
Сварка чугуна своими руками
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия. Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях. Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
Специфические качества чугуна
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким. Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета. Следует учитывать и другие факторы. Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.

Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.
Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.

Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
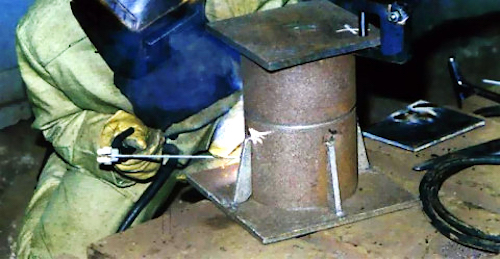
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов. Температура нагрева не должна превышать 80 С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 350 С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
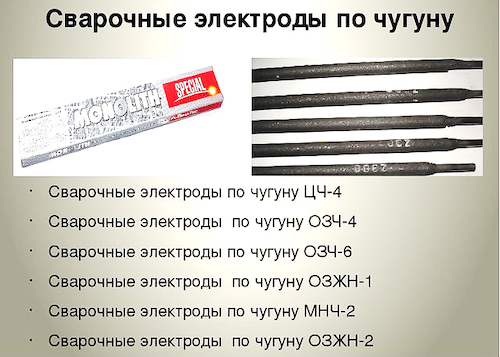
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно. Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:

Сварка металла
Для изготовления некоторых конструкций используют металлы, отличающиеся более высокой, чем у стали, твердостью. Сварка чугуна осложняется высоким содержанием углерода в сплаве. При использовании стандартных методов в шве появляются пустоты. Правильная подготовка и применение специальных электродов позволяют качественно варить чугунные элементы в домашних условиях.
.jpg)
Характеристики чугуна
Материал представляет собой сплав железа, содержащий большое количество углерода. Вещество придает чугуну твердость.
Не являющийся металлом углерод не способен образовывать связей с железом, он содержится в сплаве в виде графитовых вкраплений.
Сплав обладает следующими характеристиками:
- Пористость структуры. Пустоты быстро заполняются газами или впитывают масло.
- Относительно невысокая температура плавления (1200-1250 °С). Этим объясняется высокая текучесть сплава при нагреве.
- Хрупкость. Чугун не рекомендуется использовать для изготовления конструкций, испытывающих высокие нагрузки.
- Низкая пластичность.
- Устойчивость к кислотам и щелочам. В то же время, материал чувствителен к длительному воздействию влаги.
Особенности и сложности сварки
Из-за повышенного содержания углерода свариваемость деталей из этого материала снижается. Негативно влияют на качество шва и легирующие компоненты, входящие в состав чугуна – фосфор, марганец, сера.

При выполнении сварки следует учитывать особенности, способные усложнять процесс:
- пористую неоднородную структуру сплава, снижающую свариваемость;
- низкую прочность готовых швов, быстро покрывающихся трещинами при остывании;
- быстрое окисление чугуна при нагреве;
- образование пустот в сварочной ванне, делающих шов неустойчивым к нагрузкам.
Подготовка металла к работам
Перед тем как варить чугун, выполняют следующие действия:
- очищают поверхности от пыли, масла и грязи;
- разделывают кромки;
- размещают шпильки (при использовании холодного метода сварки);
- прогревают металлические элементы (при использовании термических методов соединения).
Температуру деталей перед горячей сваркой повышают постепенно, на 100 °С в час. Также медленно охлаждают чугунные элементы.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
.jpg)
Какие электроды используются
Для сварки хрупкого сплава могут использоваться не все типы расходных материалов. Перед началом работы следует изучить основные характеристики электродов.
Неплавящиеся
Варить чугунные детали можно разными типами таких элементов:
- вольфрамовыми;
- графитовыми;
- угольными.
Литые чугунные или присадочные электроды с содержанием легирующих добавок (меди, никеля) применяют в качестве расходного материала, участвующего в формировании шва. Сварочную ванну защищают аргоном или флюсами на основе буры. Наиболее распространенной является технология TIG-сварки с вольфрамовым стержнем под переменным током.
Простые для стали
Сварка чугунных элементов обычным электродами не позволяет получить качественный шов. Такие расходные материалы применяют из-за низкой стоимости. Для снижения вероятности образования дефектов используют присадочные прутки марки ЦЧ-4. Они предназначены для формирования первого плакирующего слоя с дальнейшим продолжением сварки простыми материалами.

Электроды УОНИ применяют только для устранения небольших дефектов в конструкциях, не испытывающих высоких нагрузок.
Покрытые дополнительным металлом
Такие элементы используют для сварки чугуна электродом в домашних условиях при необходимости устранения дефектов литья. Они имеют вид прутков круглого сечения, покрытых защитными материалами. Чаще всего сварочный процесс ведется при постоянном токе. Реже используется переменный. Требуемую силу тока рассчитывают по формуле 50-60 А на 1 мм электрода. Шов при электросварке с покрытыми элементами получается неоднородным.
Сварочные аппараты и расходники
Для проведения работ используют следующие приспособления и материалы:
- Сварочный агрегат. Рекомендуется применять аппараты-инверторы, генерирующие постоянный ток. Трансформаторное оборудование обладает низким коэффициентом полезного действия. Качество швов при использовании таких аппаратов снижается.
- Электроды. Диаметр стержня должен составлять не менее 3 мм. Сварка с использованием электрода помогает сформировать качественное соединение. Лучшими считают марки МНЧ-2 и ОЗЧ-2.
- Защитный газ. Чаще всего при сварке чугуна используют аргон. Газовый метод позволяет соединять заготовки толщиной не более 4 мм.

Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Для исключения перегрева операцию попеременно выполняют на разных сторонах. На заключительном этапе наплавленный металл проваривают несколькими швами.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Безопасность при работе
При выполнении сварки необходимо соблюдать следующие правила:
- Перед началом работы проверяют исправность всех блоков аппарата, целостность питающего кабеля. Необходимо использовать заземленное оборудование, гарантирующее защиту от поражения током.
- Обязательно применение маски сварщика, защитного костюма и рукавиц. Рядом со сварочным оборудованием стелют резиновый коврик.
- Детали, имеющие трещины или поры, нельзя закреплять на большой высоте.
- Работать нужно в помещении с хорошими освещением и вентиляцией.
Рабочее место снабжают аппаратом, удаляющим образующуюся во время сварки пыль.

Чугун — сплав железа с углеродом, отличается от сталей содержанием последнего (более 2,14%), а также особенностями кристаллической структуры.
Со временем, благодаря температуре плавления на 300ºС меньшей чем железа, материал начали использовать для литья. И сегодня чугун важная составляющая современной промышленности. Его используют станкостроители, автомобильная промышленность. Применяют в строительстве, бытовых изделиях.
Виды чугуна и особенности сварки изделий
Чтобы разобраться, как сварить чугун, решить возникающие при этом сложности, нужно знать, что он собой представляет, чем отличается от стали.
Существует два основных вида этого металла:
Первый отличается хрупкостью, которую придают ему включения цементита — карбида железа (Fe3C). Он же дал чугунам этого типа название, окрашивая излом металла белым или светло-серым цветом.
Используют их для переделки на сталь (передельный), получения ковкого чугуна.
Серый получил название от излома темно-серого цвета, с блесками, который придает графит. Возможность получать материал разной степени прочности и пластичности, высокие литьевые качества, сделала его основным сырьем промышленных изделий.

Одновременно, текучесть усложняет сварку чугунных деталей. Металл стремиться вылиться, не образуя шва. Помимо этого, температура дуги приводит к появлению тугоплавких окислов. Графит на стыке выгорает, образуя поры.
На этом проблемы того, как сварить чугун электросваркой не заканчиваются.
При снижении температуры от 750ºС, графит соединяется с железом, образуя цементит. При этом шов из серого становится белым и хрупким.
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Подготовка деталей
Прежде чем перейти к сварке, детали необходимом зачистить до блеска. Выполняют это ручными или механическими щетками со стальным ворсом.
Края трещины, либо соединяемых деталей разделывают, снимая фаску под углом 40-45 градусов, на глубину 0,5-0,7 от их толщины. Трещины прорезают на всю глубину, для полного провара.
Соединяемые края не должны быть острыми. Каверны и раковины рассверливают на всю глубину повреждения.
Чтобы предотвратить дальнейшее распространение трещины, ликвидировать места возникновения напряжений поступают следующим образом.
От места, где разлом заканчивается, отступают 6-7 мм, по направлению его развития и сверлят сквозное отверстие. Сверло используют диаметром порядка 4 мм.
[stextbox выявления практически невидимых трещин поможет обычный керосин. Его наносят там, где заметна или предполагается наличие трещины. Обратную сторону покрывают болтушкой из мела и воды. При этом, даже невидимые простым глазом трещины проявляются на меловом слое желтым цветом.[/stextbox]
Процесс
После того, как все для сварки чугуна готово, приступают к самой сварке. Работы как по горячей, так холодной технологии производят:
- газовой сваркой;
- плавкими электродами, стержневыми либо проволочными (инвертором либо полуавтоматом с углекислым газом);
- сваркой неплавким электродом, с присадочными стержнями, в том числе в среде инертного газа (аргон, гелий).
Их завинчивают в отверстия с нарезанной метрической резьбой. Количество зависит от размера деталей. Правильный диаметр принимается по специальным таблицам.
Сварка ведется инверторными аппаратами, в том числе полуавтоматическими. Последние, за счет охлаждающего эффекта углекислоты дают качественное соединение
При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.
Газовая
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.
Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Холодная
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.
Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.
Горячая и полугорячая
Способ включает в себя три стадии:
- Нагрев свариваемых деталей и заготовок до температуры 600÷650ºС.
- Сварку с использованием специальных электродов.
- Постепенное охлаждение готового изделия.
Там, где горячая сварка является частью промышленной технологии (к примеру, изготовление сварных картеров двигателей), нагрев выполняют в специальных тоннельных печах.

Чтобы заготовки не остывали, их укрывают специальными асбестовыми полотнами.
Работу ведут на большом токе, не прерываясь. При работе с крупногабаритными изделиями сварщики сменяют друг друга.
Одним из вариантов является сварка угольным электродом, в том числе автоматическая. Присадка вводится порошковой проволокой, куда включены все необходимые легирующие добавки и флюсы.
Методом горячей сварки удается получить соединения по прочности равноценные цельному металлу.
Полугорячий вид соединения считают промежуточным между горячей и холодной. Детали нагревают, но до температуры всего 300÷350ºС. При этом, уменьшаются напряжения металла,
Многослойная
Сварку чугуна можно вести электродами для обычных углеродистых сталей, укладывая металл в несколько слоев. Первый благодаря быстрому охлаждению окажется наиболее хрупким и твердым.
Во втором, количество основного металла еще более снизится. При этом закалка его будет по-прежнему давать высокий риск трещинообразования.
В третьем и последующих слоях содержание углерода будет снижаться, а пластичность возрастать.
При этом прочность шва невелика и рекомендовать подобный метод можно для соединений носящих скорее декоративных характер.
Электроды и проволока
Для сваривания деталей с помощью полуавтоматов используют проволоку типа ESAB OK Nicore 55. Работать ей можно лишь в аргоновой среде. Применяется для ковких и высокопрочных чугунов, позволяя получить прочный, легкообрабатываемый шов.
Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Какими электродами варить чугун решают в каждом конкретном случае, в зависимости от условий, марки металла, необходимой прочности, и т.п.
Как делать шов?
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Чем резать?

Кислородная газовая резка эффективная для железа, по чугуну не дает эффекта по ряду причин. В частности, из-за образования тугоплавких окисных пленок.
Проще всего использовать обычные механические приспособления, наподобие болгарки, однако производительность их оставляет желать лучшего. Применяют их как правило в бытовых условиях.
Наилучший результат дает метод воздушно-дуговой и плазменно-дуговой резки. На сегодня эти методы чаще всего используют на производстве.
Техника безопасности
В частности, место проведения работ должно быть оборудовано устройством по удалению продуктов сгорания.
Кроме того, при выделении при значительного количество опасных газов работа производится с использованием шлангового противогаза.
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.

Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Читайте также: