Как выровнять плоскость на металле в ручную
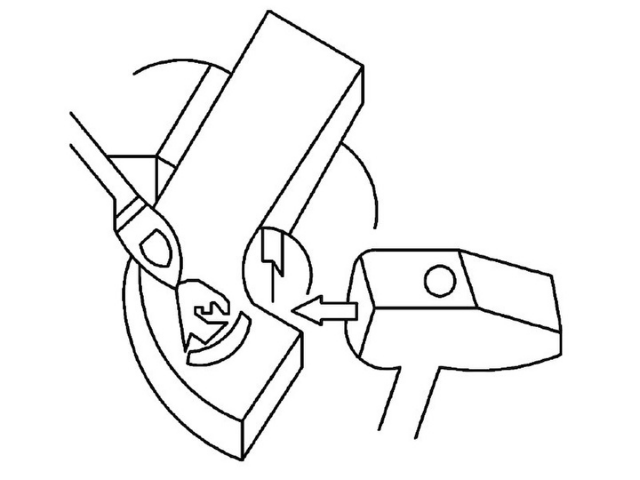
Использование данной технологии позволяет выровнять дефекты без покраски. В данном случае применяют вакуумные вытяжки и рычаги. Выравнивание вмятин на кузове автомобиля таким способом основано на перепаде давления. Работы состоят в том, что подходящий по размеру рычаг, то есть доходящий до дефекта, помещают в технологическое отверстие кузова автомобиля и надавливают на него, пока поврежденный участок не вернется в исходное состояние.
Возвращение материала в исходное состояние обычно сопровождается щелчком.
Давление нужно оказывать осторожно, чтобы не допустить выгибания металла в противоположную сторону. Если это произошло, участок можно выровнять фторопластовым отбойником.
Если вмятина расположена близко к отверстию кузова, то на нее можно оказать давление изнутри без использования рычага. Однако далеко не всегда кузов автомобиля поврежден вблизи технологических отверстий, и к дефекту бывает проблематично подобраться изнутри. В случае отсутствия такой возможности выравнивание повреждений осуществляют одним из рассмотренных далее способов.
Оборудование для правки
Если данные переходы совмещаются с основными операциями деформирования (как часто бывает при горячей штамповке), то специального оборудования не требуется. Холодную правку металлических прутков или полос выполняют на . Они представляют собой машины горизонтального исполнения, которые работают по принципу ротационной штамповки.
Отличие заключается в том, что давления, создаваемые рабочими роликами, не должны превышать предела пластичности выправляемого материала. Такие машины функционируют в автоматическом режиме, а потому отличаются высокой производительностью. Аналогично правят и прутки, только профиль рабочих роликов в этом случае выполняется не плоским, а соответствующим сечению исходного материала.
Наиболее сложной и ответственной является правка деталей после холодного выдавливания. Поскольку деформационное упрочнение материала при этом весьма велико, то удельные усилия могут достигать предела пластичности, т.е. 600…800 МПа и даже более. Ударный характер нагрузки, создающейся винтовым прессом, не обеспечивает должного качества правки из-за инерции материала. Поэтому используются специальные прессы серий К82__ и К83__ с кривошипно-коленным рабочим механизмом. Особенность схемы такого пресса — в возможности обеспечить выдержку детали (до 2…3 с) под давлением при крайнем нижнем положении ползуна оборудования. В результате внутренние напряжения преодолеваются, а деталь выравнивается.
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла. Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
А также некоторые другие.
Выправление вмятины магнитом
Нужно отметить, что данная технология подходит для выпрямления лишь небольших повреждений. Как выровнять металл на машине без шпаклевки? В процессе работы магнит перемещают по поверхности поврежденного участка от краев к центру вмятины, натягивая его на себя.
Во избежание повреждения лакокрасочного покрытия под магнит следует подложить мягкую ветошь.
Внешнее выравнивание по клеевой технологии
Этот метод называют также вакуумным, а суть данной технологии состоит в вытягивании вмятины пистоном, закрепленным на поврежденном участке кузова с помощью клея. Однако возможно использование и непрофессиональных приспособлений, представленных присосками. Аппликатор закрепляют при помощи клея на поврежденном месте кузова.
По завершении его высыхания центральную точку вмятины вытягивают мини-лифтером. Присоску применяют по тому же принципу.
В целом, клеевой метод выпрямления вмятин считают одним из наиболее простых и быстрых.
Шабрение абразивными материалами
Для сверхтонкого выравнивания при толщине снимаемого слоя до 0,0001 мм используют притирку абразивными материалами вручную или на станках. В процессе притирки применяются два вида абразивов:
- твердые (кремень, алмаз, кварц, корунд, синтетический альбор);
- мягкие (пастообразные составы).
Твёрдые абразивы используют для притирки чугунных и стальных деталей. Мягкие абразивы – для деталей из меди, алюминия, олова и других мягких металлов.
По способу выполнения притирка бывает:

Правила шабрения
Ручная абразивная обработка выполняется с помощью специального инструмента под названием притир.
В зависимости от очертания обрабатываемой поверхности, шабровочные притиры могут быть:
- плоскими;
- цилиндрическими;
- призматическими и т. д.
Притирочный инструмент изготавливают из дерева, металла, стекла, бронзы и других материалов.
Процесс нанесения абразивных материалов на притир называют шаржированием.
Механическая притирка выполняется на специальных притирочных либо обычных токарных станках, оборудованных притирочными насадками. Одной из разновидностей механической притирки является пескоструйная обработка.

Исправление дефекта термальным воздействием
Рассматриваемый способ предполагает применение строительного фена и баллончика со сжатым воздухом. Также понадобится защитное снаряжение в виде очков и перчаток, так как работы осуществляются при температуре от 300 до 650° С.
Данная технология основана на стремлении металла к возврату в первоначальное состояние. Сначала поврежденный участок кузова автомобиля нагревают строительным феном, а после этого охлаждают баллончиком (температура испускаемого им воздуха составляет -78°С). Такой температурный перепад приводит к возвращению металла в исходное состояние.
В некоторых случаях, если кузов имеет повреждение большого размера, данную операцию осуществляют в нескольких точках. Для круглой вмятины их выбор проводят по радиусу, а для овальной — по узкой стороне. При наличии на дефектном участке жестких элементов выравнивание начинают с них. Если термальное воздействие не позволяет полностью избавиться от повреждения, данный способ совмещают с постукиванием киянкой.
При этом для защиты лакокрасочного покрытия кузов в месте дефекта покрывают мягким прорезиненным материалом.
Правка металла
Сортовая, фасонная и листовая сталь, из которой изготовляют, различные детали или заготовки, иногда бывает погнута или покороблена. Чтобы устранить эти дефекты, перед обработкой металла выполняют операцию, которая называется правкой.
Правку металла производят в холодном или нагретом состоянии.
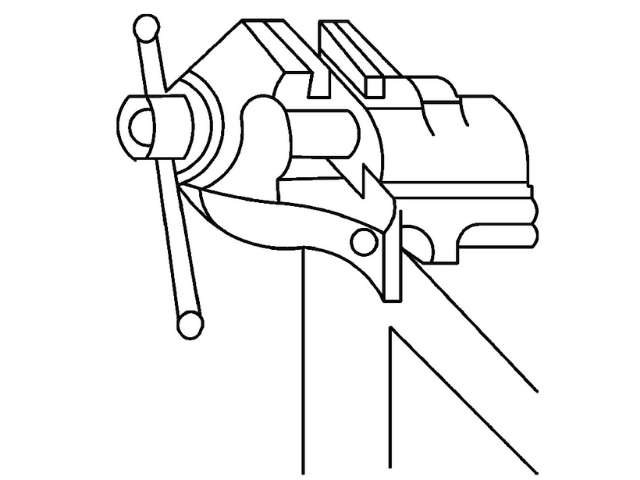
При правке в холодном состоянии полосовую, квадратную, круглую и угловую сталь закрепляют в стуловых тисках у места погнутости и вручную выпрямляют погнутые места, выгибая их в направлении, обратном погнутости, а затем выравнивают металл молотком на наковальне или плите.
Сталь выравнивают на наковальне ударом широкого бойка молотка по выпуклым местам, переворачивая материал с одной стороны на другую до тех пор, пока он не станет ровным. Прямолинейность стали проверяют на глаз.
Сила удара зависит от степени искривления и толщины материала. При большом искривлении или значительной толщине материала вначале наносят более сильные удары, по мере выпрямления материала удары ослабляют. Наносить очень сильные удары не следует, так как материал будет расплющиваться и коробиться.
Если полосовая сталь изогнута по узкой кромке, то изогнутую часть укладывают широкой стороной на плиту, затем, прижав сталь к плите левой рукой, правой наносят удары бойком молотка по широкой стороне изогнутой части, сначала сильные, по вогнутой кромке, затем постепенно ослабляя удары, выравнивают выпуклую кромку полосы.
При правке угловой стали, если полоса выгнута в сторону ребра, полосу укладывают полкой на плиту и наносят удары молотком по ребру; если полоса выгнута в сторону полки, полосу укладывают на край плиты или наковальни и наносят удары по полке, постепенно выправляя полосу угловой стали.
Металлические листы правят вручную. Тонкие листы укладывают на плиту выпуклостью вверх. Удары молотком наносят, начиная от края выпуклости к середине. По краям выпуклости удары наносят слабее, а к центру их усиливают.
Толстые листы правят кувалдой в горячем или холодном состоянии так же, как и тонкие.
При правке в горячем состоянии лист нагревают в печи или на горне до 600-700 °С (красное каление).
Для предохранения рук от ушибов при правке металла необходимо надевать рукавицы, пользоваться исправным инструментом и прочно удерживать выправляемый материал на плите или наковальне.
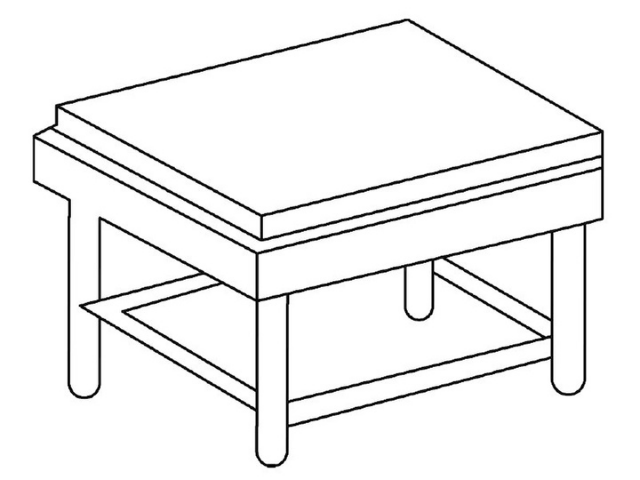
В домашних условиях правку нужно производить на наковальне или массивной плите из стали или чугуна. Рабочая поверхность плиты должна быть ровной и чистой. Для того чтобы шум от ударов был менее громким, плиту следует устанавливать на деревянном столе, с помощью которого, кроме того, можно выравнить плиту так, чтобы она находилась в горизонтальном положении.
Кроме молотков, применяются деревянные и металлические гладилки и поддержки. Они используются для правки тонкого листового и полосового металла. Для правки закаленных деталей с фасонными поверхностями существуют правильные бабки.
Не стоит, наверное, напоминать, что правку (рихтовку) металла нужно производить в рабочих рукавицах независимо от того, сложная работа или нет, большая заготовка или маленькая и сильно ли она искривлена.
Чтобы проверить кривизну заготовки, нужно уложить ее на гладкую плиту той поверхностью, которая после правки должна представлять собой плоскость. Зазор между плитой и заготовкой покажет степень искривленности, подлежащей устранению. Изогнутые места необходимо отметить мелом, так гораздо легче наносить удары молотком, чем ориентируясь только на заметную глазом кривизну.
Отрасль металлургии активно развивается, одной из самых востребованных и распространенных техник в данной сфере является гибка и правка металла
Выстукивание
Данный метод рихтовки предполагает применение резиновых киянок различных размеров и крючков. Наиболее просто простучать поврежденный участок с обратной стороны дефекта. При этом с внешней прикладывают деревянный брусок, чтобы можно было предотвратить выгибание металла в обратную сторону.
Если к вмятине нет доступа изнутри, то используют крючки или шурупы. Данные приспособления вставляют в предварительно просверленные отверстия в центре дефекта и вытягивают. По завершении работ отверстия зашпаклевывают или заваривают, затем затирают и окрашивают.
При отсутствии навыков желательно опробовать данный метод на какой-либо ненужной детали.
По завершении выстукивания восстановленную деталь или ее фрагмент полируют. Как правильно нанести шпаклевку на металл? Данный способ обычно используют в случае, если кузов имеет большие вмятины.
Шабрение (шабровка) металла – точное выравнивание поверхности
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
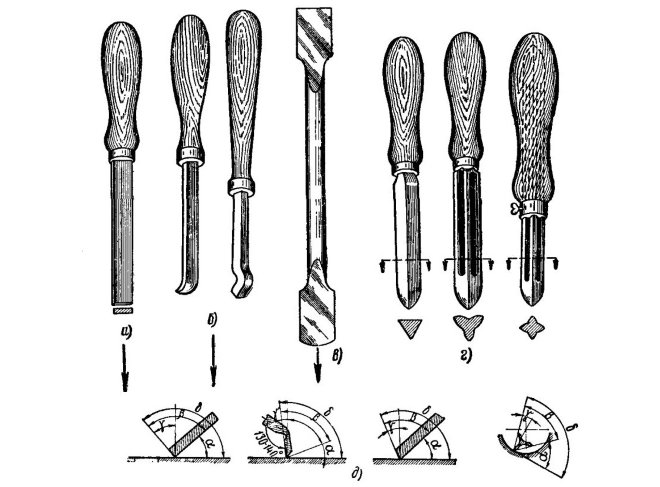
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
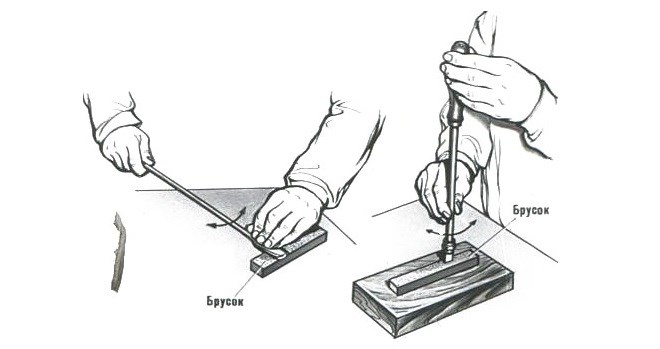
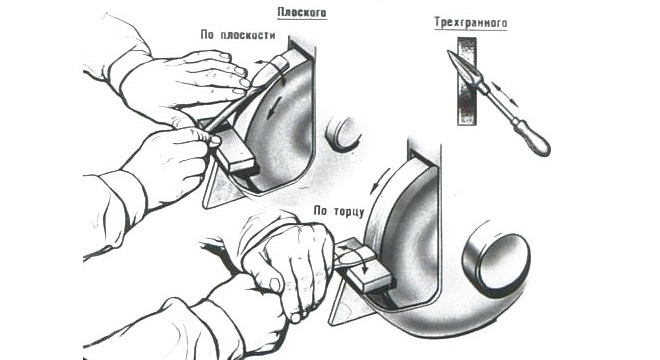
Ручная доводка шабера
Шабрение криволинейных поверхностей
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
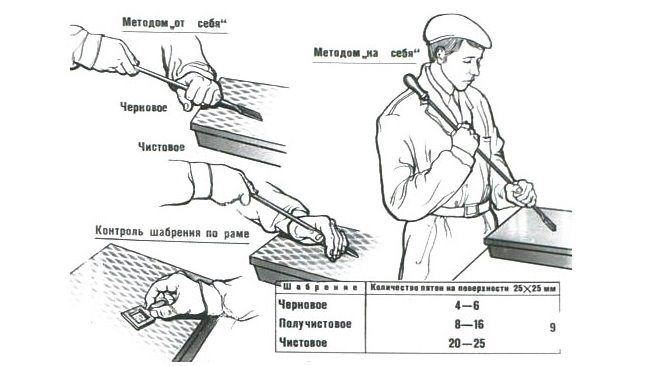
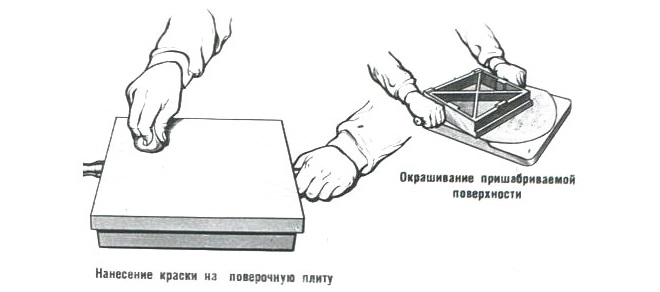
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
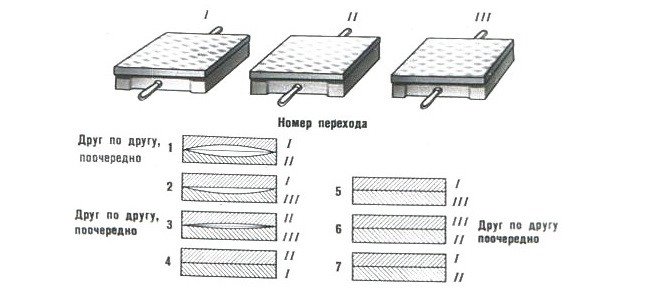
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
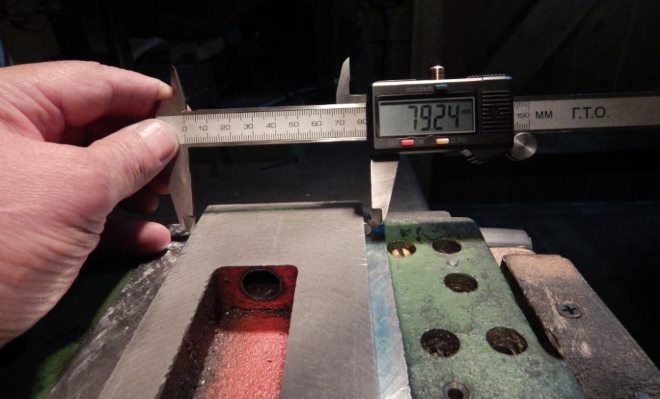
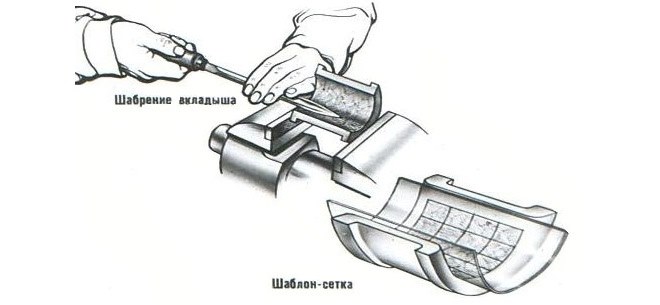
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
Выравнивание металла
При выполнении операций, связанных с выпрямлением металла, нужно придерживаться тех же правил техники безопасности и охраны труда, что и при выполнении ковки и гибки металла.
Особое внимание следует обратить на следующие моменты:
- Используйте только молотки с плотно прилегающей рукояткой, которая должна плотно прижиматься к головке молотка. Соединение рукояти и головки должно исключать любое смещение деталей и их самопроизвольное разъединение в процессе работы.
- Выберите правильную опору для работы с молотком. Опора должна быть достаточно твердой и жесткой, не подвергающейся деформациям и выдерживающей достаточные нагрузки.
- Заготовки должны быть прочно зафиксированы в зажимных устройствах — так, чтобы удары молотка не смогли их оторвать, сместить или отделить от фиксирующих элементов.
- Во время работы с прессами убедитесь, что вы используете средства индивидуальной защиты для рук, глаз и головы.
- Работа со сварочным оборудованием или паяльниками разрешается только после проведенного инструктажа и получения прямого указания руководителя.
- Всегда обращайте внимание на соблюдение правил пожарной безопасности. Подготовьте воду или сыпучие материалы для тушения вероятного пожара, не работайте вблизи легковоспламеняющихся материалов и источников открытого огня, не защищенных должным образом.
1. Цель выпрямления
Металлические листы, трубы или сечения, которые стали извилистыми, согнутыми или деформированными во время транспортировки или эксплуатации, могут обрести первоначальный вид с помощью различных методов.
Методы ковки и гибки являются основными для деформации и локального нагрева, который осуществляется для устранения напряжения в материалах. Использование этих методов дает возможность:
- восстановить исходную форму металла;
- устранить изгибы, вмятины, заломы, другие деформации;
- восстановить эксплуатационные характеристики детали.
2. Инструменты, приборы и дополнительное оборудование
Небольшие разрезы металлических листов, труб и сечений можно аккуратно выпрямить вручную. При этом обязательно используются средства индивидуальной защиты для рук (перчатки), иначе риск получения травм при контакте с острым краем металлического листа будет очень высоким.
Для более крупных и прочных материалов используют следующие инструменты и приборы:
Молотки
Во время выпрямительных работ с тисками, на наковальне и на правильной плите применяются:
- слесарные молотки
- рихтовочные молотки
- молотки из легкого металла
- киянки
- резиновые молотки
Стяжки (подвижные крюки) и метчики
Для выравнивания скрученных плоских, квадратных и угловых профилей материала с помощью тисков используются различные виды стяжек и метчиков.
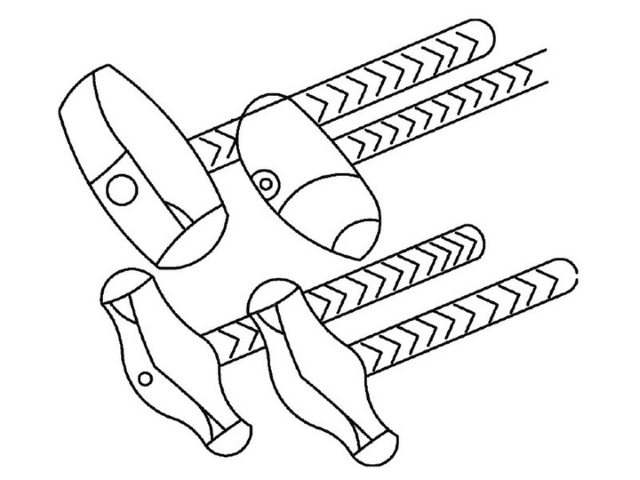
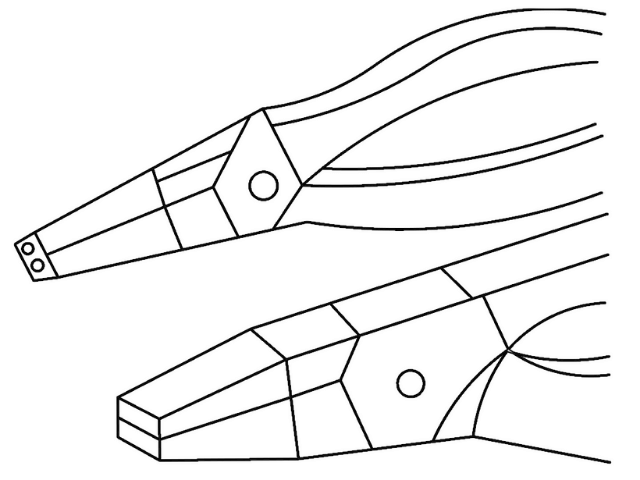
Щипцы и клещи
Плоскогубцы и круглогубцы используются для правки небольших гнутых металлических листов и мелких частей. Детали, которые выравниваются с помощью плоскогубцев или круглогубцев, размещают в тисках или держат в руках.
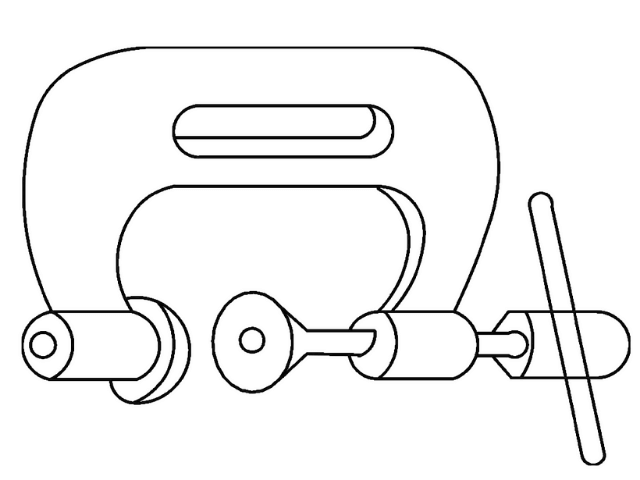
Зажимы
Зажимы используются для фиксирования или скручивания деформированных металлических листов и профилей. Они бывают различных видов и размеров. Как правило, для дозирования усилия при фиксации или выравнивании зажим оснащается винтовой частью Широкие опорные пластины зажимов обеспечивают более равномерное распределение усилия, что предотвращает повреждение металла в месте контакта с зажимом.
Сварочные горелки и другое высокотемпературное оборудование
Кислородно-ацетиленовые сварочные горелки или кузнечные печи для обжига и отжига используются для локального нагрева гнутых профилей или деформированных металлических листов. Повышение температуры металла делает его более восприимчивым к механическим воздействиям, что облегчает устранения деформаций и восстановление эксплуатационных характеристик повреждённой детали.
Винтовые прессы
Ручные винтовые прессы и гидравлические прессы с различными втулками и опорами используются для правки гнутых сечений и металлических листов с менее сильными вмятинами. Конструкцию пресса и усилие, который он создает, выбирают с учетом:
- Твёрдости металла.
- Его толщины.
- Конфигурации детали.
- Характеристики повреждения, которое нужно устранить.
Правильные машины
Чаще всего дал восстановления формы металлических изделий и для устранения деформаций листового металла используются роликовые правильные машины. При правильной машины гнутые металлические листы, плоские материалы, трубы или проволока проходят через систему роликов, благодаря которой они становятся плоскими или прямыми.
Зажимные устройства и опоры
В дополнение к вышеупомянутым инструментам и устройствам требуются следующие зажимные устройства и опоры.
Тиски
В основном параллельные тиски используются для правки материалов с помощью молотков, щипцов, стяжки и метчика, а также для правки без использования инструментов. Основное назначение — жесткая фиксация детали, которая предотвращает ее смещение при механическом воздействии в процессе выравнивания.
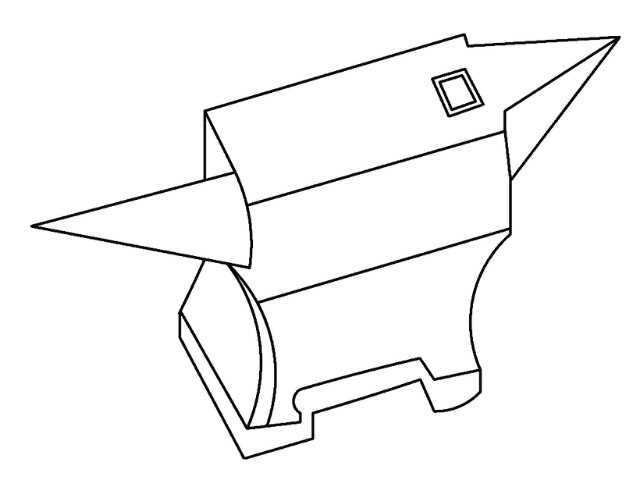
Наковальня
В качестве опор для правильной работы слесарным молотком используются наличник (плоская часть) или определенную часть конического рога наковальни. Массивная металлическая наковальня обладает достаточным запасом прочности и стабильности — это дает возможность выполнять достаточно сильные механические воздействия.
Правильные плиты
При выпрямительных работах с молотками в качестве опоры используются правильные плиты из литой стали. Преимущества правильных плит аналогичны преимуществам наковален, при этом плита должна размещаться на надежной основе. Фиксация правильной плиты на основании позволяет избежать е смещения при выполнении правильных работ с большим усилием.
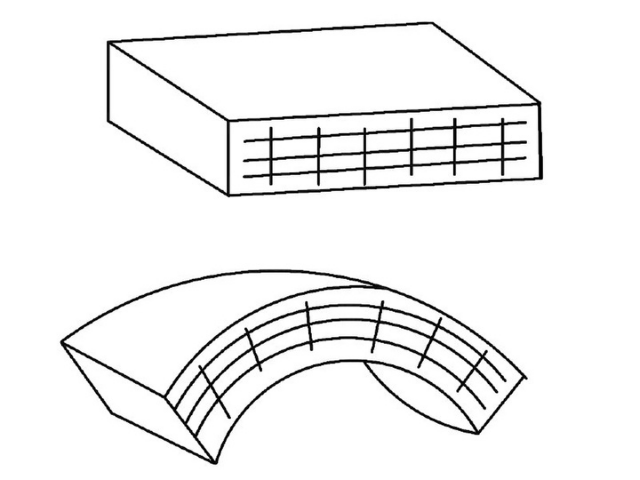
3. Процессы в материалах
В материале деформированных, изогнутых или деформированных металлических листов, труб и сечений наблюдаются осевые удлинения и линейные сжатия:
- На внешних радиусах изгиба растягивающие напряжения вызываются осевым удлинением материала
- На внутренних радиусах изгибов сжимающие напряжения вызывается линейным сжатием материала.
Для большинства материалов характерна определенная устойчивость к деформирующим воздействиям. Если к материалу приложить лишь небольшую силу, его сопротивление не будет преодолено. Если материал возвращается в исходное положение, это значит, что натяжение было упругим. Этот процесс называется «упругим восстановлением».
Если сила, которая действует на материал, превышает сопротивление, которое он оказывает, происходит пластическая деформация. При этом материал впоследствии возвращается в соответствии со степенью своей упругой деформации. Поэтому во время сгибания и скручивания всегда следует учитывать степень упругого восстановления.
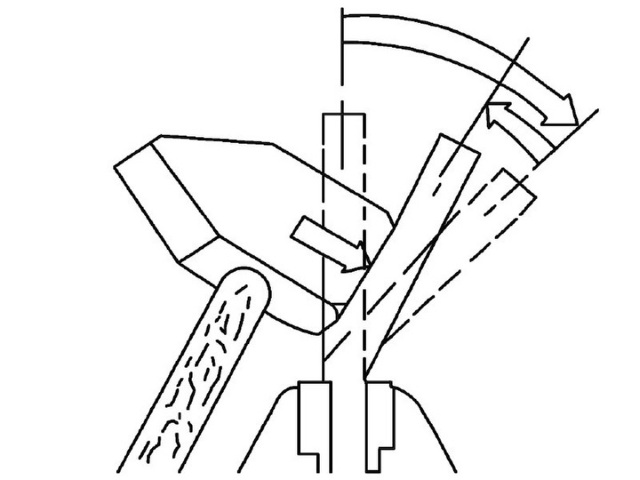
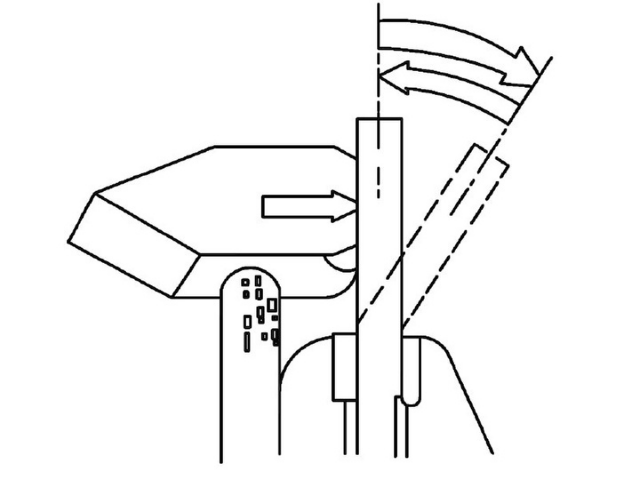
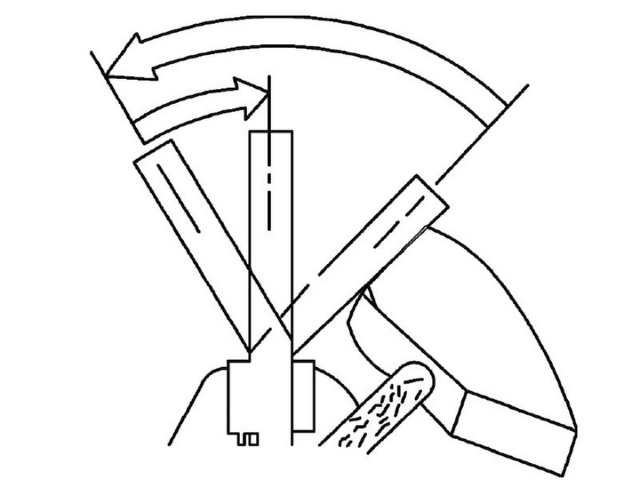
В случае деформации или изогнутости деталей растягивающие и сжимающие напряжения в материале должны устраняться систематическим действием на него силы. Это происходит, если с помощью соответствующих инструментов и приспособлений действует другая сила, противоположная исходной. Ее можно заметить по направлению деформации или изгиба. Здесь снова необходимо учитывать степень упругого восстановление материала.
Когда металлические листы деформированы или помяты, напряжение во время сжимания и растягивания в основном возникает только в нескольких местах, где действие этой силы не всегда можно увидеть.
Такое напряжение материала может быть устранено только противодействием, которое ликвидирует первоначальное напряжение.
Чем больше деформирована деталь, тем больше внутренние напряжения в материале.
Внутренние напряжения также можно устранить путем локального нагрева или слабого отжига всей заготовки:
- Стальные детали после нагрева должны медленно остывать на воздухе.
- Медные детали остывают путем закалки в воде сразу после нагрева.
Обратите внимание! Нарушение этих правил охлаждения после отжига металлических деталей приводит к значительному снижению их механической прочности и других эксплуатационных показателей.
Часто при самостоятельном охлаждении кусков стали или металлических листов после локального нагрева металлические детали сами возвращаются в свое правильное исходное положение. Если этого не происходит, они деформируются желаемым образом в раскаленном состоянии.
Как правило, толстые куски материала и трубы с толстыми стенками следует выпрямлять в раскаленном состоянии, поскольку сопротивление материала снижается при повышении температуры до определенного предела. Следовательно, нужно меньше усилий, необходимых для выравнивания. Снижается и хрупкость уже деформированного материала, что позволяет избежать трещин переломов при будущей деформации.
Таким образом, нагрев до высоких температур:
- Обеспечивает условия, необходимые для выравнивания металлического изделия.
- Снижает усилия, нужные для восстановления исходной формы деформированной детали.
- Ускоряет процесс выравнивания.
- Частично компенсирует потерю упругости и снижает хрупкость изделия, а значит — снижает риск его растрескивания при дальнейшей эксплуатации или обработке.
4. Методы выпрямления / рихтовка
В зависимости от интенсивности и вида деформации металлических листов, труб или форм сечений, применяются наиболее конструктивные и эффективные методы, в результате которых металл подвергается выпрямлению как в холодном, так и нагретом состоянии. Выбор метода зависит от толщины и плотности металла, его характеристик, размеров и конфигурации детали, а также от характера повреждения, которое нужно устранить. Кроме того, при выборе метода выравнивания металла учитывают имеющиеся в наличии ресурсы и оборудование.
4.1. Методы устранения изгибов и деформации
Длинные, слегка изогнутые, тонкие участки и тонкие трубы можно выпрямить вручную с помощью тисков. Для этого материалы прочно зажимаются в тисках и протягиваются в нужном направлении. Деформирована часть должна размещаться непосредственно у тисков — в этом случае вторичная деформация произойдет точно в нужном месте и компенсирует деформацию, возникшую при повреждении деталей.

Тонколистовой металл с защитно-декоративным полимерным покрытием на основе ПВДФ, полиэстера или других материалов обладает целым рядом эксплуатационных преимуществ. Но наряду с очевидными достоинствами у этого материала есть одна неприятная особенность — из-за малой толщины металл подвержен появлению вмятин. Вмятины на металле не только ухудшают его внешний вид, но и становятся причиной постепенного отслоения защитного покрытия от стальной основы — потому нужно избегать их появления, а при обнаружении исправлять как можно быстрее.
Причины появления вмятин
Вмятины на металлических изделиях — деталях заборов или оград, потолочных панелях, фасадных кассетах и т.д. — появляются при различных воздействиях:
- Самая распространенная причина — ударное точечное воздействие. При этом металл деформируется в месте приложения силы, и после исчезновения воздействия не выравнивается обратно. Ударные вмятины образуются при попытках несанкционированного проникновения, воздействии града (особенно крупного), при неаккуратной эксплуатации или монтаже металлических деталей.
- Вторая по распространенности причина появления вмятин — деформация при изгибе. Эта проблема характерна для длинномерных деталей — реек или ламелей. При неправильной транспортировке, складировании или монтаже нагрузка на края детали без фиксации центральной части приводит к появлению вмятины.

- Наконец, вмятины возникают при весовых нагрузках, которые не компенсируются ребрами жёсткости. Основная причина — нарушение правил складирования или монтажа: при соблюдении всех стандартов детали не должны сминаться, но это справедливо только для достаточно качественных изделий.
Виды повреждений
Вмятины на металле бывают разными. Автомобилисты это хорошо знают, а вот владельцам заборов из металла или зданий с металлической отделкой — внутренней или наружной — стоит более подробно разобраться в отличиях таких повреждений:

- Небольшие вмятины, которые сопровождаются только деформацией металлической основы, наименее опасны. До определенного момента их можно даже игнорировать, но желательно их все же выровнять — иначе со временем в повреждённом месте начнется отслоение защитно-декоративного покрытия.
- Для более крупных вмятин характерна не только деформация металла, но и его растяжение. Поведение детали в этом случае сложнее для прогнозирования и зависит в первую очередь от степени растяжения металла. При незначительной линейной деформации вероятность отслоения защитного покрытия будет невелика, при сильном растяжении — почти со 100% вероятностью образуются области слабого контакта ЛКП с металлом.
- Наиболее опасны вмятины с острыми краями и видимыми повреждениями защитно-декоративного полимерного покрытия до основания (сминание + ударная нагрузка). Повреждение полимерного слоя почти сразу приводит к началу коррозионных процессов, а на острых краях вмятины образуются изломы, которые значительно снижают прочность металла даже после выравнивания.

Исправление вмятин с сохранением краски
Технология восстановления вмятины на металле зависит от толщины основания, сохранности полимерного покрытия и характера самого повреждения. Могут использоваться такие методики:

- Также на тонколистовом металле можно использовать приемы, используемые при выравнивании автомобильных деталей. В этом случае вмятина на ограждении или металлической панели обшивки выравнивается с помощью мощной присоски или (при отсутствии инструментов) нескольких слоев скотча.
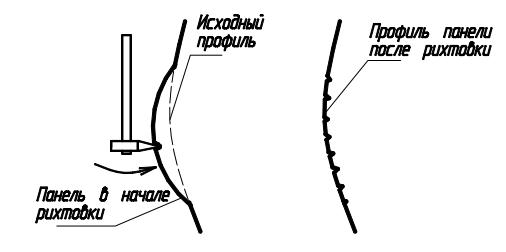
- Механическое выравнивание применяют в том случае, если другие методики не помогают. Для этого желательно использовать специальные молотки с мягкими насадками. Таким молотком вмятина аккуратно обстукивается с тыльной стороны, причем при выравнивании ее краев удары наносятся достаточно сильно, а при выправлении центральной части действовать нужно максимально аккуратно — сильный удар по растянутому металлу часто приводит к появлению выпуклости.

Обратите внимание! При механическом выравнивании желательно прогреть металл для частичного (пусть и незначительного) отпуска. Также с лицевой стороны детали устанавливается плотная, но не слишком жёсткая подпорка — она предотвратит обратную деформацию с появлением бугров и облегчит получение идеально ровной поверхности.
Стоит иметь в виду, что даже при успешном выравнивании вмятины лакокрасочное покрытие на этом участке может пострадать. Потому через некоторое время нужно обследовать отреставрированный участок для выявления потенциальных проблем.
Окрашивание после исправления вмятины
Иногда восстановить форму металлической ламели, рейки, кассеты или панели с сохранением защитно-декоративного полимерного покрытия не получается — или покрытие повреждается изначально. В этом случае высокая вероятность коррозии, которая также усугубляется микроскопическими повреждениями металла, которые затрагивают не только полимер, но и цинковый слой.
В этом случае возможна реставрация поврежденного участка. Для этого:
- Отслоившееся полимерное покрытие удаляют (возможно применение прогрева промышленным феном).
- Поверхности тщательно зачищаются абразивом для удаления окислов и следов коррозии.
- На повреждённый участок наносится грунтовка для металла с противокоррозионными компонентами.
- Выполняется окрашивание в несколько слоев, при этом краску подбирают с таким расчетом, чтобы она максимально совпадала с оттенком детали.

Стоит иметь в виду, что это — компромиссный метод, который допустим только при устранении вмятин на металлических конструкциях с невысокими требованиями к внешнему виду. В остальных случаях целесообразной будет замена деталей, потому что точно «попасть в цвет» при восстановлении порождённого участка очень сложно.
Совет! Можно применить небольшую хитрость. Отреставрированная деталь демонтируется и устанавливается на место целой детали, которая находится в углу, у стены или на задней части фасада — в общем, лишь бы не на виду. А снятая с этого места целая деталь ставится на место отреставрированной. Такая замена возможна не всегда, но она оправдана, если нужно срочно восстановить внешний вид поверхности, постоянно находящейся перед глазами.
Что влияет на сохранность металла при исправлении вмятин?
Даже при максимально аккуратном и профессиональном исправлении вмятин уменьшается и прочность металлической детали, и ее долговечность — сцепление металла с декоративным покрытием все равно уменьшится, а значит, металлическая основа раньше начнет ржаветь. Потому, принимая решение о целесообразности ремонта (или целесообразности полной замены поврежденного элемента), нужно учитывать:
- Изначальную толщину металла. Чем толще металл, тем реже на нем появляются вмятины. Кроме того, толстый металл обладает собственной прочностью, потому при восстановлении механические характеристики основания будут достаточными для того, чтобы ламель или фасадная кассета выполняли свои функции.
- Качество полимерного покрытия.Чем выше адгезия защитного полимера с металлом, тем ниже вероятность отслоения.
- Наличие ребер жесткости. Сами по себе ребра обеспечивают защиту от сминания. Кроме того, при соблюдении правил реставрации ребро жесткости может предотвратить повторную деформацию ослабленного металла в том же месте.
Все это — аргументы в пользу выбора качественных деталей, при производстве которых использовалось сырье с хорошими эксплуатационными показателями, и строго соблюдалась технология. Для таких конструкций как фасадная обшивка, потолочная отделка или ограждение восстановление вмятин нежелательно, потому что прочность детали будет снижена. Но если речь идёт об изделиях завода “Мехбуд” (толстый металл с минимальной разнотолщинностью, качественная оцинковка и полимерная обработка, ребра жёсткости на всех нагруженных элементах) — то исправление вмятин будет вполне допустимым, а восстановленные части конструкции исправно прослужат в течение всего срока эксплуатации.
Квалифицированный, профессиональный эксперт по ограждениям с многолетним опытом работы. Предоставление квалифицированной консультации в вопросе подбора дизайна и модели забора . Разработка проекта.

Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.

Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.

Правка полосового металла, изогнутого в плоскости
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Правка круглого металла
Способ аналогичен работе с полосой. Неровности маркируются мелом, заготовка располагается выпуклостью вверх. Удары направляются от периферии дефекта к его центру.

Правка круглого металла
Когда основной дефект откорректирован, снижают мощность ударов и поворачивают деталь вокруг продольной оси, во избежание деформации в другую сторону. Тем же способом правится квадратный и прямоугольный прокат.
Правка металла, скрученного по спирали
Здесь применяют способ раскручивания. Один конец спирали фиксируют в закрепленных на правильной плите тисках, другой — в ручной струбцине.

Правка металла, скрученного по спирали
После частичного раскручивания спирали ее прижимают к плите и правят, как круглый прокат, определяя кривизну на просвет.
Основные способы правки металла
На выбор способа влияет характер и площадь сечения, марка и вид сплава, размеры дефекта относительно общего размера изделия.
В зависимости от метода приложения напряжений в металлических заготовках, различают три способа правки металла:
- изгибом в холодном состоянии;
- растяжением в холодном состоянии;
- местный нагрев.

Правка металла вытягиванием
Нагрев осуществляется газовыми горелками или индукционным способом.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.

Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
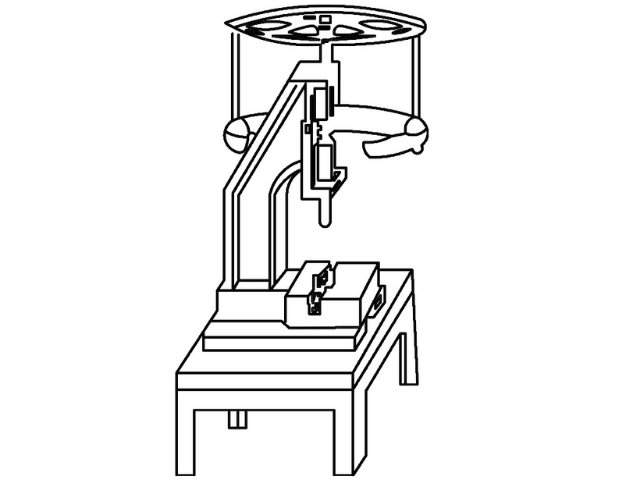
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Читайте также: