
Стол для пдр своими руками размеры
Инструменты PDR для удаления вмятин без покраски. Виды инструмента, комплектация наборов, а так же способы самостоятельного удаления вмятин.

Клеевые системы PDR
Беспокрасочное удаление вмятин (PDR) – современный альтернативный способ рихтовки с дальнейшей покраской. Кажется, что способ очень прост и с ним справится любой желающий в собственном гараже. Однако не все так просто. Мастер миллиметр за миллиметром, используя специальный инструмент, с внутренней стороны детали убирает вмятину. В этом процессе очень важен яркий направленный свет. Работа требует ювелирной точности и аккуратности.
Инструмент для удаления вмятин без покраски
Современный рынок предлагает внушительное разнообразие различных наборов для удаления вмятин, каждое приспособление в них должно быть использовано только по своему назначению. Инструмент для удаления вмятин без покраски выпускают и отечественные, и зарубежные производители. У всех есть как достоинства, так и недостатки. В американских наборах часто отсутствует арочник, который придется купить отдельно, чтобы дополнить комплект. Дверной инструмент поставляется со стандартной ручкой, что приводит к некоторым неудобствам, поскольку мастеру удобнее пользоваться поворотной ручкой. Отечественные производители при производстве ПДР инструмента делают упор на силовые операции, что обычно более актуально в работе. Самый удобный в использовании дверной инструмент, имеющий поворотную, а не стандартную рукоятку. Применяя ее, не нужно часто менять инструмент, и можно существенно сэкономить деньги.

Инструмент для удаления вмятин на автомобиле
Материал для изготовления инструмента и его виды
При покупке набора PDR инструмента, в первую очередь следует обращать внимание на качество его изготовления.
В производстве применяется сталь нескольких видов:
- инструментальная хромированная;
- инструментальная нержавеющая;
- инструментальная.
Бюджетные производят из обыкновенной инструментальной стали. Тверже и, соответственно, износоустойчивее стальное приспособление, которое покрывают слоями хрома. Служат они дольше, но и стоят дороже. Нержавеющую сталь применяют в производстве инструмента премиум сегмента. Не ломающийся, не деформирующийся, не подвержен коррозии под воздействием влаги.
PDR инструмент подразделяется на основной и специальный. Существуют такие его виды:
- брассовый – применяется для проведения манипуляций в полостях;
- дверной – используют, если нужно вести работы через проем двери;
- плоский – универсальный, может применяться для любого вида повреждений.

Брассовый инструмент для удаления вмятин без покраски
Комплектация наборов
Мастера сами решают, купить нужные инструменты по отдельности или приобрести сразу готовый набор для удаления вмятин без покраски.
Несомненным плюсом готовых наборов является то, что стоить они будут дешевле, чем покупать каждый ПДР инструмент отдельно.
А инструменты будут идеально подходить и взаимодействовать друг с другом. Но следует обратить внимание, что многие наборы включают в себя много ненужных или редко используемых крючков. А стоят они, соответственно, дороже. Поэтому перед покупкой стоит хорошо продумать, что именно понадобится в работе. Вот что должно входить в оптимальный набор со стандартной комплектацией для удаления вмятин:

Набор PDR
Чтобы провести добротный ремонт автомобиля, стоит позаботиться о хорошем освещении. Все должно быть выполнено с ювелирной точностью, следует уделить этому вопросу должное внимание, ведь при недостатке света можно не заметить мелких недочетов. Чтобы хорошо видеть глубину повреждения, а также его размеры, рекомендуется применять лампы с рассеянным светом желтого свечения. Крепиться они могут как стационарно, так и на специальных присосках, что позволит мастеру подсветить труднодоступные места работы.
Базовым инструментом для рихтовки является рихтовочный молоток. Он применяется для разных видов работ и может отличаться весом, размером и даже формой ударных частей. Этот инструмент для удаления вмятин может иметь в комплекте несколько насадок.
Обратный молоток рихтовочный используют тогда, когда рихтовка необходима, а снять деталь невозможно. В этих случаях один конец молотка приваривают к поверхности, где есть повреждение, а специалист начинает специальным грузом постукивать по второму концу обратного молотка.
Крючки. Их в наборах представлено несколько видов:
Ножевые имеют тот же принцип работы. Используют их под усилителями, в труднодоступных местах.
Основные имеют диаметр от 2,5 до 13 миллиметров и предназначаются для таких зон, как капот, крыша, багажник.

Технология удаления вмятин без покраски
Способы самостоятельного удаления вмятин
Применяется несколько способов самостоятельного решения проблем с вмятинами. Нужный прибор для удаления вмятин без покраски – это магнит. Его аккуратно перемещают (предварительно необходимо подложить под магнит ветошь, чтобы не царапалось покрытие) от края повреждения к центру вмятины, натягивая на себя. Для проведения этих манипуляций нужно использовать довольно мощный магнит.
Существует способ внешнего выравнивания поверхности своими руками, применив спецоборудование. Технология PDR хороша, когда нет доступа к кузову изнутри. Клеевые аппликаторы нужно наклеить на ремонтируемый участок и дождавшись, когда клей полностью высохнет, вытягивать центральную точку, используя минилофтер.
Можно воспользоваться технологией механического воздействия изнутри. Ее применяют, когда проблематично восстановить повреждения с наружной стороны.
Выравнивание происходит благодаря давлению. Прилагая силу, специальный крючок необходимого размера вводится в отверстие, и нужная деталь приводится в первоначальное состояние. Если превысить давление, возникшие грани или пики впоследствии довольно сложно удаляются. Выравнивание производится до небольшого щелчка.
Современные технологии удаления

Применение фена для удаления вмятин на автомобиле
Преимущества технологии PDR
Экономия времени – огромный плюс этого метода. Ведь чтобы покрасить автомобиль, понадобится как минимум сутки или двое, а при бескрасочной технологии весь процесс ограничится несколькими часами, что не может не радовать автолюбителей. Еще одно преимущество – минимальный демонтаж деталей кузова или полное его отсутствие. Методом ПДР можно воспользоваться практически где угодно, процесс очень мобилен. Стоимость этого вида работ существенно ниже традиционного. Можно сэкономить до 50% от стоимости.
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
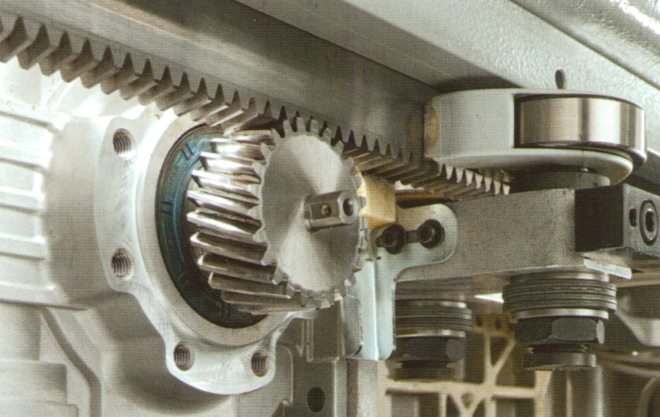
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
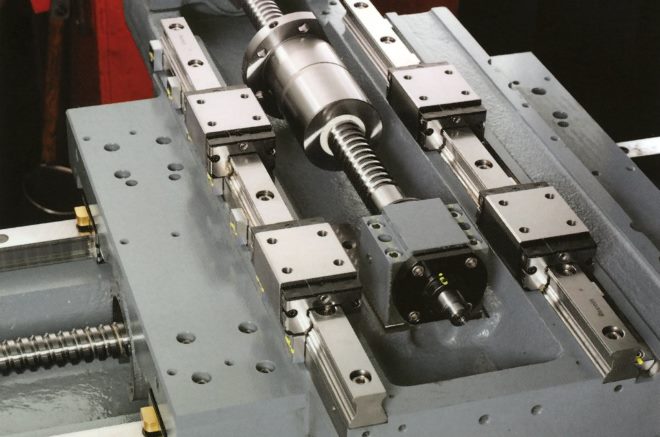
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины
На поверхности готовой крестовины собрать каретки
Профили обработать напильником, вставить гайки
На шпильках произвести сборку рукояток с подшипниковым узлом
Сварить два П-образных основания из уголка
Собрать всю конструкцию
Все узлы, подвижные части протереть смазочным материалом
Прикрепить к станине сверлильного станка
Где выгодно приобрести координатный столик
Купить координатный столик рекомендуем выгодно в этом китайском магазине. Далее о том, как его можно удачно применить. Видео канала youtube “Технарь” в конце публикации.
В этом видео обзоре координатный столик, который станет частью фрезерного станка. Выполнен из алюминиевого сплава. Поперечный ход 50 мм, продольный 200. Не обращайте внимания на люфт, легко устраняется шестигранником, в комплекте. В качестве ходовых винтов используется стандартная стальная шпилька м8. Кроме лимбов, отметки на которых являются обычными наклейками, на продольном перемещении есть линейка. Но нет никакой метки на столике, по которым можно вести отчет.


Мастер разобрал столик для понимания, с чем мы имеем дело. Где купить, смотрите в начале статьи. Как видите, люфты убираются поджатием пластины. Ходовой винт вращается во втулки из такого же материала. Стол, это профиль из крепкого алюминиевого сплава с толщиной стенки 3 миллиметра. Про работу по стали нет никакой речи, но дюраль позже попробуем про фрезеровать.

Вместо штатного штифта, которые закручивался отверткой, удерживал вал с ручкой, теперь, благодаря работе токаря, винт с барашком. Закрутив его до упора, стопорится вертикальное перемещение. То, что нужно для фрезеровки. Выкрутить его чуть больше, меняется положение вала так, чтобы ручка не мешала. Так же сделаны две втулки для дрели и фрезера. Остается только сделать крепление для столика и протестировать в работе.
Теперь сверлить стальную шину 6 мм одно удовольствие. Даже болты на 12 для крепления на столике советского станка были бы маловаты. Поэтому пришлось вкручивать шпильки на 8 в куски стальной шпильки. Теперь точно можно закреплять координатный столик и переходить к самому главному. К испытанию.
Первые подопытный материал – кусок акриловой пластины. По своим свойствам чуть жестче, чем оргстекло. Не такой вязкий. Для закрепления детали в комплекте со столиком есть два прижима.Минимальная скорость фрезера при оборотах 8000. Никакой нагрузки на фрезер не ощущается, снимается около 1 миллиметра.Продолжение на видео с пятой минуты
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
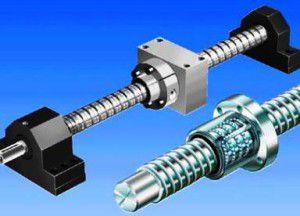
Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Самодельный координатный столик , возможно ? — Самодельные станки
Вот сделал фото (правда качество не очень) при работе со сталью, на одной пластина х35, на втором фото собственно деталь для работы с которой и задумывался аппарат (на фото одна деталь до обработки, вторая зажатаяв тески уже пройдена на три раза)
Изменено 25 января 2014 пользователем BM_906
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: