Где снять металл с поршня

Собственно САБЖСАБЖ то как это делаю я:
Имеем по 4 стандартных б/у поршня палцы и шатуны
Вроде как бы и всё понятно и ясно они стандартны и потому надежны.
Но поскольку я решил провести эксперимент над мотором и убрать балансировачные валы появляется вопрос о балансировке всей ШПГ
Процесс балансировки примерно такой:
Провешиваем все поршня и подгоняем в 1 вес
Провешиваем все пальцы и подгоняем в 1 вес
Провешиваем поршня с пальцами + кольца и подгоняем в 1 вес
Провешиваем основания шатунов и подгоняем в 1 вес
Провешиваем все шатуны и подгоняем в 1 вес
Провешиваем вкладыши и подбираем в 1 вес пары
Провешиваем всё в сборе и убеждаемся что у нас 1 вес =)
Много одинаковых слов не правда ли?)
На деле же всё обстоит не так просто как кажется)
1 этап отдельно поршня
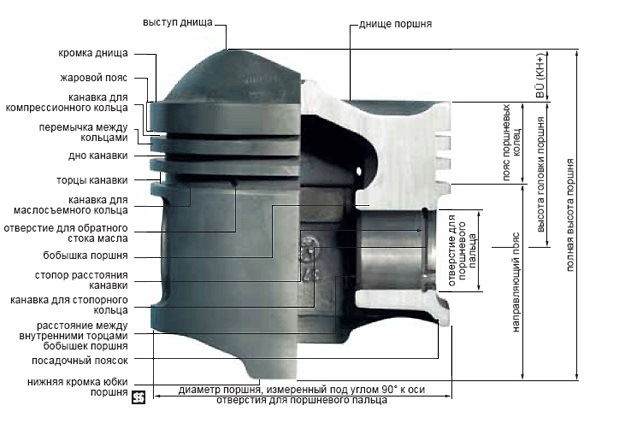
Но где точить? для начала разберёмся в устройстве и физике поршня
Подробнее тут
Физика такая: верхняя часть держит основную температурную нагрузку (жаровой пояс)
Средняя часть (от верхнего до нижнего компрессионных колец ) держит давление и удерживает поршень в цилиндре и называется компрессионная часть поршня.
Далее идёт направляющая часть. (юбка поршня) При чем в случае с современными двигателями в ней сделаны проточки перпендикулярные оси поршня и называемые холодильниками. ну да это нам не важно.
Точат обычно холодильники тем самым подгоняя вес поршня в норму. Я решил пойти другим путём … Незначительно сточив нижнюю кромку поршня и сделав в ней проточку (проточка нужна для снижения температурных деформаций поршня)
Далее возник вопрос у одного товарища увидел что он дорабатывал поршень путем насверливания в нем отверстий для обратного стока масла (того который сняло маслосьёмное кольцо) вот этот товарищ: kenkeisi
Покурив форумы я понял что не лишена смысла данная затея. Дело в том что наши поршня скидывают масло только в момент подъёма вверх соответственно масло в них может застаиваться и нагорать. Также посмотрев на конструкцию многих поршней я убедился что очень многие тюнинговые поршня а также оригинальные имеют эти канавки. Что же эксперименту быть.
2ой момент доработки поршня заключается в том что я увеличиваю фаску на нижней кромке поршня тем самым предотвращая задиры этой кромкой и уменьшая тем самым вероятность образования элипсов.
Последний момент вызывает у меня сомнения и я пока не определился с тем стоит ли это делать или нет.
Вобщем последний момент такой: некоторые люди дорабатывая свои поршня делают отверстия в юбке поршня (перпендикулярно пальцу поршня) тем самым улучшая смазку этих поверхностей.
С одной стороны идея интересная с другой странная.
Однако поршнях особо форсированных движков я встречал подобные отверстия.
Вопрос такой стоит ли?)
Ну и после всех процедур само сабой полировка юбки поршня и днища поршня. Зачем? А затем что на полированной поверхности хуже оседает масло уменьшая тем самым вероятность нагара.
Этап номер 2 — Балансировка пальца поршня (бобышки)
Тут всё просто снимаем лишний металл с внутренней стороны бобышки подгоняя тем самым его в 1 вес.
Этап 3
Укладываем на весы палец поршень и кольца комплектами и проверяем всё ли у нас одинаково весит? (предварительно кольца подгоняем по тепловому замку)
Нет ? меняем кольца из 1 комплекта на другой и подгоняем тем самым вес в единый.
Этап 4ый основания шатунов.

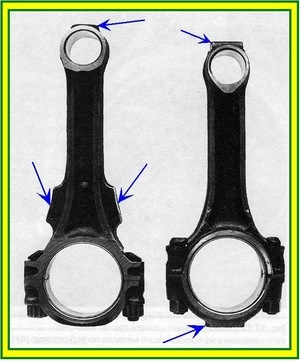
Немного о шатунах
Материалы, из которых изготавливаются шатуны
С целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий.
Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.


Укладываем шатун следующим образом: вершхушку шатуна кладём на некий предмет а основание на весы. Важно делать измерения максимально одинаково (иначе всегда будем получать разный результат)
И подтачиваем основание шатунов таким образом чтобы разницы небыло =)
Этап 5тый шатуны
Тут также всё просто укладываем шатуны на весы подгоняем их в 1 вес путём стачивания излишков но уже с верхушки шатуна.
Этап 6той: вешаем все вкладыши по парно если веса отличаются меняем вкладыши между парами и добиваемся одного веса
Этап 7мой заключительный: укладываем комплект: Кольца, шатун, палец поршень и вкладыши в чашку и проверяем себя.
Каждое измерение делаем не менее 3х раз. для получения точной оценки.
Чего мы этим добиваемся? снижаем влияние инерции 2ого порядка и доводим её до 0 .
К слову самое большое отклонение на поршне у меня 3,98 грамма
Самое больше отклонение на пальце 3,56 грамма
Шатуны померить такими весами не удалось (выходят за диапазон) поэтому буду брать обычные кухонные.
Где снять металл с поршня
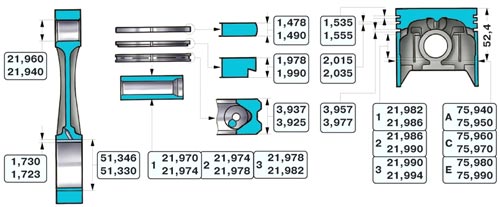
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Очистка
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкладыши новыми.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм.
ВНИМАНИЕ: Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Проверка зазора между поршнем и пальцем
Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя - первая категория, зеленая - вторая, красная - третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
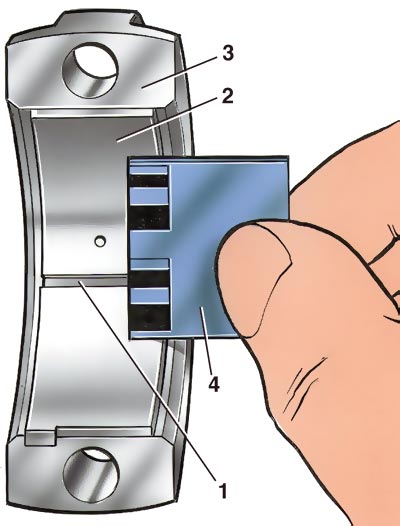
Проверка зазоров между поршневыми канавками и кольцами
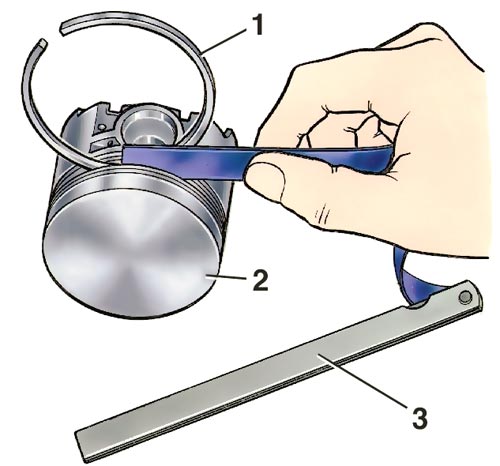
Проверка зазора между поршневыми кольцами и канавками
1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали), или калиброванной пластмассовой проволокой. Для чего:
- тщательно очистите рабочую поверхность вкладышей и шатунной шейки и установите группу шатун–поршень на шейке коленчатого вала согласно нумерации;
- поместите отрезок калиброванной проволоки на поверхность шатунной шейки, установите крышку на шатун и затяните гайки моментом 51 Н·м (5,2 кгс·м);
Измерение с помощью шкалы ширины калиброванной проволоки после сплющивания
1 - калиброванная проволока; 2 - вкладыш; 3 - крышка шатунного подшипника; 4 - шкала для калиброванной проволоки
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный (расчетный) зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей шатунных подшипников, мм
Номинальная
Увеличенная (ремонтная)
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г.
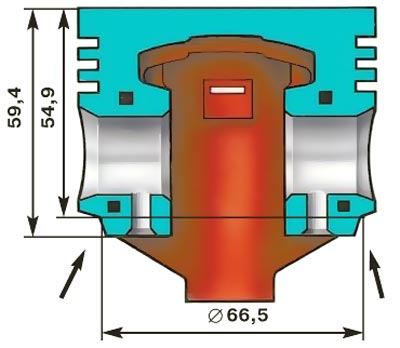
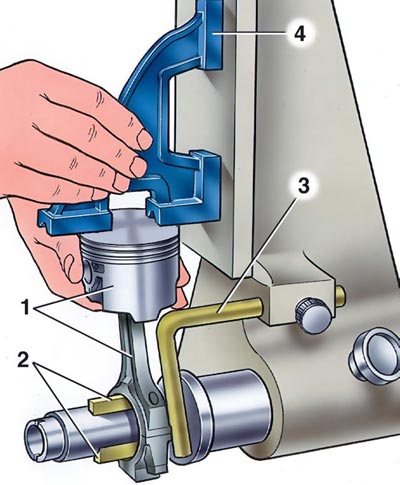
Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня
(59, 40 мм), а по ширине ограничивается диаметром 66,5 мм.
Сборка шатунно-поршневой группы
Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.
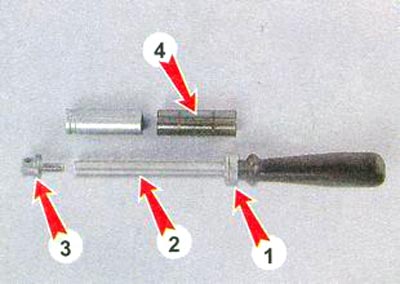
Палец шатуна охлаждаем в морозильной камере. Нагреваем верхнюю головку шатуна до 240 °С паяльной лампой или промышленным феном, зажимаем шатун в тисках и надеваем на него поршень (метка «П» на поршне должна находиться со стороны отверстия для выхода масла на нижней головке шатуна).

Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
Смазываем поршневые кольца и канавки маслом для двигателя. Устанавливаем на поршень кольца и ориентируем замки колец. Замок верхнего компрессионного кольца должен располагаться под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца должен быть направлен в противоположную сторону, а замок маслосъемного кольца - под углом 30-45° к оси поршневого пальца между замками компрессионных колец. Нижнее компрессионное кольцо устанавливаем выточкой вниз. Если на кольце нанесена метка «ВЕРХ» или «ТОР», она должна быть направлена, к днищу поршня. Стык пружинного расширителя маслосъемного кольца должен располагаться со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки группы шатун–палец– поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
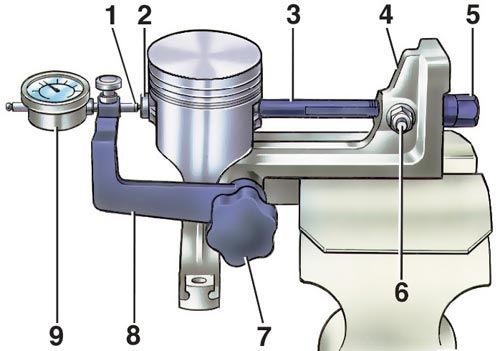
Собранный комплект поршень– палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца
- зажмите основание 4 приспособления в тиски и установите на нем шатунно-поршневую группу;
- опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
- на конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры;
- приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
- установите на ноль индикатор и вставьте в паз резьбового стержня упор 6, чтобы стержень не проворачивался;
- динамометрическим ключом приложите к гайке 5 стержня момент 12,7 H.м (1,3 кгс.м), что соответствует осевой нагрузке 3,92 кH (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение, стрелка индикатора возвратится на ноль.
В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
Проверка параллельности осей нижней головки шатуна и поршневого кольца
Проверка параллельности осей поршневого пальца и нижней головки шатуна
1 - собранный комплект шатун–палец–поршень; 2 - выдвижные ножи; 3 - упор; 4 - калибр
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты - углом или верхним концом).
Двигатель. Развесовка поршней и начало сборки.

Всем привет, в предыдущей записи обещал выложить описание развесовки поршней, но к сожалению вчера сделать не успел, т.к. у поршней оказалась слишком большая разница в весе между самым легким и тяжелым, порядка 5 грамм, столько снять с поршня не повредив геометрию очень трудно, поэтому пришлось выравнивать их вместе с пальцами.
Кстати не все знают что значат цифры и стрелки на днище поршня.

На примере моих:
Треугольник это ремонтный размер 82.4, если например квадрат это 82.8. Номинал 82мм либо без рисунка, либо просто выбито 82.
Буква А размерный класс поршня, для поршня 2110 есть пять классов (А, В, С, D, Е) через 0,01 мм. Т.е. если вы меняете ход поршня (замена колена) берем любой класс и точим под них блок, если меняете только поршни возможно что вам повезет и без расточки нанесете хонг и поставите номинальные поршни но уже другого класса.
Стрелка указывает ориентацию поршня, должна смотреть на привод ГРМ, проще говоря указывать на ремень(передний привод).
Цифра 1 указывает класс отверстия под поршневой палец. У поршней 2110 есть три класса через 0,004 мм. Класс маркируется краской на торце пальца:
синяя метка — 1,
зеленая — 2,
красная — 3.
Теперь самое важное, все поршни фирмы ТДМК точатся под 1 класс пальца, это значит что и отверстие в шатуне должно быть 1 класса, обращайте на это внимание. У меня шатуны были 1 класса, поэтому заказал поршни не задумываясь. (класс отверстия шатуна маркируется краской, либо выбит на бабышке верхней головки, у себя их сточил, поэтому не могу показать.)
Вот блок расточен, нужно купить пальцы, в городе еле нашел "синие", не путать пальцы 2108 и 2110, первые под запресовку, вторые плавающие, соответственно размеры разные. хотя классы маркируются так же.
Коробка порвалась около магазина, фирму к сожалению не запомнил, цена 240руб. вес у всех одинаковый.





На цифры пальцев не обращаем внимание, ставил для показа вам, потом их стер, и расставлял когда точил их подгонял вес поршней.
Дальше как с шатунами, взвешиваем поршни, ищем самый легкий и по нему точим все остальные. Точим до разницы 1-2г. При этом снимая только наплывы, и специальную бабышку. Нельзя точить юбку, силовые элементы а уж тем более сверлить отверстия в толстых частях поршня. Остальную разницу выводим в ноль с помощью точения пальцев. Точатся они тяжело(сталь закаленная), напильник не берет, поэтому шлифуем бруском или наждаком с торца пальца. То что палец стал короче на 0.5-1мм не страшно, на то он и плавающий.
Поршни я точил таким вот наборчиком для дрели, производства СССР, достались от деда.

Некоторые места снимал напильником и надфилем.
Вот что имеем в итоге:




Ну а теперь берем стопорные кольца 2110 (20руб за 10 штук) они же 21213-1004022-008 диаметром 25.5мм, вес одного взвесить не смог. насыпал 10 штук, полученный вес разделил на 10.

Ну теперь самое простое, берем мурзилку и собираем.

Цифры на шатуне должны как и стрелка смотреть на ремень ГРМ.
Собрал и сразу на весы, разница в погрешность весов 1г. значит все сделал правильно. Осталось докупить вкладыши, кольца и собирать.
Смерть мотора 20 ноября! Пробит блок, сломан шатун, разбит поршень. Новый блок (фото).

Всем привет! В общем спустя 2 недели я решил написать, что бы все знали, что случилось. Очень многие пишут в ЛС, как обкатка, что там с машиной новенького, сними видео и логи и т.д.

Хочу сообщить, что спустя неделю обкатки 1750 км у меня заглохла машина на ходу при разгоне. перед чтением этого БЖ выпейте валерьяночки, для избежания инфаркта и шока =D
Трогаюсь с места, нажимаю газ в середину, бодренько поехал и тут в педаль отдает жужжащий звук, как-будто то у ремня зубья срезает 1 за другим! Такого раньше не чувствовал. Смотрю горит красный значок АКБ, машина типа заглохла! С накату где-то 40 км/час сруливаю на наш главный вокзал Рязань-1 и останавливаюсь, там как раз менты дежурят)
Выхожу из машины, из труб валит пар с запахом антифриза, за машиной капельки масла, под капотом пар со стороны турбины. Ошибки ничего не показали, я думал вряд ли что с мотором случилось. начал смотреть уровень масла, он почти полный, 100 грамм вытекло в общем за все время, антифриз ушел пол бачка сразу.

Пару дней решил забить на машину, а потом поехал с компрессометром и получаем такую картину, 1 и 4 цилиндры компрессия отличная, а во-втором и третьем ее нет. далее Смотрим во 2-й колодец и крутим стартером, поршень стоит на месте, потом замечаю, что пробило насквозь блок со стороны турбины.

На следующий день мы ее тащим в гараж, снимаем бошку и видим такую картину, поршень во-втором цилиндре, где стояла гильза разбило пополам, поршень встал намертво, зажало гильзой, а шатун сломался и пробил блок. Остальные 3 поршня целые и ходят верх-вниз.


Поршень второго цилиндра достал до ГБЦ, промял не сильно плоскость, но это поправимо. Именно поэтому пропала компрессия и в третьем цилиндре. Вот те, кто боятся там поломок, кто плачет из-за убитых валов или прочей фигни, теперь посмотрите, что такое настоящая жопа. А жопа потому, что я только что собрал мотор за 55 000, спустя неделю попадаю снова.)))

Блок так и не сняли, пока неизвестна судьба коленвала. Причина поломки 95% понятна, повело гильзу сран*ую и поршень зажало, а шатун уперся и сломался во время работы мотора.
А самое прикольное знаете что? Что машина заводилась на 2 цилиндрах, нужно было проверить до разборки, работает или нет.
Ну в общем подумав хорошенько, я выставил ее на продажу за 270 000 руб с торгом. звонили человек 6. Один из моего города собрался ее купить, сказал, что сам сделает, но куда-то пропал. Второй парень из Воронежа, очень хотел себе такую под восстановление, тем более его друг из нашего города видел меня в том году на дрифте.

Спустя 2 недели я понял, что за 250 000 руб я ничего не куплю, конечно могу купить двенашку за эти деньги, но эту тупое вложение денег, потому что через год двенашка будет стоит 100 000. Брать кредит? Сейчас даже по новостям говорят, чем рискуют люди, которые берут кредиты в такое сложное время! Даже если возьму? Нужно 600 000 минимум, что бы купить только говно-иномарку, но смысл брать такой большой кредит на говно? Лучше сразу 1 000 000 и взять новую шкоду голую, джетту или инсигнию турбо, но это бешеные бабки для меня!
Пока я размышлял, купил абонемент в зал, нашел хорошую работу, но база находится на краю города, куда вообще не реально доехать за час, куча пересадок и всего пара маршруток, которые не так часто ходят! Посчитал, что на такси в сторону работы уходит 250 руб + обратно на маршрутках 30 руб. За 22 рабочих дня получается 6160 руб. Не такая и огромная сумма за месяц, но за 2 месяца уже 12 200).
Короче начал я искать детали. Нашел блок за 4000 руб, парень с форума молодец, ценник ангельский. Вот он приехал и я забрал его. Остаточный хон есть и довольно нормальный. Стенки ровные, задиров нет, не точились, не гильзовались, т.е. под сток поршни 81 мм.







Далее поискал поршни, спасибо одному человеку, говорит отдаст за так, потом напишу об этом. Сейчас срочно нужен шатун исправный один и еще посмотреть коленвал, мне его в механике бесплатно проверят. Так что нужно снять блок с поршнями и разобрать.
Сейчас я попал уже не так сильно, в целом 25 000 руб укладывается все. Из новых деталей нужны колечки, пару прокладок, с головкой поработать там, при необходимости вкладыши. Масло и ОЖ есть. Ну в идеале дохонинговку сделать… надеюсь, что колено целое или подлежит восстановлению, тогда вообще не беда, перетерплю, но запомню раз и на всегда, ставить гильзу нельзя, тем более 1, а не 4, хотя стока людей мне писали не парься, гильзуют в чугунном блоке 1 цилиндр! Так же никогда не буду ставить автовелт поршни, но я уверен на 99%, что не в поршне дело, это болванка всего-то, во-вторых остальные живее живых, в-третьих уже трое мне сказали, что проехали на таких 30-50 000 км, никаких проблем. Но все же Китай он Китай, вдруг не повезло с партией, попалось реальное говно, а может гильза сделана из говна, вот и повело, етм более она не охлаждается антифризом, как мне сказали. Не выдержала температуры.
Жалеть меня не надо…хвалить тоже.Я дурак, да…Сэкономил на блоке, поршнях, но б*я остальное сделал идеально.В итоге получаем такую картину. Надеюсь никто кроме меня так не делает и не будет делать!
Теперь блок номинал, поршни родны, шатуны все ОК будут, Колечки опять новые подкинем. Так как работа теперь есть, решил, что сделаю 5-й раз!))) Но всякие сальники, фильтра, свечи и прочее уже не нужно покупать хотя бы! Гильзы, поршни, точить блок и т.д. Все гораздо проще и дешевле теперь, что радует!
Но пока не смогу пообещать, что и когда начнем делать. Хочу до НГ, а там как получится! УДачи, сильно не пугайтесь)
Читайте также: