Холодная обработка металлов резанием
1. Обработка давлением основана на способности металлов необратимо изменять свою форму без разрушения под действием внешних сил. Она обеспечивает получение заготовок для производства деталей, а в некоторых случаях и самих деталей требуемых форм и размеров с необходимыми механическими и физическими свойствами.
Обработка давлением – прогрессивный, экономичный и высокопроизводительный способ металлообработки, развивающийся в направлении максимального приближения форм и размеров заготовки к форме и размерам детали, что обеспечивает лучшее использование металла, сокращение трудоёмкости последующей обработки резанием и уменьшением себестоимости продукции.
При производстве металлических изделий широко применяют обработку металлов давлением как в горячем состоянии, так и в холодном. Основными способами обработки металлов давлением являются прокатка, волочение, прессование, ковка и штамповка.
Прокатка – один из важных способов обработки давлением, которым обрабатывается более 75% выплавляемой стали.
Прокатка осуществляется захватом заготовки 2 (рис. 22, а) и деформации ее между вращающимися в разные стороны валками 1 прокатного стана; при этом толщина заготовки уменьшается, а длина и ширина увеличиваются. Валки имеют гладкую поверхность для прокатки листов или вырезанные ручьи, составляющие калибры, для получения круглой или квадратной полосы, рельсов и т. д.
Волочение – процесс, при котором заготовка 2 (рис. 22, б) протягивается на волочильном стане через отверстие инструмента 1, называемого волокой; при этом поперечное сечение заготовки уменьшается; а длина ее увеличивается.
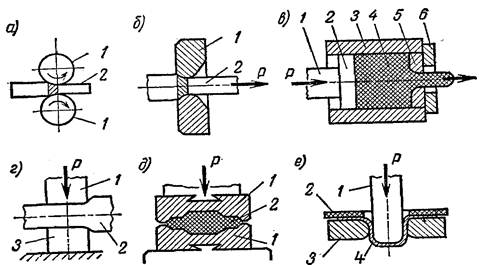
Рис. 22 Схемы основных способов обработки металлов давлением:
а – прокатка; б – волочение; в – прессование; г – ковка; д – объемная штамповка; е – листовая штамповка
Прессование представляет собой выдавливание заготовки 4 (рис. 22, в), помещенной в специальный цилиндр – контейнер 3,через отверстие матрицы 5, удерживаемой матрицедержателем 6;выдавливание производят при помощи пресс – шайбы 2 и пуансона 1. В зависимости от формы и размеров отверстия матрицы получают разнообразные изделия.
Ковка металла заключается в обжатии заготовки 2 (рис. 22, г) между верхним 1 и нижним 3 бойками молота с применением разнообразного инструмента. Свободной ковкой получают поковки различных размеров простой или сложной формы на молотах или прессах.
Штамповка – процесс деформации металла в штампах, форма и размеры внутренней полости которых определяют форму и размеры получаемой поковки. Различают объемную и листовую штамповку.
При объемной штамповке (рис. 22, д) на горячештамповочных молотах и прессах заготовка 2 деформируется в штампе 1. Листовая штамповка (рис. 22, е) осуществляется на холодноштамповочных прессах. При помощи пуансона 1, прижима 2, матрицы 3 листовая заготовка 4 превращается в изделие.
2. Различают горячую и холодную обработки металлов давлением.
Горячая обработка металлов давлением характеризуется явлениями возврата и рекристаллизации, отсутствием упрочнения (наклёпа); механические и физико-химические свойства металла изменяются сравнительно мало. Пластическая деформация не создаёт полосчатости (неравномерности) микроструктуры, но приводит к образованию полосчатости макроструктуры у литых заготовок (слитков) или к изменению направления волокон макроструктуры (прядей неметаллических включений) при обработке металлов давлением заготовок, полученных прокаткой, прессованием и волочением. Полосчатость макроструктуры создаёт анизотропию механических свойств, при которой свойства материала вдоль волокон обычно лучше его свойств в поперечном направлении.
При холодной обработке металлов давлением процесс пластической деформации сопровождается упрочнением, которое изменяет механические и физико-химические характеристики металла, создаёт полосчатость микроструктуры и также изменяет направление волокон макроструктуры. При холодной обработке металлов давлением возникает текстура, создающая анизотропию не только механических, но и физико-химических свойств металла. Используя влияние обработки металлов давлением на свойства металла, можно изготавливать детали с наилучшими свойствами при минимальной массе.
Для получения заготовок обработкой давлением используют различные деформируемые материалы: углеродистые, легированные и высоколегированные стали, жаропрочные сплавы, сплавы на основе алюминия, меди, магния, титана, никеля и др.
Исходными заготовками для обработки металлов давлением являются плоские и круглые слитки разных размеров и массы из стали и цветных сплавов.
До обработки давлением слитки подвергают механической обработке, которая заключается в отрезке прибыльной и донной частей и очистке поверхности от литейных пороков.
Размеры и масса слитков зависят от их назначения. Цилиндрические слитки предназначаются для изготовления прутков, профилей и труб. Их получают главным образом методом непрерывного литья. Плоские слитки применяют для изготовления различных поковок, листов, лент, полос и т. п.
3. Существенные преимущества обработки металлов давлением по сравнению с литейным производством и обработкой резанием – возможность значительного уменьшения отхода металла, а также повышения производительности труда, поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Кроме того, пластическая деформация сопровождается изменением физико-механических свойств металла заготовки, что можно использовать для получения деталей с наилучшими эксплуатационными свойствами (прочностью, жесткостью, высокой износостойкостью и т. д.) при наименьшей их массе.
Эти и другие преимущества обработки металлов давлением (отмеченные ниже) способствуют неуклонному росту ее удельного веса в металлообработке. Совершенствование технологических процессов обработки металлов давлением, а также применяемого оборудования позволяет расширять номенклатуру деталей, изготовляемых обработкой давлением, увеличивать диапазон деталей по массе и размерам, а также повышать точность размеров полуфабрикатов, получаемых обработкой металлов давлением.
Холодная обработка металлов

Холодная обработка металла является популярной технологией, которая включает в себя несколько методик. Этим способом достигают необходимых параметров заготовки без ее нагрева или разрушения, однако далеко не каждый материал доступен для обработки такого рода.
Помимо ограниченности по типу металла, холодная обработка имеет и ряд других недостатков. В нашей статье мы расскажем, как реализуется данная технология на практике, разберем ее плюсы и минусы, поговорим об охране труда во время этого процесса.
Понятие холодной обработки металла
Холодная обработка металлов представляет собой изменение формы изделий без их нагрева при помощи ряда манипуляций, в том числе резания. Для этого используются станки и ручные инструменты. Обычно к холодной обработке относят различные слесарные работы.
Хотя машиностроение непрерывно развивается, создаются новые технологии, холодная ручная обработка металлов все еще сохраняет значимую позицию. Правда, ее удельный вес в современной промышленности неуклонно снижается. Активнее всего ручная работа сменяется рубкой, сверлением, развертыванием, нарезкой резьбы на станках.
Не так ярко данная тенденция прослеживается в опиловке, шабровке, притирке, инструментально-лекальном деле, хотя и в этих сферах не так давно появилось специальное оборудование.
Слесарно-монтажные работы до сих пор проводятся без значительной механизации, однако доля ручного труда здесь сократилась благодаря взаимозаменяемости деталей, обработанных механическими способами. Ручная работа пока остается незаменимой только в сфере разметки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Если на предприятии не удается перейти на использование станков, экономические показатели повышают благодаря рационализации методов. Холодная обработка металлов считается одной из областей, позволяющих задействовать научную организацию труда, в основе которой лежит наблюдение, определение эффективности разных подходов, хронометраж, пр.
Плюсы и минусы холодной обработки металлов
Данный способ имеет такие достоинства:
- повышается предел пластичности, прочности материала изделия;
- возрастает твердость, но снижается уровень пластичности;
- обеспечивается более высокое качество поверхности, повышаются допуски на размер;
- возрастает твердость, даже если этого не удается добиться при помощи термической обработки.

Минусы данного подхода:
- Может использоваться только для пластичных металлов, таких как низкоуглеродистая сталь.
- Во время обработки появляются остаточные напряжения, которые вызывают повышение хрупкости изделия. Изначальную пластичность возвращают при помощи отжига металла.
- Есть вероятность фрагментирования, изменения зерненой структуры металла – подобные дефекты устраняют посредством термической обработки.
- Холодная обработка крупных заготовок из металла предполагает значительные трудозатраты, расход времени, энергии, тогда как при работе с небольшими изделиями этот метод считается простым.
Металлы, используемые в холодной обработке
Холодная обработка металлов предполагает, что заготовки меняют форму, размер при комнатной температуре либо той, что не вызывает рекристаллизации.

Поэтому данный подход может использоваться лишь для некоторых материалов, таких как:
- низкоуглеродистая сталь;
- латунь;
- бронза;
- медь;
- алюминиевая бронза;
- аустенитные и ферритные нержавеющие стали;
- сплавы на базе никеля;
- нелегированный алюминий, а также ряд его сплавов.
Основные методы холодной обработки металлов
На производствах применяют пять способов холодной обработки металлов:
Ковка
Для работы с заготовками весом 0,3–20 кг выбирают пневматические молоты. Изделия массой 20–350 кг обрабатываются при помощи паровоздушных молотов. Деталям весом до 200 тонн придают необходимую форму гидравлическими прессами.

Холодная ковка позволяет выполнять:
- осадку, то есть расплющить деталь, сократив высоту при параллельном увеличении поперечного сечения;
- протяжку или растяжение поковки в длину с уменьшением поперечного сечения;
- прошивку, то есть создать глухое либо сквозное отверстие;
- гибку, что предполагает изгиб оси заготовки без образования складок и трещин с обеих сторон изделия;
- разгонку или увеличение ширины при одновременном уменьшении толщины детали.
Данный метод холодной обработки металлов давлением используется чаще других. С его помощью производят изделия значительной длины, то есть трубы, рельсы, профили строительных конструкций, листовой металл для сферы машиностроения.
Именно способом холодной прокатки выпускают фольгу из чистого алюминия толщиной не более 0,001 мм.
Прессование (штамповка)
Здесь принято говорить о двух подвидах, таких как объемная и листовая штамповка.
Объемная штамповка позволяет производить такие операции:
- выдавливание;
- высадка;
- формовка.
Для выдавливания используют прессы в штампах с пуансоном и матрицей, а роль исходной заготовки играет пруток либо лист. Методом прямого выдавливания изготавливают болты и клапаны, тогда как обратный способ используется для производства полых изделий.
Боковой метод дает возможность создавать тройники и крестовины. При работе со сложными изделиями прибегают к комбинированному выдавливанию.
Нужно понимать, что это единственный вид штамповки среди способов холодной обработки металлов, который обеспечивает максимальную деформацию поверхности без ее параллельного разрушения.
Холодная высадка признана методом изготовления продукции, имеющим наиболее высокий уровень производительности. Процесс может быть автоматизирован, тогда в минуту создается от 20 до 400 деталей. В качестве исходного материала используют пруток или проволоку диаметром 0,5–40 мм.

К высадке прибегают для производства элементов с местным утолщением, таких как заклепки, болты, винты, гвозди, шарики, звездочки, накидные гайки. При этом методе холодной обработки металлов коэффициент использования материала доходит до 95 %.
Холодная формовка близка к горячей штамповке, но требует больших усилий, ведь упрочнение и сила трения приводит к низкой формуемости материала. Чаще всего данный подход используют для производства изделий из цветных металлов.
Холодная листовая штамповка предполагает, что в качестве заготовок применяются листы, полосы, ленты толщиной до 10 мм. Данный способ обработки имеет целый ряд достоинств:
- позволяет формировать изделия, имеющие малый вес;
- обеспечивает высокую точность, качество поверхностей;
- имеет высокую производительность, давая возможность изготавливать на одном станке до 40 тысяч деталей за смену;
- предполагает автоматизацию работы, если в этом есть необходимость.
В процессе листовой штамповки деформируется вся заготовка либо ее фрагмент. В первом случае применяется отрезка и вырубка, а во втором – гибка, вытяжка, формовка.
Волочение
Этот способ холодной обработки металлов позволяет уменьшить диаметр, уплотнить поверхность проволоки, чтобы обеспечить более высокую прочность. Данный метод остается единственным подходящим для работы со значительными объемами проволоки.
Если при прокатке обработка ведется вращающимися валками, то при волочении заготовку обжимают неподвижной матрицей с фильерами. Нужно понимать, что за один цикл невозможно значительно снизить диаметр изделия, так как тянущее усилие прикладывается к тонкому концу.
Благодаря волочильным станам удается изготавливать проволоку, имеющую диаметр от одного микрона до шести миллиметров.
Редуцирование
Данный вид холодной обработки металлов предполагает размещение заготовки между вращающимися обжимными валами либо вращение задается самой детали, которая впоследствии формуется и уплотняется пуансоном.
Этот метод позволяет осуществлять такие операции:
- формирование наружной, внутренней резьбы;
- редуцирование труб;
- правка заготовок;
- гибка изделий.

Резьбонакатные станки при помощи накатных роликов или оправки нарезают наружную и внутреннюю резьбу М3 – М68. Редуцирование труб предполагает, в первую очередь, закатку либо раскатку концов на длину не более 200 мм.
Операция правки используется, чтобы придать заготовке верную геометрическую ось, тогда как гибка необходима для получения пружин с различным диаметром.
Обеспечение безопасности при проведении холодной обработки металлов
В процессе холодной обработки металлов опасность для сотрудников предприятия представляют такие факторы:
- движущиеся машины, механизмы;
- мобильные элементы оборудования;
- передвигающиеся изделия, заготовки, материалы;
- транспортные средства;
- избыточное содержание пыли, газов в воздухе рабочей зоны, аэрозолей фиброгенного действия;
- повышенное напряжение в электрической цепи;
- высокий уровень шума;
- вероятность пожаров, взрывов;
- острые кромки, заусенцы, шероховатости заготовок, инструментов, оборудования, металлическая стружка;
- слишком высокая/низкая температура оборудования, материалов;
- вибрации;
- патогенные микроорганизмы, содержащиеся в смазочно-охлаждающих жидкостях;
- тяжелый труд, предполагающий значительное напряжение работника.
Чаще всего несчастные случаи во время металлообработки происходят по причине несоответствия оборудования требованиям безопасности. Также проблема может скрываться в отсутствии необходимых защитных ограждений, блокировок, иных предохранительных устройств.

Подвижные части оборудования могут превратиться в источник травм, поэтому (согласно правилам безопасности при холодной обработке металлов) должны ограждаться. Либо они могут располагаться таким образом, чтобы прикосновение к ним было невозможным.
Кроме того, разрешается прибегать к иным средствам, в том числе двуручному управлению, чтобы избежать травмирования персонала предприятия.
Иногда ограждение и использование других средств, исключающих вероятность непосредственного контакта работников с подвижными элементами, негативно отражается на функционировании машин. Тогда нужно предусмотреть яркие цвета, знаки безопасности и сигнализацию, которая будет сообщать людям о запуске оборудования.
Около движущихся элементов, оказывающихся за пределами поля видимости оператора, монтируются механизмы управления аварийным торможением. Это делается на случай, если в опасной зоне оказывается персонал предприятия.
Дверцы, крышки, ограждения должны надежно удерживаться в закрытом, то есть рабочем, и открытом состоянии, что обеспечивается специальными приспособлениями. При необходимости они должны быть сблокированы с приводом для его отключения во время их открывания, снятия.
При холодной обработке металлов не допускается запуск и функционирование оборудования с неисправными ограждающими механизмами и без таковых. Невозможны любые операции вблизи техники при полном отсутствии либо наличии плохо закрепленных ограждений.
Рекомендуем статьи
Однако мало соблюсти нормы безопасности в сфере оборудования, важно грамотно организовать рабочие места. Последние должны располагаться за пределами линии движения грузов, доставляемых при помощи грузоподъемных средств.
Также необходимо, чтобы на рабочих местах были предусмотрены площадки со стеллажами, тарой, столами, местами для оснастки, материалов, заготовок, деталей и отходов, появляющихся в процессе производства.
Для специалистов, задействованных в холодной обработке металлов, подготавливаются удобные безопасные рабочие места, благодаря которым их действия не стесняются при осуществлении всех необходимых операций.
В целом, холодная обработка металлов представляет собой интересный, полезный и активно используемый предприятиями способ деформации, который позволяет значительно повысить эффективность труда.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Холодная обработка
ХОЛОДНАЯ ОБРАБОТКА металлов, способ изменения формы изделий из металла в холодном состоянии путем прокатки, волочения, штамповки, ковки и спайки, а также гл. обр. путем обработки резанием, производимой на станках и в меньшей степени ручными инструментами. В практике понятие холодная обработка ограничивается преимущественно различными видами слесарных работ, куда входят: разметка, рубка, опиловка, шабровка, притирка, слесарно монтажные работы, а также связанные с перечисленными ручными работами операции, выполняемые чаще на станках: сверление отверстий, развертывание, нарезка резьбы. Несмотря на значительный прогресс в методах современного машиностроения холодная обработка в узком смысле занимает весьма заметное место с характерной тенденцией к постепенному понижению удельного веса ее. Эта тенденция особенно заметна в таких операциях, как рубка, сверление, развертывание и нарезка резьбы, где ручная работа быстро вытесняется обработкой на станках. Аналогичный процесс вытеснения наблюдается, но в меньшей степени, в опиловке, шабровке, притирке и даже в инструментально-лекальном деле, где за последнее время появился ряд специальных станков.
В области слесарно-монтажных работ механизация не проявилась особенно заметно, но зато в этой области происходит резкое уменьшение удельного веса ручных работ за счет введения взаимозаменяемости механически обработанных деталей. В наименьшей степени замена ручной работы обработкой на станках имеет место в разметке. В тех случаях, когда бывает невозможно заменить ручную обработку механической на станках, улучшения экономических показателей достигают, рационализируя методы работы. Холодная обработка является благодарным полем для применения научной организации труда, основывающейся на наблюдении и определении эффективности различных методов работы, хронометраже и т. п. В СССР вопросами научной организации труда занимается Центральный Институт Труда (ЦИТ), проведший ряд интересных работ, легших в основу преподавания слесарного дела в соответствующих учебных заведениях.
Разметка . Поковки и отливки перед пуском их в обработку обычно размечаются по чертежу. Процесс разметки заключается в нанесении на заготовку линий, ограничивающих излишний металл, который надлежит снять при обработке. Разметка производится на разметочных плитах (фиг. 1), установленных на козлах или кирпичных фундаментах в зависимости от их размера. Для разметки мелких изделий ходовой размер плит 1200 х 1200 мм, для крупных деталей плиты делаются размерами 1500 х 3000, 2000 х 5000, 4000 х 6000 мм и более. Разметочная плита по верхней своей плоскости хорошо выстрогана, пришабрена и выверена. Устанавливается плита строго горизонтально по уровню.
Инструментами при разметке служат: простая масштабная стальная линейка длиной до 1000 мм и чугунный угольник или специальная, укрепленная на угольнике масштабная линейка с неподвижной а и подвижной б шкалами (фиг. 2), позволяющая вести отсчеты от осевых линий изделия.
Для расчерчивания параллельных линий на изделии применяется рейсмус (фиг. 3) с перемещающейся по вертикальной стойке чертилкой.
Для расчерчивания линий по линейке употребляется ручная чертилка - заостренный стальной закаленный пруток.
Построение прямых углов и линий, перпендикулярных одна к другой, осуществляется при помощи стального угольника в 90° с уширенной нижней полкой.
Расчерчивание окружностей и нанесение закруглений, а также перенос с масштабной линейки размеров и проверка расстояний на изделии производятся разметочным циркулем (фиг. 4).
Из других инструментов, необходимых для разметки, следует отметить разметочный штангенциркуль (фиг. 5), ватерпас, или уровень, транспортир (фиг. 6) и кернер для наметки точек (фиг. 7).
Установку размечаемых предметов на плите производят при помощи различного рода домкратиков и подкладок (фиг. 8 и 9).
Перед разметкой каждое изделие тщательно осматривается в отношении соответствия конфигурации заготовки с чертежом, проверяется наличие внешних пороков (трещин, раковин, недолитых мест, поломанных углов, всевозможных искривлений), а также размеры припусков.
При этом замеченные недостатки предварительно размеряются с тем, чтобы, приступая к разметке, получить уверенность, что они отойдут при дальнейшей обработке. Чтобы обеспечить четкое нанесение линий на изделие, последнее покрывается тонким слоем белой шли цветной краски (мел, густо разведенный в воде, и т. п.). Техника разметки состоит в том, что на размечаемую деталь в соответствии с чертежом наносятся сначала горизонтальные и вертикальные оси и линии, а затем окружности, закругления и наклонные линии.
Ручная резка металла осуществляется различными приемами. Для резки проволоки применяются кусачки длиной 75—250 мм (фиг. 10), а для листового железа - ручные ножницы с длиной лезвий 75—250 мм. Профильный металл большего сечения отрезают ручными (фиг. 11) или же приводными ножовками (см. также Режущий инструмент). Производительность ножовки в 300 мм длиной равна приблизительно для круглой и квадратной стали 1,6 мм 2 за один ход, для труб и уголков 1,0 мм 2 , для сложных профилей 0,7 мм 2 . Число ходов в минуту для ручной и машинной ножовки без охлаждения 60—80, для машинной с охлаждением 80—120.
Рубка металла . Инструментами в процессе рубки являются зубило и молоток. При рубке б. или м. широких плоскостей применяется слесарное зубило. Для вырубания различных фигурных углублений (пазов, канавок и т. п.) применяется крейцмейсель . Слесарные молотки применяют весом 100—800 г. Рубка зубилом производится следующим образом. Обрабатываемое изделие крепко зажимается в тиски; зубило держат в левой руке, а молоток в правой; зубилу дают наклон к поверхности губок тисков в 30—35°. Основными моментами при рубке являются меткость удара молотком по зубилу, соразмерность силы удара и правильность движения молотка и руки. Число ударов молотком 30—60 в мин. Вес молотка должен подбираться соразмерно с физической силой работающего. Обычно принимается вес молотка для учеников до 14лет - 0,4 кг, до 17 лет - 0,5 кг; для взрослых рабочих 0,6 кг; для сильных взрослых 0,8 кг. Производительность при рубке в сильной степени зависит от крепости обрабатываемого металла. Сталь режется тяжелее чугуна, а потому стружку по стали берут меньше в 1,5—2 раза, чем при рубке чугуна. Выгоднее снимать за один раз тонкую стружку; работа при этом производится быстрее, чем в случае, если сразу брать толстую стружку.
Опиловка металла . Процесс опиловки, производимый ручным способом с помощью напильника , является одним из методов обработки поверхности металлического изделия с целью придания последнему б. или м. правильной поверхности. Предмет закрепляется в тиски с таким расчетом, чтобы обрабатываемая часть выступала удобно и устойчиво из губок тисков. Элементом правильной обработки в тисках являются надлежащее положение работающего и уменье владеть напильником; корпус рабочего д. б. устойчив в вертикальном положении с незначительным уклоном вперед, без колебания взад и вперед (без раскачивания). Правильное положение левой и правой руки по отношению к тискам видно из фиг. 12.
Практика опиловки металлических поверхностей заключается в том, что сначала снимают толстый слой металла большим драчевым напильником с крупной насечкой. Опиловку производят по диагонали сначала в одном направлении, а затем в другом. Поверка плоскости производится чаще всего обыкновенной линейкой. После грубой обдирки для окончательной опиловки поверхности оставляют припуск 0,1—0,2 мм толщиной. Оставшийся тонкий слой спиливают личным или шлифным напильником. Точность обработки личными напильниками м. б. доведена до 0,05—0,02 мм, т. е. точности, достаточной для сопрягающихся друг с другом деталей. При опиловке личными напильниками вязких металлов во избежание забивания впадин насечки стружкой напильник натирают мелом. Окончательная доводка иногда заканчивается шлифованием при помощи наждачной шкурки, навернутой на напильник, с покрытием изделия маслом. Проверка поверхности изделия производится угольником и линейкой или «на краску»; последний метод описан ниже.
Шабровка плоских и криволинейных поверхностей, предварительно обработанных на станке или напильником, требуется в тех случаях, когда необходимо получить хорошо пригнанные друг к другу поверхности двух сопряженных деталей, например, направляющие в станках, подшипники шпинделя и т. п. Для обнаружения выступающих мест на обрабатываемой поверхности применяют поверку «на краску», а именно: точную поверочную плиту покрывают тонким слоем растертой на льняном масле берлинской лазури, накладывают на изделие и передвигают по последнему, или наоборот; следы краски остаются на выступающих местах, которые и подвергаются дальнейшей шабровке; процесс повторяется, пока количество пятен не достигнет: 4—8 на 100 мм длины (или 1—4 на кв. дюйм) при грубой работе, 10—16 на 100 мм длины (или 10—16 на кв. дюйм) при обыкновенной шабровке, 18—25 на 100 мм длины (или 20—40 на кв. дюйм) при очень точной шабровке. Чугун шабрится всухую, а для стали шабер смачивается в мыльной воде или в скипидаре.
Притирка применяется в тех случаях, когда требуется особенно высокая точность изделия (в пределах допусков 0,001—0,003 мм) и особенно тщательная отделка, как, например, при обработке калибров, точных приборов и т. п.; припуск на притирку оставляется равным 0,02—0,05 мм, редко больше. Работа производится с помощью металлических притиров, в поверхность которых вдавлен шлифующий порошок.
Сверление отверстий м. б. произведено ручным или гораздо чаще механическим способом. В том и другом случае инструментом для сверления служит сверло, причем прибором для ручного сверления является дрель, трещетка или коловорот. При ручном сверлении применяют перовые или спиральные сверла. Чаще всего применяются спиральные сверла; они лучше, чем перовые, как в отношении легкости работы, так и точности и чистоты отверстия. Числа оборотов сверл ручных сверлильных приборов достигают: в винтовых дрелях до 1400 об/мин., в дрелях с коническими шестернями до 300 об/мин., в коловоротах не более 60 об/мин. и в трещетке до 6 об/мин. Величина подачи сверла при ручном сверлении за один оборот не превышает 0,05—0,1 мм.
Развертыванием отверстий разверткой снимается весьма тонкий слой металла, благодаря чему достигается точность и чистота отделки, которых нельзя получить путем сверления. Процесс развертывания можно производить ручным способом (вращая развертку воротком) или, чаще, на станках сверлильном, токарном или др.
Нарезание внутренней винтовой нарезки производится метчиками. В случае изготовления внутренней нарезки вручную применяются слесарные метчики (2 или 3 в комплекте) с воротками; нарезание ведется со смазкой метчика мыльной водой для латуни, растительным маслом для стали, керосином для чугуна и алюминия; метчик вводят постепенно, вращая то вперед, то обратно и проверяя правильность положения оси метчика; при механической обработке применяются гаечные метчики на сверлильных или резьбонарезных станках. Наружная нарезка вручную изготовляется с помощью раздвижных или круглых плашек и клуппов. Техника нарезания резьбы остается примерно такая, как и при работе метчиками. При механической нарезке наружной резьбы применяют болторезные станки. Как метчики, так и плашки необходимо затачивать по мере их затупления.
В слесарном деле особое положение занимает лекальное дело - производство измерительных калибров, лекал или шаблонов. Заготовка калибра не представляет чего-либо особенного и ведется на токарных, фрезерных или других станках, далее она опиливается напильником вручную на станке или шлифуется. Особенностью лекального дела является точная доводка лекал или калибров после закалки. Основным приемом при этом является притирка на станке, где возможно, или ручная при невозможности станочной работы. Доводка контролируется или точными измерительными инструментами (плитки Иогансона, точные микрометры, оптиметр и пр.) или контршаблонами. Значительное применение ручная холодная обработка находит в слесарно-монтажном деле, охватывающем сборку, монтаж и ремонт машин. В слесарно-монтажном деле основной задачей является сборка машины или части ее из отдельных деталей; при этом собранная машина должна удовлетворять определенным требованиям в отношении точности положения деталей. Основными приемами работы, встречающимися в слесарно-монтажном деле, будут те элементарные операции, которые описаны выше (вырубка, опиловка, шабровка, нарезка и т. п.); однако они являются лишь целью достижения определенного положения деталей машины в сборке и заданного соединения (свинчивания, склепывания, различного рода посадок деталей). Поэтому и инструменты слесаря-монтажника являются типичными слесарными: молотки, напильники, зубила и т. п. Однако в части измерительных средств монтажнику необходимо иметь дополнительные приборы, как то: уровни, отвесы, угольники, большие линейки и т. п., и наконец при монтаже большое значение имеют подъемные средства - тали, домкраты, краны и пр.
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Обработка металлов резанием предназначена для придания заготовкам необходимой формы, размеров, точности и чистоты поверхности путем снятия припуска режущим инструментом на металлорежущих станках. Припуск - это слой металла, который необходимо удалить с заготовки для получения детали в окончательно обработанном виде.
При обработке металлов резанием металлорежущие станки выполняют два основных движения: резание (главное движение) и подачу, при которой происходит перемещение режущего инструмента и обрабатываемой заготовки. В зависимости от вида режущего инструмента п движений, а также характера движений обрабатываемого металла различают следующие основные пронесем холодной обработки металлов резанием:
точение (или обточка) - производят на станках токарной группы, при этом обрабатываемый материал вращается (движение резания), а резец движется поступательно вдоль оси (движение подачи);
сверление - выполняют на сверлильных станках; заготовка неподвижна, а движение резания и движение подачи осуществляются сверлом;
фрезерование- это способ обработки металла, когда режущий инструмент (фреза) получает вращательное движение, а изделие - поступательное в продольном направлении. Фрезерование выполняют на горизонтально-фрезерных станках;
строгание - производят на продольно-строгальных станках. Основное движение (возвратно-поступательное, прямолинейное перемещение) совершает заготовка. Движение подачи (прерывистое перемещение резца) происходит перпендикулярно основному движению. На поперечно-строгальных станках основное движение (возвратно- поступательное перемещение) совершает строгальный резец, а движение подачи (прерывистое перемещение, перпендикулярно к основному движению) - заготовка;
шлифование цилиндрических деталей - осуществляют на кругошлифовальных станках. Шлифовальный круг совершает вращательное движение, а движение подачи (вращательное и возвратно-поступательное) совершает заготовка. Шлифование плоских деталей производят на плоскошлифовальных станках, на которых основное движение (вращательное) получает шлифовальный круг, а движение подачи (возвратно-поступательное) совершает заготовка.
Рассмотрим параметры, характеризующие работу режущего инструмента (рис. 3.15).
У обрабатываемой детали различают обрабатываемую 2 и обработанную 5 поверхности. Поверхность режущего инструмента, по которой сходит стружка, называется передней 3, поверхность, обращенная к обрабатываемой стороне детали,— задней 4. Пересечение передней и задней поверхностей образуют режущую кромку или режущее лезвие 1. Угол, расположенный между касательными к этим поверхностям, называется углом заострения. Угол, образованный касательными к задней поверхности режущего инструмента и к обработанной
поверхности детали, называется задним углом и обозначается а. Этот угол необходим для уменьшения трения задней поверхности режущего инструмента об обрабатываемую деталь.
Передним углом у служит угол, образованный перпендикуляром к поверхности резания и касательной к передней поверхности режущего инструмента. Передний угол обеспечивает врезание инструмента в изделие и отделение стружки.
В процессе работы режущего инструмента важное значение имеет угол резания б, который образуется между передней поверхностью режущего инструмента и обработанной поверхностью.
От угла резания зависит усилие резания: чем меньше угол, тем меньше усилие.
Как уже отмечалось, процесс резания на металлорежущих станках включает два вида движения: основное и движение подачи. Первое характеризуется скоростью резания, а второе - величиной подачи и глубиной резания.
 а-при точении; б- при сверлении; в-при строгании; 1 — режущее лезвие; а — задний угол; В — угол заострения: v — передний угол; 2 — поверхность обрабатываемая; 3 —передняя поверхность режущего инструмента; 4 — задняя поверхность; 5 — поверхность обработанная |
Скоростью резания V называется величина перемещения точки обработки поверхности относительно режущего инструмента.
Для станков, у которых главное движение вращательное, скорость резания измеряют в м/мин и определяют по формуле
V= nDn/1000,
где D-диаметр обрабатываемой поверхности или инструмента, мм; n- частота вращения обрабатываемой детали или инструмента, мм.
Для станков, у которых главное движение возвратно- поступательное, скорость рабочего хода определяют по формуле
где LP — длина хода рабочего стола станка, мм; t"р — время рабочего хода, мин.
1 - передняя поверхность; 2 - главная режущая кромка; 3- главная задняя поверхность; 4- вспомогательная задняя поверхность; 5 - вспомогательная режущая кромка; б- вершина
Подача S - это перемещение режущего инструмента или изделия за один оборот шпинделя для станков с вращательным главным движением (измеряют в мм/об) или путь перемещения инструмента (мм) за один двойной ход изделия (или инструмента) для станков с возвратно- поступательным главным движением (измеряют в мм/дв. ход).
Глубина резания t есть расстояние между обрабатываемой и обработанной поверхностями (измеряют в мм).
Существуют специальные таблицы для каждого вида обработки, в которых
приведены рекомендуемые значения режимов резания.
Самым простым режущим инструментом является резец. Все другие виды режущего инструмента представляют собой его модификацию. Резец состоит из головки (рабочей части) и тела или стержня, служащего для закрепления его на станке.
Рабочая часть (рис. 3.16) образована заточкой на одном конце стержня резца трех поверхностей: передней 1, задней главной 3 и задней вспомогательной 4. Главная режущая кромка 2, срезающая слой металла образована пересечением передней и задней главной поверхностей. Вспомогательная режущая кромка 5 образована пересечением передней и задней вспомогательной поверхностей. Место сопряжения главной и вспомогательной режущих кромок называется вершиной резца 6.
По выполняемым операциям металлорежущие станки подразделяют на универсальные, специализированные и специальные. Станки бывают легкие - до 1 т, средние - до 10т и тяжелые, а также нормальной, повышенной, высокой и особо высокой точности. Кроме того, станки подразделяются на группы, которые делятся на типы.
Существуют следующие группы металлорежущих станков: токарные, сверлильные и расточные; шлифовальные, полировальные и доводочные; комбинированные и специальные; зубо- и резьбонарезные; фрезерные, строгальные, долбежные и протяжные.Ниже приведены типы некоторых групп металлорежущих станков. В токарную группу входят следующие типы станков: автоматы и полуавтоматы, одно- и многошпиндельные, револьверные, сверлильно-отрезные, карусельные и др. В группу сверлильных и расточных станков входят: вертикально-сверлильные полуавтоматы, радиально-сверлильные, расточные, алмазно-расточные, горизонтально-сверлильные, центровочные и др. В группушлифовальных станков входят: круглошлифовальные, внутришлифовальные, плоскошлифовальные, полировальные, притирочные и т. д.
Станки токарной группы предназначены для обработки деталей способом вращения. Режущим инструментом является резец. Токарные станки подразделяются на мелкие с высотой центров до 150 мм, средние до З00 мм и крупные свыше 300 мм. Высота центров над станиной определяет радиус обрабатываемой заготовки. Расстояние между центрами позволяет обрабатывать детали определенной длины.
Распространенным типом станков токарной группы являются токарно-винторезные станки, которые служат для обтачивания наружных цилиндрических, конических и фасонных поверхностей, растачивания отверстий, подрезания торцов, уступов и нарезания резьбы.
Токарный станок состоит из станины, передней бабки с коробкой скоростей, задней бабки, коробки подач с ходовым валиком, суппорта с фартуком.
Станина- массивное чугунное основание, на котором закреплены все механизмы станка.
Передняя бабка служит для установки заготовки и сообщения ей вращательного движения. Деталь закрепляется в патроне, расположенном на шпинделе. Шпиндель получает вращение от электромотора через коробку скоростей, которая служит для регулирования частоты вращения шпинделя. Управление коробкой скоростей осуществляется при помощи рукоятки.
Задняя бабка предназначена для закрепления в центрах длинных деталей, обтачивания конусов и установки некоторых режущих инструментов.
Токарно-револьверный станок в отличие от токарно- винторезного предназначен для обработки деталей небольших размеров.
Передняя бабка не имеет коробки скоростей. На место задней бабки установлена поворотная (револьверная головка), в которой закреплены резцы, метчики и сверла. Такая конструкция позволяет быстро переставлять инструменты в резце-держателе, обеспечивать точность их установки и повышать производительность труда токаря.
Для обработки крупных деталей применяют карусельные станки. На этих станках деталь крепится на планшайбе, вращается вокруг вертикальной оси, а резец перемещается относительно заготовки.
Фрезерные станки служат для обработки плоских, призматических и криволинейных поверхностей, для нарезания зубчатых колес, спиральных канавок на режущих инструментах (сверла, зенкеры) и т. д.
Наибольшее распространение имеют горизонтально- фрезерные и вертикально-фрезерные станки.
Горизонтально-фрезерный станок состоит из следующих основных узлов: станины, консоли, или кронштейна, шпинделя, хобота, стола, коробки скоростей, поперечных салазок и вала привода механизма коробки подач.
Чугунная станина имеет коробчатую форму и предназначена для крепления всех частей станка. В верхней части станины расположены горизонтальные направляющие хобота. Передняя поверхность станины представляет собой точно образованные вертикальные направляющие, по которым перемещается консоль. Внутри станины расположены электродвигатель, механизмы подачи и шпиндель. Своей нижней частью станина опирается на фундамент.
Консоль (кронштейн) представляет собой жесткую массивную опору для стола. Консоль отливают из чугуна и тщательно обрабатывают, чтобы она могла легко перемещаться по вертикальным направляющим станины
На верхней части консоли имеются направляющие для салазок, по которым стол перемещается в поперечном направлении.
Стол фрезерного станка служит для перемещения (подачи) обрабатываемой заготовки. Он состоит из верхнего (продольного) стола и салазок поперечного стола.
Салазки перемещаются вместе с продольным столом по направляющим консоли в поперечном направлении при помощи винтового механизма — так осуществляется поперечная подача заготовки. В верхней части салазок имеются продольные направляющие, вдоль которых также при помощи винтового механизма перемещается верхний (продольный) стол. Для вертикальной подачи, т. е. перемещения заготовки вверх или вниз служит винтовой механизм, при помощи которого передвигается вся консоль по вертикальным направляющим станины.
Хобот служит для поддержания второго конца фрезерной оправки, закрепленной в шпинделе. Расстояние фрезы от шпинделя при ее установке зависит от ширины обрабатываемой заготовки. Чтобы закрепить оправку на требуемом расстоянии от шпинделя, следует передвинуть хобот вдоль горизонтальных направляющих станины и закрепить в нужном положении.
Коробка скоростей фрезерного станка позволяет регулировать частоту вращения шпинделя при неизменной скорости вращения вала электродвигателя.
Коробка подач фрезерного станка предназначена для изменения скорости механической подачи стола во всех трех направлениях. Этот механизм расположен внутри консоли станин и состоит из цилиндрических, конических зубчатых колес и кулачковых муфт сцепления. Коробка подач имеет независимое движение, не связанное с движением шпинделя.
У современных фрезерных станков коробка подач получает движение от дополнительного электродвигателя, который обслуживает только механизмы подачи. Через коробку подач вращательное движение может передаваться к каждому из трех винтов для осуществления механической продольной, поперечной и вертикальной подач. Комбинируя положение рукояток, можно получить различные скорости подач. Вертикально-фрезерный станок устроен так же, как и горизонтальный.
Горизонтально-фрезерные станки, у которых стол кроме поступательного перемещения в трех направлениях может еще поворачиваться на некоторый угол вокруг вертикальной оси, называется универсально-фрезерным.
Для обработки металлических изделий применяют продольные и поперечные строгальные станки. Продольно-строгальные станки предназначены для строгания заготовок больших размеров, например станин станков. Стол таких станков перемещается продольно вместе с заготовкой (движение резания), а резцы, закрепленные в суппорте, - поперечно (движение подачи).
Основные части продольно-строгального станка: массивная чугунная станина с продольными направляющими и стол, имеющий пазы для закрепления заготовок. Поперечная траверса перемещается по направляющим поверхностям вверх или вниз. На траверсе имеются направляющие для суппорта.
Движение от электродвигателя через коробки скоростей, ременные передачи, зубчатые передачи и т. д. передается столу и шпинделю.
На продольно-строгальных станках обрабатывают изделия длиной до 12 м одновременно с трех сторон (верхней и двух боковых).
Поперечно-строгальные станки в отличие от продольных имеют небольшие размеры и предназначены для строгания коротких заготовок (не более 600 мм). Стол такого станка вместе с заготовкой перемещается поперек станины (движение подачи), а ползун с суппортом и резцом - вдоль станины (движение резания).
Кулисный механизм позволяет изменять длину и скорость рабочего хода ползуна (резца) и быстро отводить ползун назад (холостой ход).
С коробкой скоростей соединен механизм подачи стола. Подача стола производится посредством зубчатых колес и винтовых пар во время холостого хода ползуна.
Сверлильные станки служат для сверления отверстий в изделиях. Вертикально-сверлильный станок состоит из вертикальной станины, станины, перемещающейся по направляющим, а также из стола и шпинделя со сверлом. Для изменения частоты вращения шпинделя служат ступенчатые шкивы или коробка скоростей.
Подача, т. е. вертикально-поступательное перемещение вращающегося шпинделя вместе со сверлом производится при помощи зубчатого колеса и зубчатой рейки вручную или автоматически. Для одновременного сверления нескольких отверстий применяют многошпиндельные сверлильные станки, в которых одновременно работает несколько режущих инструментов.
Радиально-сверлильный станок предназначен для обработки крупных заготовок. Станок имеет массивную цилиндрическую колонну, по которой вверх и вниз перемещается траверса, одновременно вращаясь вокруг оси. На траверсе расположены продольные направляющие для передвижения шпиндельной головки с закрепленным в ней сверлом. Благодаря такому устройству сверло перемещается в любом направлении без изменения положения обрабатываемого изделия. Станок снабжен коробками скоростей и подач, приводимыми в движение от электродвигателя. Поворот, поднятие и опускание траверсы осуществляет специальный электродвигатель. Для ручной подачи сверла служит маховик.
Шлифовальные станки подразделяются на плоско- и кругло-шлифовальные. Эти станки предназначены для снятия небольшого слоя металла особым режущим инструментом - шлифовальным камнем. Благодаря высокой твердости этих камней на шлифовальных станках можно обрабатывать изделия из твердых металлов.
При обработке металлов резанием используют станки с автоматической системой управления (программным управлением). Человек участвует только в устранении неисправностей: износившегося за смену инструмента, в регулировании (наладке) станка и др.
При изготовлении и ремонте пожарной техники обработка металлов резанием занимает значительное место. На заводах по изготовлению пожарной техники имеются специальные цехи механической обработки с токарными, фрезерными и шлифовальными станками. Пожарные части, в которых выполняют техническое обслуживание и ремонт машин и аппаратов пожаротушения, также оснащены комплектом металлорежущих станков.
При обработке металлов резанием следует выполнять правила техники безопасности. Прежде всего необходимо привести в порядок рабочее место - убрать посторонние предметы и ненужные детали. На рабочем месте могут находиться только заготовки или обрабатываемые детали и необходимый инструмент.
Рабочее место должно быть хорошо освещено, устройства, заземляющие станок, электродвигатель, предохранительные ограждения должны быть исправными, техническое состояние станка и электрооборудования отвечать соответствующим требованиям.
О замеченных неисправностях немедленно сообщить руководителю занятий (начальнику мастерской) и не приступать к работе до их устранения.
Особое внимание надо обращать на надежность закрепления обрабатываемой детали и режущего инструмента, а также на соблюдение технологии при обработке деталей согласно техническим картам.
Во время работы станка запрещается: оставлять без присмотра включенный станок; производить замеры обрабатываемой детали; смазывать, ремонтировать и протирать станок; убирать со станины стружку; передавать или принимать детали через станину станка; снимать и надевать предохранительное ограждение; переключать на ходу скорость станка; тормозить вращающиеся детали станка руками; опираться или садиться на станок и работать в рукавицах.
При появлении в станке посторонних стуков, шумов или других признаков неисправностей немедленно остановить станок и доложить об этом руководителю занятия (начальнику мастерской).
Виды обработки металлов

Почти три тысячелетия люди производят из металлов и сплавов различные изделия: предметы быта и рабочие инструменты, механизмы, оружие и пр. Но чтобы получить готовую деталь, предварительно заготовка должна пройти обработку.
Так называются технологические процессы, вследствие которых изменяются размер, форма и другие характеристики заготовок. Существуют различные виды обработки металлов.
Какой нужно использовать, выбирают в зависимости от типа материала и результата, который требуется получить. Это может быть один из механических или термических способов, сварка или литье. Какие бывают виды обработки металлов, в чем разница между ними, читайте в нашей статье.
Основные виды обработки металлов
Металлообработка представляет собой технологические процессы, позволяющие изменить размеры, форму и остальные характеристики заготовок. Основными видами обработки металлов являются литье, механообработка, то есть использование резания и давления, сварка, а также термическая, электрическая, художественная обработка.
Каждый материал имеет свои физические и химические характеристики, поэтому требует применения особого подхода. При выборе метода учитывают такие показатели:
- температуру плавления и закалки, если планируется термообработка;
- твердость и прочность при применении резания, точения.
Стоит пояснить, что твердость и прочность влияют на выполнение конкретной задачи, например, на шлифовку, формирование фигурной поверхности, штамповку, распиловку, то есть отделение одного фрагмента, пр.
В зависимости от запланированного результата выбирают технологию и определенный набор оборудования. Чаще всего используются такие виды обработки металлов:
Виды механической обработки металлов
Механическая металлообработка отличается от других подходов тем, что не изменяет химическую структуру металла или сплава, влияя только на размеры и конфигурацию изделия. В процессе работы заготовки подгоняются под заданные чертежом параметры при помощи режущего инструмента, сварки.

Готовые детали полностью соответствуют чертежу, имеют идеальную форму, точные габариты и ровную поверхность.
Механическое воздействие может оказываться различным металлорежущим оборудованием. С учетом используемого инструмента выделяют два вида механической обработки металлов:
Резание
Данный подход позволяет сформировать новую поверхность металла с помощью деформирования и удаления, срезания поверхностного слоя заготовки. В процессе работы неизбежно образуется стружка из верхнего слоя металла, то есть избыточный материал – его обозначают как припуск.
Чтобы снизить трудоемкость и затраты на обработку, его делают минимальным. Однако его размеры не должны негативно отражаться на качестве и ключевых характеристиках изделия.
Принято говорить о нескольких видах обработки металлов резанием в соответствии с применяемым инструментом:
- Точение, при котором будущее изделие закрепляется во вращающейся оснастке. Далее резцом удаляют лишний слой металла, чтобы добиться заданных характеристик. Благодаря данному методу изготавливаются детали, имеющие форму тела вращения.
- Сверление позволяет формировать в материале отверстия круглой формы. Для этого деталь жестко фиксируется, к ней медленно подают инструмент в продольном направлении. А вращающееся вокруг своей оси сверло погружается в деталь.
- Фрезерование, в отличие от сверления, предполагает использование инструмента, где режущим является не только острие, но и боковые поверхности. Вращающаяся фреза может перемещаться в вертикальном направлении, а также в стороны и вперед/назад. Данный вид обработки металлов дает возможность изготавливать изделия практически любой формы.
- Строгание позволяет формировать продольные пазы и предполагает, что резец движется назад и вперед относительно неподвижной заготовки. При каждом проходе он удаляет продольную полосу металла. Стоит оговориться, что существуют станки, в которых двигается деталь, а резец остается статичен.
- Шлифование предполагает использование абразивного материала, который вращается либо совершает продольные возвратно-поступательные движения. Он удаляет тонкие слои металла с поверхности будущего изделия. Метод задействуется при финальной обработке поверхностей, подготовке перед нанесением покрытий.
- токарные станки;
- сверлильно-расточные аппараты;
- шлифовальные машины;
- фрезерные станки;
- протяжные станки;
- прессы.
- Горячая прокатка используется при изготовлении листового, трубного, сортового, фасонного проката. Также горячекатаные заготовки могут в дальнейшем подвергаться холодному деформированию различными способами.
- Холодная прокатка позволяет повысить показатели горячекатаных изделий, например, добиться более точных размеров, улучшить качество поверхности.
- Химический, при котором повышение температуры достигается при помощи химической реакции. Этот способ становится единственным выходом, если не удается использовать электрооборудование, газовый баллон.
- Газовый предполагает нагревание металла газовой горелкой перед сваркой или резкой.
- Электросварка используется чаще других методов, позволяет нагревать и плавить металл для дальнейшего соединения.
- Дуговая. В ее основе лежит применение тепла электрической дуги, а все работы осуществляются сварочным оборудованием и электродами в среде инертных газов.
- Контактная. Требует нагревания сильным электрическим током и может быть точечная или роликовая. В первом случае элементы соединяют в отдельных точках, тогда как во втором формируют сплошной шов по всей поверхности стыка.
- втулки;
- шкивы;
- валы;
- кольца;
- зубчатые колеса;
- гайки;
- муфты;
- прочее.
- Химико-термическая обработка позволяет обогатить поверхность металла дополнительными компонентами, например, углеродом. Способ связан с использованием максимальных температур нагрева и значительных периодов выдержки – таким образом сплав получается однородным.
- Термомеханическая обработка обеспечивает металлу лучшие механические характеристики, чем те, что достижимы при классической термообработке.
- Электроискровый. Предполагает воздействие искусственным разрядом, что приводит к точечному повышению температуры заготовки до +8 000…+10 000 °C.
- Электрохимический. Необходим для формирования блестящей поверхности изделия.

Также на предприятиях применяется немало вспомогательных видов обработки металлов резанием. Они подбираются в соответствии с внешними показателями детали, позволяют работать с наружной и внутренней цилиндрической поверхностью либо плоскостями.
Пластическая деформация и электрофизическая обработка
К пластической деформации относят ковку, прессование, штамповку, накатку и другие способы. К ним прибегают, когда необходимо изменить форму, конфигурацию, габариты и физико-механические характеристики заготовки.
Для этого на производствах используется большой набор инструментов, призванных повысить эффективность обработки металла.

Чаще всего при данном виде обработки металлов специалисты работают с таким оборудованием:
После стотонного прессования или ковки на металл наносят различные покрытия посредством электрохимического метода. Таким образом изделия удается латунировать, никелировать, лудить и осуществлять другие операции.
Обработка металлов давлением
Люди начали активно использовать один из видов обработки металла давлением еще несколько тысячелетий назад. Современные методы сильно отличаются от тех, что применялись ранее, но суть остается неизменной: воздействие физической силы или давления позволяет придать заготовке необходимую форму и размер.

Существует семь методов обработки давлением, причем для каждого из них предназначено специальное оборудование:
Холодное и горячее волочение предполагает протягивание заготовки через отверстие нужной формы – таким образом задают необходимое поперечное сечение длинномерного проката.
Для данного вида обработки металлов важно, чтобы площадь сечения отверстия была меньше аналогичного показателя заготовки. Этим методом изготавливают круглые, квадратные, многоугольные прутки, фасонный прокат с малым сечением, тонкостенные трубы, имеющие небольшой диаметр.
Горячая и холодная штамповка используется людьми уже много веков. Долгое время холодная штамповка оставалась главным способом создания металлической посуды, так как метод не отличался сложностью и большими затратами.
Штамповка может быть листовой и объемной. Первая позволяет изготавливать изделия разных размеров: от небольших деталей до корпусов транспорта. Во втором случае обеспечивается пространственное изменение формы объемной заготовки. Так, из простой формы, например, шара, цилиндра, параллелепипеда, куба, получают более сложные изделия.
Холодное и горячее прессование или экструдирование позволяет получать длинномерные профильные изделия и предполагает выдавливание заготовок через один или несколько каналов.
При этом виде обработки мягких цветных металлов, например, алюминия и меди, а также сплавов на их основе, удается отказаться от дополнительного нагрева. Работа со сталью предполагает горячее прессование.
Обработка металлов сваркой
Данный вид обработки предполагает нагрев металла до температуры пластичности или до плавления кромок. После чего детали соединяют в неразъемную конструкцию.

Специалисты выделяют три вида обработки металла сваркой:
Существуют следующие разновидности электросварки:
Этот вид обработки металлов позволяет соединять элементы трубопроводов, строительных конструкций, изготавливать кузова для автомобилей. Немаловажно, что сварка может без проблем комбинироваться с другими способами металлообработки.
Токарная обработка металлов
В данном случае с металлической заготовки срезается тонкий слой металла до придания ей необходимой формы и шероховатости. Работа проводится на токарном оборудовании с использованием набора режущих инструментов.
Токарная обработка близка к расклиниванию приповерхностного слоя металла острой кромкой рабочего инструмента. Благодаря механическому усилию кромка врезается в заготовку, снимает тонкий слой материала, то есть припуск, который превращается в стружку.
Высокое качество при этом виде обработки металлов достигается благодаря непрерывности и высокой скорости резки. Нужно учитывать, что скорость подбирается для каждого случая индивидуально.
Токарное оборудование позволяет изготавливать детали типа тел вращения, а именно:
Обработка металлов литьем
Много веков назад люди научились создавать различные предметы, нагревая металл до жидкого состояния и разливая в литейные формы. Далее материал остывал и затвердевал – в результате получалась отливка, дублирующая заливочную форму.

Постепенно данный вид обработки металлов менялся. Сегодня существует несколько способов литья, в том числе с дополнительным применением давления. Благодаря самым современным подходам изготавливают даже маленькие отливки с предельной точностью сохранения всех параметров.
Термическая обработка металлов

Различают три вида термической обработки металла:
Термообработка металла
Речь идет о нескольких способах воздействия, связанных с температурным режимом и позволяющих корректировать физические и механические свойства материала:
Закалка металла
Заготовку нагревают до достижения пластичного состояния, некоторое время выдерживают, чтобы стабилизировались молекулярные структуры, и быстро охлаждают. Для этого изделие погружают в воду либо масло.
Получившийся материал значительно превосходит обычный по твердости и хрупкости. Он применяется для изготовления конструкций, подвергающихся минимальным динамическим и сильным статическим нагрузкам.
Отжиг металла
В данном случае также происходит нагрев до пластичности. Разница в том, что процесс остужения проходит прямо в печи, поэтому достигается обратный закалке эффект. Металл теряет свою твердость, снимается внутреннее напряжение, он становится более пластичным, что позволяет использовать его для ковки, раскатки, штамповки.
Старение металла
Такой вид обработки используется преимущественно с декоративными целями и предполагает фазовые превращения материала. Иными словами, он в ускоренном темпе претерпевает все стадии естественного старения.
Отпуск металла
Является следующим этапом после закаливания, который призван снизить хрупкость материала, появившуюся на предыдущей стадии обработки. Деталь нагревается до высокой температуры, но не достигающей показателей, используемых во время закалки, далее ее постепенно охлаждают.
Данная операция выполняется при изготовлении инструментов.
Нормализация металла
Подобная обработка позволяет сформировать структуру с мелким зерном, благодаря чему возрастает ковкость, но сохраняется необходимая твердость. Нормализация нередко предшествует закаливанию и резке. Сам процесс близок к отжигу с той лишь разницей, что заготовка остывает на воздухе, а не в печи.
Большинство видов термической обработки металлов предполагает нагревание и последующее охлаждение. Разница состоит только в нюансах.
Электрическая обработка металлов
В данном случае используется воздействие электрическим током.

Какие виды обработки металлов относятся к данной группе? Это:
Указанные способы могут применяться при работе даже с наиболее твердыми разновидностями сплавов.
Химическая обработка металлов
К помощи химии прибегают, если нужно подготовить металлические поверхности к другим операциям или добиться более высоких эстетических показателей.

При этом виде обработки на металл воздействуют специальными веществами, повышающими его стойкость к появлению ржавчины, улучшающими внешний вид. Также химические составы позволяют очистить поверхность перед окрашиванием или сваркой.
На данный момент очень распространен гальванический метод электрохимической обработки, который необходим для формирования надежных защитных покрытий на поверхности изделий.
Это не все используемые в промышленности виды обработки металлов. Помимо перечисленных выше подходов, применяют резание и ультразвуковую обработку.
Определенный метод выбирают, исходя из целого ряда факторов, в том числе опираются на характеристики, которые планируется придать заготовке, а также ее размеры и конечное изделие.
Читайте также: