
Узор на обухе ножа своими руками
Конечно же, все мы (ну или почти все) любим смотреть шикарные видео об изготовлении всего, чего только можно, в шикарной перемотке, под шикарную музыку, и да, конечно, здорово смотреть, как крутой чувак, в крутой мастерской, на крутом оборудовании делает крутой нож, но, всё-таки, часто появляются вопросы, вроде "а как сделать нож, если у меня нет лишних $250000, и помещения сто на сто квадратных метров?" или "а чего делать, если руки кривые?". Вот как раз на них и попытаюсь сейчас ответить.
Если кратко, то в этом МК, мы будем делать нож из ножа (я уже делал "нож из ничего", но, если у вас и этого нет, остаётся только сделать нож из ножа), исправлять всевозможные косяки, разумеется, добавленные специально, в научных целях (ну-ну), и многое другое, ну вобщем, делать "красиво!"
А вообще, суть этого мастер класса в том, чтобы сделать "Красивый нож". Да, именно красивый. Причём, сделать его минимальным (а другого у меня и нет) набором инструментов. Не лазерный джедайский меч из сплава адамантия и крови дракона, который рубит ядра на лету, а просто нож, который будет радовать глаз. В связи с этим, существует ряд некоторых послаблений, например то, что мы используем уже готовый клинок, из далеко не самой лучшей стали.
В особенности мастер класс будет интересен начинающим мастерам, так как в нём представлено несколько интересных, на мой взгляд, способов исправления "косяков", и приёмов, заметно облегчающих жизнь в случае острой нехватки оборудования и инструментов. Ну вот, демагогию развёл, МК расхвалил, можно приступать к делу!
Итак, так как это "нож из ножа" за основу берём дешёвенький нож китайского производства. Вот он:

На обухе ранее был сделан фаилворк, но это никак не меняет того, что рукоять его годится только для ночных кошмаров.

И поэтому избавляемся от неё мы не просто без жалости, а даже с чувством некоторого облегчения. Для начала изолируем клинок (и так не булат, ещё повредить не хватало!)

Делаем пропил обычным лобзиком у самого навершия (прямо до хвостовика):

И крошим это звено ко всем чертям!

Теперь посредством молотка и всем известной матери (для удобства можно добавить какое-нибудь аля долото) сбиваем навершие – оно держится на неком клею и сдаётся без особых проблем:

В итоге мы получаем такую картину:

Теперь переходим к чертежам: переносим клинок на бумагу.
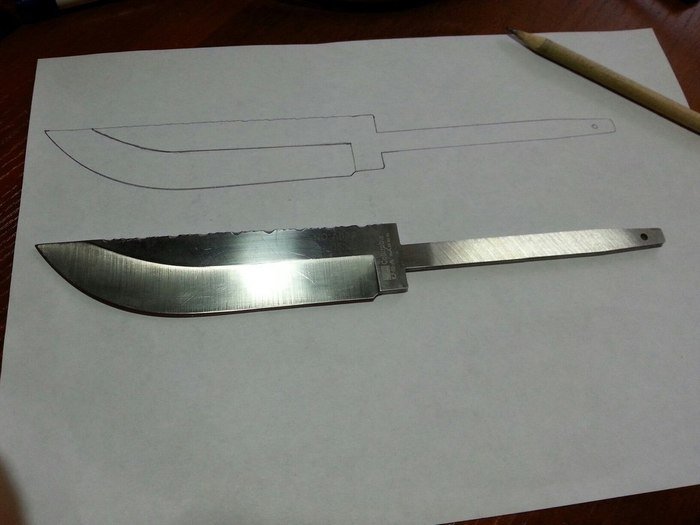
. и дорисовываем ему рукоять:

Между делом полируем клинок (чтоб смотрелся поприличней), наводим сатин, зеркало, хоть карту Гамбурга рисуй - кому что нравится:

Ну вот, медленно, но верно мы добрались до древесины. Дуб и Падук от "Лесопилки Юркова". В принципе, по отдельности у обоих есть недостатки: падук слишком яркий (не для всех изделий подойдёт) а дуб. ну дуб и дуб, ничего особенного, но вместе они образуют сочетание, ставшее теперь одним из моих любимых. Поэтому отмечаем нужный размер.

. распилив брусочек падука ножовкой, размечаем всё, что нам нужно (в моём случае - центры, плюс будущее положение хвостовика), и сверлим обе части чем-нибудь. У меня, по счастью, оказалась аж целая дрель! Замученная, правда, но работающая.
Важно : здесь, я перестарался, и просверлил отверстие длиннее, чем нужно. В дальнейшем это преподнесёт ещё не мало сюрпризов.

Но вот после разметки, пиления, сверления, и шлифовки кусочка падука с той стороны, где я его отпилил, можно наконец склеить конструкцию и любоваться ею ещё сутки! Для склеивания использую обычный ПВА, который есть в любом магазине, и с поставленной задачей он отлично справляется.

Теперь, о шлифовке. Для всех грубых работ, связанных с большим съёмом материала, я использую вот эту незамысловатую, но необычайно эффективную штуку:

Я зову её "Электро Рашпиль!" Правда круто?)
Она представляет из себя диск из двух слоёв толстой фанеры с наклеенной на плоскость крупной наждачной бумагой, и надетый на обычный точильный станок.
Но вот – заготовка просохла, и можно придать ей очертания будущей рукояти. С вышеупомянутым чудо-прибором это делается за пару минут, абсолютно без каких либо сложностей. Я люблю тебя, Электро Рашпиль!). Между клинком и рукоятью вставляем тканевую проставку (в моём случае, зелёный мокрый шёлк) Так как клинок вклеивается на эпоксидную смолу, ткань не только скроет все дефекты, но и, пропитавшись ей, станет достаточно прочной и надёжной. Отверстие на рукояти закрываем изолентой.

Не попало в кадр! Хвостовик ножа укорачивается до нужных размеров и !обязательно! засекается для более эффективного удержания эпоксидной смолой. В итоге выглядит это как-то так (Да, знаю, что я отличный художник):
Когда эпоксидная смола засохнет, можно придать рукояти окончательную форму.
Далее - фетровка, самодельным диском, сшитым из подручных материалов (старая простынь - отличный вариант). И пропитка тиковым маслом .

Небольшой совет: при заливании эпоксидной смолы в рукоять можно использовать бумажную воронку - кулёк с обрезанным носом, обмотанный скотчем:

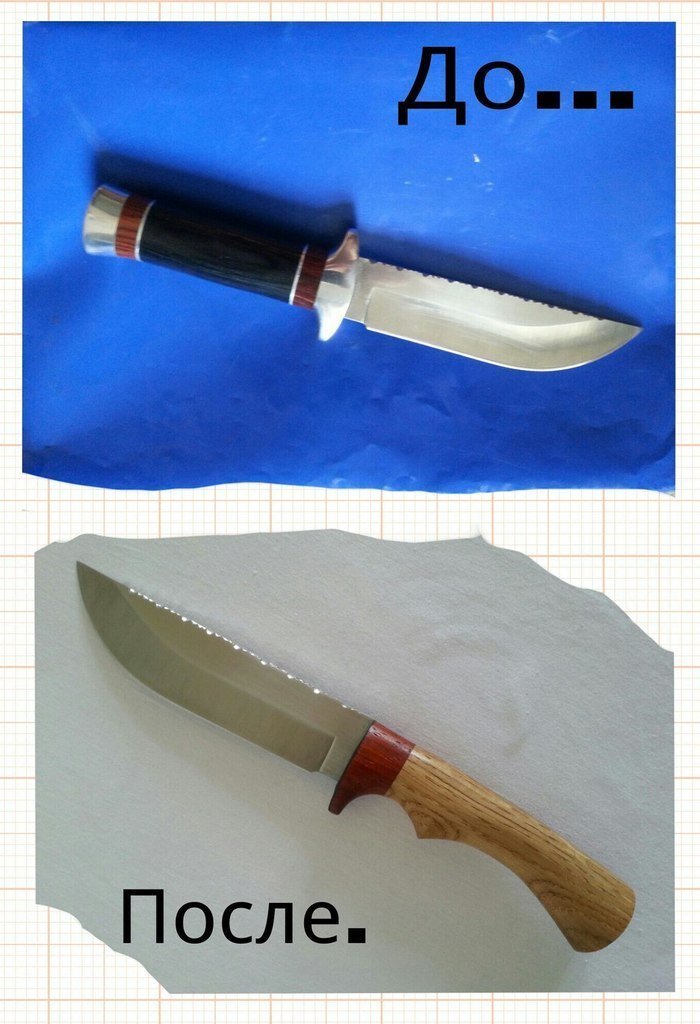
Но вот, наш мастер-класс подошёл к концу, и цель его определённо достигнута. Можете убедиться сами, взглянув на эти более подробные фотографии результата:



И ещё, если вы вдруг всё ещё задаётесь вопросом, стоило ли оно того. то вот:
Большое спасибо за внимание, надеюсь, этот мастер-класс был полезен. ну, или хотя бы поднял Вам настроение!
С уважением, Ричард Понсе Де Леон.

Приложив немного усилий можно сделать любой нож эксклюзивным. В таком деле понадобится опыт рисования и немного терпения. Процесс травления известен человечеству с 16 века. Травление металла в домашних условиях сегодня, вполне доступно для любого человека. Этим можно заняться даже не имея специального опыта.
Суть метода
Воздействие кислотных сред на металл имеет ключевое значение в процессе. Взаимодействие агрессивной среды с металлом называется – травлением. Это химический процесс для нанесения узора на нож. Участок, который не предназначен для травления покрывают защитным слоем.
Он должен быть нейтрален к травящему веществу. От времени воздействия на клинок, зависит глубина протравки. Опыт наших предков выявил несколько эффективных способов. В статье попробуем рассмотреть все известные методы.
Способы травления металла
От вида стали зависит выбор кислоты для травления. Агрессивные вещества для каждого сплава требуются свои. Правильное применение раствора влияет на быстроту и качество процесса. Существует несколько способов:
Несложный процесс, который не требует сложного оборудования – химический. Но следует учитывать выбросы вредных для человека в воздух испарений.
Применение электролита с пропускаемым через него током. Этот способ быстрый и можно получить чёткий рисунок. Также экономится раствор рабочей жидкости, и нет вредных испарений.
Ионно-плазменный метод применяется на крупных производственных площадках. Его применяют в сухой среде для производства микроэлектроники.
Для травления в домашних условиях, прекрасно подходят первых два метода. Они не требуют сложных манипуляций и компоненты вполне доступны в продаже.
Подготовка металла к нанесению рисунка

Для процесса травления необходимо подготовить клинок. Если есть возможность разобрать нож – сделайте это. С клинком в отдельности проще будет работать. Если такой возможности нет, то следует обернуть полиэтиленом рукоять.
Кислая агрессивная среда может навредить любому материалу. Поверхность, которую предстоит обработать, следует тщательно протереть ацетоном. Убрать возможные жирные пятна с клинка. Трогать пальцами за поверхность изделия не рекомендуется.
Методы нанесения рисунка
Защитным слоем будет выступать рисунок из различных материалов. Травлению поддаётся метал без обработки. В данном процессе присутствует схожесть с негативом фотоплёнки, при проявлении фотографии. Защитным материалом может выступать любой полимер: лак для ногтей, изолента, наклейка, маркер по металлу или винил.
Грунтовка или битумный лак
Для начала покрывают всё изделие составом, затем наносятся контуры рисунка. Его можно нанести маркером или кистью. Далее острой проволокой или иглой процарапывается до металла эскиз. Грунтовку можно использовать ГФ 021 или ХВ 062. Заметным минусом способа считается возможное откалывание засохшего грунта при процараповании эскиза.
Глянцевая бумага
Неплохой метод имеющий массу положительных сторон, стремительно набирает популярность. Необходимо предполагаемый эскиз напечатать лазерным принтером на глянцевой бумаге в реальную величину. Далее требуется приложить к металлической поверхности рисунок и прогладить утюгом.
Затем клинок помещается в воду. Тонер с принтера остаётся на клинке, а обмявшая бумага отслаивается. Можно дополнительно обработать рисунок лаком для ногтей. Таким методом получается перенести все мельчайшие подробности рисунка на клинок.
Лак для ногтей
Этот материал сильно распространён среди любителей. Лак для ногтей используется очень часто, благодаря своей хорошей сопротивляемости агрессивным средам. После того как состав был нанесён на поверхность, его можно откорректировать острым предметом. Так достигается плавность линий чёткость рисунка.
Инструкция по жидкому травлению ножа
Процесс не сложный, но потребуется сильно агрессивная среда. Газообразные выделения могут навредить вашему здоровью. Необходимо включить вытяжку или открыть окно. Для безопасности потребуются следующие вещи:
- респиратор;
- резиновые перчатки;
- рабочий халат;
- защитные очки.
Следует избегать попадания раствора на слизистые оболочки. Можно получить сильный химический ожог. Материалы потребуются следующие:
- шлифовальный станок;
- изоляционная лента;
- пластиковый контейнер;
- ацетон, растворитель;
- зубочистка и ватные диски;
- маркер, лак для ногтей;
- дистиллированная вода;
- наждачная бумага;
- запас хлорида железа.
Нож подготовьте заранее. Если изделие разборное, то снимите с него клинок, иначе обмотайте рукоять скотчем или изолентой.
Создание защитного слоя
Перенесите узор на клинок, затем его потребуется обвести защитным слоем. Следует учитывать, что травлению будут поддаваться только участки без защитного слоя. Лучшим способом будет нанесение рисунка маркером, а затем обводка лаком для ногтей.
Для ровности линий, лак можно скорректировать. От личных качеств мастера зависит конечный результат, не бойтесь фантазировать. Для наглядности используйте лаки различных оттенков. Узоры могут быть какими угодно.
Приготовление раствора
Обязательно необходимо использовать средства индивидуальной защиты. Всегда, при работе с кислотой, имейте под рукой пищевую соду. Она может помочь при попадании раствора на кожу. Следует обязательно запомнить правило – кислоту льём в воду, но не наоборот:
Процесс травления
Во время процесса травления, для получения качественного результата, рекомендуется производить движения деталью в жидкости. Это будет выглядеть, как полоскание изделия в растворе. Строго запрещается прикасаться к клинку.
Оставлять на длительное время деталь, также не рекомендуется. По утверждению профессионалов, потребуется многократное недлительное погружение клинка в жидкость. Процесс будет выглядеть следующим образом:
- погружение изделия в раствор на 20 секунд;
- деталь достаётся на воздух на такое же время;
- промывка заготовки под проточной водой;
- выдержка на воздухе 20 секунд;
- опять деталь погружается в раствор.
Таким образом, можно добиться правильного контроля за процессом протравки. Все действия описанные выше следует сделать несколько раз. Общее время проведение клинка в растворе не должно превышать 10 минут.
По окончании процесса, необходимо клинок хорошенько промыть проточной водой. И с помощью ацетона или растворителя снять защитный слой. Можно пройтись по клинку мелкой наждачной бумагой. На шлифовальном станке можно довести изделие до блеска.
Травление ножа в Кока Коле
Довольно не ординарный способ травления. Специалисты утверждают, что для процесса можно использовать питьевые растворы: Спрайт, Пепси и Кока Колу. В напитках содержится ортофосфорная кислота. Но почему бы её не приобрести в чистом виде?
Это можно сделать, но она продаётся в очень больших объёмах. Если дело поставить на поток, то конечно лучше купить канистру ортофосфорной кислоты. Но если процесс планируется провести пару раз, то необходимость в таком большом количестве отпадает.
Эта кислота отлично справляется с ржавчиной. Обработанная поверхность долго будет сопротивляться коррозии.
Травление ножа в Кока Коле – звучит не совсем правильно, верно будет сказать воронение клинка в Кока Коле. В процессе реакции на поверхности металла образуется слой оксида железа.
Он и придаёт клинку тёмный оттенок и защищает сталь от коррозии. В напитке концентрация кислоты не велика. Покупайте напиток в небольших объёмах. Так будет проще контролировать процесс. Воронение клинка выглядит следующим образом:
- первым делом нужно хорошо обезжирить поверхность. Иначе процесс будет не равномерным.
- Напиток следует вылить в ёмкость, которая подходит для погружения клинка.
- Углекислый газ в процессе не нужен, разогрейте Кока Колу. Налипшие пузырьки на клинок, могут оставить непротравленные следы.
- Каждые 2-3 часа погружаем клинок в раствор. При изымании клинок следует промывать проточной водой. Образовавшаяся окись будет уходить. Так можно добиться равномерного покрытия клинка слоем.
Все манипуляции займут у вас около суток. Если вам достаточно светло-серого оттенка клинка, то для этого необходимо 3-4 часа. Получившийся слой воронения не очень силён, как при других способах. Клинок станет меньше бояться воды и повышенной влажности.

Нанесении узора на клинке ножа методом ковки
1 Муниципальное бюджетное образовательное учреждение Покровская средняя общеобразовательная школа №1 с углубленным изучением отдельных предметов им. И.М. Яковлева
1 Муниципальное бюджетное образовательное учреждение Покровская средняя общеобразовательная школа №1 с углубленным изучением отдельных предметов им. И.М. Яковлева

Автор работы награжден дипломом победителя II степени
Текст работы размещён без изображений и формул.
Полная версия работы доступна во вкладке "Файлы работы" в формате PDF
1.Применить знания и навыки, полученные на уроках технологии и реализовать свои творческие способности при изготовлении ножа
2.Возрождение и пропаганда национального якутского ножа
Изучение национальных видов якутского ножа.
Познакомиться с теоретическим материалом по теме, выбрать наиболее приемлемый вариант нанесения узора. изучение технологии изготовления якутского ножа, разработать и изготовить современное лезвие с узором для ножа.
Создать новый современный нож с узором на клинке, придерживаясь всех канонов якутского ножа.
Ожидаемый результат:
Получение современного якутского ножа с узором на лезвии.
Яку́тский нож (быhах) — разновидность ножа, применяемого коренными жителями Якутии. Является одним из самых известных предметов культуры Якутии, так же как и хомус, алмазы и пр.
Вариации ножа и свойства:
Археологические раскопки, проведённые на территории современной Якутии, показывают, что образцы ножей, извлечённые из различных могильников и стоянок древнего человека, имеют несомненное сходство с якутскими ножами. Существует множество региональных вариаций якутского ножа, но в классическом варианте нож представляет собой клинок длиной от 110 до 170 мм, насаженный на деревянную ручку, сделанную из берёзового капа с кожаными ножнами.
Ножи различаются по длине клинка:
от 80 до 110 мм — малый нож (быhычча) — обычно делается для детей или женщин;
от 110 до 170 мм — нож (быhaх) — самая распространённая форма;
имеется ещё вариация называемая батыйа — меч длиной от 500 мм, с изогнутым клинком с такой же асимментричной заточкой.
По ширине клинка различаются тундрово́й — имеющий узкое лезвие и таёжный или ала́сный — более широкое лезвие. В тундре нож в основном используется для резки или сверления, а в тайге для разделки добычи и домашнего скота или работы по дереву — именно этим объясняется различие ширины клинка.
Традиционно рабочий якутский нож имеет клинок, изготовленный из довольно мягкой стали. Мягкая сталь диктуется практическими соображениями — так чтобы нож можно было заточить в полевых условиях об речную гальку или другой материал. В последнее время получили распространение якутские ножи с клинками, выполненными из специальных марок стали, или даже булатной (дамасской) стали.
Множество вопросов у различных исследователей вызывает происхождение дола на клинке. Есть различные версии начиная от того, что дол нужен для кровостока, что это дань традициям, когда ножи изготавливались из кости, что дол нужен для придания жёсткости клинку, что наличие дола — результат особенности ковки асимметричного клинка или дол нужен для уменьшения веса клинка, чтобы нож не тонул и проч
Оригинальными в якутском ноже являются также ножны. В классическом варианте ножны делаются из снятого чулком бычьего хвоста, внутри которого находится деревянный вкладыш, который не должен плотно обхватывать клинок. Функцией вкладыша является не удержание ножа, а защита клинка от поломки. Функцию удержания выполняет кожаная часть ножен — поскольку нож утапливается в ножны на 2/3 длины рукояти, так чтобы ножны плотно прилегали к ручке ножа. Допускаются варианты изготовления ножен также из обычной шитой кожи или берёсты. Крайне редко встречаются деревянные ножны.
Для ношения ножа к ножнам обычно приделывается кожаный шнурок.
Основная часть
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
углерод (в пределах 0,62…0,70 %);
марганец (в пределах 0,9…1,2 %);
хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.
При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см 2 . Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пПримерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
ределах не более 800…830 °С.
способ и оборудование для нагрева изделий до требуемых температур;
установление нужного температурного диапазона закалки;
выбор оптимального времени выдержки при данной температуре;
выбор вида закалочной среды;
технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
Временя нагрева и выдержки в зависимости от закалочной среды и габаритов заготовки
Конечно же, все мы (ну или почти все) любим смотреть шикарные видео об изготовлении всего, чего только можно, в шикарной перемотке, под шикарную музыку, и да, конечно, здорово смотреть, как крутой чувак, в крутой мастерской, на крутом оборудовании делает крутой нож, но, всё-таки, часто появляются вопросы, вроде "а как сделать нож, если у меня нет лишних $250000, и помещения сто на сто квадратных метров?" или "а чего делать, если руки кривые?". Вот как раз на них и попытаюсь сейчас ответить.
Если кратко, то в этом МК, мы будем делать нож из ножа (я уже делал "нож из ничего", но, если у вас и этого нет, остаётся только сделать нож из ножа), исправлять всевозможные косяки, разумеется, добавленные специально, в научных целях (ну-ну), и многое другое, ну вобщем, делать "красиво!"
А вообще, суть этого мастер класса в том, чтобы сделать "Красивый нож". Да, именно красивый. Причём, сделать его минимальным (а другого у меня и нет) набором инструментов. Не лазерный джедайский меч из сплава адамантия и крови дракона, который рубит ядра на лету, а просто нож, который будет радовать глаз. В связи с этим, существует ряд некоторых послаблений, например то, что мы используем уже готовый клинок, из далеко не самой лучшей стали.
В особенности мастер класс будет интересен начинающим мастерам, так как в нём представлено несколько интересных, на мой взгляд, способов исправления "косяков", и приёмов, заметно облегчающих жизнь в случае острой нехватки оборудования и инструментов. Ну вот, демагогию развёл, МК расхвалил, можно приступать к делу!
Итак, так как это "нож из ножа" за основу берём дешёвенький нож китайского производства. Вот он:
На обухе ранее был сделан фаилворк, но это никак не меняет того, что рукоять его годится только для ночных кошмаров.
И поэтому избавляемся от неё мы не просто без жалости, а даже с чувством некоторого облегчения. Для начала изолируем клинок (и так не булат, ещё повредить не хватало!)
Делаем пропил обычным лобзиком у самого навершия (прямо до хвостовика):
И крошим это звено ко всем чертям!
Теперь посредством молотка и всем известной матери (для удобства можно добавить какое-нибудь аля долото) сбиваем навершие – оно держится на неком клею и сдаётся без особых проблем:
В итоге мы получаем такую картину:
Теперь переходим к чертежам: переносим клинок на бумагу.
. и дорисовываем ему рукоять:
Между делом полируем клинок (чтоб смотрелся поприличней), наводим сатин, зеркало, хоть карту Гамбурга рисуй - кому что нравится:
Ну вот, медленно, но верно мы добрались до древесины. Дуб и Падук от "Лесопилки Юркова". В принципе, по отдельности у обоих есть недостатки: падук слишком яркий (не для всех изделий подойдёт) а дуб. ну дуб и дуб, ничего особенного, но вместе они образуют сочетание, ставшее теперь одним из моих любимых. Поэтому отмечаем нужный размер.
. распилив брусочек падука ножовкой, размечаем всё, что нам нужно (в моём случае - центры, плюс будущее положение хвостовика), и сверлим обе части чем-нибудь. У меня, по счастью, оказалась аж целая дрель! Замученная, правда, но работающая.
Важно : здесь, я перестарался, и просверлил отверстие длиннее, чем нужно. В дальнейшем это преподнесёт ещё не мало сюрпризов.
Но вот после разметки, пиления, сверления, и шлифовки кусочка падука с той стороны, где я его отпилил, можно наконец склеить конструкцию и любоваться ею ещё сутки! Для склеивания использую обычный ПВА, который есть в любом магазине, и с поставленной задачей он отлично справляется.
Теперь, о шлифовке. Для всех грубых работ, связанных с большим съёмом материала, я использую вот эту незамысловатую, но необычайно эффективную штуку:
Я зову её "Электро Рашпиль!" Правда круто?)
Она представляет из себя диск из двух слоёв толстой фанеры с наклеенной на плоскость крупной наждачной бумагой, и надетый на обычный точильный станок.
Но вот – заготовка просохла, и можно придать ей очертания будущей рукояти. С вышеупомянутым чудо-прибором это делается за пару минут, абсолютно без каких либо сложностей. Я люблю тебя, Электро Рашпиль!). Между клинком и рукоятью вставляем тканевую проставку (в моём случае, зелёный мокрый шёлк) Так как клинок вклеивается на эпоксидную смолу, ткань не только скроет все дефекты, но и, пропитавшись ей, станет достаточно прочной и надёжной. Отверстие на рукояти закрываем изолентой.
Не попало в кадр! Хвостовик ножа укорачивается до нужных размеров и !обязательно! засекается для более эффективного удержания эпоксидной смолой. В итоге выглядит это как-то так (Да, знаю, что я отличный художник):
Когда эпоксидная смола засохнет, можно придать рукояти окончательную форму.
Далее - фетровка, самодельным диском, сшитым из подручных материалов (старая простынь - отличный вариант). И пропитка тиковым маслом .
Небольшой совет: при заливании эпоксидной смолы в рукоять можно использовать бумажную воронку - кулёк с обрезанным носом, обмотанный скотчем:
Но вот, наш мастер-класс подошёл к концу, и цель его определённо достигнута. Можете убедиться сами, взглянув на эти более подробные фотографии результата:
И ещё, если вы вдруг всё ещё задаётесь вопросом, стоило ли оно того. то вот:
Большое спасибо за внимание, надеюсь, этот мастер-класс был полезен. ну, или хотя бы поднял Вам настроение!
С уважением, Ричард Понсе Де Леон.
Читайте также: