Алмазный круг для шлифовки металла
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Сфера применения алмазного шлифовального инструмента
Благодаря возможностям алмазного инструмента, области его использования очень широки. Трудоемкость обработки твердых сплавов снижается в несколько раз по сравнению с работой другими абразивными материалами. Заточенные с помощью алмазов инструменты работают эффективнее и не требуют обработки дольше. Для однолезвийных деталей с режущей частью из твердосплавного материала такая заточка в полтора раза повышает стойкость к изнашиванию, а для многолезвийных инструментов этот показатель еще выше.
Поверхность, обработанная шлифовальным алмазным кругом, не трескается, на ней не образуется сколов и иных дефектов. Это дает возможность обрабатывать стеклянные и керамические изделия: автомобильные секла, зеркала и многое другое.
Незаменим этот инструмент при шлифовке стекол для оптических приборов, на предприятиях, выпускающих фарфоровую, хрустальную и стеклянную посуду, при шлифовании экранов. Шлифование алмазами широко применяется в медицине при заточке ножей микротомов, скальпелей и инъекционных игл, для лечения и протезировании зубов в стоматологии.
Кроме того, алмазные шлифовальные круги используются и для правки кругов, изготовленных из других материалов.
Однако для того, чтобы полезные свойства алмазных кругов могли быть использованы в полной мере, а результат работы оправдал ожидания, требуется правильный выбор изделия среди множества разновидностей.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, - количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости - чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель - нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.
Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Твердость шлифовальных кругов
Показатель твердости круга не зависит от твердости алмазного покрытия. Эта характеристика обозначает возможность удерживать алмазные зерна связкой при соприкосновении с обрабатываемой поверхностью. Твердость зависит от технологии, использованной при изготовлении, формы и зернистости зерна, качества связки.
От твердости в большой мере зависит самозатачиваемость круга - его способность восстанавливать режущие характеристики после удаления или разрушения алмазных элементов. При работе режущие зерна раскалываются и выпадают, при этом начинают действовать новые алмазы, что предотвращает появления трещин и прижогов на обрабатываемой поверхности. Возможность самозатачивания уменьшается с увеличением твердости круга.
Круги подразделяются по твердости на 8 групп, обозначаемых согласно ГОСТам 19202-80 и Р 52587-2006 следующими знаками:
- ВМ1, ВМ2 F, G - весьма мягкие;
- H, I, J, М1, М2, М3 - мягкие;
- K, L, СМ1, СМ2 - среднемягкие;
- M, N, С1, С2 - средние;
- O, P, Q, СТ1, СТ2, СТ3 - среднетвердые;
- R, S, Т1, Т2 – твердые;
- T, U, ВТ - весьма твердые;
- X, Y, Z, V, W, ЧТ - чрезвычайно твердые.
Выбор твердости определяется формой детали и необходимой точностью шлифования, видом обработки, типом используемого инструмента, свойствами материала. Отклонения характеристики от оптимальной может привести к появлению трещин и прижогов (если твердость выше необходимой) или к изменению геометрии круга и его износу (если твердость недостаточна). Особенно важно соблюдать правила по подбору круга по твердости при работе с изделиями из твердых сплавов.
Повышенная твердость круга потребуется, если требуется соблюдать высокую точность размеров и форм. Если в процессе работы применяются смазочно-охлаждающие жидкости, твердость может быть выше, чем при шлифовке «всухую».
Класс точности
Точность геометрических форм и размеров алмазных кругов соответствует трем классам и обозначается как: Б, А или АА. Менее ответственные операции проводятся инструментов класса Б, класс А относится к более качественному и точному. А высокоточные круги АА предназначены для использования на многокруговых и высокоточных станках или автоматических линиях. Ему соответствуют круги, характеризующиеся однородностью зернового состава, точностью геометрических параметров и высокой уравновешенностью алмазного состава, при изготовлении которых применяются лучшие сорта материалов.
Класс неуравновешенности
Показатель неуравновешенности массы алмазного шлифовального круга зависит от равномерности абразивной массы, точности формы, качества прессования и других параметров, приобретаемых при изготовлении. Выпускаются инструменты четырех классов неуравновешенности (обозначаются цифрами от 1 до 4). К точности балансировки в сборе этот показатель не относится.
Виды работы: с охлаждением и без него
Шлифование с водяным охлаждением предпочтительнее, так как в этом случае могут применяться более сильные условия обработки, а сам круг меньше изнашивается. Так же это уменьшает возможность появления прижогов и других термических повреждений обрабатываемой поверхности. В качестве охлаждающих жидкостей для шлифовальных кругов используется не вода, а 1-5% эмульсии.

Для кругов с металлической связкой рекомендуется использовать замасливатель БВ, 1,5-3%-ную эмульсию, получаемую из эмульсиона НГЛ-205, либо из ємульсиона «Аквол 10». Для кругов с органической связкой применяется 3% эмульсия из индустриального масла, кальцинированная сода в виде 0,5:1,0%-ного раствора, 0,1% смачиватель ОП10 или ОП7, или эмульсия, получаемая из бура, нитрата натрия, триэтаноламина и тринатрийфосфата.
Геометрические параметры кругов
Шлифовальные круги характеризуются размерами, среди которых: диаметры отверстия и наружный, высота профиля, ширина алмазного слоя и др. Геометрические параметры алмазных шлифовальных кругов обозначаются согласно стандартам FEPA, относящимся к инструментам, изготавливаемым из алмазного порошка. К каждому элементу оборудования относится свое буквенное обозначение:
Выбираем круги и чашки для заточки резцов инструмента
Круги алмазные заточные предназначены для выполнения шлифовки и заточки режущего инструмента, их резцов. Мы расскажем о видах чашек (тарелок) и заточных дисков, дадим советы по выбору хороших расходников.

Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.

Типы алмазных дисков для заточки
Алмазные круги для заточки инструмента имеют свою классификацию. Заводы по изготовлению абразивного инструмента выпускают алмазные диски трех форм:
- В виде чашечки – это полый внутри конус с основанием из металла и напыленным на рабочую часть слоем алмазной крошки.
- Наподобие тарелки, где бывает односторонняя или двухсторонняя выточка, профиль смотрится полукругло-выпуклым.
- Диски с прямым профилем.
Кроме этого, имеются две основные группы инструмента, в каждой из которых применяют различный алмазный материал для заточки:
- Абразив из штучно созданных алмазов, который отличается высокой однородностью зерна.
- Абразив, выполненный из натуральных кристаллов алмазов, которые относятся к техническим.
И одна из самых важных категорий, определяющая назначение алмазного диска для обработки инструмента, – это категория по величине основной массы зерна в напыленном слое:
- Мелкая фракция абразивного алмаза, используемая для шлифовок, доводок и финишных работ по обработке материала (100/80).
- Средняя фракция абразивного алмаза, используемая для целевых задач заточки, а также при чистовых операциях шлифовки (125/100).
- Крупная фракция абразивного алмаза, применяемая в черновых работах шлифовки или грубого обдира обрабатываемого материала (200/160–160/125).
Кроме всего перечисленного, выбирая алмазный диск для конкретного шлифовального станка, нужно учитывать диаметр посадочного места, ширину рабочей поверхности абразива, материал основы инструмента.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки.
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
Наиболее правильный подход к обработке и заточке инструмента лежит в последовательном применении алмазных кругов, начиная с более грубых и заканчивая финишными. Применение только последних может привести к пригоранию обрабатываемой поверхности, засаливанию и быстрому выходу из строя заточного круга.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Особенности кругов на органических связках
Все органические связки не могут обходиться без наполнителя. Они обладают слабыми показателями твердости, устойчивости к повышенным температурным режимам и плохо проводят тепло, но зато отличаются хорошей производительностью и высокой скоростью проведения операций заточки инструмента.
Алмазные диски на основе органического компонента целенаправленно применяют в доводочных обработках и когда выполняют чистовые работы. Они отлично справляются при заточке победитовых материалов, твердокомпонентных сплавов, любых металлов и материалов из сверхтвердых структур. Выводят обрабатываемую поверхность на уровень 12 и 11 класса шероховатости. Диски мало подвержены засаливанию, но очень быстро изнашиваются.

Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.

Следует сказать о концентрации алмазной составляющей, которая имеет влияние на режим заточки. При стопроцентном показателе круги имеют высокую производительность и способны выдерживать жесткие режимы обработки, не подвергаясь при этом деформации. При 50%-м показателе диски применяют чаще всего для любых видов работ. При 20%-м показателе – доводочные круги для ручной подачи инструмента.
На что стоит обратить внимание при выборе алмазного диска
От правильного выбора алмазного диска напрямую зависит удобство и быстрота работы на заточном станке. В некоторых случаях неправильный выбор может послужить причиной деформации диска или порчи резца. Вот что нужно проанализировать, прежде чем выбрать конкретный диск:
- марку металла, который будет подвержен заточке или тип твердого сплава;
- обороты и мощность заточного станка;
- форму обрабатываемой поверхности;
- степень допустимой шероховатости.
Приобретаемый алмазный диск должен строго соответствовать всем этим параметрам.
Если вы профессионал, работающий с токарным оборудованием, или человек, имеющий опыт применения алмазных заточных кругов, поучаствуйте в обсуждении темы в комментариях. Знания специалиста всегда в цене!
Классификация алмазных шлифовальных кругов
Алмазный шлифовальный круг: виды, конструкция и маркировка. Зернистость, концентрация, типы и твердость связки. Форма и ширина алмазного слоя. Преимущества и особенности применения гибких и чашечных дисков.

Алмазный шлифовальный круг уже давно стал обыденным абразивным инструментом, доступным даже для домашних пользователей. Это стало возможным благодаря значительному удешевлению производства искусственных алмазов, которые сейчас покрывают более 90 % потребностей абразивной промышленности.
Алмазные круги обычно изготавливают из металла (стали или сплавов алюминия) и наносят на их поверхность достаточно тонкий слой абразивной смеси из бакелитовой смолы с алмазной крошкой. Такой инструмент до сих пор имеет непревзойденную твердость.
Причем единственный материал, который близок к алмазу по этому параметру — это кубический нитрид бора (эльбор, боразон). Алмазные шлифовальные круги вне конкуренции при шлифовке твердых сплавов, металлокерамических композитов, ферритов и других материалов повышенной твердости.

Виды алмазного инструмента для шлифования по ГОСТ
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.

Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Такое изобилие конструктивных признаков должно было породить великое множество разновидностей этого инструмента. На самом деле существует немногим более двух десятков конструктивных вариантов, которые практически полностью перекрывают все потребности современного производства. Ниже показана одна из подборок с самыми распространенными корпусами.

Основой алмазного шлифовального круга является корпус в виде диска или его производных, одна из поверхностей которого покрыта рабочим слоем, состоящим из связки, наполнителя и шлифовального порошка.
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.
Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Маркировки
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.

Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
В данную маркировочную строку также включено указание на условия работы (m). Кроме нее, на алмазный круг также наносятся максимально допустимые значения окружной скорости резания и частоты вращения, знак безопасности и указатель направления вращения.
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты. Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8).
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход.
Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.

Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации.
Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования.
В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.

Распределение и закрепление алмазных зерен в рабочем слое осуществляется посредством связующих веществ, которые называют «связками». На практике применяют базовые связки трех типов: металлические, гальванические и органические. Для последних чаще всего используют бакелит — термореактопласт на основе фенолформальдегидных смол.
Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента.
Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком.
Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.

Показатель твердости
Обозначение твердости обычно используется только для алмазных кругов на бакелитовой основе. Сама она в маркировке обозначается буквой B, а твердость градуируется по ГОСТ Р 52587-2006 и указывается буквами от F до Z. Обычно чем ниже твердость, тем шире рабочая часть и меньше зернистость.
Такими алмазными кругами выполняют тонкую шлифовку с небольшими скоростями резания, причем во многих случаях даже без применения СОЖ. Чем больше твердость, тем выше допустимые скорости и глубины резания. При таких режимах охлаждение рабочей зоны является обязательным.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Форма и ширина алмазного слоя
Абразивный слой алмазного круга наносится на его торцевую поверхность или периферийную часть в виде кольца или сплошного диска. Геометрические размеры рабочего слоя определяют объем алмазосодержащего композита и непосредственно влияют на стоимость изделия.
При этом высота (толщина) имеет практическое значение только для долговечности инструмента. Ширина, напротив, является ключевым параметром. От нее напрямую зависит площадь контакта с обрабатываемой поверхностью и, как следствие, производительность и температурные режимы шлифовки.
Чем меньше ширина, тем больше допустимые скорости и глубины резания и лучше отвод отработанного абразива и металлической крошки из зоны шлифования. А чем она больше — тем выше точность и чистота шлифовки.
Ширина обрабатываемой поверхности во всех случаях должна быть больше ширины рабочего слоя, т. к. только при этих условиях можно обеспечить равномерность его выработки и самозатачивания.

Преимущества алмазов перед обычным абразивным инструментом
Твердость алмаза намного превосходит твердость всех известных на сегодня абразивных материалов. По этому параметру с ним сопоставим только эльбор (боразон), который имеет несколько меньшую твердость, но лучшую теплопроводность.
В зарубежной технической литературе эти два вещества выделяют в отдельную категорию «суперабразивы», а у нас называют сверхтвердыми материалами (СТМ). Это связано с тем, что стойкость к износу у эльборового и алмазного инструмента намного выше, чем у абразивных изделий из традиционных материалов.
Главное достоинство кругов из сверхтвердых материалов — это сохранение заданной точности профиля при шлифовке специальных сталей и изделий из керамики и твердых сплавов. Поэтому алмазные круги широко применяются в инструментальных производствах для точной шлифовки осевого, прессового и измерительного инструмента.
Кроме особой точности, этот инструмент обладает очень высокой производительностью. Также с помощью таких кругов режут и обрабатывают стекло, керамику и минеральные конструкционные материалы.

Использование кругов в зависимости от зернистости
Чистота и производительность шлифовки алмазным кругом напрямую зависят от зернистости его рабочего слоя. При предварительном шлифовании, позволяющем получить 7-8 класс чистоты, применяют инструмент с зернистостью от D151 до D107. Чистовое шлифование выполняют в интервале от D91÷D54, в результате чего можно добиться 9 класса чистоты.
Для тонкого шлифования (9-10 классы) используют алмазные круги с размером зерна D46÷D30. Ниже таблица соотношения размера зерен в микронах и обозначений по разным стандартам.

Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР.
Старейшим предприятием этой отрасли является Петербургский абразивный завод «Ильич», который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский завод и АО «Терекалмаз», также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
Алмазные диски для заточки инструментов

Эффективность различных режущих приборов часто зависит от качества предварительно сделанной заточки, а также ее своевременности. Последний аспект крайне важен, хотя им нередко пренебрегают. Ведь если применяется прибор часто, то он теряет со временем свой функциональный ресурс. За последнее время многим стало ясно, что лучшим вариантом будет алмазный диск для заточки инструмента. Такое решение позволяет производить обработку практически всех категорий материалов. При этом износ изделия будет в десятки раз меньше, чем при применении альтернативных решений.
Попытаемся разобраться в плюсах и минусах таких приспособлений, рассмотрим, где они используются, а также какие бывают по тем или иным критериям.
Достоинства и недостатки
Благодаря физическим, а также химическим особенностям алмаза, а также потенциалу функционального характера он может производить реставрацию режущих свойств инструмента и быстро возвращает его в рабочее состояние. Подобные изделия с алмазным напылением имеют отличные режущие характеристики и высокую продуктивность. По упомянутой причине их применяют в различных сегментах промышленности и в бытовой сфере.
Тут следует сказать, что рассматриваемые приспособления как материал абразивного характера для заточки могут производить обработку и полировку различного вида поверхностей без особых проблем. Добавим, что основным их плюсом будет простота применения, максимальная точность, высокая скорость обработки, а также ее чистота. Кроме того, для многих актуальным будет и то, что алмазный диск имеет очень маленький износ, а значит, он будет долговечным.
В то же время каких-либо значимых недостатков такие приспособления не имеют, что делает их, действительно, чуть ли не идеальным решением для заточки разного рода режущих поверхностей и изделий.


Сферы применения кругов
Подобные круги для шлифования являются одной из разновидностей алмазного инструмента. Этими приспособлениями крайне редко оснащают различное оборудование и станки. Их нечасто применяют для операций ручного характера. Чаще всего такие приспособления используют в машиностроении и создании станков. А также их используют в стоматологии, медицине, приборостроении и создании изделий из фарфора, стекла, хрусталя.
Подобные приспособления по металлу применяют для следующих действий:
затачивание изделий и инструментов – это отличный вариант для болгарки, для токарных резцов станка, для точила, для пильных инструментов, для элементов цепи и так далее;
Алмазные гибкие диски
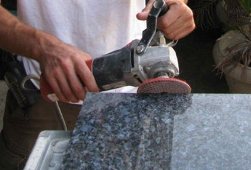
Алмазные гибкие диски (АГШК, «липучки», «черепашки») – изделия с алмазной крошкой, используемой в качестве абразива и липкой основой, благодаря которой они закрепляются на насадках рабочих инструментов. УШЛ или болгарка, предназначенная для работы с гибкими алмазными кругами, должна иметь возможность установки переходника, к которому прикручивается липкая основа диска.

Предназначаются для полировки и шлифовки мрамора, гранита, бетона, керамики, других материалов. Отличаются высокой производительностью и износостойкостью. Абразивные шлифовальные круги не могут обеспечить эффективность, которая свойственна работе с алмазными шлифовально-полировочными кругами – они требуют приложения намного больших усилий, значительного расхода времени и быстро изнашиваются.
- снятие фасок;
- шлифовка каменных подоконников;
- полировка стыков;
- полировка каменных декоративных элементов;
- полировка мозаики;
- шлифовка декоративной плитки;
- доводка облицованных камнем поверхностей;
- шлифовка и полировка гранитных, керамических, бетонных поверхностей.
«Черепашки» незаменимы в скульптуре, при полировке гранита и мрамора и в других сферах, когда иные инструменты не могут принести необходимого результата.
Особенности конструкции гибких алмазных дисков

Одна из отличительных особенностей АГШК – наличие липкого адаптера-переходника. Такая конструкция позволяет без труда заменять круги и использовать их на болгарках различного типа.
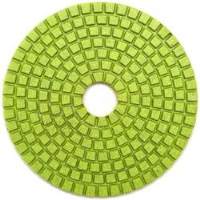
Еще одно отличие от прочего алмазного инструмента – рельефная поверхность, напоминающая внешне черепаший панцирь, из-за которой и возникло название «черепашки». Сложный рельеф увеличивает срок эксплуатации инструмента и позволяет создавать дополнительное трение, благодаря которому возможно до блеска полировать гранит мрамор и другие материалы, которые вообще сложно поддаются полировке и шлифовке.
Обработка твердотельных материалов «черепашками» становится возможной из-за алмазной крошки, покрывающей поверхность дисков. При этом зерна, наносимые на пластичную основу, имеют различную фракцию. Сохранение гибкости диска обеспечивает специальный, устойчивый к высоким температурам и истиранию, полимер, закрепляющий алмазы – благодаря этому работы могут проводиться как с прямыми, так и с изогнутыми поверхностями. При этом следует учитывать, что АГШК предназначены для воздействия на плоскости – обработка острых углов способна быстро вывести диск из строя.

Обработка твердотельных материалов «черепашками» становится возможной из-за алмазной крошки, покрывающей поверхность дисков. При этом зерна, наносимые на пластичную основу, имеют различную фракцию. Сохранение гибкости диска обеспечивает специальный, устойчивый к высоким температурам и истиранию, полимер, закрепляющий алмазы – благодаря этому работы могут проводиться как с прямыми, так и с изогнутыми поверхностями. При этом следует учитывать, что АГШК предназначены для воздействия на плоскости – обработка острых углов способна быстро вывести диск из строя.
Черепашки, в основном, используются для многоэтапной обработки – на каждом из этапов используются круги различной зернистости. Липкая основа, которая прикрепляет диск к рабочему инструменту, очень важна, потому что позволяет быстро заменять насадки. Сначала применяются диски с большим алмазным зерном – он удаляют шероховатости обрабатываемой поверхности. Затем к обрабатываемому изделию применяют круги с меньшим диаметром зерна. И последний этап подразумевает использование мелкозернистого инструмента. В результате поверхность полируется до зеркального блеска.
Основные параметры гибких алмазных дисков
Гибкие диски различаются между собой по нескольким параметрам. Основное техническое различие состоит в величине алмазной крошки, которая означается определенным номером. Градация номеров, присваиваемых дискам и обозначающим фракцию алмазной крошки, начинается с номера 30, которые обозначает самые крупные алмазы, предназначенные для первичной, грубой обработки, и заканчивается номером 3500 – такие диски применяются при финишной полировке. Кроме того, выпускаются специальные диски, зернистость алмазов которых классифицируется как BUFF – с их помощью обрабатываемый камень получает идеально глянцевую поверхность. Круги с зернистостью BUFF заменяют полировальный порошок и войлок.
При первоначальной обработке проводится этап, на котором используются небольшие, грубые номера – они удаляют видимые неровности, но и сами оставляют царапины. Глубина царапин снижается после применения более крупных номеров. Постепенная замена кругов с меньших на большие номера позволяет достигать необходимой степени полировки.
При работе с кругами различной зернистости необходимо учитывать скорость вращения инструмента. Диски с номерами №30-№80 рекомендуется использовать со скоростью вращения 2000-3600 об/мин. Диски с номерами выше №1000 требуют уменьшения скорости вращения до 1200-1500 об/мин.
Следующее технологическое различие гибких дисков – способ обработки, для которого они предназначены: «сухого» или «мокрого». Для одних «черепашек» необходимо постоянное охлаждение водой, а другие могут работать без специально водного охлаждения. Подробнее разница между этими видами алмазных кругов будет рассмотрена ниже. Выпускаются так же диски, способные работать как с водяным охлаждением, так и без него – «насухую». Применение дисков, предназначенных для работы с водяным охлаждением, подразумевает использование электроинструмента, к конструкции которого предусмотрена подача воды.
Еще одно разделение дисков производится по их цвету. Желательно для обработки подбирать оттенок круга, совпадающий с цветом обрабатываемого материала.
Шлифовальные круги имеют различный диаметр, который следует учитывать, рассчитывая не только площадь обрабатываемой поверхности, но и максимум, доступный для используемого инструмента.
Основа, на которую наносится алмазная крошка, так же может быть изготовленной из разных материалов. Наиболее долговечны круги, выполненные из медных сплавов.
Разница между дисками, работающими без воды и с водяным охлаждением
Внешней разницы между алмазными гибкими шлифовальными кругами для сухой шлифовки и полировки материалов и АГШК, предназначенными для работы с водой, практически нет. Оба инструмента изготавливаются из одинаковых водостойких материалов, совпадают и размеры фракций или способы крепления. «Сухие» диски могут применяться на поверхностях, увлажненных – это продлевает срок действия круга и не позволяет камню или другому материалу перегреваться при обработке. Перегрев может привести к расколу или появлению «ожога» на поверхности.
Между тем, разница между этими видами кругов есть и она достаточно существенна.
Структура «мокрых» и «сухих» дисков
Круги для сухой полировки имеют относительно крупные сегменты, поэтому промежутков-борозд между ними меньше. При этом такие промежутки шире, чем у тех, которые используются с водой – такая структура предназначена для исключения забивания межсегментного пространства пылью и шламом.
Для «мокрой» полировки выпускаются шлифовальные круги с большим количеством борозд и сегментами меньшей площади. Промежутки между сегментами часто имеют закругленную форму краев, а их расположение обязательно радиально. Такая конструкция позволяет под действием центробежной силы хорошо отводить грязь, возникающую из-за соединения пыли и воды.
Связка, закрепляющая алмазные элементы
Основа матрицы (связки), составляющей рабочую поверхность круга – металлические сплавы или полимеры, которые различаются между собой по термоустойчивости и твердости. Диски, мягкое основание которых легко плавится, могут наносить на поверхность камня разводы и другие следы. Поэтому их используют для дисков, предназначенных для работы с водой, в «сухих» кругах используются более плотные материалы, устойчивые к повышению температуры.
Этапы обработки материала
Шлифовка на первых этапах, когда используется крупный абразив на невысоких оборотах, лучше проводится с подачей воды. Это не позволит выдирать из камня крупные частицы, но замедлит скорость работы. На следующих стадиях, при замене дисков на менее зернистые, скорость вращения может быть увеличена, а подача воды уменьшена.
Площадь поверхности и объемы работ
Если требуется обработать большие объемы материала, сухая шлифовка будет более предпочтительна, так как она требует меньших временных затрат. При этом необходимо отслеживать температуру поверхности обрабатываемого материала – значительное ее увеличение приведет к появлению следов прижигания. Кроме того, если обрабатываемое изделие имеет небольшую площадь, оно может потерять прочностные качества из-за перегрева.

При выборе «мокрого» или «сухого» способа обработки необходимо сопоставлять затраты и скорость выполнения работы – круги для сухой полировки быстрее изнашиваются и выходят из строя. Более щадящий «мокрый» режим лучше применять тогда, когда это позволяет время и в случаях обработки поверхностей небольшой площади.
Правильный подбор вида алмазного гибкого диска в результате зависит от конкретной поставленной задачи. Учет перечисленных факторов позволяет определить приоритеты и выбрать вариант, лучше всего подходящий для выполнения поставленных целей.
Кроме того, необходимо учитывать и другие детали работы с гибкими дисками – важно помнить о сочетании объема подаваемой воды и количества оборотов.
Самые меньшие номера с грубым абразивом требуют снижения числа оборотов – иначе крупные алмазные зерна будут выпадать из связки и уменьшать эффективность работ. При этом объем воды необходимо увеличивать – жидкости должно хватать для свободного выхода эмульсии вместе с водой за рабочую зону. В таком случае шлифуемое покрытие не будет повреждаться.
При использовании дисков с последними, самыми большими, номерами, скорость вращения круга следует увеличивать, а подачу воды – уменьшить. Повышение температуры в рабочей зоне на этапе полировки положительно сказывается на эффективности и конечном результате.
Такой подходи к работе требует применения шлифовальных гибких кругов с инструментами, имеющими возможность переключения скоростей. «Черепашки» нельзя использовать на машинках, у которых отсутствует регулировка числа оборотов. Кроме того, чтобы не повредить диск, необходимо помнить, что им можно обрабатывать плоские или волнистые поверхности – полировка предварительно не обработанной каменной кромки приведет к затуплению и выходу АГШК из строя.
Читайте также: