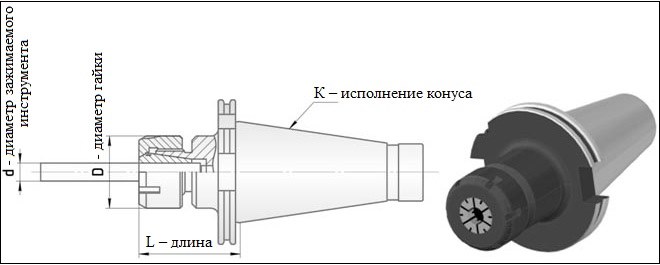
Цанговый патрон для фрезерного станка по металлу
Трехкулачковый зажимной механизм, конечно же, способен ежеминутно сжимать и разжимать детали в процессе обработки, но такой режим богат контраргументами и главные из них – разорительно для собственно производителя и утомительно для станочника.
Применение легких станков (массой до 1000 кг) эти вызовы не решали, а с проблемой покончили изобретением цанги в зажимном устройстве, впоследствии переселившиеся в прутковые автоматы и обрабатывающие центры с ЧПУ.

Назначения
Цанговый патрон – это механизм, предназначенный для быстротечного зажима цилиндрического и иного сечения (четырехгранных, шестигранных и др.) прутков, заготовок или режущего инструмента. Чаще применяются при финишных операциях.
Цанга – это стальная калёная втулка (или из иного упругого материала) с неполными разрезами по бокам, образующие лепестки, пружинящего свойства (возвращаются в исходное положение). Эти свойства применены в основах процесса зажима — разжима и центрирования заготовки в рабочей зоне станка.

Эффект от внедрения данного типа зажимов проявлен при:
- восстановлении режущих кромок свёрл, метчиков и фрез;
- производстве деталей из пруткового материала, труб и точного литья;
- фиксации заготовок с обратной поверхностью;
- работе по предварительно обработанному материалу.
Применением выравнивающих вкладышей решается проблема несоответствия поверхности заготовки размерам цангового зажимного механизма.

Виды цанг
Зажимные цанговые устройства конструктивно разделены на:
- втягиваемые – зажим происходит при утоплении цанги в зажимном механизме;
- выдвижные – фиксируют заготовки при их выдвижении из патрона;
- неподвижные – зажимают деталь наездом конусного отверстия зажимного устройства на коническую рабочую поверхность неподвижной цанги.

По назначению разделены на:
- подающие – захватывают и выдвигают часть прутка в зону обработки;
- зажимные – только фиксируют заготовку в патроне (подобие цанги цангового карандаша), без выполнения иных функций.
Как работает цанговый зажим?
Выполнен в виде втулки с усеченным конусом, имеющим отверстие заданной конфигурации (круглое, четырехгранное, шестигранное и др.). Вдоль цанги сделаны пропилы, формирующие зажимные лепестки с коническими рабочими поверхностями.
Принцип работы устройства таков:
- при зажиме, в отверстие, образованное зажимными лепестками:
вставляется заготовка; - патрон закручивается по резьбе;
- коническая поверхность патрона наезжает на рабочую поверхность цанги;
- лепестки сжимаются, захватывая и центрируя заготовку;
устройство зажимает предмет. - извлекается деталь вращением патрона в обратном направлении и снятием его усилия с поверхности лепестков цанги.
Конструктивные особенности
Цанги изготавливают из инструментальных и легированных сталей с особенностью закалки:
- рабочую часть закаливают до требуемой твёрдости;
- хвостовик подвергают отпуску до оптимальной величины.
- Будучи самозажимными, устройства не требуют применения дополнительных винтов, шпилек или стопорных элементов.
- Точность центрирования обеспечивается упруго деформируемыми зажимными элементами, называемые лепестками, перемещающимися в рабочем пространстве одновременно. Этим обеспечивается их самоцентрирование.
- Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм.
- Усилия при изгибе лепестков не должны превышать пределы значений их упругости. Отсюда, требование к точности диаметра детали для базирования в зажимном устройстве.
- БЕЗОСТАНОВОЧНЫЙ цанговый патрон Батроханова, позволяет вести установку и смену заготовок без остановки вращения шпинделя. Скорость обработки ограничивается частотой оборотов, какие способны выдержать подшипники станка.
- Характерной особенностью цанговых устройств является:
- применимость в диапазоне размеров заготовок, от минимальных до ниже средних;
- высокая скорость резания при малых подачах;
- повышенные требования к точности размеров заготовок и хвостовиков инструмента и их незначительные отличия от размеров отверстий, образованных зажимными лепестками.

Какой лучше выбрать?
Способы установки токарных цанговых патронов на шпинделе станка определяют выбор. Принятие решения о выборе оборудования должно обосновываться на точном знании диаметра пояска и параметров конусности.
Вариантов установки зажимного механизма в станке обнаружено три:
- посредством специального фланца;
- посадкой на конус Морзе;
- навинчивание на резьбовой конец шпинделя.
Диаметр хвостовика инструмента или обрабатываемой заготовки определяет количество зажимных лепестков цанги.
- шестилепестковый – для диаметров свыше 80 мм;
- четырехлепестковый – до 80 мм;
- трёхлепестковый – до 3 мм.
При выборе ВАЖНО ПОМНИТЬ, что для инструментов и заготовок, различных форм и размеров, должны применяться соответствующие им цанговые втулки.
Инструменты и оборудование, изготовленные из калёных или легированных сталей, прослужат дольше и окупятся с лихвой, если при выборе предпочтение будет за дорогими по качеству и от известного производителя.
Зачем нужны цанговые патроны для фрезерного станка, принцип действия цанги
Абразивный и режущий инструмент в металлообрабатывающих станках играет основную роль в процессе обработки заготовок. Качество зависит от характеристик приспособления, и насколько прочно он прикреплен.
В качестве данного приспособления выбирают цанговый патрон, отличающийся разнообразием вариаций, типоразмеров в зависимости от вида хвостовика, разновидности станка.

Принцип действия цанговых патронов
Цанговый патрон фиксирует резцы, осевые заготовки на фрезерном, оборудовании, станках с ЧПУ, где требуется крепление с высокой точностью и минимальным биением оси. Независимо от размеров, типовой принадлежности все разновидности цанговых патронов функционируют по следующему принципу:
- самозажимной закручивающийся механизм давит на торец цангового патрона;
- поддаваясь нажатию, цанга перемещается в конусообразный проем, что приводит к смыканию лепестков, которые являются рабочей частью детали;
- сомкнутые лепестки цанги крепко удерживают заготовку или хвостовик инструмента.

Благодаря креплению данного типа элемент надежно удерживается, отлично цитируется. Чтобы снять цангу, самозажимную гайку откручивают настолько, чтобы уменьшить давление на инструмент, после чего заготовку извлекают из крепления. Для затяжки, откручивания применяется обычный накидной ключ.
Структура любого цангового патрона включает в себя следующие элементы:
- корпус, с помощью которого устанавливаются зажимы на фрезеры. Выполнен из специальных твердых сплавов, не подвергающихся механическим повреждениям, деформации;
- зажимную гайку, надежно фиксирующую заготовку патроном, не позволяя ей смещаться, вибрировать;
- цангу, выполненную в виде втулки, в которую входит торец фрезы. В процессе завинчивания гайки заготовка равномерно, прочно обжимается, за счет чего происходит ее надежная фиксация.
Преимущества и недостатки
Существует несколько преимуществ, отличающих цанговый патрон от других видов зажимных механизмов:
- фиксация режущего инструмента по всей площади. При закручивании гайки цинга равномерно, одинаково прочно фиксирует большую площадь хвостовика, благодаря чему достигается снижение вибрации при работе с заготовкой. Боковая нагрузка не влияет на положение оси инструмента, за счет чего обеспечивается его отличное центрирование. С помощью цанговых патронов качественно обрабатываются металлические заготовки, в случае работы с мелкими деталями точно соблюдаются параметры изделия;
- совместимость с множеством видов фрез. многофункциональность конструкции корпуса позволяет в работе со всевозможными механизмами заменять только режущую часть. Для этого достаточно открутить гайку, вручную установить цангу необходимого диаметра. Такая особенность значительно упрощает производственный процесс;
- минимальные вибрации зафиксированной части во время рабочего процесса. Дрожание внутреннего конуса по отношению к внешней торцевой части составляет 0,005-0,010 мм.
Из недостатков отмечена необходимость подбора цанг под разный диаметр хвостовика установленной детали или инструмента.
Виды и особенности
В зависимости от области применения, конструктивных особенностей механизма, цанговые патроны разделяются на несколько видов:
- ER цанги. С двумя точками зажима и сквозным отверстием, наиболее часто используемый вид;
- для метчиков. С пазом квадратной формы, компенсирующих ось;
- сквозные и глухие. Первые обрабатывают детали неограниченной длины, вторые подходят для заготовок ограниченного размера, например, заготовок, у которых один конец запаян;
- с одной и двумя участками зажима. Второй вид, по сравнению с первым, более надежно фиксирует деталь за счет удержания в двух точках оси.

Фиксаторы цанговых патронов бывают двух типов:
- зажимные. Втулка изготовлена в виде нескольких пружинящих, соответствующих размеру крепежа, лепестков. Трехлепестковая втулка предназначена для обработки заготовок диаметром до 0,3 см, четырехлепестковые — от 0,3 до 8 см, шестилепестковые — для деталей более 8 см в диаметре;
- подающие. Цанга из стали оснащена тремя продольными канавками, образующими лепестки со сближающимися окончаниями. Хорошо пружинящая особенность конструкции предполагает легкую установку, надежное удерживание заготовки необходимого диаметра в патроне. В процессе работы подающий механизм с накрученной цангой начинает двигаться, что способствует еще более плотному сближению лепестков.
Подающий тип патрона является более надежным, но требует наличия специального ключа для фиксации. Зажимные типы применяют в тех случаях, когда необходима частая замены фрез во время работы.
Как правильно выбрать зажимные цанги?
Чтобы правильно подобрать инструмент и избежать в дальнейшем определенных трудностей, при выборе учитывают некоторые характеристики цанги:
- способ крепления к шпинделю — непосредственная установка либо накручивание на резьбу с помощью переходника;
- количество, материал, форма кулачков;
- размеры фланцев;
- вид сплава, из которого выполнен элемент в зависимости от типа предстоящих работ.
Не рекомендуется приобретать инструмент неизвестного производителя, так как подобные инструменты не отличаются высоким качеством, долгим сроком службы.
Сферы применения
Фиксирующий инструмент со сменными цангами используется на различного типа станках, где требуется надежное крепление резцов, осевых заготовок, сверл и т. д.:
- фрезерные ЧПУ станки с обрабатывающим центром;
- фрезерное оборудование вертикального, горизонтального типа;
- оборудование сверлильной, расточной, фрезерной групп.
Применение вспомогательных переходников для фиксации обрабатываемых заготовок снижает надежность производственного процесса, а также уровень безопасности. Универсальные патроны с пружинными лепестками оптимизируют работу оператора, так как для замены фрез, метчиков достаточно просто развести цангу, вставить деталь в патрон.
Как выбрать фрезерный патрон для станка – тип хвостовика, тип гайки для цанг, оснастка под конкретный режущий инструмент

Конусы – самый распространенный тип хвостовиков фрезерных патронов. Преимущества: быстрая смена оснастки и инструмента, высокая точность центрирования, надежность крепления.
На сегодняшний день применяются следующие фрезерные оправки по способу закрепления в шпинделе:
- Конус Морзе(DIN 228, ГОСТ 25551, конусность 1:19 ~ 1:20) Для ЧПУ не предназначен, один из самых старых инструментальных конусов. Ставится на универсальные фрезерные центры, сверлильные. Самоторможение или самозаклинивание не позволяет автоматически поменять оснастку, как на автоматическом оборудовании. Как правило, отбалансированы на частоту вращения не более 12000 об/мин.
- Конус 7:24 ISO, соотношение 7:24 (SK – DIN 69871, BT – MAS 403, NT – DIN 2080). Как правило, отбалансированы на частоту вращения не более 25 000 об/мин.

SK и BT применяются на станках с ЧПУ и позволяют автоматически заменять инструмент. Вид NT ставится на универсальное оборудование, где невозможна автоматическая смена оснастки, сюда относятся также советские фрезерные или расточные станки.
Конусы 7:24 ускорили процесс металлообработки, но конструкция из-за массы все равно оставалась достаточно медленной. Скорость вращения можно было разогнать максимум до 25 000 оборотов в минуту.
Для обработки алюминия и других мягких материалов нужны были более легкие конструкции, которые можно было бы разгонять до больших оборотов, при этом сохраняя быстросменность оснастки. Тогда появилось решение этих задач – виды HSK и PSK.
- Современные конусы – HSK (соотношение 1:10), PSK Capto (соотношение как у Морзе 1:19 ~ 1:20). Стандарт DIN 69893. Позволяют работать на больших оборотах, и предназначены для автоматических центров с числовым программным управлением. Скорость вращения можно разогнать до 40 000-50 000 оборотов в минуту. В HSK есть возможность закреплять токарные резцы через переходники.
- Цилиндрический хвостовик. Находят применение на фрезерном или сверлильном оборудовании, их можно вставить в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном центре.
Особенности патронов с конусом Морзе
Основной размерный ряд Морзе по номерам: от 0 до 6. Метрические размеры: 80, 100, 120, 160, 200. Помимо шпинделя КМ может вставляться в заднюю бабку токарного оборудования.
Оправки MTA с лапкой используют для сверления в токарных, фрезерных и сверлильных центрах. Переходные втулки для Морзе расширяют возможности оборудования.
Хвостовики MTA предназначены в основном для закрепления сверл.
Оснастка MTB фиксируется на резьбу (осевое отверстие с резьбой в хвостовике). Такое крепление более надежное и жесткое, подходит для фрезерных операций на фрезерных центрах.
Хвостовики MTB предназначены в основном для фиксации фрез.
Укороченные хвостовики применяются в основном в сверлильной оснастке.
Основные размеры: В7, В10, В12, В16, В18, В22, В24, В32, В45, где цифра после буквы B обозначает больший диметр.
Особенности оснастки с конусами 7:24 ISO
Оправки имеют размерный ряд хвостовиков в зависимости от величины станка: 30, 40, 50 и т.д. Например, BT40 – для средних по размеру обрабатывающих центров. Проще всего определить размер метрического конуса по внутренней резьбе. Для 30го размера резьба будет M12, для 40го – M16 и для размера 50 – M24. Передача крутящего момента осуществляется через пазы во фланце. Существуют также оснастка не с метрической резьбой, а с дюймовой, например типа CAT.
Вторая (обратная) часть оправки используется для фиксации режущих элементов – напрямую или через цанги (ER, OZ, EOS, SC, GT, TC и другие).
Получается, что в цанговые патроны можно крепить монолитные фрезы, сверла, метчики и другой режущий инструмент с цилиндрическим хвостовиком. В другие виды оснастки можно зажимать сверла, в том числе корпусные, насадные фрезы, включая модели со сменными пластинами. Существуют также конуса ISO для расточных систем.
Под каждый вид оснастки используется свой штревель (винт) для фиксации и удержания в станке во время обработки.
По подаче смазочно-охлаждающих жидкостей оправки ISO бывают четырех типов:
- A – нет подачи СОЖ
- B – подача СОЖ через фланец
- AD – подача СОЖ через центральное отверстие
- AD/B – подача СОЖ через отверстие или фланец

Кратко рассмотрим отличительные особенности распространенных стандартов метрических конусов.
SK – DIN 69871
Основные особенности SK:
- Стандарты DIN 69871, ISO 7388/1, ГОСТ 25827 исполнение 2, DAT, AT.
- Возможно использование на станках с ЧПУ.
- Чаще всего ставятся на европейские станки.
- Закрепление в шпинделе штревелем или винтом.
- Два паза на фланце оправки, паз вырезан полностью на всю ширину фланца.
- Визуально два кольца на фланце одинаковой ширины.
Пазы на фланце SK:

BT – MAS 403
Основные особенности BT:
- Стандарты MAS 403, JIS B 6339.
- Возможно использование на ЧПУ.
- Чаще всего стоят на азиатских станках.
- Закрепление в шпинделе штревелем или винтом.
- Два паза на фланце оправки, паз вырезан не до конца фланца.
- Визуально верхнее кольцо на фланце шире, чем нижнее.
Пазы на фланце BT:

NT – DIN 2080
Основные особенности NT:
- Стандарты DIN 2080, ISO 7388/2, ГОСТ 25827 исполнение 1.
- Использование на универсальном оборудовании.
- Нельзя использовать на автоматических центрах, только ручная смена оснастки.
- Закрепление в шпинделе штревелем или винтом.
- Два паза на фланце оправки.
- Визуально одно кольцо на фланце и удлиненная резьбовая часть в виде цилиндра.
- Некоторые модели могут закрепляться в станке как на внутреннюю резьбу, так и за внешние выступы удлиненной части оправки.
Пазы на фланце NT:

Особенности конусов HSK и PSK

Основные особенности HSK:
- Стандарт DIN 69893.
- Укороченный облегченный конус 1:10
- Закрепление в оборудовании не через штревель, а разжимной цангой.
- Крутящий момент передается через пазы.
- Существует несколько видов HSK: A, T (для токарного инструмента), B, C, D, E и F.
- Используется как на центрах с ЧПУ, так и с ручной сменой инструмента (C и D).
- A, B, C и D применяются на низкоскоростных станках, E и F – для высокоскоростной обработки (симметричны во избежание биения).
- Облегченная конструкция, скорость доходит до 50 000 об/мин.
- Можно фиксировать токарные резцы и державки с помощью переходников.

Основные особенности PSK Capto:
- Стандарт ISO 26623-1
- Соотношение 1:19 ~ 1:20
- Сечение оснастки не круг, а полигон (треугольник с округлыми углами и вогнутыми сторонами).
- Крутящий момент передается через полигональный конус.
- Более жесткая конструкция и более точное позиционирование, чем у HSK.
- Дороговизна оснастки, зачастую использование материально нецелесообразно.
Преимущества современной оснастки HSK и PSK в полной мере можно оценить при обработке легких материалов – дерева, алюминия и т.д.
Особенности фрезерных оправок с цилиндрическим хвостовиком

Основные особенности оправок с цилиндром:
- Прямой цилиндрический хвостовик с лыской или без нее.
- Обычно закрепляются на фрезерном или сверлильном станке в более крупный цанговый патрон, или в Weldon, а также в осевой держатель инструмента на токарном станке.
- Цанговые патроны удобно использовать при большом вылете и для фиксации цанг малого размера. Чаще всего оснастку такого вида относят к переходникам-удлинителям и используют во фрезерных обрабатывающих центрах. Мини-гайка позволяет работать в труднодоступных местах.
- Сверлильные патроны рекомендуются для токарного оборудования.
Фрезерные патроны с цилиндрическими хвостовиками по своей сути – переходные втулки, но также могут использоваться в токарных станках в держателях для расточных резцов (с лыской).
Типы гаек цанговых патронов для фрезерного станка

Цанги для фрез, сверл и другого инструмента с цилиндрическим концом обычно закручиваются в оснастке гайками четрех видов: тип A, UM, OZ (EOC) и мини-гайка.
Типы оправок под различный режущий инструмент
Рассмотрим основные виды такой фрезерной оснастки по способу фиксации инструмента:
ER, ERM – цанговые патроны для стандартных и мини-гаек.
Используются для зажима фрез, сверл, разверток и другого инструмента с цилиндрическим концом в цангах ER.
SC, HC – силовые фрезерные патроны для прямых цанг.
Благодаря роликовым подшипникам более сильный зажим хвостовой части, чем в обычных цанговых.
Weldon (SL) – для зажима инструмента с хвостовиком Велдон (с боковыми лысками). Сюда относятся корпусные сверла, различные фрезы. Оправка имеет один или два зажимных винта.
Whistle Notch – как и Велдон, зажимает хвостовик с лысками, но под углом не 90°, а 88°, что предотвращает осевое смещение инструмента, его «вытягивание».
Также имеет один или два зажимных винта. Стандарт инструмента DIN 1835E – цилиндрический хвостовик с наклонной лыской (угол наклона 2°).
MTA, MTB – для фиксации сверл (с лапкой) и фрез (с резьбой) с конусом Морзе.
FMB, SEMC – для крепления насадных фрез. Крутящий момент передается через шпонки.
APU, KPU – сверлильные патроны. Зажимают сверла различных диаметров (от 1 до 13 и от 3 до 16 мм).
Резьбонарезные патроны с осевой компенсацией и без нее – для машинных метчиков (TC, GT). Метчик фиксируется в специальной цанге (головке).
SOM – оснастка для сменных фрезерных головок, которые закручиваются непосредственно в патрон.
SF – термозажимные патроны для осевого инструмента. Отверстие в такой конструкции немного меньше чем диаметр хвостовика инструмента, расширяется при нагреве. Оправки позволяют работать с большой жесткостью на высоком вылете. Применяются для концевых фрез, разверток. Дают высокую точность обработки за счет точной посадки инструмента в патроне.
Гидропластовые патроны – высокое усилие зажима и точность по биению благодаря давлению жидкости. Мембрана либо сужается, либо расширяется при регулировке винтом. Часто используется при зажиме концевых фрез, разверток.
Обратите внимание: у различных производителей встречается и другая маркировка.
Как расшифровать маркировку фрезерного патрона

Попробуем по названию определить, что за оснастка перед нами. Например, у нас есть три патрона – BT40-ER16-100, SK50-SEMC22-55 и MTB3-FMB27-25.
- BT40-ER16-100– тип BT, размер конуса 40, для цанг ER размера 16, вылет от шпинделя 100 мм. Это классический цанговый патрон для станка с ЧПУ, инструментальный конус 7:24. Если у вас азиатский станок среднего размера и вам нужно найти оправку для цанг ER, чтобы зажать фрезу или сверло, то, скорее всего оснастка BT-ER вам подойдет.
- SK50-SEMC22-55– тип SK, размер конуса 50, комбинированный патрон для насадных фрез с посадочным диаметром 22 мм, вылет от шпинделя 55 мм. Комбинированные оправки SEMC подходят для зажима насадных фрез, в том числе отрезных дисковых – с поперечными и продольными пазами. SK также применяются на автоматических центрах, но европейского производства.
- MTB3-FMB27-25– патрон с хвостовиком конус Морзе №3 с резьбой для насадных фрез, посадочный диаметр 27 мм, вылет от шпинделя 25 мм. Хвостовики Морзе с резьбой можно использовать для фрезерования. Насадные фрезы должны иметь поперечные пазы.
Вот и все. Ничего сложного, правда? Надеемся, статья помогла вам разобраться в ассортименте патронов для обрабатываемых центров. Как правило, производители станка в характеристиках указывают тип используемого патрона (BT, SK или другой). Дальше останется только выбрать такие патроны, которые необходимы для тех или иных технологических операций.
Будем рады подобрать инструмент и оснастку для вашего токарного или фрезерного станка. При необходимости наш технолог поможет решить ваши технологические задачи.
Цанговый патрон для станка: разновидности, конструкция, принцип действия
Такое устройство, как патрон цанговый, представляет собой разновидность зажимных механизмов, используемых для фиксации режущего инструмента, вращающегося с большой скоростью. В отличие от моделей быстрозажимного типа, цанговые патроны не требуют использования дополнительных приспособлений, таких как винты, шпильки или стопорные элементы, поэтому такие устройства часто называют самозажимными.
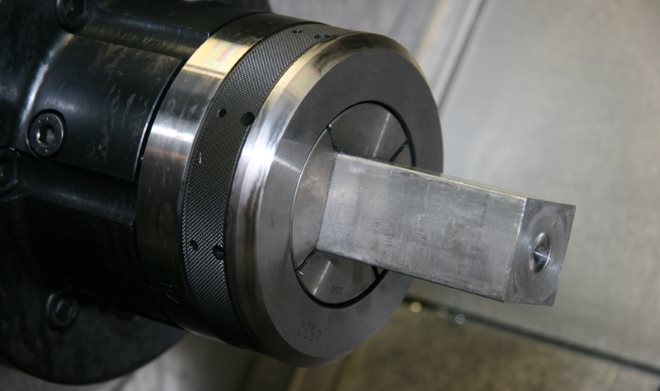
Токарный цанговый патрон для фиксации квадратных прутков
Зажимными элементами цангового типа оснащают патроны для токарного станка, в которых фиксируются детали в процессе обработки. Такие патроны в зависимости от геометрических параметров обрабатываемой заготовки могут отличаться как своими размерами, так и формой зажимных элементов. Самыми распространенными из всех используемых на сегодняшний момент являются цанговые зажимы, относящиеся к типу ER.
Основные разновидности
Для комплектации современных металлообрабатывающих станков (токарных, фрезерных и сверлильных) используются самоцентрирующиеся патроны, оснащаемые двумя, тремя или четырьмя кулачками. Зажимные элементы в таких патронах могут приводиться в действие вручную или при помощи механического привода. Если говорить о сферах применения таких зажимных механизмов, то двухкулачковые патроны используются преимущественно для фиксации фасонных отливок в процессе их обработки, а при помощи трехкулачковых зажимных механизмов обеспечивается надежное крепление заготовок и хвостовиков инструментов круглой, конусной и шестигранной формы. Зажимные механизмы, оснащенные четырьмя кулачками, используются в тех случаях, когда для выполнения обработки необходимо зафиксировать несимметричную заготовку или деталь прямоугольной формы.

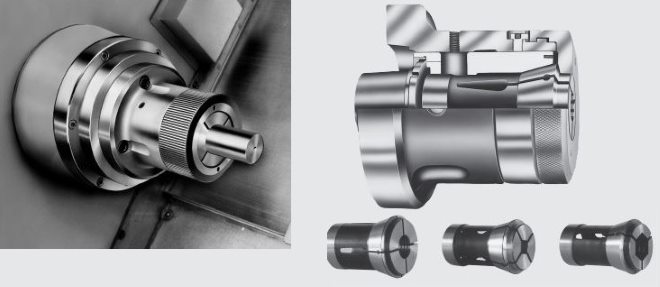
Цанговый патрон ER20 с комплектом цанг для фрезерного или фрезерно-гравировального станка
Вообще все механизмы для фиксации инструмента или заготовки в процессе обработки подразделяются на следующие категории:
- устройства цангового типа;
- рычажные устройства;
- устройства быстрозажимного типа (БЗП);
- клиновые зажимные устройства;
- гидропатроны;
- мембранные зажимы;
- термопатроны;
- двух-, трех- и четырехкулачковые зажимные устройства.
Самозажимные патроны, в которых используется цанговый механизм, нужны для оснащения как специализированных, так и универсальных станков. Преимуществом применения патронов данного типа является то, что их конструкция обеспечивает достаточное усилие зажима даже при небольшом значении крутящего момента, чего нельзя сказать о подобных устройствах других типов. При выборе цангового патрона следует обращать внимание на то, чтобы основные элементы его конструкции были изготовлены из закаленной стали. В таком случае он способен прослужить значительно дольше.
Как работает зажимной цанговый механизм
Фрезерный или токарный патрон, основу которого составляет цанговый зажим, работает по следующему принципу:
- Самозажимная гайка, которую закручивают, создает давление на торец цангового механизма.
- Под воздействием давления цанга передвигается в отверстие конусной формы, что приводит к сжатию лепестков, из которых состоит ее рабочая часть.
- Сжимаясь, лепестки цанги надежно фиксируют хвостовик инструмента или заготовку.

Устройство простого цангового зажима
Соответственно, чтобы извлечь инструмент или заготовку из такого патрона, необходимо ослабить самозажимную гайку, уменьшив давление, которое она оказывает на цанговый зажим.
Большим преимуществом цанговых патронов для фрезерного станка (или токарного оборудования), если сравнивать их с подобными устройствами других типов, является то, что инструмент или заготовка, которые в них фиксируются, отлично центрируются, что обеспечивает их минимальное радиальное биение. Кроме того, чтобы использовать фрезерный или токарный патрон цангового типа, нет необходимости применять специальные ключи, которые, как правило, часто теряются.
В патроне токарного станка могут зажиматься прутки различной формы благодаря сменным цангам
Цанговые патроны можно использовать для фиксации деталей, конфигурация поперечного сечения которых не соответствует форме их входного отверстия. Для того чтобы зафиксировать в цанговом патроне такую деталь, применяются специальные картриджи, поставляемые в комплекте с устройством.
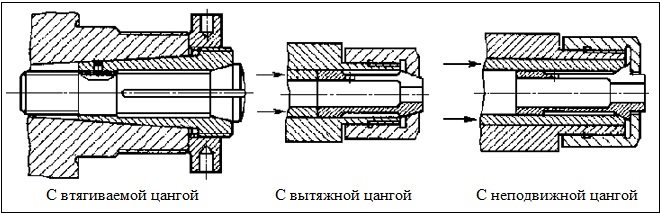
Основными элементами конструкции любого цангового патрона являются зажимная гайка и цанговый зажимной механизм, который может быть выдвижным, втягиваемым или неподвижным. В зависимости от своего назначения цанговые механизмы могут быть зажимными и подающими. Механизмы цангового типа используются и для фиксации обрабатываемых деталей по поверхности их внутреннего отверстия. Обеспечивает такую фиксацию специальное приспособление – цанговая оправка. Кроме фиксации деталей в процессе их обработки, цанговая оправка может использоваться для закрепления на ней фрез насадного типа.
Классификация цанговых патронов по конструкции
Цанговые механизмы подающего типа применяются в тех случаях, когда зафиксированную в них деталь в процессе ее обработки необходимо периодически выдвигать из зажимного устройства. Конструкция такой цанги состоит из стальной втулки, на боковой поверхности которой выполнено три надреза, формирующих пружинящие зажимные лепестки, а также из трубки, через внутреннее отверстие которой заготовка подается в зону обработки. Перед началом использования такого механизма цанговая втулка вкручивается в резьбовое отверстие в трубке, а конец обрабатываемой заготовки пропускается между лепестками зажимного механизма. За подачу заготовки в зону обработки отвечает специальный шток, приводимый в действие посредством кулачкового или гидромеханического механизма.
Зажимная цанга, которая также выполнена в виде втулки с пружинящими лепестками, обеспечивает только фиксацию заготовки, без ее подачи в зону выполнения обработки. В зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки, которые фиксируются при помощи цангового механизма, количество лепестков может быть различным. Так, для фиксации инструментов и заготовок с диаметром не больше 3 мм используются трехлепестковые цанги, с диаметром от 3 до 80 мм – четырехлепестковые, с диаметром более 80 мм – шестилепестковые.
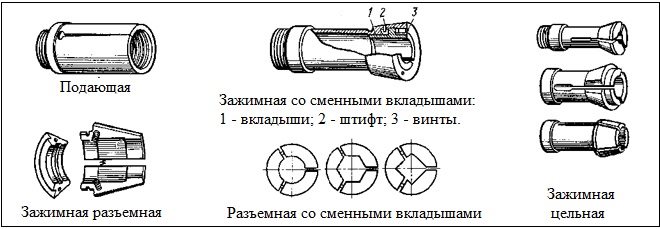
Для фиксации инструментов и заготовок самого маленького диаметра нужны разъемные зажимные цанги, в конструкции которых присутствуют специальные пружины, отвечающие за разжимание кулачков. Цанги данного типа могут дополнительно комплектоваться вкладышами, подбираемыми в зависимости от диаметра инструмента или заготовки.

Цанговые держатели с цилиндрическим хвостовиком
Цанговые патроны, конструкция которых дополнена еще одной гайкой, могут использоваться для фиксации инструментов небольшого диаметра с хвостовиком, имеющим форму конуса Морзе. Минусом цанг данного типа является то, что для инструментов различного диаметра необходимо использовать отдельный зажимной механизм.
Точение заготовок небольшого диаметра, выполняемое на станках продольного типа, также может выполняться с применением цанговых зажимных механизмов. Цанговые патроны, используемые в подобных случаях, отличаются своей конструкцией от обычных моделей.
Рекомендации по выбору
Первое, на что следует обращать внимание при выборе зажимного патрона цангового типа, – это то, как такое устройство фиксируется на шпинделе используемого оборудования. Вариантов такого крепления может быть два: использование специального переходника или накручивание патрона на резьбовой конец шпинделя. Если фрезерный или токарный патрон цангового типа будет присоединяться к шпинделю станка при помощи фланца или посредством конуса Морзе, необходимо предварительно выяснить их точные параметры (диаметр пояска и параметры конусности).
Как уже говорилось выше, в зависимости от диаметра хвостовика инструмента или обрабатываемой заготовки выбирается количество зажимных элементов, которыми оснащена цанга. Кроме того, следует обращать внимание на материал, из которого изготовлены такие элементы: чем он тверже, тем дольше вам прослужит патрон.
Технические параметры цангового патрона с конусным хвостовиком, учитываемые при подборе оснастки
Простейший цанговый зажим, при помощи которого на валу электродвигателя фиксируется сверло, можно сделать и своими руками. Для изготовления такого фиксирующего механизма, который можно использовать только при выполнении сверлильных работ по мягким материалам, вам потребуются:
- стальная проволока диаметром 1 мм;
- цилиндрическая оправка, диаметр которой соответствует поперечному размеру вала электродвигателя и сверла;
- паяльник и припой.
Из стальной проволоки, наматываемой на оправку, формируется пружина, которая затем тщательно пропаивается. После этого самодельная цанга может использоваться по назначению.
Цанга для ручного фрезера: виды, назначение и особенности применения
Цанга для фрезера – это элемент, без использования которого работа любого оборудования подобного назначения не представляется возможной. Данное устройство, конструкция которого, кроме зажимных элементов, также включает в себя гайки и стопорные шайбы, отвечает за надежную фиксацию инструмента в процессе его работы. Знать, какими конструктивными особенностями отличаются цанги для ручных фрезеров, надо для того, чтобы не только грамотно пользоваться такими устройствами, но и правильно выбирать их, когда в этом возникает необходимость.

Работа ручным фрезером начинается с установки фрезы в цанговый зажим инструмента
Что собой представляют цанги для ручных фрезеров
Часто цанги ошибочно путают с кулачковыми патронами, используемыми для решения аналогичных задач. Их основное различие заключается в том, что кулачковый патрон является более универсальным зажимным устройством и, в отличие от цанг, может быть успешно использован для фиксации инструментов с хвостовиками различного диаметра. В цангах же, предназначенных для хвостовика определенного диаметра, фиксировать инструмент с хвостовиком другого размера нельзя. Именно поэтому из набора цанг следует выбирать именно те, которые точно соответствуют диаметру хвостовика применяемого инструмента.

Цанговый зажимной патрон
Гайки цанг, предназначенных для инструментов с хвостовиками различного диаметра, ничем не отличаются между собой, различия таких устройств заключаются в разных размерах их зажимных элементов. В связи с этим одну гайку, из которой цанга извлекается достаточно легко, можно применять в комплекте с зажимными элементами для хвостовиков различного диаметра, но намного удобнее и практичнее, когда в наборе каждая из цанг для фрезера находится в комплекте со своей гайкой.
Как правильно выбрать набор цанговых зажимов
При приобретении набора цанговых зажимов для ручного фрезера можно столкнуться с тем, что цанги будут не совсем качественными. Кроме того, они могут не совпадать с диаметрами хвостовиков инструментов, для фиксации которых предназначены. Такие ситуации, к сожалению, не являются большой редкостью и особенно характерны для тех случаев, когда приобретается дешевый набор или продукция от малоизвестных производителей. Выходом из таких ситуаций чаще всего становится только приобретение нового набора цанг для фрезера.

Цанговый патрон должен соответствовать шпинделю фрезера, а цанга – этому патрону. Цанги часто имеют различный угол схождения конусов и подходят только к «своей» зажимной гайке
Чтобы не столкнуться с проблемой приобретения для фрезера цанг несоответствующего качества и неподходящего размера, лучше останавливать свой выбор на продукции проверенных производителей. Если такой возможности нет, надо внимательно проверять цанги, входящие в набор, на их соответствие требуемому качеству и стандартным размерам инструмента для фрезера.
Назначение и виды цанговых патронов
Цанги, выступающие в роли зажимных элементов, обеспечивают фиксацию не только инструментов для фрезера, но и заготовок, которые подвергаются обработке. В патронах, оснащенных цангами, в частности, одинаково успешно могут фиксироваться заготовки, подвергаемые как черновой, так и чистовой обработке.
По своему конструктивному исполнению цанговые патроны делятся на несколько основных типов:
- втягиваемые;
- выдвижные;
- оснащенные неподвижными цангами.
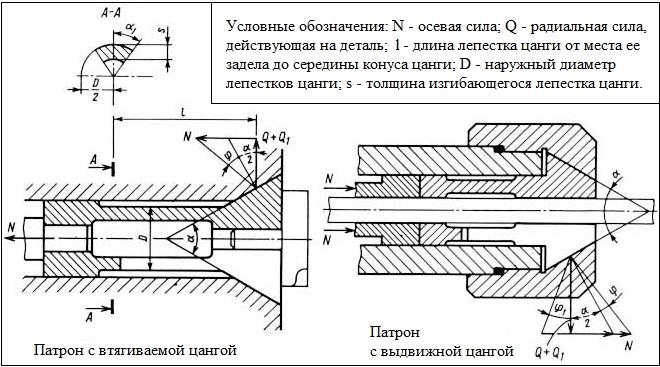
Конструкция патронов с выдвижной и втягиваемой цангами
По назначению цанговые патроны могут относиться к подающим и зажимным. Первые представляют собой втулку из закаленной стали, на боковой поверхности которой выполнено три неполных разреза, формирующих пружинящие зажимные лепестки. Размеры внутреннего отверстия такого устройства, чтобы оно было в состоянии обеспечивать надежную фиксацию, должны строго соответствовать геометрическим параметрам обрабатываемой заготовки. Патрон данного типа используется в комплекте с подающей трубой (навинчивается на ее резьбовой конец). Чтобы заготовка, которая располагается в такой трубе, получила осевое перемещение, используется кулачковый механизм или гидромеханический привод. Работает такое устройство по принципу всем известного цангового карандаша, через разжимающиеся и сжимающиеся лепестки которого перемещается грифельный стержень.
Цанговый патрон зажимного типа, в отличие от подающих устройств, используется только для обеспечения надежной фиксации заготовки в процессе ее обработки. Хотя внешне он очень похож на устройство подающего типа, работает он по совершенно другому принципу.
Сферы применения цанговых патронов
Основным конструктивным элементом патрона с цангой зажимного типа является втулка с пружинящими лепестками, количество которых может быть различным. Так, для зажима заготовок, диаметр которых не превышает 3 мм, используются патроны с тремя лепестками, при выполнении обработки деталей диаметром до 80 мм – с четырьмя лепестками, свыше 80 мм – шестью. Для обработки деталей очень незначительного диаметра используют зажимные патроны, цанги в которых разводятся при помощи специальных пружин. Кроме того, существуют модели цанговых зажимных патронов, которые оснащаются сменными вкладышами различного размера, выбираемыми в зависимости от геометрических параметров обрабатываемой заготовки.
Зажимные цанги используются не только для фиксации обрабатываемых заготовок, но и для крепления в них используемого инструмента, в качестве которого может выступать фреза, сверло или метчик. Хвостовик инструмента фиксируется зажимными элементами сменной цанги, которая удерживается во внутренней части патрона специальной гайкой. Работает такое устройство по следующему принципу: при накручивании гайки на цанговый зажим, который выполнен в форме обратного конуса, данный элемент втягивается в отверстие в патроне, тем самым обеспечивая плотное и надежное обжатие установленного в нем хвостовика инструмента.

Набор цанг с гайкой и стопорным кольцом для фрезера Sparky
Среди достоинств цанговых патронов для фрезера, которые и сделали их очень популярными и востребованными на современном рынке, следует выделить следующие:
- простота конструкции;
- удобство применения;
- высокая надежность фиксации обрабатываемых заготовок и хвостовика инструмента.
Кроме того, цанговые патроны обеспечивают минимальное биение как инструмента, так и заготовок, которые в них фиксируются. Объясняется это тем, что тела вращения, установленные в таком патроне, отлично центрируются. Удобство и простота его использования обеспечиваются еще и тем, что для приведения его в действие не надо применять специальный ключ и другие дополнительные приспособления.
Если говорить о наиболее популярных типах подобных устройств, то таковыми являются цанги для фрезера категории ER. Их можно узнать по нанесенной на них соответствующей маркировке.

Патрон с цангой ER20 для фрез с диаметром хвостовика 8 мм
Конечно, как и у любого технического устройства, есть у цанговых патронов и недостатки. К наиболее значимым следует отнести то, что диаметр заготовки или хвостовика инструмента для фрезера напрямую зависят от рабочего диаметра самой цанги. Таким образом, для инструментов и заготовок разных диаметров необходимо подбирать и цанги различных размеров.
Одной из наиболее примечательных сфер применения зажимных патронов цангового типа является оснащение автоматов продольного точения, где с их помощью осуществляется фиксация обрабатываемой заготовки. На таких автоматах, как правило, выполняют обработку заготовок не слишком значительного диаметра, что и дает возможность использовать для их фиксации зажимные устройства цангового типа. Между тем цанговые зажимы, используемые для оснащения таких автоматов, отличаются по своей конструкции от цанговых патронов, применяемых на токарном оборудовании. Автоматы продольного точения часто оснащаются цангами двух типов, одни из которых, как говорилось выше, используются для фиксации обрабатываемой заготовки, а вторые – для закрепления хвостовика используемого инструмента.
Применение цанговых патронов в оснащении такого оборудования позволяет повысить производительность выполняемой на нем обработки, а также увеличить ее точность.
Читайте также: