Инструмент для монтажа металлических конструкций
Процесс установки конструкций в проектное положение вне зависимости от методов и способов монтажа состоит из строповки (захвата), подъема в проектное положение, временного закрепления в проектном положении, расстроповки (уборки стропов), выполнении проектного стыка, возврата грузового крюка в исходное положение. Этот комплекс взаимосвязанных операций по установке монтируемого элемента в проектное положение называется монтажным циклом. Для выполнения каждой из этих операций существуют приспособления и инструменты. Это могут быть универсальные инструменты и приспособления, применяемые для любых конструкций, монтируемых любыми методами и способами, а также специализированные инструменты и приспособления, используемые только для определенных конструкций.
Строповочные приспособления– чрезвычайно ответственные элементы такелажного оборудования, предназначенные для надежного присоединения поднимаемого элемента к крюку монтажной машины в определенном положении и допускающие предусмотренный технологией маневр без больших затрат физических усилий. Различают строповочные устройства гибкие (стропы) и с жесткими элементами (траверсы). Стропы облегченные и универсальные были рассмотрены в разделе погрузочно-разгрузочных работ. Для монтажных работ надо добавить еще балансирные (или уравновешивающие) стропы различных конструкций (рис. 8.12а).
Когда поднимаемые элементы не могут воспринять горизонтальные сжимающие монтажные усилия, возникает необходимость в уменьшении угла наклона ветвей стропа за счет увеличения длины подвески конструкций. Это не всегда возможно из-за ограниченной высоты подъема крюка монтажного крана и всегда неудобно. В этих случаях применяют балочные, решетчатые и пространственные траверсы (рис. 9.12 б, в, г).
И гибкие и жесткие строповочные приспособления должны быть оборудованы захватами – устройствами, с помощью которых концы стропа прикрепляют к монтируемой детали или к конструкции. Наиболее распространены петлевые захваты, прикрепляемые к изделию с помощью стальной монтажной петли. К ним относятся крюки и карабины, снабженные замками, предотвращающими самопроизвольное отцепление (рис. 8.13).

Рис. 8.12. Строповочные приспособления:
а – уравновешивающие стропы; траверсы б – балочная; в – решетчатая; г – универсальная; 1 – балка, 2 – ферма, 3 – блок, 4 – стропы


Рис. 8.13. Захватные устройства: а – крюк с замком, предотвращающим самопроизвольное отцепление;
б – карабин с предохранительной трубкой. 1 – предохранительная планка, 2 – проволочная скоба, 3 –крюк, 4 – петля монтируемой конструкции; 5 - карабин; 6 – предохранительная трубка; 7 – петля монтируемой конструкции
Беспетлевые захваты прикрепляют к конструкциям без монтажных петель, что позволяет экономить большое количество металла. Беспетлевые захваты (рис. 8.14) подразделяют на опорные, присоединение которых осуществляется с помощью опорных деталей (штырей, пальцев, планок, вставляемых в отверстия, предусмотренные в монтируемых конструкциях); фрикционные (сжимающие и распорные), удерживающие конструкцию за счет сил трения; вакуумные, удерживающие элемент или конструкцию с помощью вакуумных камер. При монтаже стальных конструкций используют электромагнитные захваты.
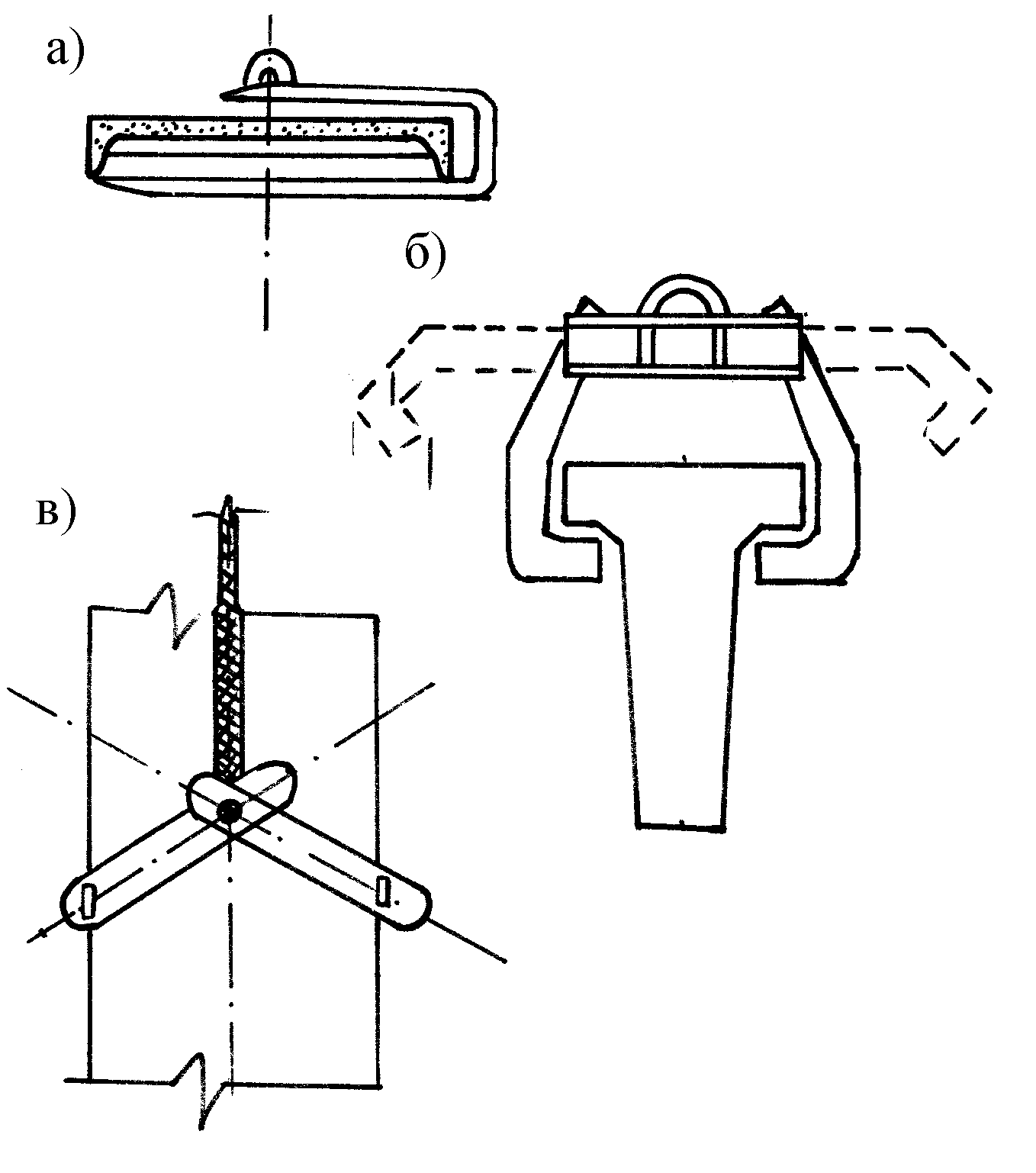
Рис. 8.14. Беспетлевые захваты:
а – консольный, б – клещевой, в – фрикционный
При захватах может быть местная или дистанционная расстроповка; последняя освобождает монтажника от непроизводительных переходов и подъемов для расстроповки. Захваты могут быть оборудованы ручным или механическим (электромеханическим, электромагнитным, пневматически) приводом.
Для временного закрепления и выверки деталей применяют клинья, расчалки, кондукторы и струбцины. С помощью клиньев и расчалок монтируют небольшие (массой до 2 т и высотой до 4 м) колонны. Клинья изготовляют из древесины твердых пород (дуба, бука), бетона и стали. Их применяют на монтаже железобетонных конструкций. Монтаж металлических конструкций ведут с помощью металлических клиньев. Использование деревянных клиньев на монтаже железобетонных конструкций затрудняет их извлечение после заделки стыков. Оставлять в стыках можно только бетонные и металлические клинья, но это невыгодно. В подобных случаях лучше пользоваться инвентарными клиновыми вкладышами, которые легко можно удалять, к тому же ими можно пользоваться при установке колонн, если стыки имеют различные размеры. По каждой грани колонн при ее ширине до 400 мм устанавливают один вкладыш, при большей ширине колонны – два вкладыша. После достижения бетоном стыка 70% проектной прочности вкладыши извлекают. Применение вкладышей вместо клиньев позволяет сократить время работы крана примерно на 15%.
Для выверки и временного закрепления колонн в стаканах применяют кондукторы различных конструкций. Имеются кондукторы для монтажа колонн в стаканы фундамента и на нижележащую колонну. Одиночные кондукторы (рис. 8.15) предназначены для одновременного монтажа одной колонны, групповые – для одновременного монтажа нескольких колонн. В любом случае кондуктор состоит из устройства для закрепления кондуктора на фундаменте, нижележащей колонне или перекрытии (хомуты, струбцины, тяги), устройства для временного закрепления монтируемой колонны (обычно – разъемные хомуты), устройства для перемещения колонны вдоль осей здания и настилов (стационарных или откидных) для размещения монтажников и сварщиков, соединенных при необходимости лестницами – если кондукторы многоярусные.

Рис. 8.15. Одинарный (а) и групповой (б) кондукторы для временного закрепления колонн:
1 – рабочая площадка с ограждением, 2 – монтируемая колонна,
3 – устройство для временного закрепления монтируемой колонны,
4 – устройство для закрепления кондуктора на ранее смонтированной колонне,
5 – перекрытие, 6 – рама, 7 – устройство для перемещения колонны относительно горизонтальных осей
Кондукторы (рис. 8.16) для монтажа балок и ферм представляют собой металлическую струбцину, закрепленную болтами на консоли колонн. После установки на консоли балки или фермы ее можно при необходимости сдвинуть вращением болтов кондуктора.
Струбцины для монтажа стеновых панелей крупнопанельных зданий закрепляют на металлической трубе (штанга-держатель) на одном или двух ее концах. Если струбцина закреплена на одном конце штанги, то такое приспособление называют струбциной с подкосом. Струбцину закрепляют на установленной панели, а второй конец подкоса – на перекрытии. Подкос снабжен муфтой, вращая которую, можно изменить длину штанги-держателя и тем самым сдвинуть верх панели, установив ее вертикально. Штангой-держателем со струбцинами на обоих концах закрепляют панели стен и перегородок, устанавливаемых параллельно друг другу. Вертикальность установки при этом проверяют с помощью отвес-рейки (рис. 8.17).
Рис. 8.16. Кондуктор для монтажа балок и ферм:
1 – колонна, 2 – ферма, 3 – струбцина, 4 – болты для перемещения монтируемой фермы
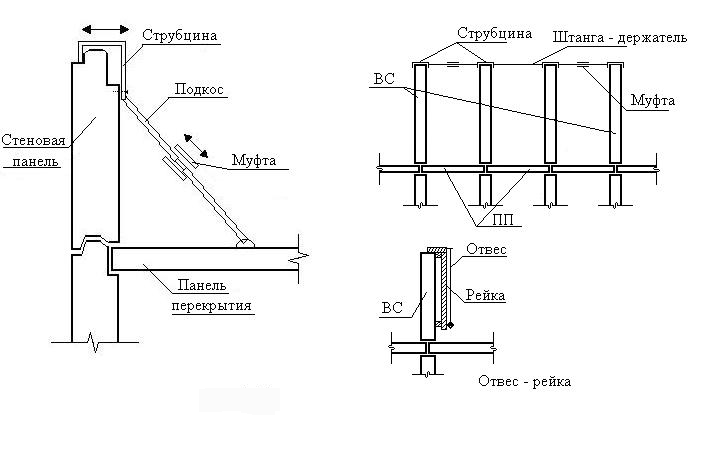
Рис. 8.17. Монтаж стеновых панелей
В процессе установки конструкции в проектное положение используется множество приспособлений для обеспечения безопасного ведения работ и облегчения доступа монтажников к захватам строповочных и выверочных устройств, а также к стыкам:
Подмости – напольные и навесные.
Монтажные столики – катучие и переставные.
Лестницы – стремянки, приставные и навесные.
Люльки – подвесные и на строительных вышках.
Следующая операция монтажного цикла – устройство проектного стыка и защита его деталей от коррозии. При этом используются разные приспособления. Если стыки бетонируются и объем бетона достаточно велик, для подачи бетона и раствора используют известные из технологии бетонных работ растворо- и бетононасосы, пневмонагнетатели, опрокидные бадьи, растворные ящики. При сварке закладных деталей и арматурных выпусков железобетонных конструкций – переносные сварочные трансформаторы с силой сварочного тока 500-1000 а. При сварке арматурных выпусков диаметром более 20 мм – полуавтоматическую ванную сварку под слоем флюса на постоянном токе (рис. 8.18).
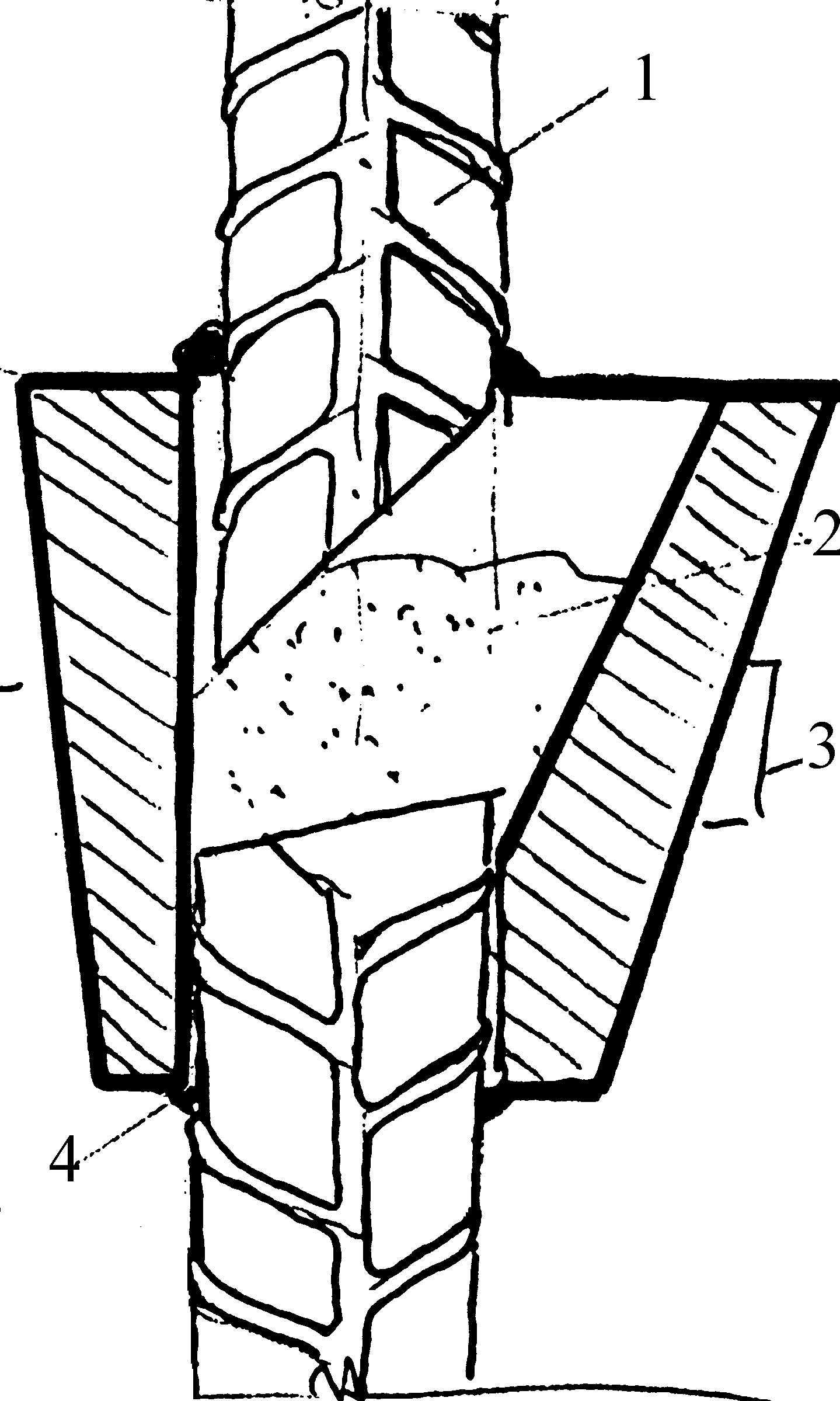
Рис. 8.18. Полуавтоматическая сварка под слоем флюса:
1 – свариваемый стержень; 2 – флюс;
3 – графитовая форма со струбциной; 4 – глиняная обмазка
Для обеспечения надежности стыковых соединений необходимо защищать металлические части сопряжений от коррозии. При наличии в бетоне стыка трещин коррозия металла протекает интенсивнее, чем на открытом воздухе. Кроме того, продукты коррозии металла имеют объем больший, чем сам металл, что создает дополнительные напряжения, разрушающие бетон. Защищают металл стыка от коррозии в основном нанесением защитных изолирующих покрытий – краски, лаки, металлизация. Последний способ является наиболее предпочтительным. Лучшим материалом для металлизации является цинк. Для нанесения покрытия из цинка в условиях строительной площадки используют газопламенные установки, состоящие из газового баллона, компрессора, емкости с цинковым порошком и распылительной горелки, в пламя которой за счет эжекции поступает цинковый порошок. Порошок расплавляется и в расплавленном виде распыляется на защищаемую поверхность.
При заделке стыков между наружными панелями крупнопанельных зданий или между навесными панелями производственных зданий выполняют герметизацию, исключающую проникание в помещение воздуха и влаги. Так как в результате температурных воздействий стыки периодически подвергаются знакопеременным деформациям, герметизация должна выполняться упругими эластичными материалами. Для этих целей используют пороизол гидроизоляционный, вилатерм СМ (изготовлен методом экструзии на основе полиэтилена высокого давления, вспененного физическими газообразователями, выпускается в виде профилей круглого сплошного сечения плотностью 35 кг/куб. м) и различные мастики: изол, полиизобутиленовые УМ-40 и УМС -50, тиоколовую У-30М.
Приспособления, необходимые для выполнения этой операции – все ранее перечисленные устройства, облегчающие доступ к стыку, специальный ролик для запрессовки жгута пороизола или вилатерма в стык, пневматический шприц с компрессором для нанесения мастик в зазоры стыка при приклеивании пороизола или на наружную поверхность расшитого стыка, термостаты для разогрева и поддержания положительной температуры гильз с мастикой в зимних условиях.
Инструмент для монтажа металлических конструкций
Сэндвич-панели производство и продажа














Для монтажа металлических конструкций применяют следующие инструменты.
Металлические конструкции перемещают ломиком с отогнутой лапой и круглым конусным другим концом.
Гайки в болтовых монтажных соединениях навертывают с помощью ключей. Чтобы рукоятку ключа можно было использовать для совмещения отверстий под болты (заклепки) установленной и монтируемой деталей, ее выполняют круглой со сбегом на конус к концу. Ключи с такой рукояткой называются коликовыми. Чаще всего применяют следующие коликовые ключи: прямой с открытым зевом (см. схему ниже, поз. а), сборочные изогнутые (см. схему ниже, поз. б) и торцовые (см. схему ниже, поз. в) ключи, удобные при частом расположении болтов и при завинчивании гаек на поверхности, имеющей выступающие детали. На ручках ключей есть клеймо с обозначением диаметра болта.
Гайки высокопрочных болтов навертывают руками и затягивают до заданного усилия ручными динамометрическими ключами (см. схему ниже, поз. г), если число болтов в узле составляет не более 25 шт., и электрическими или пневматическими гайковертами при большем числе болтов. Во втором случае динамометрический ключ используют для контроля степени затяжки гаек и дотяжки их. Ключ имеет сменные торцовые насадки под гайки соответствующих болтов. Он оборудован рычажной системой 2 с индикатором 3, который показывает крутящий момент, передаваемый ключом гайке. Зависимость между моментом кручения и показаниями индикатора устанавливают при тарировке ключа на стендах или по схеме, показанной на схеме ниже, поз. д. При тарировке к рукоятке ключа подвешивают заданный груз.

Инструменты для сборки и монтажа металлических конструкций
Монтажные коликовые ключи: а - прямой, б - с изогнутой ручкой, в - торцовый, г - динамометрический ключ, д - тарировка ключа, е - конусная оправка, ж - проходная оправка, з - пробка, и - струбцина; 1 - головка ключа, 2 - рычаг, 3 - индикатор, 4 - рукоятка ключа, 5 - приваренный шестигранник, 6 - опора, 7 - тарировочный груз.
Конусные оправки (см. схему выше, поз. е) применяют для совмещения отверстий в болтовых соединениях. При неточном совпадении отверстий через них прогоняют ударами кувалды проходные оправки (см. схему выше, поз ж), а закрепляют временно детали от смещения пробками (см. схему выше, поз з), похожими на проходные оправки. При постановке болтов их вынимают. Диаметр цилиндрической части конусной оправки на 2 мм меньше диаметра отверстия для болта, проходной оправки - равен диаметру отверстия.
Для временного соединения нескольких деталей, образующих пакет толщиной 100, 150, 190 мм, пользуются струбцинами (см. схему выше, поз и). Тупоносой кувалдой забивают клинья, выправляют конструкции. Зачищают поверхности от ржавчины и грязи и снимают .заусенцы на кромках в сборочных деталях скребком.
Инструмент для монтажа железобетонных конструкций
Монтажнику строительных конструкций приходится пользоваться комплектами ручных инструментов, ручными, механизированными и контрольно-измерительными инструментами и приборами.
Количество и номенклатура монтажного инструмента в звене (бригаде) определяются технологическим комплектом или нормокомплектом. Нормокомплект для монтажных работ - это совокупность технических средств оснащения рабочих мест (монтажной оснастки, грузозахватных устройств, инструмента) звена (бригады) монтажников определенного численно-квалификационного и профессионального состава для выполнения работ по установленной технологии с высокой производительностью труда.
Монтажные инструменты и контрольно-измерительные приборы хранят в переносных сумках (контейнерах). Работать неисправными инструментами категорически запрещается. Правила пользования ручным механизированным инструментом изложены в инструкциях по эксплуатации и приложениях - рекомендациях.
Для монтажа железобетонных конструкций используют следующие инструменты. Растворной лопатой (см. схему ниже, поз. а) и кельмой (см. схему ниже, поз. б) подают и разравнивают раствор, подштопкой и шуровкой (см. схему ниже, поз. в, г) уплотняют его в швах и стыках. Для уплотнения конопатки в швах пользуются чеканкой (см. схему ниже, поз. д) и киянкой (см. схему ниже, поз. е).
Детали перемещают при установке монтажным ломом (см. схему ниже, поз. ж). Наплывы бетона срубают скарпелью (см. схему ниже, поз. з) и остроносыми кувалдами (см. схему ниже, поз. и). Кувалдой также подгибают монтажные петли, выправляют арматуру и металлические листовые конструкции. Детали и места установки конструкций зачищают металлической щеткой (см. схему ниже, поз. к), очищают волосяной щеткой и скребком и смачивают квачом (см. схему ниже, поз. л).
Грунт подчищают и засыпают промежутки между блоками остроносой копальной лопаткой. Кроме того, в нормокомплект входят ножовка по дереву, плотничный топор, арматурный ключ, которым выправляют или подгибают выпуски арматурных стержней в железобетонных конструкциях.

Инструменты для монтажа железобетонных конструкций
а - растворная лопата, б - кельма, в - подштопка, г - шуровка, д - чеканка, е - киянка, ж - монтажный лом, з - скарпель, и - остроносая кувалда, к - металлическая щетка, л - пеньковая щетка (квач).
ТСП Лекции 8 / Лекция ¦8.4.2 Инструмент для монтажа строительных конструкций
Для монтажа железобетонных конструкций используют следующие инструмен-
ты. Растворной лопатой (рис. 1а) и кельмой (рис. 1б) подают и разравнивают раствор, подштопкой и шуровкой (рис. 1в, г) уплотняют его в швах и стыках. Для уплотнения конопатки в швах пользуются чеканкой (рис. 1д) и киянкой (рис. 1е).
Детали перемещают при установке монтажным ломом (рис. 1ж). Наплывы бетона срубают скарпелью (рис. 1з) и остроносыми кувалдами (рис. 1и). Кувалдой также подгибают монтажные петли, выправляют арматуру и металлические листовые конструкции.
Детали и места установки конструкций зачищают металлической щеткой (рис. 1к), очищают волосяной щеткой и скребком и смачивают квачом (рис. 1л).
Грунт подчищают и засыпают промежутки между блоками фундамента штыковой лопатой. Кроме того, в нормокомплект входят ножовка по дереву, плотничный топор, арматурный ключ, которым выправляют или подгибают выпуски арматурных стержней в железобетонных конструкциях.
Рисунок 1. Инструмент для монтажа железобетонных конструкций: а - растворная лопата; б
– кельма; в – подштопка; г - шуровка, д – чеканка; е – киянка; ж - монтажный лом; з – скарпель; и - остроносая кувалда; к - металлическая щетка; л - пеньковая щетка (квач).
Для монтажа металлических конструкций применяют следующие инструмен-
ты. Металлические конструкции перемещают ломиком с отогнутой лапой и круглым конусным другим концом. Гайки в болтовых монтажных соединениях навертывают с помощью ключей и электрических или пневматических гайковертов. Чтобы рукоятку ключа можно было использовать для совмещения отверстий под болты (заклепки) установлен-
Технология строительных процессов.
ной и монтируемой деталей, ее выполняют круглой со сбегом на конус к концу. Ключи с такой рукояткой называются коликовыми. Чаще всего применяют следующие коликовые ключи: прямой с открытым зевом (рис. 2а), сборочные изогнутые (рис. 2б) и торцовые (рис. 2в) ключи, удобные при частом расположении болтов и при завинчивании гаек на поверхности, имеющей выступающие детали. На ручках ключей есть клеймо с обозначением диаметра болта.
Гайки высокопрочных болтов навертывают вручную и затягивают до заданного усилия ручными динамометрическими ключами (рис. 2г), если число болтов в узле составляет не более 25 шт., и электрическими или пневматическими гайковертами при большем числе болтов. Во втором случае динамометрический ключ используют для контроля степени затяжки гаек и дотяжки их. Ключ имеет сменные торцовые насадки под гайки соответствующих болтов. Он оборудован рычажной системой 2 с индикатором 3, который показывает крутящий момент, передаваемый ключом гайке. Зависимость между моментом кручения и показаниями индикатора устанавливают при тарировке ключа на стендах или по схеме, показанной на рисунке 2д. При тарировке к рукоятке ключа подвешивают заданный груз.
Рисунок 2. Инструмент для сборки и монтажа металлических конструкций: Монтажные коликовые ключи: а – прямой; б - с изогнутой ручкой; в – торцовый; г - динамометрический ключ; д - тарировка ключа; е - конусная оправка; ж - проходная оправка; з – пробка; и - струбцина; 1 - головка ключа; 2 – рычаг; 3 – индикатор; 4 - рукоятка ключа; 5 - приваренный шестигранник; 6 – опора; 7 - тарировочный груз.
Конусные оправки (рис. 2е) применяют для совмещения отверстий в болтовых соединениях. При неточном совпадении отверстий через них прогоняют ударами кувалды проходные оправки (рис. 2ж), а закрепляют временно детали от смещения пробками (рис. 2з), похожими на проходные оправки. При постановке болтов их вынимают. Диаметр ци-
линдрической части конусной оправки на 2 мм меньше диаметра отверстия для болта, проходной оправки - равен диаметру отверстия.
Для временного соединения нескольких деталей, образующих пакет толщиной 100, 150, 190 мм, пользуются струбцинами (рис. 2и). Тупоносой кувалдой забивают клинья, выправляют конструкции. Зачищают поверхности от ржавчины и грязи и снимают заусенцы на кромках в сборочных деталях скребком.
В нормокомплект монтажника стальных конструкций входят кернер, слесарный молоток, угольник и чертилка. Их используют при разметочных работах. Для нанесения меток на конструкциях применяют филенчатую кисть.
Ручные машины , применяемые на монтажных работах, рассчитаны на обслуживание (удерживание и перенос на другое место) одним человеком, их масса не превышает 30 кг. Машины бывают электрические (напряжение 36 и 220 В) и пневматические. При монтаже используют такие ручные машины: сверлильные, гайковерты, шлифовальные, вибраторы, молотки, пилы, ножницы.
Сверлильными машинами (рис. 3а) сверлят и рассверливают отверстия в бетоне и стальных конструкциях. В корпусе электрической машины заключены электродвигатель и передача (редуктор). Рабочий инструмент (сверло) крепят к шпинделю 1. При работе машину удерживают за рукоятку 3 и ручку 5. Для включения машины нажимают курок в рукоятке. В сверлильных машинах с электронным регулированием частота вращения выбирается автоматически от 0 до 3000 об/мин.
В корпусе пневматической машины помещена турбинка, вращаемая сжатым воздухом. К рукоятке с пусковым курком, обычно через штуцер, подводится резиновый шланг для подачи воздуха.
Гайковерты принципиально устроены так же, как и сверлильная машина (вместо сверла оснащается сменным ключом); отличаются они меньшей частотой вращения шпинделя. Их применяют, когда требуется завертывать большое количество болтов, шурупов, винтов. Электрическими гайковертами заворачивают болты диаметром 12 . 16 мм, пневматическими - до 36 мм. Масса инструмента 1,9 . 10,0 кг. Выпускают электрические гайковерты с электронным регулированием скорости вращения и с магнитной головкой.
Шлифовальные машины (рис. 3б) применяют для подготовки металлических поверхностей под сварку, зачистки сварных швов, очистки металлоконструкций от коррозии. В отличие от сверлильных машин к шпинделю шлифовальной машины крепят не сверло, а шлифовальный круг диаметром 40 . 230 мм.
Вибраторы (глубинные с гибким валом) применяют для уплотнения бетонных и растворных смесей при заделке стыков железобетонных конструкций и бетонировании. Вибратор состоит из электродвигателя, установленного на основании и помещенного в кожух гибкого вала, который передает вращение от электродвигателя вибронаконечнику.
В вибронаконечнике вращение преобразуется в вибрационные колебания. Масса вибраторов вместе с валом 13 . 20 кг. Вибраторы применяют в комплекте с трансформаторами, понижающими напряжение. Наиболее часто используют глубинные вибраторы с наконечником, диаметр которого 28, 38, 51 мм.
Молотки электрические с различными сменными наконечниками (зубилами, чеканкой, скарпелем) используют при пробивке борозд или проемов в кирпичной кладке и бетоне, для зачеканки стыков между панелями стен.
Молотки пневматические (рис. 3в) используют для выполнения перечисленных работ, а также для рубки бетона, обрубки кромок под сварку, вырубки раковин в прокате. Такие молотки представляют собой пневматическую поршневую машину ударного действия.
Рисунок 3. Ручные машины: электрические: а – сверлильная, б – шлифовальная, в - пневматический рубильный молоток; 1 - шпиндель, 2 - корпус, 3 - рукоятка с курком, 4 - кабель, 5 - ручка.
Особенности монтажа металлических конструкций: что нужно знать об этом?
Область применения металлоконструкций разнообразна как по виду назначения построек, так и по уровню сложности возводимых объектов. Они широко используются в строительстве складских помещений, автомоек и СТО, производственных и сельскохозяйственных комплексов, зернохранилищ и т. д. Учитывая обширный набор сфер использования, требуется четкая классификация металлоконструкций в соответствии с конкретными критериями.

Один из таких критериев – технология изготовления металлоконструкций и способ их сборки. Так, различают:
- болтовые (винтовые) – сборка производится с применением метизов;
- клепаные – сборка с использованием клепок;
- кованые – объединение элементов конструкции посредством ковки;
- сварные – соединение деталей при помощи сварки;
- штампованные – изготовление бесшовных металлоконструкций путем штамповки металлопроката;
- комбинированные – объединение нескольких способов изготовления и сборки металлоконструкций: например, сварно-болтовые, сварно-литые и др.
По типу использования металлоконструкций выделяют:
- Сборно-разборные, когда конструкция может собираться непосредственно на объекте и разбираться при необходимости. Такая технология изготовления металлоконструкций позволяет использовать их повторно.
- Цельнолитые (стационарные), когда создается стационарная конструкция для продолжительной эксплуатации. Такие металлоконструкции демонтажу не подлежат.
- Трансформируемые – данный вариант напоминает сборно-разборные конструкции, но в этом случае из одного и того же набора элементов можно создавать металлоконструкции различных конфигураций и размеров.
По назначению металлоконструкции можно разделить на два типа: несущие и ограждающие. К первому относятся каркасы деталей, которые обеспечивают жесткость и устойчивость всей конструкции, ее техническую конфигурацию. Ко второму типу относят комплекс деталей (сэндвич-панели и фасадные, ограждения, воротные системы и пр.), выполняющих защитную функцию.
Технологии изготовления металлоконструкций классифицируют также по материалу, из которого они выполняются. Для этих целей применяют металлические сплавы: алюминиевые, стальные, титановые, чугунные и др. или их соединения.
Правильная организация монтажных работ гарантирует высокое их качество, в процессе занятия используются специальные мобильные грузоподъемные механизмы, кроме того, монтируемые элементы укрупняются в крупные блоки. Чтобы здание на основе металлического каркаса (может быть ангаром из металлоконструкций или модульным зданием) соответствовало самым высоким стандартам качества и безопасности, следует заказывать изготовление металлических конструкций у профессиональных мастеров, что имеют соответствующую квалификацию и большой стаж работы (в таких вопросах ни в коем случае нельзя быть наивным, чтобы не попасть «на крючок» строителей-разгильдяев).

Указания по применению самонарезающих винтов
Для эффективной работы с шурупами – саморезами необходимо соблюдать следующие требования:
Требования к инструменту
- Мощность –от 600 Вт.
- Скорость – 1500-2000 оборотов/мин.
- Сила закручивания – max 19N/ mm2
- при монтаже сэндвич – панелей избегать удара сверлящего наконечника о подконструкцию после прохождения саморезом «тела» панели;
- монтаж осуществлять с равномерным давлением на шуруповерт (200-300 Н) и постоянной скоростью вращения (1500-2000 об/мин);
- проходящая способность сверлящего наконечника должна быть больше или равна максимальной суммарной толщине одновременно просверливаемого металла.
- избегать попадания точки сверления на сварные швы несущей конструкции.
Выполнение этих правил сведет потери элементов крепления при монтаже к минимуму.
Что включают в себя подготовительные работы по монтажу металлоконструкций?
С целью организации безопасных монтажных работ без риска быть травмированным к месту монтажа проводят электроснабжение, необходимое для бесперебойной работы сварочных аппаратов и монтажного крана, кроме того, осуществляют установку путей под краны, недалеко от монтажной площадки возводят помещения бытового назначения, передвижные инструментальные склады.
Во время монтажа технологических металлических конструкций выполняют операции на большой высоте от земли, рабочего настила или любого другого перекрытия. Если работник ведет монтажные работы с конструкций на высоте более 5 метров от земли, то такие работы именуются верхолазными, на высоте организуют подмости (перила должны быть высотой 1000 мм), люльки, возможно устройство временных площадок.
Подмости, соответствующие всем необходимым конструктивным требованиям, закрепляют в то место, где стропильные и подстропильные фермы, подкрановые балки и прочие детали примыкают к колоннам, крепление подмостей (могут быть с деревянным либо металлическим настилом) осуществляют непосредственно перед установкой колонны, снимают их с применением монтажного крана.
Эффективность монтажа конкретных конструкций (галереи, эстакады, резервуаров) с экономической точки зрения во многом зависит от правильности выбора монтажных механизмов – шевр, порталов, монтажных мачт, разнообразных подъемников и кранов (при их выборе учитывают объем и вес конструкций, которые предполагается монтировать).
Следующий шаг – строповка, которая представлена мероприятием по подъему металлических конструкций и установке их в проектное положение, далее производится крепление поднимаемых деталей к крючку грузоподъемного механизма, все работы производит специально выбранный человек – стропальщик.
Наземную часть металлической конструкции возводят только после приемки фундамента, точность установки конкретных конструкций наземной части обусловлена степенью правильности устройства фундамента, далее рабочие осуществляют подливку.
В некоторых случаях на фундаменте вне поверхности опоры металлической колонны красуются направляющие из швеллеров (на них и заливают бетон, сглаживая его при помощи рейки), при этом верхнюю поверхность выверяют нивелиром, во время устройства фундамента также в жесткие кондукторы заделывают анкерные болты.
Самая опасная операция – это подъем металлоконструкций при помощи грузоподъемного крана, бригадир должен управлять процессом – подавать команды.
Обратите внимание!
Во избежание травм и непредвиденных ситуаций рабочие монтажники ни в коем случае не должны мельтешить под поднимаемым грузом.
Окончательная сборка.
Конечная цель процесса монтажа — передать правильно собранную раму для последующих работ. Ключевым критерием здесь является точность позиционирования каркаса, и это контролируется его монтажным положением.
Каркасная конструкция из стали представляет собой сборку, состоящую из большого количества относительно тонких и гибких компонентов. Общая точность сборки проверяют электронным отвесом по линии законченной конструкции. Кроме того, необходимо учесть, что некоторые деформации (изгиб конструкции под действием собственного веса) также влияют на фактическое положение стальной конструкции. На завершающем этапе производят приёмочные испытания, состоящие в измерении размеров и прогибов всех элементов.
Монтаж колонн
Большинство металлических колонн размещается на сплошном фундаменте из бетона. Кода они готовятся к монтажу, на них наносят отметки, обозначающие продольную ось и верх фундамента. При установке колонны удерживают одним из таких способов:
- При помощи анкерных болтов, которые заделаны в фундамент. После того, как колонна выверена по двум перпендикулярным осям, места соединения заливаются цементным раствором.
- Напрямую фундаментной поверхностью, которая возводится до отметки фрезерованной подошвы у колонны. В этом случае цементный раствор дополнительно не подливается.
- С использованием стальных опорных листов. У них верхняя поверхность строгается. Заливка цементного раствора выполняется при необходимости.
Для удержания колонн с широкими башмаками и высотой до 10 м достаточно использовать одни только анкерные болты. Колонны с большей высотой и узкими башмаками необходимо также поддерживать расчалками в той плоскости, где жесткость конструкции минимальна.
- Крепление расчалок выполняется в верхней части колонны до того, как она будет поднята и размещена.
- Другой конец расчалок крепится к якорям или элементам фундамента, расположенных неподалеку.
- После того, как расчалки полноценно натянуты, стропы с колонны можно убирать.
- Полностью снимать расчалки разрешается только после того, как колонна закреплена при помощи постоянных элементов. Обеспечить устойчивость колонне можно подкрановыми балками или связями, которые размещаются после монтажа первых двух колонн, соединенной подкрановой балкой.
Когда выполняется монтаж колонн, размещаемых на фундаменте, то в ходе процесса их крепят анкерными болтами. Любые металлические прокладки, подкладываемые под основание, обязательно привариваются. В свою очередь, колонны, на верхних ярусах также скрепляются болтами или сваркой. На это соединение приходится высокая нагрузка, поэтому его прочность тщательно просчитывается при проектировании.

Монтаж элементов металлических конструкций с помощью выверки достаточно трудоемкий и длительный по времени. Поэтому в последнее время все больше используется способ монтажа, который не требует выверки. Такой метод позволяет, как улучшить качество конструкции, так и сократить сроки, требуемые для возведения здания.
Безвыверочный монтаж требует подготовки металлоконструкции в процессе изготовки и непосредственно на стройплощадке. Чтобы увеличить точность конструкции, используются следующие технологические приемы:
- Раздельное изготовление башмака и опорной плиты;
- Фрезерование торцов двух ветвей колонн;
- Строгание опорных плит;
- Наличие 4 приваренных планок на опорной плите с нарезанными отверстиями для размещения болтов;
- Наличие осевых рисок на ветвях колонн.
Когда монтаж производится без выверки, то колонны опирают на стальные плиты. В таком варианте фундамент изначально бетонируется ниже проектного значения на 50-60 мм, а после установки плиты его заливают цементным раствором.
Опорная плита размещается при помощи регулировочных болтов на опорных планках, которые бетонируются полностью в фундамент заподлицо, по аналогии с закладными деталями. Опорная поверхность плиты выставляется гайками таким образом, чтобы разница фактической отметки от проектного положения составляла не более 1,5 мм.
Когда ведется установка колонны, то осевые риски, нанесенные на ветвях, совмещаются с рисками на опорных плитах. Это обеспечивает достаточную точность размещения, после чего колонну крепят анкерными болтами. В этом случае не требуется дополнительно выверять колонну по высоте или осям. После того, как установлены расчалки, на колонны можно монтировать подкрановые балки. Когда подкрановые балки совмещены по осевым рискам с колоннами, их не требуется дополнительно выверять. После закрепления балок с колонн снимаются расчалки.
Монтаж подкрановых балок
Данные балки устанавливаются после монтажа пары колонн. Во время подъема балка удерживается при помощи двух оттяжек. Для приема её на высоте монтажники располагаются на подмостках, площадках и монтажных лестницах. Задача рабочих – удержать балку от касания с установленными ранее элементами конструкции и придать ей нужное положение. Для контроля над спуском балки имеются риски на консоли. Для устранения вертикального отклонения используются стальные подкладки, размещаемые под балкой. Для временного крепления балки используются анкерные болты.

Если производится монтаж подкрановых балок на колонны с фрезерованными подошвами, фундамент которых забетонирован до проектного значения, или колонны на строганных металлических плитах, то достаточно выверить положение балок по главной оси.
Транспортирование и складирование
Погрузку, транспортирование, выгрузку и хранение конструкций производить, соблюдая меры, исключающие возможность их повреждения, деформации, а также обеспечивающие сохранность защитного покрытия конструкций. При хранении должно быть обеспечено устойчивое положение конструкций, исключено их соприкосновение с грунтом, а также предусмотрены меры против скапливания атмосферной влаги на конструкциях или внутри них. Крепежные изделия следует хранить в закрытом помещении, рассортированные по видам и маркам.
В случае повреждения конструкций допускается выправлять плавно деформированные конструкции способами, исключающими образование вмятин, выбоин и других повреждений на поверхности проката.
Монтаж настила
Промышленные здания со стальным или железобетонным каркасом зачастую обшиваются стальным профилированным настилом. Это способствует уменьшению массы строения. Высокую эффективность показывают профилированные панели, снабженные утеплителем. Они позволяют значительно экономить тепло, что достаточно важно в климатических условиях нашей страны.
Перед установкой листы соединяются в карты, так как монтировать листы отдельно весьма трудоемко, учитывая то, что все работы необходимо вести на высоте. Сборка выполняется на горизонтальных стендах, на которых имеются уголки по размерам карт. Соединение листов выполняется при помощи заклепок или точечной сваркой. Если используются заклепки, то отверстия в разложенных листах просверливаются вручную. Расстояние между отверстиями прописывается в проекте и обычно составляет 50-60 мм. В полученные отверстия помещаются заклепки, после обработки которых получается единая карта требуемого размера.
Строповка выполняется согласно схеме, в зависимости от размеров карты. Настил укладывается на прогоны или блоки перекрытия. Прогоны размещаются на узлах ферм, а, если фермы создаются из прямоугольных профилей замкнутого строения, то прямо на верхние пояса ферм. Размещение карт из профилированных листов выполняется с использованием рисок, отмечающих место укладки.
Для крепления к прогонам требуется оборудование для монтажа металлоконструкций, которое позволяет быстро соединить их с листами при помощи дюбелей или электрозаклепок. Наиболее распространено крепление гайковертом, который затягивается винты диаметром 6 мм с пластмассовыми или стальными шайбами под головкой.
Читайте также: