
Сварочный аппарат кемпи ремонт своими руками

Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
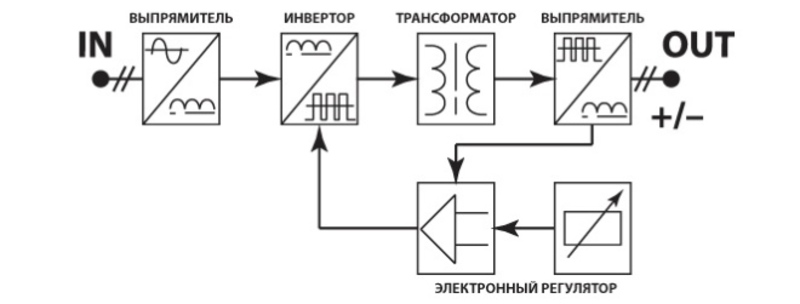
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
Ремонт аппаратов инверторной сварки

Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки

Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
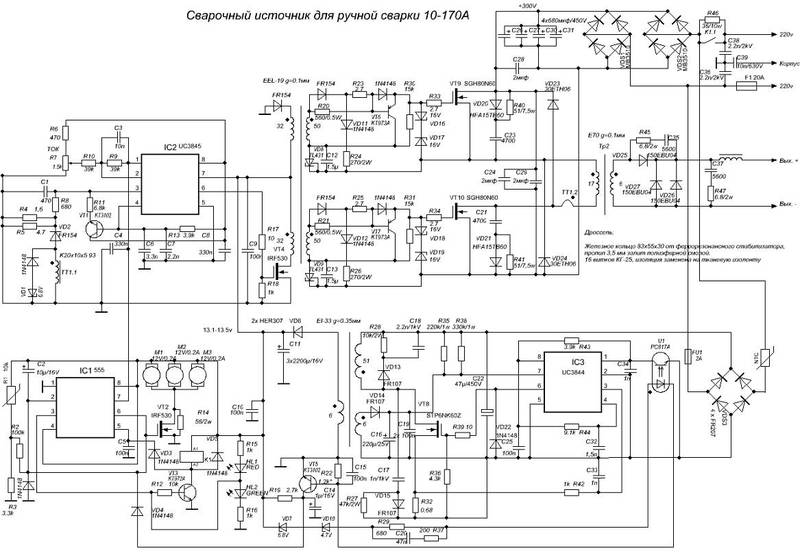
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | ||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.

Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.

Инвертором пользуются опытные сварщики и любители. Это современный и удобный сварочный аппарат. Он компактнее сварочного трансформатора и намного легче. Благодаря этому инвертор без труда используется на выездных и высотных работах. Цена аппарата колеблется от 3000 рублей. Он прост в использовании. Инвертор оснащён электроникой, облегчающей работу. Поэтому многие новички в сварочном деле приобретают его.
Конструкция сварочных инверторов
В отличие от трансформатора, который состоит из электротехнических узлов, инвертор оснащён электроникой. Трансформатор инвертора очень маленький, не больше пачки сигарет. Если сварочный трансформатор на 160 А весит около 20 кг, то такой же трансформатор сварочного инвертора весит 250 г, поэтому инвертор такой компактный и лёгкий.

Основные элементы сварочного инвертора
Причины выхода из строя инверторов
Инверторы перестают работать по четырём причинам:
- Несоблюдение условий правильной эксплуатации прибора.
- Неправильно подобран режим работы.
- Выход из строя электронных компонентов микросхемы.
- Поломка электрических составляющих оборудования, таких, как провода и контакты.
Ремонт сварочных инверторов своими руками
Чтобы понять, как ремонтировать инвертор, разберёмся с его схемами и принципом действия.
Схема сварочного инвертора и принцип действия
Сварочный инвертор состоит множества элементов.

Схема сварочного инвертора
Принцип действия инвертора:

Схема сварочного инвертора

Устройство сварочного инвертора
Основные проблемы и неисправности сварочных инверторов
Проблемы, связанные с эксплуатацией и неправильной настройкой инвертора:
-
Сварочная дуга горит неравномерно или слишком сильно, в результате чего материал электрода сильно разбрызгивается. Это происходит по причине неправильно подобранного сварочного тока. При настройке тока необходимо учитывать толщину металлических заготовок. Относительно этого подбирать тип электрода и его диаметр. При покупке электродов читайте информацию на упаковке. Там указывается рекомендуемый ток. Если эта информация отсутствует либо упаковка затерялась, то вы можете сами рассчитать сварочный ток. Умножьте сначала 30, потом 40 на диаметр электрода и получите интервал сварочного тока. Например: 30 * 3 мм = 90, 40 * 3 мм = 120. Значит, диапазон тока: от 90 А до 120 А. Если скорость сварки низкая, то и величину тока надо уменьшить.
Сварочный электрод часто прилипает к металлической заготовке в процессе работы. Основной причиной является пониженное напряжение сети. Если инвертор рассчитан на работу с низким напряжением, то причиной неисправности может быть подключение нагрузки, уровень которой ниже минимального. Или в панельных гнёздах слабый контакт приборных модулей. Подтяните крепления. Напряжение может падать на входе сварочного аппарата, если вы используете удлинительный кабель с сечением менее 2,5 квадратных миллиметров. Если у вас слишком длинный удлинитель, более 40 метров, то это тоже сказывается на напряжении. В электрической цепи контакты со временем окисляются или подгорают. Это влияет на напряжение. Ещё одна причина прилипания электродов в плохой подготовке металлических заготовок к сварке. Их нужно тщательно зачищать от краски и ржавчины металлической щёткой.

Аппарат не включается, если сетевое напряжение слишком низкое для проведения сварочных работ.
Во время длительного непрерывного проведения сварки инвертор отключается. Аппарат нагревается до определённого уровня и срабатывает температурный датчик. Но это не является неисправностью. Отключите инвертор на 30 минут и продолжайте работу.
Электронные компоненты выходят из строя по следующим причинам:
-
Внутрь корпуса сварочного инвертора проникает влага в результате работы под дождём или снегом без навеса.
При использовании аппарата в местах проведения строительных работ под корпусом собирается много пыли. Это препятствует правильному охлаждению электронных компонентов схемы. Регулярно выполняйте чистку инвертора. Чем меньше корпус аппарата, тем меньше отверстия для охлаждения и чаще нужно чистить инвертор.
Электроника выходит из строя по причине игнорирования рекомендованных производителем правил эксплуатации прибора. Внимательно читайте инструкцию и придерживайтесь правил.
Ремонт инверторных сварочных аппаратов
Перед тем как начинать разбирать аппарат, проверьте правильность установки всех настроек и прочитайте инструкцию. Там указаны не только рекомендации для правильной эксплуатации прибора, но и проблемы, которые быстро устраняются самостоятельно.
Диагностика сварочного инвертора
Открутите винты на корпусе и снимите все его части. Диагностика начинается с поверхностного осмотра всех элементов и плат. Их может быть несколько:
Плата с силовыми транзисторами.

Плата с силовыми транзисторами
Плата выпрямительных диодов.
Плата выпрямления сетевого напряжения.
Нужно внимательно посмотреть, нет ли перегоревших дорожек и повреждённых элементов. Если повреждений не обнаружено, то проведите диагностику мультиметром:
Если инвертор не включается, поставьте мультиметр в режим прозвонки и прозвоните шнур питания и контакты кнопки питания. Проверьте зарядный резистор. Если он в обрыве, то аппарат работать не будет. Резистор отвечает за заряд конденсаторов.
Проверьте силовые транзисторы. На плате поставьте чёрный щуп на левую ножку, а красный на правую, потом поменяйте щупы местами. Прозвон должен идти в одну сторону.
Замена транзисторов
Транзисторы имеют маленькое сопротивление в сотые доли Ома. Но они пропускают через себя ток в несколько десятков ампер. Во избежание перегрева их устанавливают на алюминиевых радиаторах. Сильно повреждённый транзистор обычно видно.

- Чтобы заменить транзистор, сначала нужно открутить его от радиатора, а потом демонтировать из платы сам радиатор.
- Для выпаивания транзистора из платы её нужно прогреть феном. При демонтаже не должны оборваться дорожки.
- Поверхность радиатора под новый транзистор необходимо хорошо очистить спиртом и отполировать. На транзисторе поверхность должна быть гладкая. Любое вкрапление или песчинка сделает зазор между транзистором и радиатором. Это недопустимо. Очень тонким слоем теплопроводной пасты смажьте ту поверхность транзистора, которая будет прилегать к радиатору. При затяжке транзистора паста должна слегка вылезти из-под корпуса. Толстый слой не вылезет и транзистор деформируется. Компонент нужно приложить к поверхности радиатора и круговыми движениями притереть, чтобы он лёг всей площадью. Он должен прилипнуть.
- Прикрутите прилипший транзистор к радиатору и вставьте в плату. Припаяйте ножки.
Ремонт платы драйвера
Если транзистор вышел из строя, значит, повреждены элементы платы драйвера, который раскачивает транзисторы.

Мультиметром прозваниваются все компоненты платы. Повреждённые выпаиваются и меняются.
Ремонт выпрямителей

Для диагностики его отпаивают от проводов и демонтируют с платы, чтобы не ошибиться при коротком замыкании в цепи. Неисправные элементы заменяются.
Диагностика конденсаторов мультиметром.
Если конденсатор разряжен и мы к нему подключаем питание, его сопротивление увеличивается от нуля. При полном заряде его сопротивление равно бесконечности.
- Поставьте в мультиметре режим сопротивления на 20 кОм.
- Если прибор недавно включался, то конденсатор сохранил заряд. Для определения его работоспособности перед проверкой разрядите конденсатор. Щупом мультиметра замкните выводы конденсатора.
- Подключите щупы мультиметра к выводам конденсатора. Если сопротивление было равно нулю, потом по мере заряда конденсатора от мультиметра оно увеличилось до бесконечности, конденсатор функционирует.
- Но нужно ещё замерить напряжение. Переведите мультиметр в режим измерения постоянного напряжения в диапазоне 2000 mB. Подключите щупы прибора к выводам конденсатора. Прибор должен показывать напряжение. Замкните выводы конденсатора и снова замерьте напряжение. Если оно упало до нуля, ваш конденсатор работоспособен.
Ремонт платы управления
От платы управления зависят все элементы сварочного аппарата.

Это самый сложный блок. Диагностируется он осциллографом. Проверяются сигналы управления. Если они не поступают, мультиметром прозваниваются все элементы и меняются повреждённые.
Диагностика и ремонт сварочного инвертора — видео
Если научиться самостоятельно определять и устранять неисправности сварочного инвертора, то можно избежать лишних затрат на ремонт в сервисном центре.

При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.

Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Устройство сварочного аппарата
Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции.
Схема сборки инверторов своими руками
Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов.
Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Собирают аппарат из следующих блоков:
- блок питания для стабилизации входных сигналов. Между ним и другими элементами и блоками ставят металлическую перегородку. Многообмоточный дроссель управляется транзисторами и конденсатором с накопленной энергией. В дроссельной системе управления используют диоды;
- силовой блок, с участием которого проходит полный цикл преобразования тока. Собирают из первичного выпрямителя, инверторного транзисторного преобразователя, понижающего высокочастотного трансформатора и выходного выпрямителя;
- блок управления. В его основе находится задающий генератор со специальной микросхемой или широтно-импульсный модулятор. Ставят резонансный дроссель и 6–10 резонансных конденсаторов;
- защитный блок. Чаще собирают на силовом блоке, устанавливая для тепловой защиты его элементов термовыключатели. Чтобы не было перегрузок, ставят плату на основе микросхемы 561ЛА7. Снабберы с резисторами и конденсаторами К78–2 защищают преобразователь и выпрямители.
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам:
- низкая защищённость от пыли. При скоплении её внутри срабатывает сигнал тепловой защиты, аппарат отключается. Нужна разборка минимум два раза в год, чтобы почистить внутренние части струёй сжатого воздуха или мягкой кистью;
- попадание влаги внутрь, вызывающее короткое замыкание, опасное для агрегата;
- низкое качество системы охлаждения в дешёвых аппаратах. Из-за этого плавятся пластмассовые части конструкции, не срабатывает аварийное отключение. В моделях с туннельной вентиляцией радиатор расположен вдоль корпуса, а главные узлы находятся внутри него. Такие аппараты намного дороже;
- скачки напряжения, особенно понижение до 190 В и более;
- перегрузка при резке толстого металла и работах, на которые конкретный аппарат не рассчитан. Тогда выходит из строя силовой модуль IGBT;
- некачественное крепление в контактах колодок, которое провоцирует перегрев этих мест и искрение;
- чувствительность к ударам и падениям из-за наличия пластмассовых деталей;
- низкое качество запчастей, которые используют при ремонте;
- нарушение допустимого режима температур. Электронные микропроцессоры при перегреве плавятся и разрушаются. Рекомендуется придерживаться диапазона от -10 до +40 o С.
Частые поломки сварочных инверторов
Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте:

Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу
Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата:
- неисправность платы управления не даёт стабильного сварочного тока и не позволяет получить нормальную дугу;
- повреждение транзистора верхней печатной платы ведёт к отключению аппарата;
- выход из строя системы защиты от перегрева определяют по запаху горелой изоляции, изнутри корпуса идёт дым.
Способы ремонта инверторных сварочных аппаратов
Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты.
Что исправляют без вскрытия
Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины:
-
плохой поджиг, прилипание электродов к металлу часто возникает из-за потери мощности в рабочих кабелях или низкого сварочного тока. Правильный подбор сечения кабеля и повышение силы тока могут снять проблему. Нельзя использовать сетевые удлинители с сечением провода менее 2,5 мм 2 и слишком большой длины. Оптимальная длина до 15 м, максимальная — 40 м, иначе аппарат не будет работать из-за потери тока. Сварочный кабель рекомендуется длиной до 5 м;

Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м

Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки
Важно верно подобрать размер электродов для правильной работы сварочного аппарата.
Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство
Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же.

На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы
Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты.
После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты:
- плата с силовыми транзисторами;
- плата управления;
- плата выпрямительных диодов;
- плата выпрямления сетевого напряжения;
- вентилятор;
- органы управления — ручка и переключатели.
Инструменты для работы
Для ремонта потребуются следующие инструменты.
- Мультиметр с несколькими режимами:
- прозвон цепи;
- прозвон диодов;
- измерение напряжения;
- проверка сопротивления.
- Осциллограф. Его используют, чтобы проверить диоды, стабилитроны, транзисторы, конденсаторы и другие элементы электрической цепи. Без осциллографа ремонтировать сварочный агрегат гораздо сложнее.

Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата
Ремонт сварочного аппарата своими руками
Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу.
Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства.
При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению.
После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали.
Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким.
-
Силовые диоды. Для их прозвонки тестер переводится в режим диодов, щупами прикасаются к выходным клеммам. Если в одну сторону прозвон есть, а в другую нет — силовые диоды в порядке, нижний модуль аппарата исправен.

Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны
- сначала прикасаются щупами к крайним ножкам: чёрным — к левой, красным — к правой. В этом положении тестер должен давать показания. При перемене щупов местами показаний быть не должно. Так проверяют все транзисторы, при этом цифровые показатели должны быть примерно равными;
- затем проверяют внутренний диод каждого транзистора, для чего чёрный щуп прикладывают к средней ножке, красный — к левой;
- наконец, транзистор проверяют на затвор. Для этого красный щуп ставят на правую ножку, чёрный оставляют на месте.

Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов


Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов

Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы

Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны

Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ

Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В

При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы
Перед проверкой блока питания выключите аппарат из розетки!

На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора
При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается.
Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–170 0 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата.
Видео: ремонт сварочного аппарата и разбор основных его неисправностей
Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам.
Диагностика поломок инверторных сварочных аппаратов. Профессиональные советы по ремонту и устранению неисправностей.

Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
Отключите аппарат от сети
Выкрутите винты боковой крышки
Осмотрите платы, конденсаторы, транзисторы, клеммы
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
Обезжирьте место соединения канифолью
Вставьте новый элемент в отверстия печатной платы
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования "крокодила" пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда "крутилка" случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах "чувствует" момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую "крутилку" и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Если лампочка "Сеть" горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, - аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
Подбирайте правильные режимы сварки
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
При пониженном напряжении используйте аппараты, рассчитанные на просадку
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию "профессиональные" и "полупрофессиональные", где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Читайте также: