Какие инструменты для резания заготовок из тонколистового металла
§ 19. Резание и зачистка заготовок из тонколистового металла и искусственных материалов
Приёмы работы с тонколистовыми металлами и пластмассами сходны. Мы будем их рассматривать на примере работы с металлами. Заготовка размечена. Теперь её можно разрезать, вырезать.
Для резания тонколистового металла в учебных мастерских применяют слесарные ножницы или ножницы по металлу (рис. 1). Основными инструментами для разрезания стальных листов толщиной 0,5–1 мм или листов из цветных металлов толщиной до 1,5 мм являются ручные слесарные ножницы.
Рис. 1. Слесарные ножницы: 1 – ручки; 2 – лезвия; 3 – винт;
ножницы по металлу
Слесарные ножницы состоят из двух половинок. Половинки соединены между собой осью (винтом), с помощью которого регулируется зазор между ними. Каждая половинка состоит из ножа и ручки. Ножницы должны быть заточены и отрегулированы, чтобы они резали, а не сминали металл.
Резать заготовку из жести толщиной 0,2. 0,3 мм (материал консервных банок) можно на слесарном верстаке, удерживая её левой рукой (рис. 2). Во время резания лист немного приподнимают над столом и постоянно прижимают к лезвиям ножниц. При этом лезвия нельзя сводить до конца .

Рис. 2. Резание заготовки из жести на столе верстака
При резании по прямой линии лезвие инструмента направляют точно по линии разметки. Если из металлической пластины нужно получить круг (рис. 3, а), то режут по внешнему контуру, отступив от линии разметки примерно 1 мм. Полученный припуск затем убирают при зачистке.

Рис. 3. Вырезание круга (а) и отверстия (б): 1 – слесарные ножницы; 2 – заготовка; 3 – технологическое отверстие
Если в заготовке необходимо выполнить круглое отверстие (рис. 3, б), то предварительно просверливают внутри размеченного круга небольшое (технологическое) отверстие для ножниц. Затем режут ножницами, отступив от линии разметки внутрь круга 1 мм.
Удобнее и легче резать заготовку, если одну ручку ножниц закрепить в тисках (рис. 4).

Рис. 4. Резание тонколистового металла с закреплением ножниц в тисках
Когда заготовка из жести уже отрезана, её правят и зачищают острые кромки, получившиеся после разрезания.
Рычажные ножницы (рис. 5) (настольные, напольные) применяют для резки листовой стали и цветных металлов толщиной до 5 мм.

Рис. 5. Рычажные ножницы
Для повышения производительности труда, улучшения качества продукции и облегчения труда слесаря при резке листового металла применяют электрифициованные инструменты, приспособления и гильотинные станки (ножницы).
Электрифицированные ножницы (рис. 6) применяют для резки листовой стали и цветных металлов толщиной до 2 мм.

Рис. 6. Электрифицированные ножницы
На промышленных предприятиях листовой металл разрезают с помощью механических ножниц . На рисунке 7 показаны ручные гильотинные ножницы , которыми можно резать листовой металл толщиной от 0,3 до 40 мм и шириной 3 м. Заготовку 2 продвигают по столу 5 до упора, выдерживая необходимый размер в отрезаемой части заготовки. Прижимом 4 прижимают заготовку к столу, после чего с помощью специального механизма опускают вниз подвижный нож 1 и отрезают заготовку.

Рис. 7. Принцип действия гильотинных ножниц: 1 – подвижный нож; 2 – заготовка; 3 – неподвижный нож; 4 – прижим; 5 – стол
Гильотинные ножницы (рис. 8) применяют при резке листовых металлов толщиной от 0,8 до 12 мм способом прямолинейного раскроя.

Рис. 8. Процесс резки металлического листа на гильотинных ножницах (станке)
Пластмассу , например полиэтилен , толщиной до 1,2 . 1,3 мм можно резать обычными ножницами, большей толщины – лобзиком или ножовкой по металлу. Органическое стекло и гетинакс, как более хрупкие материалы, – также лобзиком и ножовкой. Пенопласт хорошо режется обыкновенным ножом.
Правила безопасной работы
- Работу необходимо выполнять хорошо подготовленным инструментом.
- Руки следует оберегать от порезов и заусенцев. На руку, удерживающую заготовку при резании, обязательно надо надевать брезентовую рукавицу; не держать эту руку близко к месту резания.
- Остерегаться острых кромок листовой заготовки.
- При резании жести надёжно закреплять в тисках ручку слесарных ножниц.
- Передавать слесарные ножницы и кусачки следует только ручками от себя.
- Во время работы и по её окончании следует убирать отходы, обрезки металла в специальный ящик.
Зачистка заготовок из тонколистового металла
После правки и резания заготовок из тонколистового металла требуется зачистка их острых кромок. Кроме того, на поверхностях стальных заготовок могут быть следы ржавчины, которые также необходимо зачистить.
Первоначальную зачистку выполняют напильником, затем шероховатости снимают шлифовальной шкуркой. При этом приёмы работы напильником и шкуркой такие же, как и при обработке заготовок из древесины (см. § 15).
Тонколистовую заготовку зачищают, положив её на крышку верстака или закрепив в тисках. При зачистке острых кромок на верстаке заготовку располагают таким образом, чтобы её кромка выступала над краем крышки верстака на 3. 5 мм (рис. 9, а). Движения напильником выполняют так, как показано на рисунке 9, б.

Рис. 9. Зачистка тонколистовой заготовки напильником: а – расположение заготовки; б – движения напильником
При закреплении заготовки в тисках обработку проводят вдоль кромки (рис. 10) или поперек неё (рис. 11).

Рис. 10. Зачистка тонколистовой заготовки вдоль кромки: 1 – тиски; 2 – заготовка; 3 – напильник; 4 – дощечки
Чтобы при обработке поперёк кромки тонколистовая заготовка не изгибалась, вместе с ней в тисках закрепляют небольшую дощечку (рис. 11, а) так, чтобы она находилась чуть ниже зачищаемой поверхности.

Рис. 11. Зачистка тонколистовой заготовки поперёк кромки: а – расположение подкладной дощечки; б – движение напильником: 1 – тиски; 2 – заготовка; 3 – дощечка; 4 – нагубники
Зачищают края заготовки движением напильника вперёд и вправо с небольшим нажимом на заготовку (рис. 11, б). При обратном ходе напильника нажим ослабляют. Левая рука не должна свисать с напильника, иначе её можно поранить. Чтобы обработка шла легче, напильник можно перемещать под углом 45. 60° к кромке заготовки (см. рис. 9, б).
При зачистке краёв заготовки, имеющей круглые отверстия или криволинейные поверхности, применяют напильник с полукруглым профилем (рис. 12).

Рис. 12. Зачистка криволинейной выемки напильником: 1 – тиски; 2 – заготовка; 3 – напильник; 4 – нагубники
Во время обработки кромок надо стараться не выйти за линию разметки.
После обработки напильником шероховатости зачищают шлифовальной шкуркой (наждачной бумагой), сначала крупнозернистой, а затем мелкозернистой.
Металлическую деталь небольшого размера можно зачищать, перемещая её по шлифовальной шкурке, которую закрепляют на подкладной доске (рис. 13).

Рис. 13. Шлифование мелкой детали: 1 – деталь; 2 – шлифовальная шкурка; 3 – подкладная доска
Если изделие имеет большую поверхность (например, жестяная коробка для мелких деталей), то шлифовальную шкурку обёртывают вокруг деревянного бруска (рис. 14) или применяют шлифовальную колодку.

Рис. 14. Зачистка больших поверхностей шлифовальной шкуркой: 1 – обрабатываемое изделие; 2 – деревянный брусок со шлифовальной шкуркой
На металлообрабатывающих предприятиях зачистку металлических деталей выполняют с помощью специальных ручных шлифовальных машинок, где небольшие шлифовальные круги вращаются с помощью электродвигателя или сжатого воздуха. Шлифование производят на шлифовальных станках различных типов.
Зачистку листовой заготовки из пластмассы выполняют так же, как и зачистку заготовок из тонколистового металла.
- Перед зачисткой деталь следует правильно и надёжно закрепить в тисках.
- Работать напильником только с прочно насаженной ручкой.
- Во время работы напильником не захватывать левой рукой его носок.
- Опилки и шлифовальную пыль нельзя сдувать, а следует удалять только специальной щёткой.
Знакомимся с профессиями
Резчик – специалист по резанию заготовок из металла, работающий в заготовительном производстве предприятия. Он хорошо разбирается в свойствах различных металлов и сплавов, знает устройство механических ножниц различных типов, умеет их обслуживать и налаживать. Может качественно нарезать заготовки по разметке или посредством настройки оборудования на нужный размер в соответствии с чертежом.
Шлифовщик – специалист по шлифованию заготовок. На металлообрабатывающих предприятиях он обслуживает и настраивает шлифовальные станки (плоскошлифовальные, круглошлифовальные и др.) для обработки металлических заготовок. Это – очень ответственная работа, требующая высокой точности, так как при шлифовании с поверхности заготовки снимается очень тонкий слой металла – сотые доли миллиметра. Шлифовщик квалифицированно выбирает соответствующий инструмент для обработки того или иного металла.
Практическая работа " Резание заготовок из тонколистового металла и искусственных материалов"
- Распределите обязанности в группе. Рассмотрите инструменты для резания заготовок из листового металла, пластмассы и подготовьте рабочее место для резания.
- Разрежьте размеченные ранее заготовки для хозяйственного совка, номерка для двери квартиры или подставки под паяльник.



Практическая работа " Зачистка деталей из тонколистового металла, проволоки, пластмассы"
- Подготовь рабочее место для зачистки детали, выбери напильник, шлифовальную шкурку.
- Зачисти напильником и шлифовальной шкуркой одно из изделий, выданных учителем
- Проверь качество зачистки изделия.
Новые слова и понятия
Слесарные ножницы, кусачки, резчик; механические ножницы, гильотинные ножницы. Зачистка, шлифовщик.
§ 24. Разметка заготовок из тонколистового металла, проволоки, пластмассы

Разметка — одна из важных и ответственных операций. От точности её выполнения зависит качество будущего изделия.
Рассмотрим последовательность разметки на примере детали «подставка под паяльник» (рис. 108, 109).
Рис. 108. Подставка под паяльник: а — технический рисунок; 6 — чертёж развёртки
Перед разметкой заготовку правят, очищают от пыли, загрязнений и следов ржавчины.
Сначала на расстоянии примерно 5. 8 мм от края заготовки чертилкой по линейке проводят базовую линию (рис. 109, 1), после чего по угольнику под углом 90° к ней проводят вторую линию (рис. 109, 2).

Рис. 109. Последовательность разметки детали из тонколистового металла (1-8)
При этом остриё чертилки плотно прижимают к линейке, а саму чертилку наклоняют в сторону движения. Линию проводят только один раз, иначе разметка будет неточной.
От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят чертилкой риску (рис. 109, 3). После этого на отложенной длине по угольнику проводят третью линию, перпендикулярную базовой (рис. 109, 4).
Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм), линию симметрии (25 мм от базовой линии) и проводят риски на расстоянии 10 мм от каждого угла заготовки (рис. 109, 5). Далее но линейке проводят намеченную линию контура и осевую .цинию (рис. 109, 6).
На осевой линии чертилкой отмечают одну риску на расстоянии 15 мм от второй линии и проводят вторую риску на расстоянии 190 мм от первой (рис. 109, 7).
Затем завершают работу, размечая внутренние углы (рис. 109, 8).
Если необходимо разметить несколько одинаковых деталей с криволинейными контурами (например, крючков для вешалки, показанных на рисунке 97, б), то применяют шаблоны — пластины-образцы, имеющие контуры детали (рис. 110). Шаблон прижимают к поверхности заготовки рукой или струбциной и обводят его чертилкой.

Рис. 110. Разметка деталей с помощью шаблона: 1 — заготовка (тонколистовой металл); 2 — шаблон; 3 — размеченные контуры деталей (крючков для вешалки)
Разметку окружности начинают с того, что в размеченный центр окружности ставят кернер. Лёгким ударом молотка по его бойку делают на поверхности заготовки неглубокую лунку (рис. 111, а). В лунку устанавливают ножку разметочного циркуля, заранее настроенного на необходимый радиус окружности, и второй ножкой очерчивают окружность. При проведении дуги циркуль слегка наклоняют в сторону движения, опираясь на ножку, которая находится в размеченной кернером лунке (рис. 111, б).

Рис. 111. Разметка окружности: а — накернивание центра окружности; б — проведение дуги
При разметке проволоки рассчитывают необходимую длину заготовки для выбранного изделия, правят заготовку, отмеряют на ней рассчитанную длину и наносят риску чертилкой.
Разметку на заготовке из пластмассы можно выполнять как карандашом, так и чертилкой.
- Перед разметкой проверять исправность разметочных инструментов.
- Выполнять разметку только после правки заготовок.
- Остерегаться острых кромок листовой заготовки и проволоки.
- Не класть чертилку и разметочный циркуль в карман рабочего халата.
- Передавать чертилку только кольцом от себя.
Знакомимся с профессиями
Слесарь-разметчик — это специалист по разметке заготовок из металла, который хорошо знает правила разметки, мастерски владеет разметочными инструментами. Он занимается ответственной работой, от которой зависит правильность изготовления изделий. Слесарь-инструментальщик — это специалист высшей квалификации, так как выполняет очень точную работу. Он изготовляет шаблоны, сложные приспособления для механической обработки и контроля деталей; выполняет точную подгонку деталей при изготовлении особо сложных изделий.
Практическая работа № 22
Разметка заготовок из металла и искусственных материалов
- Распределите обязанности в группе. Рассмотрите инструменты для разметки, ознакомьтесь с конструкцией разметочного циркуля. Запишите в рабочую тетрадь названия разметочных инструментов и их назначение.
- Рассмотрите выданный учителем чертёж детали из тонколистового металла, проволоки, пластмассы или чертёж детали своего проектного изделия, изготовляемого из того же материала.
- Выполните разметку на выбранной заготовке одной из деталей: подвеска, крючок, чертилка (см. рис. 97, а — в), корпус хозяйственного совка (см. рис. 98), номерок (см. рис. 103), подставка для книг (см. Приложение, рис. 176, а) или разметку детали своего проектного изделия.
Новые слова и понятия
Слесарный угольник, чертилка, разметочный циркуль, кер-нер, базовая линия, слесарь-разметчик, слесарь-инструмен-талыцик.
§ 25. Резание заготовок из тонколистового металла, проволоки и искусственных материалов
Заготовка размечена. Теперь её можно разрезать, вырезать.
Для резания тонколистового металла в учебных мастерских применяют слесарные ножницы (рис. 112) или ножницы по металлу (см. рис. 96, д). Ножницы должны быть заточены и отрегулированы, чтобы они резали, а не сминали металл.

Рис. 112. Слесарные ножницы: 1 — ручки; 2 — лезвия; 3 — винт
Резать заготовку из жести толщиной 0,2. 0,3 мм (материал консервных банок) можно на слесарном верстаке, удерживая её левой рукой (рис. 113). Во время резания лист немного приподнимают над столом и постоянно прижимают к лезвиям ножниц. При этом лезвия нельзя сводить до конца.
Рис. 113. Резание заготовки из жести на столе верстака
При резании по прямой линии лезвие инструмента направляют точно по линии разметки. Если из металлической пластины нужно получить круг (рис. 114, а), то режут по внешнему контуру, отступив от линии разметки примерно 1 мм. Полученный припуск затем убирают при зачистке.
Рис. 114. Вырезание круга (а) и отверстия (б): 1 — слесарные ножницы; 2 — заготовка; 3 — технологическое отверстие
Если в заготовке необходимо выполнить круглое отверстие (рис. 114, б), то предварительно просверливают внутри размеченного круга небольшое (технологическое) отверстие для ножниц. Затем режут ножницами, отступив от линии разметки внутрь круга 1 мм.
Удобнее и легче резать заготовку, если одну ручку ножниц закрепить в тисках (рис. 115).
Рис. 115. Резание тонколистового металла с закреплением ножниц в тисках Проволоку из мягкой стали, алюминия и меди диаметром до 3 мм отрезают кусачками (рис. 116) или плоскогубцами с помощью бокового паза (рис. 117).

Рис. 116. Резание проволоки кусачками
Если нужно отрезать небольшой кусок проволоки, то отрезаемую часть направляют в сторону защитной сетки верстака.

Рис. 117. Резание проволоки с помощью бокового паза плоскогубцев: 1 — плоскогубцы; 2 — проволока; 3 — боковые пазы
Когда заготовка из,жести или проволоки уже отрезана, её правят и зачищают острые кромки, получившиеся после разрезания.
На промышленных предприятиях листовой металл и прутки большого диаметра разрезают с помощью механических ножниц. На рисунке 118 показаны гильотинные ножницы, которыми можно резать листовой металл толщиной от 0,3 до 40 мм и шириной 3 м. Заготовку 2 продвигают по столу 5 до упора, выдерживая необходимый размер I отрезаемой части заготовки. Прижимом 4 прижимают заготовку к столу, после чего с помощью специального механизма опускают вниз подвижный нож 1 и отрезают заготовку.
Рис. 118. Принцип действия гильотинных ножниц: 1 — подвижный нож; 2 — заготовка; 3 — неподвижный нож; 4 — прижим; 5 — стол
Пластмассу, например полиэтилен, толщиной до 1,2. 1,3 мм можно резать обычными ножницами, большей толщины — лобзиком или ножовкой по металлу. Органическое стекло и гетинакс, как более хрупкие материалы, — также лобзиком и ножовкой. Пенопласт хорошо режется обыкновенным ножом.
- На руку, удерживающую заготовку при резании, обязательно надевать рукавицу; не держать эту руку близко к месту резания.
- Остерегаться острых кромок листовой заготовки и проволоки.
- При отрезании проволоки не подносить её близко к лицу.
- При резании жести надёжно закреплять в тисках ручку слесарных ножниц.
- Передавать слесарные ножницы и кусачки следует только ручками от себя.
Резчик — специалист по резанию заготовок из металла, работающий в заготовительном производстве предприятия. Он хорошо разбирается в свойствах различных металлов и сплавов, знает устройство механических ножниц различных типов, умеет их обслуживать и на лаживать. Может качественно нарезать заготовки по разметке или посредством настройки оборудования на нужный размер в соответствии с чертежом.
§ 26. Зачистка заготовок из тонколистового металла, проволоки, пластмассы
После правки и резания заготовок из тонколистового металла и проволоки требуется зачистка их острых кромок. Кроме того, на поверхностях стальных заготовок могут быть следы ржавчины, которые также необходимо зачистить.
Первоначальную зачистку выполняют напильником, затем шероховатости снимают шлифовальной шкуркой. При этом приёмы работы напильником и шкуркой такие же, как и при обработке заготовок из древесины (см. § 14).
Тонколистовую заготовку зачищают, положив её на крышку верстака или закрепив в тисках. При зачистке острых кромок на верстаке заготовку располагают таким образом, чтобы её кромка выступала над краем крышки верстака на 3. 5 мм (рис. 119, а). Движения напильником выполняют так, как показано на рисунке 119, б.
Рис. 119. Зачистка тонколистовой заготовки напильником: а — расположение заготовки; б — движения напильником
При закреплении заготовки в тисках обработку проводят вдоль кромки (рис. 120) или поперек неё (рис. 121).
Рис. 120. Зачистка тонколистовой заготовки вдоль кромки: 1 — тиски; 2 — заготовка; 3 — напильник; 4 — дощечки
Чтобы при обработке поперёк кромки тонколистовая заготовка не изгибалась, вместе с ней в тисках закрепляют небольшую дощечку (рис. 121, а) так, чтобы она находилась чуть ниже зачищаемой поверхности.
Рис. 121. Зачистка тонколистовой заготовки поперёк кромки: а — расположение подкладной дощечки; б — движение напильником: 1 — тиски; 2 — заготовка; 3 — дощечка; 4 — нагубники
Зачищают края заготовки движением напильника вперёд и вправо с небольшим нажимом на заготовку (рис. 121, б). При обратном ходе напильника нажим ослабляют. Левая рука не должна свисать с напильника, иначе её можно поранить. Чтобы обработка шла легче, напильник можно перемещать под углом 45. 60° к кромке заготовки (см. рис. 119, б).
При зачистке краёв заготовки, имеющей круглые отверстия или криволинейные поверхности, применяют напильник с полукруглым профилем (рис. 122).
Рис. 122. Зачистка криволинейной выемки напильником: 1 — тиски; 2 — заготовка; 3 — напильник; 4 — нагубники
Металлическую деталь небольшого размера можно зачищать, перемещая её по шлифовальной шкурке, которую закрепляют на подкладной доске (рис. 123).
Рис. 123. Шлифование мелкой детали: 1 — деталь; 2 — шлифовальная шкурка; 3 — подкладная доска
Если изделие имеет большую поверхность (например, жестяная коробка для мелких деталей), то шлифовальную шкурку обёртывают вокруг деревянного бруска (рис. 124) или применяют шлифовальную колодку (см. рис. 64).
Рис. 124. Зачистка больших поверхностей шлифовальной шкуркой: 1 — обрабатываемое изделие; 2 — деревянный брусок со шлифовальной шкуркой
Шлифовщик — специалист по шлифованию заготовок. На металлообрабатывающих предприятиях он обслуживает и настраивает шлифовальные станки (плоскошлифовальные, круглошлифовальные и др.) для обработки металлических заготовок. Это — очень ответственная работа, требующая высокой точности, так как при шлифовании с поверхности заготовки снимается очень тонкий слой металла — сотые доли миллиметра. Шлифовщик квалифицированно выбирает соответствующий инструмент для обработки того или иного металла.
Какие инструменты для резания заготовок из тонколистового металла
§ 18. Рабочее место для ручной обработки металлов. Правка и разметка заготовок из тонколистового металла.
§ 18. Рабочее место для ручной обработки металлов. Правка и разметка заготовок из тонколистового металла
Рабочее место
Вспомните, как организовано рабочее место ученика в классе. Почему высоту парты и стула необходимо подбирать в соответствии с ростом ученика? Подумайте, как связана организация рабочего места с профессией человека.
Как ты уже знаешь, детали из древесины удобно обрабатывать на столярном верстаке. Для обработки заготовок из металла также необходимо организовать подобное рабочее место.
Ручную обработку металлов называют слесарной . Рабочим местом для ручной обработки металлов в школьной мастерской является слесарный верстак — специально оборудованный стол (рис. 1).

Рис. 1. Слесарный верстак: 1 — основание; 2 — ящики для инструментов; 3 — тиски; 4 — крышка; 5 — защитная сетка
Он состоит из основания 1, крышки 4, на которой закреплены слесарные тиски 3 — приспособление для закрепления обрабатываемой заготовки или детали в нужном для работы положении . Верстак имеет ящики для инструментов 2 и защитную сетку 5. Иногда слесарные работы выполняют на универсальном верстаке, который одновременно является и слесарным, и столярным (рис. 2).

Рис. 2. Универсальный верстак: 1 — основание; 2 — сиденье; 3 — крышка; 4 — тиски; 5 — защитная сетка; 6 — подставка для технической документации
Кроме этого, на слесарном верстаке размещают различное съёмное оборудование, инструменты и приспособления.
Перед началом работы следует проверить, соответствует ли слесарный верстак твоему росту. Для этого нужно встать рядом с верстаком, опустив руки вниз, согнуть одну руку в локте под прямым углом и положить ладонь на верхнюю часть тисков. Если при этом рука не сгибается и не вытягивается, значит, высота верстака соответствует твоему росту (рис. 3). В противном случае нужно обратиться к учителю, и он отрегулирует высоту универсального верстака под рост ученика с помощью специального устройства, расположенного под крышкой.

Рис. 3. Соответствие верстака росту работающего
Для того чтобы обработать заготовку из металла, её закрепляют в слесарных тисках (рис. 4). Опорную плиту 1 тисков крепят к крышке верстака. Вращая ходовой винт 2 с помощью рукоятки 3 по часовой стрелке, сближают подвижную губку 6 с неподвижной 4 и таким образом сжимают заготовку. Для надёжного закрепления заготовки на поверхности зажимных планок 5 нанесена крестообразная насечка.
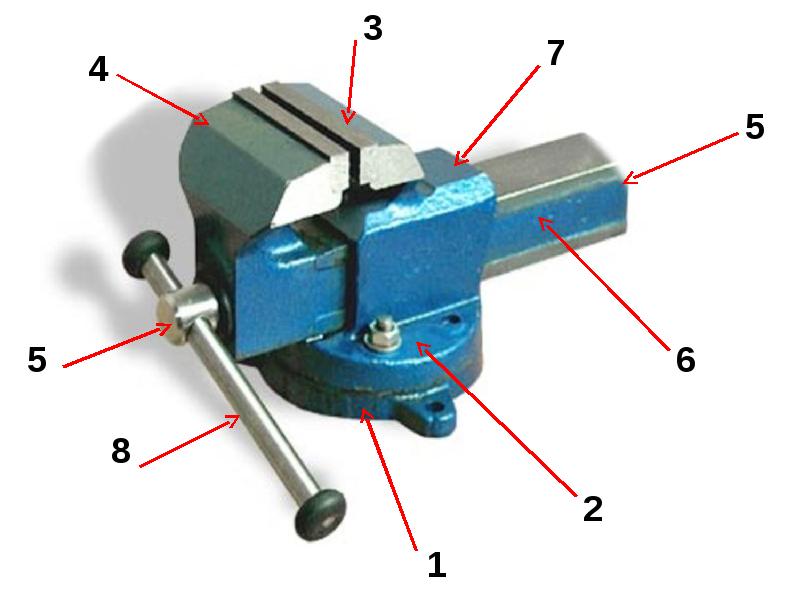
Рис. 4. Слесарные тиски: 1 — плита опорная; 2 – поворотная плита, 3 – неподвижная губка, 4 – подвижная губка, 5 – винт ходовой, 6 – защитный кожух ходового винта, 7 – наковальня, 8 – штурвал (ручка) ходового винта.
При необходимости верхняя часть тисков может быть повёрнута на некоторый угол по отношению к опорной плите и закреплена в этом положении фиксирующей рукояткой 7.
Чтобы не повредить поверхность зажимаемой заготовки из мягкого металла, на губки надевают уголки (нагубники) из меди латуни или алюминия (см. рис. 5 и 6).

Рис. 5. Латунные насадки на зажимные губки

Рис. 6. Крепление заготовки из мягкого металла в тисках: 1 — нагубники; 2 — заготовка
Основные инструменты для ручной обработки тонколистового металла и проволоки показаны на рисунке 7.

Рис. 7. Инструменты для ручной обработки тонколистового металла и проволоки: а — зубило; б — слесарный молоток; в — киянка; г — ножовка; д — ножницы по металлу; в — напильник
Правила безопасной работы на рабочем месте
- Перед началом работы необходимо подготовить все инструменты, оборудование, материалы и графическую документацию.
- На верстаке размещать только те инструменты, которые необходимы для данного вида работы.
- Во время работы следует поддерживать порядок на рабочем месте.
- Винт слесарных тисков нельзя сильно затягивать во избежание быстрого износа резьбы винта и гайки.
- Не повреждать крышку слесарного верстака режущими инструментами.
- При закреплении заготовки в тисках запрещается ударять по рукоятке тисков молотком.
- Рабочее место нужно периодически убирать щёткой-смёткой.
- По окончании работы металлическую стружку с крышки верстака и тисков надо удалить только специальной щёткой.
- По окончании работы требуется привести в порядок рабочее место, оборудование, инструменты.
В школьной слесарно-механической мастерской, кроме слесарных верстаков, есть и технологическое оборудование: сверлильные, токарные, фрезерные и заточные станки, которые необходимы для обработки металлов и других конструкционных материалов.
Знакомимся с профессиями
Слесарь — это специалист по ручной обработке металла. Он хорошо разбирается в свойствах металлов, выполняет разметку, резку, гибку, сверление, сварку, зачистку, соединение металлических заготовок. Слесарь умеет затачивать и подготавливать к работе слесарные металлорежущие инструменты.
Практическая работа "Ознакомление с устройством слесарного верстака и тисков"
- Ознакомься с устройством слесарного (универсального) верстака, имеющегося в школьной учебной мастерской. Найди основание, крышку, защитную сетку, тиски.
- Изучи устройство слесарных тисков и заполни таблицу в рабочей тетради.

- Определи, соответствует ли верстак твоему росту.
- Потренируйся закреплять металлические заготовки из тонколистового металла и проволоки в тисках. При освобождении зажатой в тисках заготовки придерживай её рукой, чтобы она не упала.
Правка
заготовок из тонколистового металла
Предположим, тебя в руках тонколистовая металлическая заготовка. Но она неровная, волнистая. Как же её распрямить?
При ручной обработке металлов и пластмасс применяются различные технологические операции: правка, разметка, опиливание, гибка, рубка, резание, сверление, сборка, отделка.
При изучении технологии обработки древесины вы познакомились с основными методами разметки заготовок. Полученные вами знания и навыки можно использовать и при работе с металлом и пластмассой.
Прежде чем приступать к разметке выбранной заготовки из жести, её надо выровнять. Правка заготовок из тонколистового металла — слесарная операция по устранению таких дефектов, как выпуклости, вогнутости, коробления . Правка необходима также после резания заготовок.
Очень тонкий листовой металл — фольгу — распрямляют на гладкой поверхности ватным тампоном .
Заготовку из жести (алюминия, меди, мягкой стали) толщиной до 0,3 мм правят так: её укладывают на гладкую твёрдую поверхность, прижимают левой рукой с надетой рукавицей и проглаживают деревянным бруском , перемещая его вдоль заготовки (рис. 8). Чтобы не повредить заготовку из жести, нижние рёбра бруска должны иметь радиусные закругления.

Рис. 8. Правка жести с помощью деревянного бруска — гладилки
Тонколистовой металл толщиной более 0,5 мм правят деревянным молотком — киянкой . Для этого лист укладывают на металлическую (правильную) плиту (рис. 9) выпуклым участком вверх. Удары наносят киянкой, начиная с краёв листа, постепенно приближаясь к выпуклости. Вблизи выпуклого участка удары наносят чаще, но с меньшей силой. По самой выпуклости удары не наносят , так как неровность от этого только увеличивается.

Рис. 9. Правка тонколистовой заготовки киянкой
Качество правки проверяют, прикладывая линейку к тонколистовой заготовке и рассматривая заготовку на просвет.
На предприятиях листы металла правят, пропуская их между гладкими валками листоправильных машин.
- На руку, удерживающую заготовку при правке, следует надевать рукавицу; держать эту руку дальше от места удара киянкой или молотка.
- Остерегаться острых кромок листовой заготовки.
- Боёк молотка и киянки должен быть хорошо закреплён на ручке.
Практическая работа "Правка заготовок из тонколистового металла"
- Подготовь тонколистовую заготовку одного из изделий, выданную учителем. Выбери подходящий способ правки.
- Выполни правку заготовок из тонколистового металла, соблюдая правила безопасной работы.
- Проверь, правильно ли выправлены заготовки.
Разметка
заготовок из тонколистового металла
Прежде чем приступить к обработке заготовки из металла или пластмассы, её необходимо разметить. Разметка — это нанесение на поверхность заготовки рисок, линий, точек, определяющих контуры детали или места, подлежащие обработке . Эти контуры показывают границы обработки заготовки.
Разметочные линии (риски) могут быть контурными, контрольными и вспомогательными.
Контурные риски — это линии, которые определяют контур будущей детали и показывают границы обработки.
Контрольные риски служат для проверки правильности обработки заготовки, их проводят параллельно контурным рискам.
Вспомогательные риски используются для того, чтобы наметить центры отверстий, оси симметрии, центры радиусов скругления.
Разметка заготовки показывает необходимую форму детали, её размеры, границы удаления с заготовок припуска материала.
Для разметки применяют разметочные и контрольно-измерительные инструменты: чертилки, кернеры, слесарные линейки и угольники, циркули и другое вспомогательное оборудование.
- металлическую линейку (рис. 10, а);
- слесарный угольник (рис. 10, б), с помощью которого проводят линии под прямым углом и проверяют прямые углы у деталей;
- чертилку (рис. 10, д) — для нанесения разметочных линий (рисок) на поверхность заготовки ;
- разметочный циркуль (рис. 10, в) — для проведения окружностей;
- кернер (рис. 10, г) — используют для нанесения углублений по предварительно размеченным линиям, для получения на поверхности небольших впадин (лунок).
Рис. 10. Инструменты для слесарной разметки: а — металлическая линейка; б — слесарный угольник; в — разметочный циркуль; г — кернер; д — чертилка.
Разметка — одна из важных и ответственных операций. От точности её выполнения зависит качество будущего изделия .
Для овладения операцией разметки необходимо познакомиться с её особенностями и приёмами выполнения. Рассмотрим последовательность разметки на примере детали « подставка под паяльник » (рис. 11, 12).
Рис. 11. Подставка под паяльник: а — технический рисунок; 6 — чертёж развёртки
Перед разметкой заготовку правят, очищают от пыли, загрязнений и следов ржавчины.
Сначала на расстоянии примерно 5. 8 мм от края заготовки чертилкой по линейке проводят базовую линию (рис. 12, 1), после чего по угольнику под углом 90° к ней проводят вторую линию (рис. 12, 2).
Рис. 12. Последовательность разметки детали из тонколистового металла (1-8)
При этом остриё чертилки плотно прижимают к линейке, а саму чертилку наклоняют в сторону движения. Линию проводят только один раз , иначе разметка будет неточной.
От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят чертилкой риску (рис. 12, 3). После этого на отложенной длине по угольнику проводят третью линию, перпендикулярную базовой (рис. 12, 4).
Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм), линию симметрии (25 мм от базовой линии) и проводят риски на расстоянии 10 мм от каждого угла заготовки (рис. 12, 5). Далее но линейке проводят намеченную линию контура и осевую линию (рис. 12, 6).
На осевой линии чертилкой отмечают одну риску на расстоянии 15 мм от второй линии и проводят вторую риску на расстоянии 190 мм от первой (рис. 12, 7).
Затем завершают работу, размечая внутренние углы (рис. 12, 8).
Таким образом, последовательность действий при разметке заготовок из металла и пластмассы
1. Подготовьте рабочее место, инструменты и приспособления.
2. Подготовьте размечаемую заготовку: удалите пыль, коррозию, заусенцы.
3. Изучите чертёж, измерьте заготовку, учтите припуск на обработку.
4. Определите способ и порядок разметки, выберите базовые линии, от которых необходимо откладывать размеры.
5. Выполните разметку заготовки. Риски должны быть тонкими и чёткими.
Вы уже знаете, что если необходимо изготовить большое количество одинаковых деталей (например, деталей, показанных на рисунке 13), то применяют шаблоны — пластины-образцы, имеющие контуры детали . Шаблон прижимают к поверхности заготовки рукой или струбциной и обводят его чертилкой.
Рис. 13. Разметка деталей с помощью шаблона: 1 — заготовка (тонколистовой металл); 2 — шаблон; 3 — размеченные контуры деталей (крючков для вешалки)
Разметку окружности начинают с того, что в размеченный центр окружности ставят кернер. Лёгким ударом молотка по его бойку делают на поверхности заготовки неглубокую лунку (рис. 14, а). В лунку устанавливают ножку разметочного циркуля, заранее настроенного на необходимый радиус окружности, и второй ножкой очерчивают окружность. При проведении дуги циркуль слегка наклоняют в сторону движения, опираясь на ножку, которая находится в размеченной кернером лунке (рис. 14, б).
Рис. 14. Разметка окружности: а — накернивание центра окружности; б — проведение дуги
Разметку на заготовке из пластмассы можно выполнять как карандашом, так и чертилкой.
- Перед разметкой проверять исправность разметочных инструментов (заточку чертилки, кернера, циркуля), исправность молотка .
- Выполнять разметку только после правки заготовок ( обработать заусенцы на заготовке) .
- Остерегаться острых кромок листовой заготовки.
- Не класть чертилку и разметочный циркуль в карман рабочего халата.
- Передавать чертилку только кольцом от себя.
- Во время работы необходимо следить за чистотой и порядком на рабочем месте.
Слесарь-разметчик — это специалист по разметке заготовок из металла, который хорошо знает правила разметки, мастерски владеет разметочными инструментами. Он занимается ответственной работой, от которой зависит правильность изготовления изделий.
Слесарь-инструментальщик — это специалист высшей квалификации, так как выполняет очень точную работу. Он изготовляет шаблоны, сложные приспособления для механической обработки и контроля деталей; выполняет точную подгонку деталей при изготовлении особо сложных изделий.
Практическая работа № 1 «Подготовка рабочего места в слесарно-механической мастерской»
Цель работы : основываясь на правилах безопасной организации рабочего места, подготовить рабочее место к уроку.
Оборудование и материалы : слесарный верстак, ростовая подставка, заготовки из металла и пластмасс.
Порядок выполнения работы
1. Проверьте, соответствует ли вашему росту высота, на которой закреплены слесарные тиски.
2. При необходимости скорректируйте высоту с помощью ростовых подставок.
3. Выполните несколько учебно-тренировочных упражнений по закреплению различных заготовок.
Практическая работа №2 " Разметка заготовок из металла и искусственных материалов"
- Распределите обязанности в группе. Рассмотрите инструменты для разметки, ознакомьтесь с конструкцией разметочного циркуля.
- Запишите в рабочую тетрадь названия разметочных инструментов и их назначение.
- Рассмотрите выданный учителем чертёж детали из тонколистового металла.
- Выполните разметку на выбранной заготовке.
Практическая работа №3 «Разметка учебных заготовок из металла и пластмасс»
Цель работы : выполнить разметку учебных заготовок из металла и пластмасс.
Оборудование и материалы : слесарный верстак, ростовая подставка, заготовки из металла и пластмассы, слесарные линейки и угольники, чертилки, кернеры, молотки, разметочные плиты, циркуль.
1. На заготовке из металла или пластмассы проведите параллельные прямые.
2. На проведённых линиях постройте прямые углы.
3. Накерните места сверления.
Слесарно-механическая мастерская, слесарная обработка, слесарный верстак, слесарные тиски, слесарь. Правка, киянка, правильная плита. Разметка металлов и пластмасс, разметочные линии, контурные риски, контрольные риски, вспомогательные риски, слесарный угольник, чертилка, разметочный циркуль, кернер, базовая линия, слесарь-разметчик, слесарь-инструменталыцик.
Проверяем свои знания
- Назови основные части слесарного (универсального) верстака.
- Сравни конструкции слесарного и универсального верстаков: чем они похожи?
- Из каких основных частей состоят слесарные тиски?
- Перечислите основные правила безопасной организации рабочего места.
- Какие инструменты для разметки заготовок из тонколистового металла ты знаешь?
- Назовите основной контрольно-измерительный и разметочный инструмент. Можно ли отнести кернер к контрольно-измерительному инструменту?
- Расскажите о последовательности действий при разметке изделий из металла и пластмасс.
- Почему разметку заготовки начинают от базовой линии?
- Как можно сократить время на разметку нескольких деталей с криволинейными контурами?
- Для чего на кернере сделана крестообразная насечка?
- Почему чертилку следует класть на верстак кольцом к себе?
- С помощью каких инструментов выполняют правку тонколистового металла?
Найдите в Интернете различные примеры организации рабочих мест для выполнения слесарных работ. Сравните их с вашим рабочим местом в слесарной мастерской школы. Подумайте, каким образом можно усовершенствовать ваше рабочее место.
Читайте также: