото, видео, а также ознакомиться с данными паспорта и кинематической схемой.
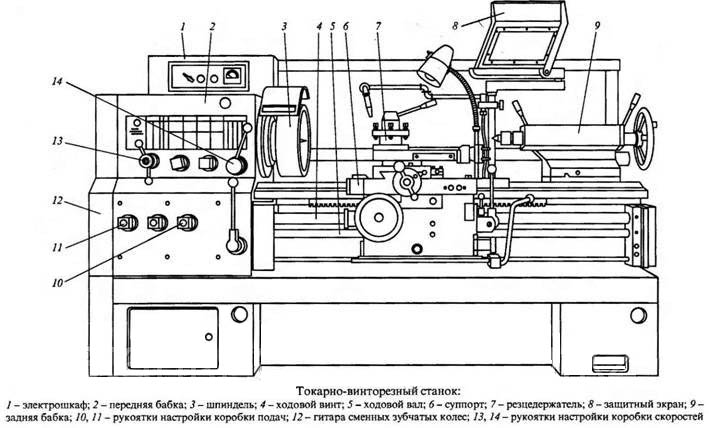
Основными элементами конструкции являются:
- Электропривод.
- Клиноременная передача.
- Коробка скоростей.
- Шпиндель, оснащенный кулачковым патроном для надежного крепления и центрирования заготовки перед началом ее обработки. Благодаря наличию реверса направление вращения можно изменять соответствующим переключателем, расположенным на панели управления.
- Станина.
- Система подачи охлаждающей и смазывающей жидкости.
Задняя бабка нужна для фиксации в ее пиноли сверел, центров или разверток. Она перемещается по направляющим и фиксируется на необходимом для обработки заготовки расстоянии в зависимости от ее размеров.
Суппорт станка служит для крепления рабочего инструмента в резцедержателе и его передвижения по горизонтали. Фартук с суппортом перемещаются посредством вращения ходового винта. Имеется возможность изменять угол поворота резца относительно обрабатываемой детали.
Агрегат очень прост в обслуживании и эксплуатации. Запуск станка осуществляется одним нажатием кнопки. Располагающиеся на корпусе оборудования рукоятки позволяют токарю выполнять ряд задач:
- управлять ходовым винтом;
- контролировать работу муфты;
- передвигать салазки с кареткой в нужном направлении;
- устанавливать параметры подачи;
- закреплять пиноль;
- выбирать тип резьбы и задавать ее шаг;
- управлять изменением направления подачи и вращения для нарезки резьбы;
- выставлять нужную частоту оборотов шпинделя;
- при прямом выполнении резьбы выключать коробку подач;
- запускать вводный выключатель, работающий в автоматическом режиме;
- устанавливать, по какому режиму должна нарезаться резьба в соответствии с особыми указаниями в конструкторской документации;
- осуществлять практически моментальные передвижения суппортом;
- управлять работой насосного оборудования, подающего жидкость для охлаждения.
Существует возможность использования на данном станке специального люнета, не позволяющего заготовке прогибаться в процессе работы, а также способствующего ее фиксации. Таким образом удается достичь повышенной точности при обработке детали, что особенно важно на чистовых проходах.
В связи с тем, что данное токарное оборудование универсально, надежно и на нем можно выполнять огромное количество операций, аналоги модели 16К20 после прекращения ее производства выпускались под различными наименованиями на многих заводах, в том числе за рубежом. Среди них были модели МК6058, 16ВТ20, 16Б16А и ряд других. Благодаря столь многочисленным аналогам и унификации большинства деталей купить запасные части или оснастку для станка не представляет большой сложности.
Станок 16К20 по сравнению со другими схожими агрегатами, выпускаемыми в СССР, позволяет производить высокоточную обработку, отличается легкостью эксплуатации и надежностью.
Из основных плюсов, которые имеет токарный станок, можно выделить следующие:
- мощный двигатель;
- наличие дополнительного асинхронного электрического привода, способствующего быстрому перемещению суппорта при точении и выполнении других операций;
- высочайшая производительность;
- способность противостоять нагрузкам при вибрации;
- возможность работы в широком диапазоне величин скоростей и подач;
- высокие эксплуатационные показатели подшипников и особую прочность всех цепей, составляющих кинематическую схему токарного оборудования;
- наличие плавких вставок и теплового реле, обеспечивающих надежную защиту агрегата от продолжительных перегрузок и коротких замыканий;
- возможность обработки металлических заготовок с повышенной точностью, что достигается с применением в конструкции уникальных подшипников, нивелирующих любые перегрузки;
- способность задней балки передвигаться в поперечном направлении, что позволяет токарю производить качественную обработку конусов;
- наличие сменного комплекта зубчатых колес, обеспечивающих перемещения коробки подач.
Из минусов можно отметить достаточно кропотливый процесс наладки и настройки, а также невозможность эксплуатации оборудования в запыленных помещениях и при температуре воздуха ниже 10°С.
Правила эксплуатации 16к20
Как и любое другое промышленное оборудование, токарно-винторезный станок 16К20 нуждается в плановых осмотрах и ремонтах, которые осуществляются с заданной периодичностью в соответствии со специальным графиком. Советы по частоте проведения данных мероприятий можно найти в паспорте агрегата. При этом важно учитывать, в каком режиме работает кинематическая схема.
В соответствии с рекомендациями изготовителя станок необходимо периодически подвергать таким видам ремонтов, как:
- Осмотр, осуществляемый токарем визуально каждый раз при приемке смены. При этом проверяется наличие видимых поверхностных дефектов без разборки узлов агрегата.
- Малый ремонт, состоящий из разбора коробки передач, фартука и шпиндельной бабки. При этом производится очистка элементов от грязи с последующим нанесением смазки, а также осуществляется контроль за состоянием зазоров между подвижными частями.
- Средний, отличающийся от предыдущего заменой неисправных комплектующих.
- Капитальный ремонт. В этом случае производится полная разборка агрегата со сменой всех элементов конструкции, имеющих те или иные дефекты. Кроме того, осуществляется проверка исправности охлаждения токарно-винторезного станка. По окончании данных процедур оборудование прогоняют на холостом ходу, проверяя его работоспособность.
Купить токарно-винторезный станок этой модели или один из многочисленных аналогов, имеющих схожие характеристики, можно только б/у, ознакомившись с предложениями на различных площадках.
Какое масло заливается в токарный станок 16к20


Системы смазки токарных станков, как выбрать необходимое смазочное масло. А также краткие советы по уходу за токарным оборудованием.
С XVIII века мастера используют токарные станки для обработки металлических заготовок. С течением времени механизмы усложнялись и на сегодняшний день многие устройства — это сложные приборы с автоматизированной системой работы, в которых используется числовое программное управление (ЧПУ).
Залог точной работы станка — правильное техническое обслуживание (смазка, смена пришедших в негодность деталей, чистка от стружки).
Нельзя переоценить значимость смазывания станков — это одна из основополагающих вещей в долговечности оборудования. Необходимо своевременно и грамотно подходить к этому вопросу. Благодаря верному выбору смазки станок прослужит долгие годы и будет радовать владельца коэффициентом полезного действия.
Какие бывают системы смазки токарных станков:
Сам процесс разделяется на автоматический и ручной.
Системы смазки токарных станков:
- Капельный способ — используется маслёнка.
- Сильное распыление жидкости, в результате чего получается туман из масла и воздуха.
- Самотёком из маслёнки, отличие от первого способа — масло не капает, а непрерывно льётся на все трущееся пары
- Смазывание каждой трущейся пары отдельно, поочередно.
- Для подачи смазки используется насос, пресс-маслёнка или схожие устройства
- Разбрызгивание. Применяется для смазывания деталей, выходящих над уровнем масляной жидкости.
- При использовании фитильной маслёнки
- Одно устройство осуществляет централизованную смазку на нескольких узлах
- Циркулирующая система смазки станка — одно масло подается несколько циклов подряд, благодаря системе возврата
- Комбинирование — использование разных способов смазки в одном процессе.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
- перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
- каждые две недели чистить линейные направляющие и чиллер, менять воду;
- при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Как выбрать масло для смазки токарного станка
Как правило, в техобслуживании токарного оборудования применяют индустриальное масло. Оно повсеместно есть в продаже (важно только подобрать вариант, соответствующий ГОСТ), работают в условиях умеренной температуры и давления. В процессе работы не пенится, не образует эмульсии с продуктами износа (пыль, стружка). Обладает отличными моющими и диспергирующими характеристиками, а также достаточно стабильным химическим составом.
На какие характеристики обращают внимание при выборе вида индустриального масла:
- Плотность. Чем она ниже, тем ниже будут передающие качества смазочного материала.
- Вязкость. Один из главных параметров качества – пожалуй, даже важнейший. Вязкость сильно зависит от условий эксплуатации, особенно от температурного режима.
- Температура застывания. Важно знать этот параметр для правильного хранения и транспортировки состава.
- Температура воспламенения (вспышки) – показатель влияет на выделение угарного газа, а также расход смазки.
- Процентное содержание серы и кислоты.
- Степень очистки от посторонних примесей и зол.
- Без присадок (И) или с присадками (ИГП, легированные).
Приведем в пример шестерёночные передачи — для них подходит масло со средней вязкостью. В то время как направляющим, обладающим малой скоростью перемещения — необходим повышенная вязкость продукта.
Производитель любого станка указывает в инструкции, какую именно смазку лучше всего использовать. Поэтому оптимальный путь решения – это следовать его рекомендациям.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Советы по уходу за токарным станком

Чтобы станок работал долго и без сбоев — соблюдайте следующие правила:
- До начала работы токарю необходимо:
— Осмотреть общее состояние станка, проверить включение;
— Сначала включить станок на малых оборотах, чтобы проверить наличие отличных от нормы шумов, оценить звук коробки скоростей, работу шестеренчатого насоса;
— Провести осмотр направляющих станин на наличие механических повреждений;
— Проверить каретку суппорта, исправность освещения, насос подачи СОЖ, заземление, предохранительный блок.
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель, например, OILCOOL XR. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
В заключение статьи, предлагаем посмотреть видеоурок о правилах технического обслуживания токарного станка:
Масло веретенное (веретенка): ГОСТы 20799-88 и 1642-75
Главное преимущество веретенки состоит в том, что она сохраняет эксплуатационные свойства в температурном диапазоне от -35°С до +100°С.
Веретенные масла марки А, которые производят по ГОСТ 20799-88, используются в качестве смазочных материалов и гидравлических жидкостей для машин и механизмов, работающих с малой и средней нагрузкой, в щадящих условиях (при рабочих температурах до +60°С, отсутствии контакта с агрессивными средами). Сферу их применения легко определить, если воспользоваться соответствующим обозначением по ГОСТ 17479.4-87:
подшипников, втулок шпинделей и т.д. с частотой вращения до 5 тыс. об/мин.
Рабочая жидкость для объемных гидроприводов станочного оборудования, строительно-дорожной техники при температурах до -5°С.
Рабочая жидкость для легконагруженных объемных гидроприводов станочного оборудования, строительно-дорожной техники при температурах до -20°С.
Смазка для легко- и средненагруженных зубчатых передач, направляющих качения и скольжения станочного оборудования.
Смазка для легко- и средненагруженных зубчатых передач, направляющих качения и скольжения.
Смазка для тихоходных, тяжелонагруженных машин и механизмов.
Для применения в гидросистемах дорожной и строительной техники, других специальных целей используется легированная веретенка марки АУ, состав и технические характеристики которой регламентирует ОСТ 38.01412—86 (действует вместо отмененного ГОСТ 1642-75). Благодаря глубокой депарафинизации она не застывает при температурах до -45С.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
- их типа;
- расположения в пространстве;
- материала трущихся поверхностей;
- диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
На производстве техобслуживание оборудования принято делить на:
текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Читайте также: