Индуктор для нагрева металла
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.

Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.

Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.

Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.

Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².

В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.

Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.

Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.

А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет. Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!

Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм² 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.
- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Индукционный нагрев, основные принципы и технологии.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Индукционные нагреватели металла и другое оборудование от производителя
ПРОМИНДУКТОР – производственная компания, которая на базе собственных разработок выпускает индукционные нагреватели металла и другое оборудование. Ведущие инженеры трудятся в г. Чэнду (КНР, провинция Сычуань). Там же находится производственный комплекс.
Купить по выгодной цене оборудование от производителя – это не просто грамотное решение, а полная защита от рисков рекламаций, получения подделки. Потребители особо отмечают:
высокое качество нашей продукции;
конкурентные цены;
квалифицированную помощь при выборе;
возможность получить консультации специалиста в процессе эксплуатации;
наличие технической поддержки клиентов в формате 24/7.
Большой склад готовой продукции позволяет обеспечивать быструю доставку индукционных нагревателей транспортными кампаниями по России и в страны СНГ. Предоставляем гарантийное обслуживание.
У нас покупают индукционные нагреватели металла под разные задачи. Достаточно широкий ассортимент позволяет подобрать модели по частоте, мощности, другим параметрам.
Помимо готовых решений предлагаем заказать разработку и изготовление индукционного оборудования под индивидуальные требования, а также комплексных решений.
По запросу предоставим необходимую информацию, ответим на интересующие вас вопросы, вышлем печатные материалы, привлечем и организуем встречи с техническими и коммерческими специалистами.
Сотрудничество с ПРОМИНДУКТОР – надежно, выгодно и перспективно!
Ведущие характеристики продукции
Технология. Она разработана в нашем конструкторско-проектном бюро и постоянно модернизируется собственными сотрудниками компании. Учитываются также последние и перспективные мировые открытия, совершенные в профильной сфере.
Производство полного цикла. Ведущие специалисты компании, принимают непосредственное участие в модернизации технологии, производственном процессе, ведут постоянный контроль качества.
Широкий ассортимент моделей. Предприятие предлагает индукционные нагреватели для кузнечного нагрева, закалки, штамповки, плавки, нагрева текучих сред, термообработки сварных соединений и других целей.
Сертификация. Все изделия проходят необходимые тестирования, получают сертификаты соответствия РФ. Производства имеют сертификат IS09001:2008.
Надежность и долговечность. Сотни клиентов от Калининграда до Камчатки бесперебойно и с полной нагрузкой эксплуатируют наше оборудование с 1993 года.
Комплектующие от лидеров рынка. Все необходимое для производства индукционных нагревателей металла и другого оборудования получаем по договору с ведущими брендами. Каждая партия проходит проверку на качество.
Конкурентные цены. Сверхприбыль нас не интересует. Мы устанавливаем минимально возможные цены. Их нельзя назвать низкими, но они полностью соответствуют тому уровню качества и тем характеристикам, которые мы заявляем как производители. Держим марку!
Индукционный нагрев — для неопытных. 1.

Привет всем! Неопытный, это я. Давно бродит по закоулкам сознания мысль " Как бы загнать 2 Квт мощности в медную трубку". Скептик здесь поморщится — " Накопи денег и купи индуктор". А если моя мысль тянет за собой другую — " Как бы потом наотливать из алюминия медалек собственного фасона"? Мне что тогда ? Накопить денег и купить на АЛИ, сразу, тех медалек, и выбросить все мысли, и не получить интереса разбирательства в сложных вопросах? Нет, пороемся в Интернете и начнем разбирательство…
А вопрос-то сложный. Загнать 2 Квт мощности в нагрев, на уровне 220 вольт, 50 Герц — нетрудно ( нихром нужной длины и сечения, два провода, вилка — все!). Ту же мощность на уровне 12 Вольт? Потруднее будет — строгий ограничитель фантазии, мистер ТОК потребует толстенных проводов. Поэтому и стартерные провода имеют внушительное сечение. Поэтому и 24-х вольтовая система ( МАЗы, КАМАЗы ) появилась на свет ( для облегчения).
Хорошо, оставим Вольты в покое, останемся на уровне 220 Вольт, но подразним другую ограничительницу фантазий — Мисс ЧАСТОТУ. Попробуем на любительском уровне выработать 300 КилоГерц. Эта дама, ЧАСТОТА, тоже строга и капризна — дает волю ложным взаимодействиям по индуктивности и емкости, да так, что они превышают задуманные связи, и, возбуждаясь, схема улетает в тар-тарары.
Поэтому я и задумал, по мере своего движения, выкладывать частями модули индукционного нагревателя.
Кусочки схем подсмотрены в Интернете, все уже придумано до нас(,
Кого — то это, возможно, остановит, дабы не тратить сил своих, за зря. А кто-то, может, перестанет катать ногой под столом конденсаторы от взорвавшегося сварочного инвертора, и последует за мной ).
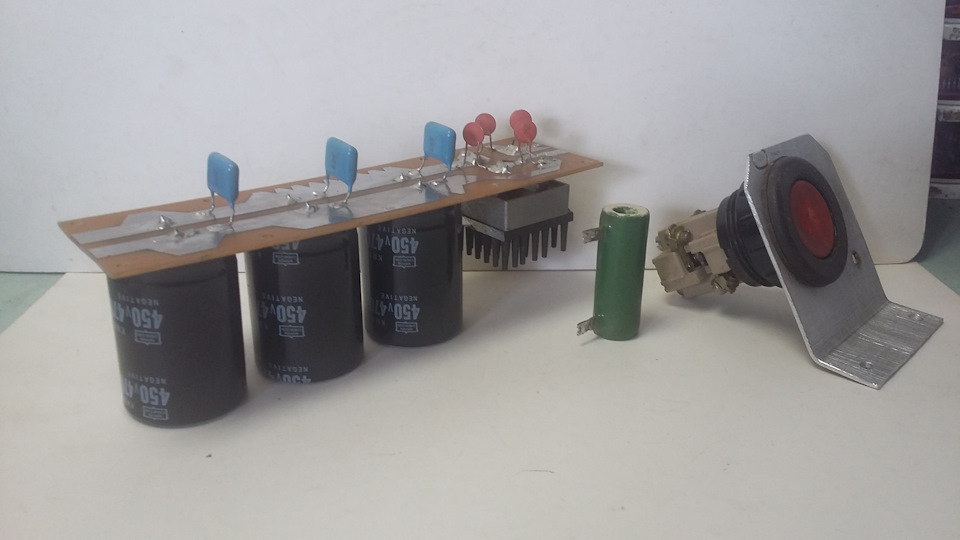
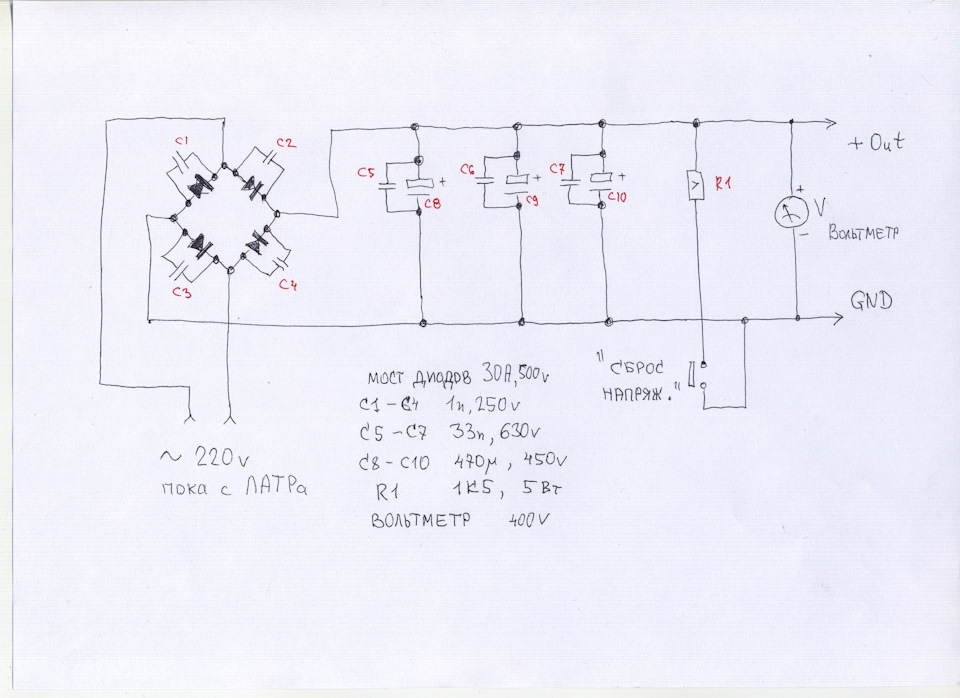
Итак, для начала, нужно выпрямить фазу — то есть мост, и за ним тяговые конденсаторы. Перед мостом должен быть модуль мягкого старта. Ибо на пустые емкости повалит такой пиковый ток, что будет несладко не только мосту, но и всей проводке в целом. Я пока собираюсь включаться через ЛАТР, то есть поднимая фазу от нуля до уровня 220 Вольт вручную. То есть зарядка конденсаторов будет плавной. Правда, из-за ЛАТРА первые опыты будут в районе 0,5 Квт. Потом добавим.
Шины выпрямителя должны быть широкими и короткими. Мост должен держать 30 ампер ( будет, я надеюсь, где-то 10 ампер), чтоб не напрягался. У меня завалялся мост от сварочника "no-name", к нему прикручен небольшой радиатор. Мелкие конденсаторы, накинутые сверху — блокировка высокочастотных помех. Кнопка и мощный резистор на 1,5 Ком нужны для спокойствия души. То есть, когда схема будет выходить из повиновения, то : 1. Вырубать автомат сети 220 вольт и тут же: 2.Сбрасывать напряжение моста, нажав на кнопку. По вольтметру будет видно, как это все приедет в безопасной состояние. И какая-то часть схемы может еще остаться живой…
Индукционный нагреватель металла + схема

Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).

Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.

Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.

Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.

Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Читайте также: