Как залудить металлическую поверхность
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.

Как залудить жало паяльника
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.

Чистка паяльника с необгораемым жалом
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.

Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.

Паяльник с медным жалом
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник. Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
- Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
Как залудить жало паяльника во время работы
Если тщательно зачистить и залудить жало, то через полчаса работы, а то и раньше, на него снова перестанет набираться олово. Медь потихоньку стала пригорать, на ней скапливаются шлаковые остатки. Нет смысла давить на паяльник сильнее, прервитесь для лужения. Существует ряд приемов, как залудить кончик.
Используя деревянный брусок
Шершавый деревянный брусок (еловый или сосновый, в них присутствует природная смола, близкая по составу к канифоли). На брусок следует налить небольшое количество флюсового состава и положить небольшой кусочек припоя. если вы заметили окалину, вы можете, практически не прерываясь, снова зачистить и залудить наконечник.
В металлической губке
Этот способ быстро залудить кончик потребует некоторой подготовки. В металлический стаканчик поместите хозяйственную проволочную губку для мытья посуды. Нижнюю часть губки следует промазать густым флюсом, таким, как паяльное сало. При небольшом погружении кончика в губку его можно очистить от шлаков и окалины. А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.

Лужение жала металлической губкой
Этим методом можно очистить и залудить и классический медный наконечник, и современные — изготовленные из никеля или керамики.
В канифоли
Этот традиционный способ залудить потребует известной ловкости и быстроты движений. Медь окисляется очень быстро, и можно не успеть донести наконечник от места механической очистки до емкости с флюсом. Поэтому чистят прямо под флюсом, подложив под жало напильник. Кончиком надо тереть по напильнику до плавления флюса, после этого можно залудить, поднеся оловянный пруток.
Залудить классическим способом
Еще один традиционный способ залудить связан с применением тугоплавкого припоя. Тугоплавкость припоя позволяет ему медленнее испаряться с поверхности залуженного паяльника и будет дольше сохраняться на меди. Для него потребуется:
- напильник с частой насечкой;
- шероховатая доска из дерева хвойных пород;
- канифоль;
- кусочек тугоплавкого припоя.
Последовательность действий следующая:
- положить припой на дощечку;
- зачистить одну сторону;
- глубоко окунуть в канифоль;
- быстро зачистить о дощечку, проводя по припою;
- повторить для второй стороны.
Далее следует залудить круглую поверхность между гранями.
Как залудить жало современного паяльника
Согласно декларациям производителей, наконечники из керамики или никеля не нуждаются в лужении. В реальной жизни они также подвержены образованию нагара и окалины. Облудить такой паяльник обычным способом не выйдет. Понадобится:
- хлопчатобумажная ветошь;
- баночка с канифолью;
- пруток припоя.

Паяльник с керамическим жалом
Следует протереть наконечник о ветошь и сразу погрузить его в канифоль. Вдоль наконечника нужно погрузить в кипящую канифоль пруток припоя. Он расплавится и пристанет к рабочим поверхностям.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Далее следует натереть наконечник о сосновую или еловую дощечку, чтобы обеспечить равномерное распределение припоя.

Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Допустимо применять для этого проволочную губку из медных сплавов. Стальная проволока не подойдет — она повредит и сдерет никелевое покрытие слой.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором. Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Лужение оловом
Олово – химически устойчивый элемент. Во влажной воздушной среде олово не окисляется, для него характерна слабая реакция с растворами кислот (серной, соляной, азотной). Продукты его коррозии безопасны для человека. Покрытия, содержащие олово, обладают пластичностью, выдерживают механические воздействия, обладают защитными свойствами.

Лужение — это технология нанесения на поверхность изделий и деталей тонкого слоя олова. Лужение выполняет две функции:
- Защита от коррозии.
- Подготовка поверхности к пайке. Поверхности, покрытые полудой, лучше смачиваются при пайке припоем.
Особенно актуально лужение для медных проводов. Меди свойственно быстрое окисление на воздухе, что является причиной нарушения соединения контактов. А это, в свою очередь, приводит к перегреву и возгоранию электропроводки. Поэтому перед пайкой зачищенные жилы проводов лудят.
Нанесение защитных металлических покрытий, в том числе из олова, применяется в приборо- и машиностроении. Информация об операции лужения отражается на чертеже детали. Правила обозначения на чертеже сведений о толщине покрытия, технологии лужения регламентируются ГОСТами:
- ГОСТ 9.306-85;
- ГОСТ 3.1704-81;
- ГОСТ 2.310-68.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.


Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Методы лужения
Технология лужения реализовывается путем плавления припоя, смачивания поверхности припоем и его дальнейшей кристаллизации на поверхности. Согласно ГОСТ 17325-79 под припоем следует понимать материал с более низкой температурой плавления по сравнению материалом, из которого сделана деталь. Лужение меди, алюминия и стали осуществляется оловом. Для справки в таблице приведены температуры плавления этих металлов.
| Металл | Температура плавления, градусы Цельсия |
| Олово | 232 |
| Алюминий | 660 |
| Медь | 1085 |
| Сталь | 1300-1500 |
Существуют два вида лужения:
- Гальваническое.
Этим методом в производственных условиях лудятся изделия различной формы и размера. При наличии специального оборудования можно лудить радио- и электротехнические детали в домашних условиях.Гальваническое лужение выполняется в электролите:
- лужение методом натирания;
- лужение методом погружения.
Гальваническая технология
Процесс базируется на использовании электрического тока и протекании электрохимических реакций. Лужение происходит методом погружения деталей в ванну со щелочным или кислым электролитом.
Основные достоинства гальванического нанесения полуды:
- обеспечение прочного сцепления полуды с металлической поверхностью;
- равномерность наносимого слоя;
- возможность контроля толщины покрытия, в том числе на изделиях сложной формы;
- получение слоя с низкой пористостью;
- экономное расходование полуды и припоя.
Основной недостаток заключается в высокой стоимости, обусловленной потреблением электрического тока. Этот процесс требует специального оборудования и высокой квалификации исполнителя. Лужение с использованием электролита связано со сложностью приготовления раствора. В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.

При выполнении отдельных работ в радио- и электротехнике возникает необходимость лудить перед пайкой медные поверхности плат. Наиболее простой способ – химическое лужение.
Это гальваническая технология. Суть ее заключается в том, что в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора. Чтобы осуществить такое лужение в домашних условиях понадобится паяльная ванна для лужения (лудилка). Ванны доступные по цене, компактные (диаметром около 80 мм, глубиной 35-40 мм), мощностью 150-300 Вт. Их можно применять для подготовки к пайке медных плат путем их погружения в припой, для нанесения полуды на электронные компоненты, для демонтажа радиоэлектронных элементов.
Раствор при гальванической обработке
Для лужения применяется два вида электролитов:
- кислые, содержат олово в форме Sn 2+ ;
- щелочные, олово содержится в виде аниона SnO8 2- .
Из-за того, что в этих электролитах олово имеет разную валентность, отличаются скорости его осаждения. В щелочном электролите олово осаждается в два раза медленнее, чем в кислом.
Из кислых электролитов наибольшее распространение получили:
- хлоридный;
- борфтористоводородный;
- сульфатный.
В кислых электролитах должны присутствовать поверхностно-активные вещества (ПАВ). Это могут быть клей, фенол или желатин. Если ПАВ не добавлять, то олово на катоде будет выделяться в виде кристаллов и не образует сплошной слой. Также в них должно быть достаточно свободной кислоты, чтобы подавлять гидролиз солей олова. В противном случае возникнут основные соли олова или труднорастворимые гидраты. Дополнительно для повышения электропроводности в состав раствора надо вводить проводящие соли (например, в сернокислом электролите — это сульфат натрия). Если учесть все эти требования, то можно повысить рассеивающие способности кислого электролита.
Щелочные электролиты имеют лучшую рассеивающую способность. Их целесообразно использовать для лужения некрупных деталей и деталей сложной формы.

Способов приготовления щелочных растворов много. Простым в приготовлении считается электролит, полученный из соли станната натрия. Он не содержит хлор-ионов, что снижает опасность корродирования стальных стенок лудильной ванны. Если при работе ванн возникают неполадки, то их легко устранить корректировкой свойств электролита.
Достоинства и недостатки электролитов приведены в таблице.
· использование для лужения деталей простой формы;
· высокая рассеивающая способность;
· получение плотного не пористого мелкокристаллического покрытия;
· невысокая плотность тока;
Раствор для химического лужения меди называют «жидкое олово». Его готовят таким образом. В 1 л дистиллированной воды добавляется 20 г хлористого олова, 40 г концентрированной Н2SO4, потом для снижения мутности 80 г тиомочевины. Для предотвращения образования кристаллов олова на поверхности, дополнительно в 200 мл воды растворяют 5 г вещества ОС-20. Затем растворы смешивают. Дают выстояться около трех часов. Потом в раствор погружают подготовленное и очищенное медное изделие, например, плату. После того, как на поверхности появится блестящий слой олова, раствор сливают.
Часто применяют метод кислотной пайки медных или алюминиевых проводов разного сечения. При этом в качестве флюса используется паяльная кислота. Благодаря ей создается надежное соединение металла и припоя, снимаются с поверхности изделий налеты и окислы. Самая распространенная кислота – водный раствор хлорида цинка.

При необходимости заменить паяльную кислоту можно:
- аспирином, растворенным в воде (1 таблетка на стакан воды);
- концентрированной уксусной или лимонной кислотой;
- концентрированной соляной кислотой (не подходит для пайки тонких деталей, так как может их повредить);
- паяльным жиром;
- ортофосфорной кислотой.
Горячее лужение
Горячее лужение может осуществляться одним из двух способов.
- Лужение погружением.
Процесс лужения следующий:
- подготовить деталь;
- погрузить ее в емкость с раствором хлористого цинка;
- клещами вынуть деталь из емкости;
- не удаляя с поверхности слой хлористого цинка, переместить в ванну с расплавом олова;
- выдержать деталь в ванне пока она не прогреется до 270-300 градусов;
- вынуть изделие из лудильной ванны, встряхиванием удалить лишнюю полуду;
- дать остыть;
- для удаления хлористого цинка промыть деталь в растворе извести или в воде;
- просушить в опилках.
- покрыть поверхность флюсом;
- перенести на поверхность немного припоя;
- прогреть поверхность паяльником;
- передвигая паяльник в разных направлениях выровнять толщину слоя полуды.
Для равномерного нагрева поверхности паяльник надо держать так, чтобы он прилегал к ней и концом, и рабочей боковой гранью.
Если нанести полуду требуется на крупные детали простой формы, то можно использовать другой метод:
- предварительно подготовить изделие (очистить поверхность, промыть, протравить);
- нанести на поверхность хлористый цинк, прогреть его паяльной лампой до закипания;
- после закипания посыпать поверхность припоем, дождаться его расплавления;
- насыпать на поверхность порошковый нашатырь;
- растереть жидкое олово по поверхности с помощью щетки или холщовой ветоши, удаляя при этом излишнюю полуду;
- дать детали остыть;
- протереть влажным песком, после промыть водой, высушить.
В случае некачественной подготовки поверхности изделия, толщина слоя олова может различаться, в некоторых местах слой может не припаяться. Тогда это место следует зачистить напильником, подогреть и повторить лужение.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.
При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах. - Флюсы.
Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.


В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:

- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.
Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда. - Верстаки для лужения и выполнения вспомогательных работ.Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
- Ванны для обезжиривания.
Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте. - Ванны для промывки поверхности.
Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.
Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу. - Шлифование.
Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой. - Химическое обезжиривание.
Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.


После подготовки можно проводить лужение деталей.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Правила пайки стали

Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.

При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.

Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Лужение от простого к сложному. Часть 1.

Иногда приходится заниматься вот такой вот фигней, но зато потом бэз проблем. Всё что на улице бывает, авто, косилки там разные и т.д. полезно предохранять.
Информация для любознательных в сфере защиты стали от атмосферной коррозии, путем её лужения в бытовых/гаражных условиях.
Тут все не так просто, поэтому сразу оговорюсь — много букв.
Материал постарался изложить от общего к частному и от практического применения к теоретическим основам — от "интересного к скучному".
Текст живой, вносятся правки и дополнения, также пришлось разбить на части, в одну не помещается.

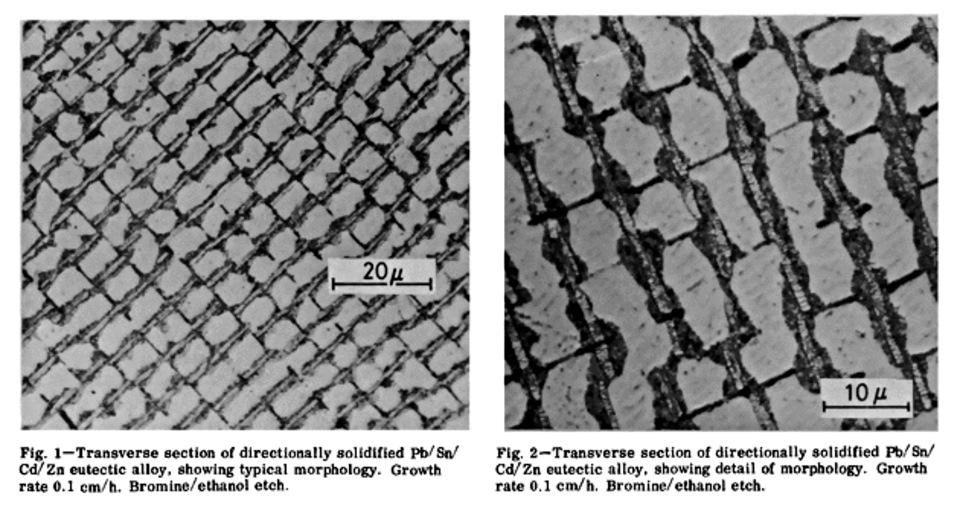
Картинки из книги ''Металлы и Человек'' 1962 года… Всё выше, выше и выыыше стремим мы полет наших птиц, И в каждом пропеллере дышит, спокойствие наших границ. Юрий Гагарин уже в космосе побывал впервые совершив орбитальный облет Земли за 108 минут и начиная с 62 года в честь этого события у нас есть праздник — День космонавтики
Собственно о чем тут или, проще говоря, оглавление:
0. Ограничения и субъективизм. (Привет IT-шникам начинаем с 0-ля).
Часть 1. Представлена здесь.
1. Обзор всего с связанного с темой, введение в курс дела так сказать.
2. Метод лечения пошагово на практике для наглядности и экономии Вашего времени.
Часть 2. В процессе.
3. Составы сплавов металлов применяемых тут для лужения — как, что и почему. Диаграммы состояния.
Часть 3. В планах. Заключительная.
4. Что то вроде итогов и полученных решений к применению в практике.
5. Заключение, выводы и т.д.
6. Ссылки на исходники и благодарности авторам.
0. Итак, его величество ноль. Можно смело пролистать, просто некоторые ограничения.

В данном обзоре представлено субъективное моё видение ситуации связанной с лужением в быту на основе собранных и изученных данных из разных источников иногда несколько противоречивых
Мнения расходятся в основном по примесям и %-ному содержанию элементов в сплаве.
Авторы используемого стороннего материала, являются авторами и т.д. и по-возможности указаны в исходниках в конце этой эпопеи.
Также конечно есть погрешности в исполнении в бытовой обстановке при вечной нехватке времени в современном обществе.
Результаты данного субъективного видения применены на практике, время покажет эффективность этих решений. Различные другие соображения, опыт и критика, конечно же, принимаются во внимание и дополнение!
1. С чего всё начиналось. Или почему танки не боятся грязи и как защитить металл своего коня…
Да с вопроса, почему так делается, что в машинках сами собой дырочки образуются и они разваливаются, а та же обычная чайная ложка/вилка может валяться фиг знает где и всё ей нипочем.
Позже в МАДИ была практика по производству карданных валов на ЗИЛе на Коломенской вроде, уже и не помню.
И после всего изученного, производство вилок кардана и т.д., на заданный вопрос:
— "Почему на делается хотя бы с марганцем сталь" (разница в себестоимости на тот момент выходила ~20%) не говоря уже о никеле, ответ был такой:
— "А зачем." Смесь воды с производственными газами не считается агрессивной средой!
Вот так и живем…
Вопрос опять возник сам собою, позже, уже в быту:
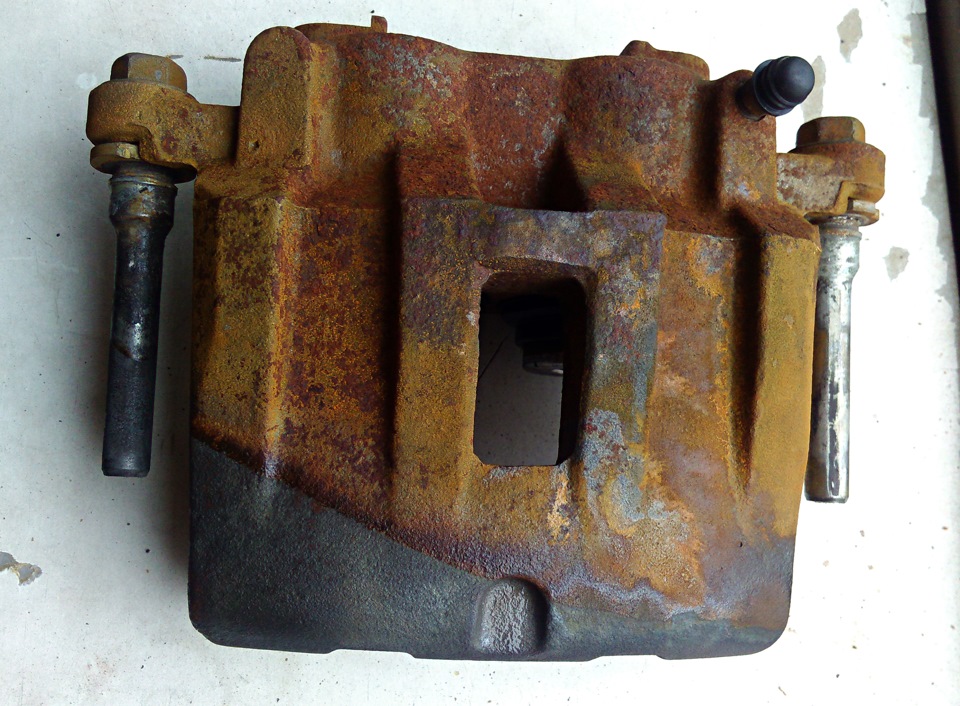
Давным давно был обнаружен забытый крепеж, который есть практически в каждом гараже, когда то луженый, что то припаивали, среди всяких остальных мелочей. Так вот, эти все мелочи были покрыты ржавчиной, а луженые были вполне себе ничего. Озадачило, что гальваника купленная в магазине за тоже время пошла рыжим узором (гайки, болтики). Ну и снова началось поверхностное, бытовое изучение вопроса. Почему всё так красиво при покупке и так ужасно пару зим спустя, и что же с этим делать…
Лужение, в принципе просто — паяльник, припой и канифоль! И вот… таким образом, незаметно оказываемся на первой стадии нанесения металла.
Давайте сначала, рассмотрим с чем же приходится работать и что нам предлагает рынок, лучше картинками.

Крепеж после удаления всей ржавчины в растворе лимонной кислоты и промыт простой водой, вот результат — новая ржавчина спустя несколько минут.
Наверное также заметили пару деталей без налетов ржи? Это олово-свинец работает.
Интересны также выделенные 6-ть новых болтиков из магазина которым хватило ~15-мин в слабокислой среде и покрытия (видимо цинка) как не бывало, всё — финита защита, что эквивалентно дорожным солям, городской зиме или щелочам при мойках. С полки все блестящие были, а откручивать приходится уже такие или еще хуже.
В данном обзоре ведется работа именно с крепежом и локальными мелочами: сварные швы, массы к кузову, элементы крепления, проушины… поскольку защита этих элементов металлом видится наиболее выгодной в эксплуатации и носит локальный характер.

Изобретательством "велосипеда" старался не заниматься т.к. до меня почти все эти пути проходили более знающие опытные люди и было бы неразумно вот так пренебречь их трудом и наработками, так что, в основном, задача была из существующих элементов технологии подобрать процесс/материал под свои локальные нужды и конечно проверить на практике.

И что же с эти всем делать?
2. Глава о том "что же с этим всем делать". Разбор самого процесса.
Как иногда делается лично мною исходя из практического опыта. Рассмотрим, каким образом покрывать металл легкоплавкими сплавами подручными средствами. Сейчас только процесс — без разбора, каким металлом именно покрываем, это позже — во 2ой части.
Вся "магия" будет показана применительно к стали на примере крюка-фиксатора запасного колеса от вжика, который также успел несколько поржаветь.
По пунктам:
2.1. Чистка, мойка
2.2. Подготовка поверхности
2.3. Подготовка непосредственно перед нанесением
2.4. Нанесение металла
2.5. Пост обработка
2.6. Финишная обработка
2.1. Чистка, мойка
С этим всё понятно каждый сталкивался. Любые средства эффективной очистки изделий как правило доступные механические и химические
Механические:
Без требований к поверхности использую пескоструй.
С требованием к сохранению — софтбластинг (содой) или ПАВы и несильные щелочи, кислоты.
Затем обезжиривание, удаление красок лаков и т.д. если нужно.
2.2. Подготовка поверхности
После очистки следует замачивание в кислой среде, которая избавляет от продуктов коррозии и остатков краски, они просто отслаивается через определенное время, даже с резьб.
Детали выдерживаются в 30% растворе лимонной кислоты в течение 4х+ часов при начальной температуре раствора ~80-85С для активации процесса, в почти герметично закрытой емкости. Можно без разогрева, но так дольше будет.
Почему лимонная — это эффективный доступный пищевой продукт, она не опасна в домашних условиях, реагирует даже со свинцом и не портит геометрию поверхности (посадочные места если есть).
Можно любую другую композицию, не дающую никаких покрытий после себя: фосфатов и т.д.
Ограничение состоит в том что имеющиеся на детали покрытия (цинк, хром и т.д.) также будут съедены этим раствором до основы, регулируется это выдержкой в растворе. Оцинкованные детальки можно окунуть на пару мин и сразу во флюс и металл.
Наш крюк с которым работаем.

Другой пример использования:
Во избежание повторного моментального окисления, металл не покидает этот раствор вплоть до самого процесса. Передержать не получится, даже если на неделю забыть. Финишем считается отсутствие окислов и потемнение основного металла в растворе.
Не рекомендуется одновременно обрабатывать разные металлы к примеру сталь и медь — медь охотно будет осаждаться на стали, омедняя её непрочным покрытием.
2.3. Подготовка непосредственно перед нанесением
Итак у нас есть готовый материал, что с ним делаем дальше.
Готовим вторую емкость для флюса любого доступного объема от рюмки до, в идеале, объема достаточного для замачивания всей детали полностью.
Флюс стандартный, активный в виде паяльной кислоты.
Паяльная кислота — Цинк хлористый [ ZnCl2 ] хотя это и соль, а не кислота или насыщенный раствор хлористого цинка в соляной кислоте — если металл всё еще не смачивается.
С его использованием в настоящее время эффективно можно очищать нефтепродукты, плавить высококачественный алюминий, оцинковывать, лудить, свинцевать и хромировать металлические изделия, осуществлять гальванические процессы.
Ванны с кислотой и с флюсом многоразовые т.к. остатки после процесса годны в дальнейшем, несмотря на осажденный в них шлак.
Переносим деталь в ванну с флюсом без сушки.
В случае очень изъеденных деталей и там где не вымылись разного рода окислы и прочее, для уменьшения шлака в дальнейшем, деталь можно и нужно несильно прокалить горелкой до 100-200C затем окунуть снова в кислоту и далее во флюс серый налет раствориться во флюсе.
Если деталь не помещается, к примеру длинная трубка, то проливаем её флюсом полностью до момента когда он хорошо начнет смачивать поверхность, если не смачивает то греем горелкой и проливаем снова.
Если по порядку:
У нас есть готовая деталь смоченная или погруженная во флюс, лучше погруженная.
Готовим наносимый металл, плавим в рабочей емкости любым доступным способом, до полного расплавления с небольшим перегревом, к примеру для ПОС-30 ~300-350 можно больше, но окислы идут по поверхности сильнее. После нагрева перемешиваем и готовим/чистим сплав небольшими аккуратными вливаниями флюса на поверхность с удалением шлака, тонкая пленка окислов в дальнейшем всё равно будет образовываться тем больше, чем выше фактическая tсплава.
Очень поможет т.е. совершенно необходима вытяжка или вентилятор для удаления дыма от флюса и в общем то вредных и нередко токсичных паров металла.
И погружаем медленно! холодную деталь или её часть под флюсом в этот супчик, припой сам поползет по ней вытесняя флюс, а в итоге получим на поверхности ванны расплава уже шлак с кипением в металле и дымом от испарений.
Кипение поверхности ванны это знак что надо бы помедленнее, для мелких деталей не так актуально.
Если окунать быстро — готовьтесь к дождю из припоя вокруг. Вот даже нашел пример из жизни.
Почему погружение — всё просто сплав вытесняет флюс с примесями и окислами, газы и прочий шлак на поверхность, заполняя всю геометрию детали и герметизируя собой процесс.

1. Подготовленная 2. Специально очень грубо для наглядности, радиус работы флюса виден в изменении цвета металла. 3. Пост обработка, уже рельеф поверхности повторяет.
При поверхностном нанесении: проливании струей расплава или, что хуже, при размазывании по детали процесс длится дольше по времени и сложнее вытеснить шлак, вероятны остаточные дефекты под слоем и больше потери сплава на переплавку и окисление.

Пример первичного грубого проливания части детали, мотом всё оплавляется и сводится обратно в ванну расплава.
Мелкие детали гайки болты и т.д., можно просто положить плавать на поверхность сплава и припой сам поползет по ней заполняя всю её геометрию.

1. Шайба изъеденная ржавчиной и частично луженая погружением. 2-3. Крепеж исходный — травленый и луженый с очисткой от шлака.
Толщина слоя контролируется температурой связки сплав-деталь. Также необходимо выдержать деталь или её часть в ванне для прогрева её до t сплава.
При вынимании детали из ванны расплава все необработанные дефекты поверхности будут видны, будет виден непропай, остатки коррозии или новый налет если деталь побыла вне флюса какое то время.
Поскольку процесс воспроизводимый и повторяемый, то горячую деталь окунаем в 1вую ванну с раствором кислоты, таким образом при охлаждении бурно вытесняются остатки ржавчины или краски, грунта и прочие загрязнения.
Затем процесс повторяется: опять погружение во флюс и далее медленно в расплав, до тех пор пока металл покрытия полностью не сцепится с основой без дефектов. На всех этапах чистим зеркало ванны расплава удаляя шлак.
При этом нанесенный слой может быть неровный, некрасивый и заливы в мелких элементах, к примеру в резьбе — это нормально. Требование одно — полностью облудить деталь без непропаев.
Проводим дефектовку — если всё ок, двигаемся дальше.
Первичный черновой процесс закончен.
На выходе получаем "некрасивую" деталь полностью покрытую сплавом различной толщины.
2.5. Пост обработка
Доводка толщины покрытия производится горелкой с отбором лишнего металла любым способом, основная часть стекает в ванну, с резьбы можно согнать ударами о любую жаропрочную поверхность или продувкой воздухом и т.д.
После того как весь лишний металл удален приступаем к рафинированию (очистке) покрытия.
Горячая деталь отправляется в паяльную кислоту с шипением и снова нагревается до расплавления покрытия, это видно по собиранию флюса в капельки далее его чернению и снова охлаждение во влюс на данном этапе можно перегревать деталь полностью расплавляя покрытие. Будет видна разница, пары раз как правило достаточно. Если всё плохо и на поверхности какие то капли, частички и т.д., всё с начала т.е. снова в ванну с расплавом, а если всё ок, двигаемся дальше.
Пост обработка закончена.
На выходе получаем деталь с равной толщиной покрытия сплава с повтором геометрии во всех местах.
Следующий пункт не обязательный.
2.6. Финишная обработка
После того как у нас есть почти готовая деталь её хорошо бы немного отжечь при температуре как можно ближе к расплавлению используемого сплава, но не выше и опять же под слоем флюса. Горелка тут слишком грубый инструмент, но вполне применима. Лучше пользоваться термофеном. Снова греем деталь или несколько за раз, смоченных флюсом, до собирания флюса в капли по поверхности и сразу окунаем не быстро и полностью в 1ую ванну с кислотой. Остатки флюса и шлак отлетают от горячей детали и частично оседают на дне. Деталь приобретает ровность поверхности и характерный металлический блеск. Если окунать в воду могут остаться пятна на поверхности, кислота также чистит поверхность, как-бы финиширует её.

Работа с резьбой. 1. Начало пост обработки, выравниваем слой покрытия. 2. Полностью готовая деталь. Покрытие также является мет. смазкой для резьбы.
После охлаждения теплую деталь промываем в воде с любым бытовым моющим щелочным средством.
Для восстановления чистоты поверхности после промывки можно протереть любым растворителем уайт-спиритом и т.д.
Всё — финита финиш.
На выходе получаем готовое, для дальнейших действий, изделие. Поверхность может иметь слегка волнистое покрытие из-за охлаждения в жидкости.

Готово, гайка идет как по маслу. Процесс коррозии не проходит бесследно поэтому первые витки в начале резьбы остались неровные.
Итоги по данной технологии нанесения.
Покрытие является защитным от атмосферной коррозии, а также мет. смазкой для резьбы и при затяжке герметизирующей витки. Условия эксплуатации таких деталей и крепежа желательно не должны превышать 120-150С в зависимости от состава. Полной защиты может не быть по причине неполной адгезии грязей шлаков и т.д.
Конечно можно гальванически хоть цинком или кобальтом обработать, будет очень хорошо… но это за рамками данной работы.
По нанесению:
Для черновой обработки или "по-быстрому" достаточно первого шага со сгоном металла и охлаждением. Качество поверхности будет среднее, чистота соотв тоже, защитные функции конечно же будут т.к. толщина достаточная, она саморегулируется, т.е. везде ~ равномерная.
Таким же образом можно лудить медь и даже алюминий если надо, к примеру клеммы.
Если остался ощутимый залив сплава в резьбе, скажем в гайке то берем болт и вкручиваем прямо в металл, своего рода нарезаем резьбу без затяжки гайки, пластичный сплав вмазывается как масло. Получаем авторскую резьбу именно под этот болт, все лишнее выйдет "мягкой стружкой". При последующей затяжке усилие равномерно распределится по этой прослойке сплава.
Охлаждаем, всегда в жидкость т.к. интересна мелкодисперсная структура сплава, он имеет более равномерный местный электрохимический потенциал, более устойчив к внутренней межкристаллитной коррозии. А отпускаем с небольшим нагревом для частичной перекристаллизации, и повышения пластичности, но это уже информация для следующего пункта.
Используемая оснастка и материал:
Обязательно вытяжка, жаропрочная подложка (керамогранит и т.д.), т.к. всё равно металл и флюс немного по сторонам будут разлетаться.
Также имеем 3 ванны: Кислота, флюс, металл.
Мет. емкости: для шлака и для сбивания лишнего расплава в переплавку.
Мет спонж такой же как для сухой чистки жала паяльника, удобно удалять мет примеси прямо по жидкому припою, дополнительно сцепляя металл с основой
Ну и всякие прихваты, "третья рука", щипцы — тут что удобнее.

По процессу вроде всё.
А так, самое простое решение: взять что есть под рукой и налепить как попало, на что придется — с неким результатом. К примеру ПОС-60 и искупать в нем, скажем, стальную гайку по-быстрому как есть. Всё будет красиво до момента истирания, отслаивания некачественного покрытия или его частичного разрушения, потом гайке "будет плохо".

Почему же сплав Олово-Свинец не подходит? Вот вам пример из жизни запаски, досталась одна по наследству. Кто то не проследил за шиномонтажом и влепился грузик в литье. Колесо — алюминиевое, груз из кого отлит — из свинца, соединено/забито это металлической скобой — ну чем не провод с хорошим пресс-контактом. Чего то не хватает… воды на всем этом великолепии, а конденсат прекрасно подойдет с нашим то климатом. И пошло-поехало потихоньку. Поэтому в качестве покрытия открыто Олово-Свинец стараемся не использовать.
Благодарю за внимание!
[ Часть 2. В процессе. ]
В кратце: во 2ой части работаем с составом покрытия. Двигаемся от Sn-Pb, через Sn-Pb-Zn, Sn-Zn, Sn-Bi-Zn в сторону сплава Sn-Cd-Zn-Pb лучше без Pb… или заменить на Bi. И другие варианты, один из которых припой Авиа-1 — tпл 200С или Авиа-2 с добавкой алюминия — tпл 250С.
Лужение от легендарного мастера Gene Winfielda, технология проверенная годами, советы и рекомендации

тщательно обезжирить,
расшлифовать поверхность, удаляя старое покрытие в виде грунта и краски. Применяя абразив Р80 на шлиф машине.
если вы шлифовали где то обнаружили места где есть еще старое покрытие или места где есть коррозия, обычно это в небольших углублениях, то обязательно нужно их очистить и удалить коррозию.
Для этого мы можем применять прямые или подобные небольшие шлифмашины, без разницы чем важно удалить всё то что плохо влияет на адгезию олова и голого металла. Поверхность должна быть 100% чистой. Если это не сделать то тогда вы не сможете залудить, а если не залудить полностью вы не сможете нанести олово на незалужёную поверхность .



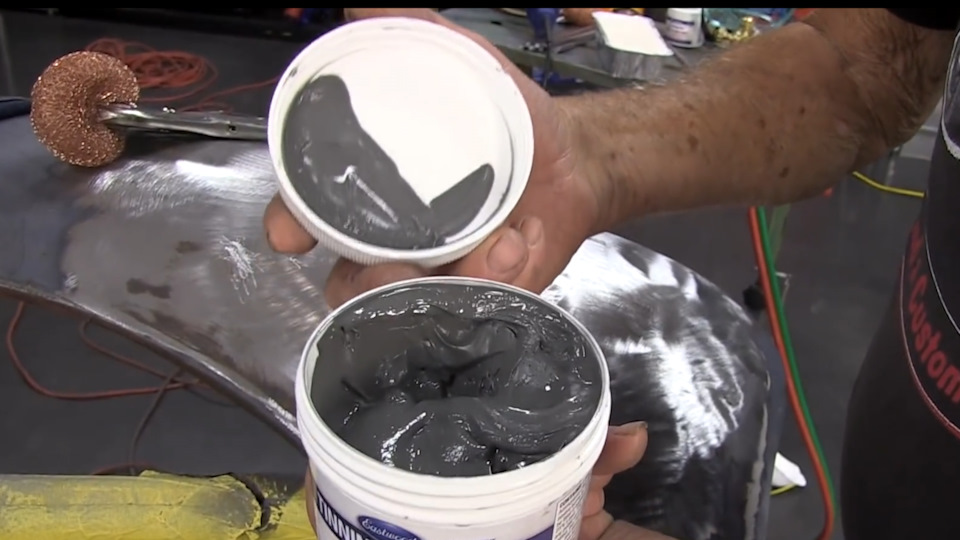
Для нанесения пасты я рекомендую медную сетку которую можно купить в хозмагах или супермакркетах и которая предназначена для мытья кастрюль, для удобства я закрепляю её прихватами для рихтовщиков, поскольку мы будем работать с горелкой.

Далее мы будем использовать пасту для лужения, конечно желательно безсвинцовую, но на самом деле со свинцом намного лучше, но вы должны знать что это очень вредно для организма, всегда нужно работать в хорошо проветриваемых помещениях и использовать распиратор, который имеет защиту от паров кислоты, так как в пасте присутствует кислота.
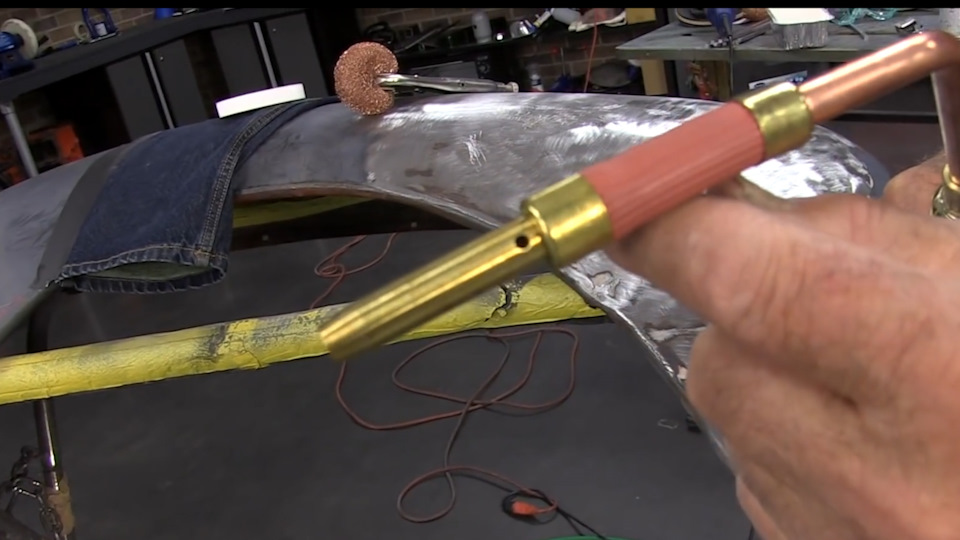
Берём горелку с наконечником номер два, в данном случае этот наконечник с гибким рукавом и данный наконечник может использоваться при работе только с ацетеленом, без подачи кислорода, кислород он будет брать из воздуха вот через эти отверстия. Применение только ацетелена — значительно влияет на антикоррозию, при горении пропана которым сейчас все пользуются образуется вода, которая при соединении с кислотой творит чудеса, при работе с ацетеленом влага как раз испаряется…
Теперь очень важно качественно залудить поверхность, я рекомендую наносить пасту намного дальше на 10-15 см от того где нужно будет наносить олово, дело все в том что иногда тепло ведёт металл и вам придётся наносить олово намного дальше чем вам кажется и если у вас там окажется голый металл без лужения, то олово не прилипнет к металлу и вам придётся начинать с начала. Это очень грязный процесс, потому лучше всё это делать сразу. Так же можно применять охлаждающий гель который предотвратит перегрев металла и старого покрытия, он безвредный для покрытий и позволяет существенно сократить обрабатываемую поверхность.



Далее поверхность после нанесения пасты нужно промыть чистой водой с добавлением в неё пищевой например соды и с помощью чистой тряпки, промываете поверхность и это помогает нейтрализовать кислоту, от которой нужно обязательно избавиться, легче всего это сделать пока металл еще горячий, если металл остынет то избавится от кислоты будет намного сложнее, потому не теряйте зря время, работайте пока горячее. После того как прошлись тряпкой, проверьте чтобы ничего не оставалось на поверхности, если остались ворсинки то можно их удалить железной нержавеющей щёткой, повторяюсь поверхность должна быть идеально чистой. Если вы не удалите кислоту то возможно ваша работа к вам вернётся через 2-3 месяца на переделку из-за коррозии.


Перед тем как работать рекомендую припой так де обработать а грубым абразивом чтобы снять окислы.
Далее необходимо подготовить лопатки для лужения.


Для этого я беру абразив Р400 и шлифую рабочую поверхность, поверхность должна быть чистой и гладкой. после шлифования поверхность должна быть идеально гладкой и чистой чтобы к ней не прилипал припой.


Далее лопатку нужно обработать жиром или воском, для это, в чуть подогретой горелкой воск или жир мы опускаем лопатку и очищаем затем на куске хлопковой, грубой, например джинсовой ткани.

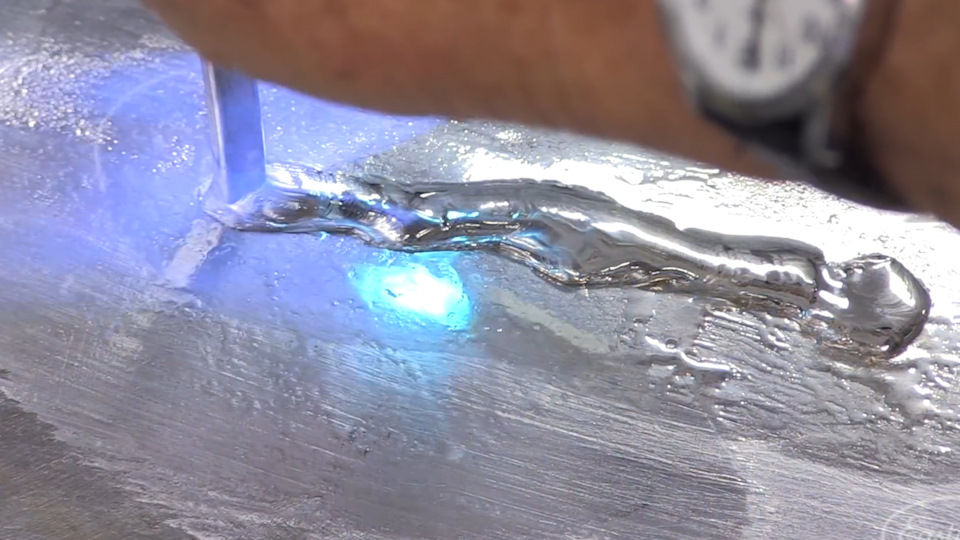
Теперь мы готовы к нанесению олова, нагревая горелкой луженую поверхность, желательно достаточно большой плоскости доводим поверхность до блеска, это означает что поверхность нагрелась и мы можем наносить олово.

Если поверхность металла не будет предварительно обработана пастой то олово там держаться не будет, оно будет скатываться.

Нагреваем поверхность и заодно приставленный пруток олова, как только олово начнёт плавится ведём прутком в нужном направлении, поддерживая нужную температуру плавления олова, так же важно хорошо прогревать и поверхность чтобы олово приставало к металлу.
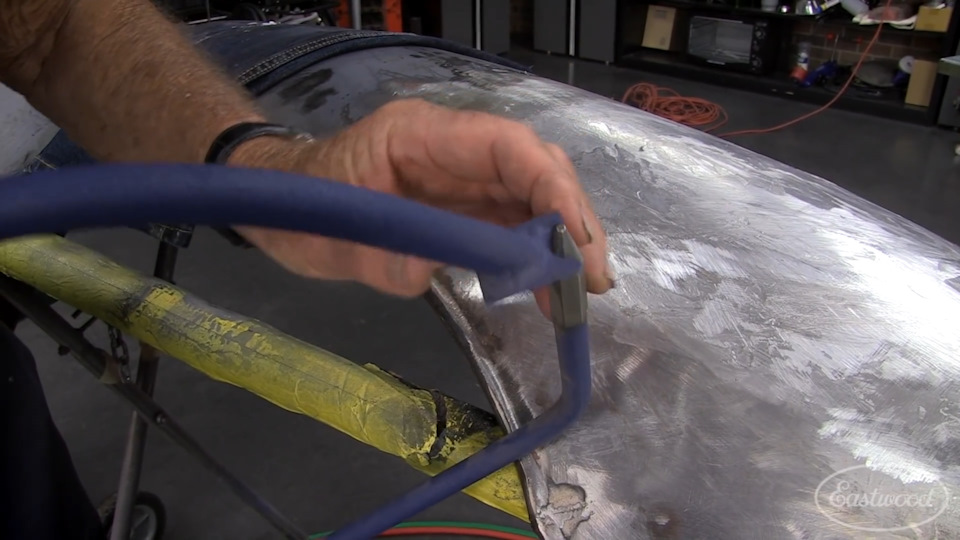
Далее берём подготовленную лопатку и начинаем разравнивать олово на поверхности, при этом важно соблюдать последовательность нагрева и разравнивания чтобы не сжечь деревянный инструмент пламенем горелки: нагреваем — отводим горелку — разравниваем — нагреваем — отводим горелку — разравниваем. Таким образов добиваемся нужной формы. Применяя лопатки разных размеров и формы мы может получить желаемую форму поверхности. При работе важно держать поверхность горячей и при этом успевать разравнивать, это с одной стороны не сложно, с другой требует тренировки.


Важно так же следить на вашей лопаткой и при необходимости очищать её и снова смазывать.
После того как поверхность готова, необходимо снова тщательно промыть её водой с содой, а затем её обезжирить от воска или жира, и далее можно приступить к разравниванию с помощью рихтовочного напильника.




Для выравнивания поверхности нам пригодится пик молоток и приспособление называемое яблочный молоток

Яблочный молоток редко встретишь на просторах России, а вот в Штатах он популярен.
После выравнивания молотками мы проверяем поверхность рихтовочным напильником, после получения желаемого результата, шлифуем поверхность абразивами необходимыми для нанесения шпаклёвки или грунта, начинать важно с той градации чтобы удалить все риски от рихтовочного напильника, остановится можно на градации Р120 для нанесения шпаклёвки. Многие спрашивают — можно ли наносить шпаклёвку на олово, можно, если вас не интересует антикоррозионная защита.
Читайте также: