
Притирка клапанов камаз 740 своими руками
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.

Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка — как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки — с их помощью можно уточнить степень разгерметизации клапанной системы.
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких‐либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана — паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов — от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты — тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене — от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.

Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером‐любителей наибольшей популярностью пользуется электродрель для притирки — из‐за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки — приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах — рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс — отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия — это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов — сначала крупнозернистой пастой, затем средне‐, а в конце провести финишную обработку мелкозернистым составом.
Важна практика — если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента

Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс — угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели — на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента — технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки — это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.

Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.

Каждый опытный автовладелец или даже новичок, без особых проблем чётко и качественно сможет настроить клапанные зазоры на двигателе своего КамАЗа. В данной статье, рассмотрен процесс регулировки клапанов для двигателя КамАЗ-740 на самосвале КамАЗ-5511.
Итак, первым делом перед началом процесса регулировки клапанов, следует отогнать грузовик либо на ровную площадку, либо на стояночное место со смотровым углублением. Автомобиль сразу переводится на ручник (чтобы самостоятельно он не съехал с места проведения работ), либо под его колёса подкладываются противооткатные приспособления.
Глушим мотор автомобиля и ждем пока он остынет. Далее, поднимаем кабину и ставим ее на фиксатор, а также устанавливаем рычаг переключения передач в нейтральное положение.

Затем, откручиваем болты крепления и демонтируем клапанные крышки - это позволит стержням и коромыслам клапанов быстрее остыть.

ТНВД деактивируется при помощи специального рычага, устанавливаемого в положение “отключено” - это практически полностью исключит возможность непредвиденного пуска мотора.
Убеждаемся, что все болты, удерживающие головку блока цилиндров, нормально затянуты. В случае заметного ослабления крепления, они подтягиваются (моменты затяжки 157-176 Н/м (16-18 кгс/м) в последовательности 1-2-3-4 крест накрест). Также, проверяем затяжку гаек шпилек стоек каромысел (42-54 Нм (4,3-5,5 кгс/м)).

Далее, берем и приподнимаем шток держателя фиксатора маховика (если на нем есть грязь, то чистим его в солярке). Ложимся под кабину и демонтируем крышку люка картера маховика - эта крышка имеет вытянутую форму и фиксируется при помощи двух болтов размера М8.
Вставляем крестовую отвёртку в отверстие маховика и крутим его в направлении движения коленчатого вала мотора (против часовой стрелки, если смотреть сзади двигателя). На маховике видны 12 выступов или отверстий – его полный оборот также определяется по тому, пройдены ли все эти 12 позиций.

Крутим маховик плавно, без рывков, пока шток держателя, благодаря специальной пружине, не опустится в паз самого маховика и не прижмет его.

При блокировке маховика, выбираемся из-под кабины и проверяем метки ТНВД. Для моторов КамАЗ-7403.10, КамАЗ-740.11 и КамАЗ-740.14 - должны совпасть метка муфты опережения впрыска топлива в приводе ТНВД и метка на торце ТНВД.
Для моторов КамАЗ-740.1З и КамАЗ-740.30 - должны совпасть метка на фланце ведомой полумуфты в приводе ТНВД и указатель на корпусе ТНВД.
Если метки не совпадают, то вытаскиваем шток держателя из паза маховика и вновь залазим под кабину. Опять прокручиваем маховик, пока не добьемся нужного результата. Когда метки будут выставлены - знайте, что теперь коленчатый вал находится в положении, которое означает начало впрыска топливной смеси в 1-ом цилиндре.
Теперь, прокручиваем коленвал на 60 градусов (2 позиции, т.к. угол между 1-м и 2-м отверстием в маховике - 30 градусов). Подгонка теплозазоров клапанов начинается с первой пары головок и выполняется одновременно для 2-х цилиндров (1 и 5), которые по порядку работы идут друг за другом.
Ослабляем контровочную гайку регулировочного винта и в образовавшийся зазор между коромыслом и клапаном помещаем щуп нужной толщины.
Отверткой проворачиваем регулировочный винт и выставляем правильный зазор (впускной клапан - 0,30 мм, а выпускной - 0,40 мм).
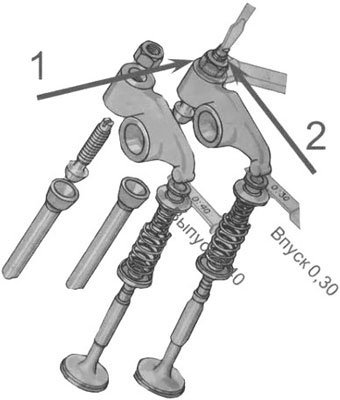
Для исключения проворачивания винта вместе с гайкой - придерживаем его при помощи отвёртки. Щуп на 0,3 мм вставляем между стержнем впускного клапана и коромыслом, одновременно затягивая или приспуская винт регулировки. Результат - небольшое усилие при движении щупа между коромыслом и стержнем, при этом щуп не должен гнуться.
Затягиваем контрирующую гайку и фиксируем винт регулировки от прокручивания. Повторно проверяем, с каким усилием входит щуп. Также, допускается вставка несколько более толстого щупа, например на 0,35 мм, но он не должен продвигаться внутрь.
Затем, берётся щуп на 0,4 мм и вставляется в щель выпускного клапана - он должен проходить с едва заметным усилием, а вот у щупа на 0,45 мм, хода быть не должно. В целом, действия по регулировке данного клапана полностью повторяют манипуляции с предыдущим.

После регулировки, вертим штангу пальцами без всяких инструментов – она в идеале должна двигаться ровно, без зацепов и застопориваний. При обнаружении заеданий (перегибов), штанга правится или меняется полностью.
После окончания регулировки клапанов 1-го цилиндра, переходим к 5-му и повторяем с ним все предыдущие регулировочные действия.
Далее, залазим под машину и прокручиваем коленчатый вал сразу на пол-оборота (180 градусов), чтобы перейти к регулировке клапанов 2-го и 4-го цилиндров. А закончив с ними, проворачиваем маховик еще 2-ы по 180 градусов, согласно данным таблицы, чтобы отрегулировать оставшиеся клапана.
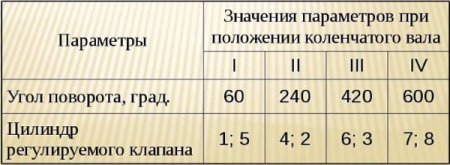
Таким образом, провернув маховик 4-е раза и каждый раз регулируя клапана в 2-х цилиндрах, вы вскоре завершите процесс выставления правильных зазоров.
Итак, регулировка клапанного механизма завершена, а значит теперь можно завести мотор и на практике оценить, как изменился в результате звук работы двигателя.

Для замены клапанов и их пружин, а также для притирки клапанов головку цилиндра разбирайте в следующем порядке:
– снимите форсунку;
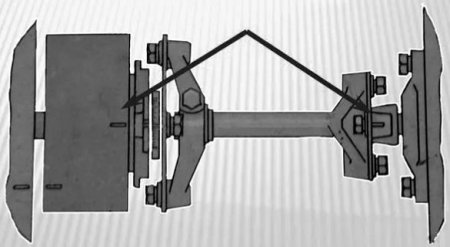
– установите головку в приспособление И-801.06.000 (рис. 1) так, чтобы штифты 4 вошли в отверстия под болты крепления головки;

Рис. 1. Разборка головки цилиндра в приспособлении И-801.06.000:
1 – винт; 2 – вороток; 3 – тарелки; 4 – штифт; 5 – головка цилиндра
– вращая вороток, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
– снимите сухари и втулки;
– выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
– выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом, клапаны притрите.
Для притирки клапанов приготовьте пасту из 1,5 частей (по объему) микропорошка карбида кремния зеленого, одной части масла для двигателя и 0,5 части дизельного топлива. Перед употреблением притирочную пасту перемешайте (микропорошок способен осаждаться). Затем нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением. Нажимая на клапан, поверните его на 1/3 оборота в любую сторону, затем на 1/4 обратно. Не притирайте клапаны круговыми движениями. Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояса 1 (рис. 2) шириной не менее 1,5 мм.

Рис. 2. Расположение матового пояска на седле клапана:
а – правильное; б – неправильное
По окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом. Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность: установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 с. При подтекании топлива постучите резиновым молотком по головке клапана. Если подтекание не устраняется, клапаны притирайте повторно.
При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 2.
Размеры клапана (рис. 3) приведены в табл. 1.

Рис. 3. Размеры клапана:
А – длина направляющей; Б – высота седла; D – диаметр отверстия под седло; D1 – диаметр тарелки; D2 – диаметр седла; D3 – диаметр стержня; D4 – внутренний диаметр направляющей; D5 – наружный диаметр направляющей; D6 – диаметр отверстия под направляющую; а – угол фаски седла; у – угол фаски клапана
Таблица 1
| Обозначения на рис. 3 | Размеры клапана, мм | |
|---|---|---|
| впускного | выпускного | |
| А | 75,0 | 75,0 |
| Б | 5,000-5,025 | 6,000-6,025 |
| D | 54.895-54.925 | 51,895-51,925 |
| D1 | 51,30-51,50 | 46,33-46,50 |
| D2 | 55,00-55,03 | 52,00-52,03 |
| D3 | 9,95-9,97 | 9,91-9,93 |
| D4 | 10,000-10,022 | 10,000-10,022 |
| D5 | 18,029-18,048 | 18,029-18,048 |
| D6 | 18,000-18,019 | 18,000-18,019 |
Вал распределительный
Диаметр промежуточных опорных шеек – 53,895-53,915
– втулки промежуточных опорных шеек – 54,00-54,03
– задней опорной шейки – 41,930-41,950
– втулки задней опорной шейки – 42,000-42,015
Зазор в сопряжении втулка – промежуточные опорные шейки распределительного вала:
– номинальный – 0,085-0,135
– допустимый – 0,250
Зазор в сопряжении втулка – задняя опорная шейка распределительного вала:
– номинальный – 0,050-0,085
– допустимый – 0.200
Зазор в сопряжении торец подшипника – ступица шестерни:
– номинальный – 0,15-0,30
– допустимый – 0,4
Толкатель клапана
Диаметр стержня толкателя – 21,93-21,95*
– отверстия направляющей толкателя – 22,000-22,023
Зазор между стержнями толкателя и направляющей:
– номинальный – 0,050-0,093
– допустимый – 0,20
*Начиная с 1984 года – 21,799-21,820. Взаимозаменяемость толкателя сохраняется.
Клапаны (впускные и выпускные)
Допустимый зазор между стержнем и направляющей клапана – 0,2
Угол фаски седла – 44°45'-45°
– клапана – 45°30'-45°45'
В случае необходимости, переоборудование автомобиля КамАЗ более мощным (250 л.с.) и менее дорогим минским мотором Д-260.12Е2 Вам поможет произвести ООО "Автодвор Торговый Дом" г. Харьков.
В процессе эксплуатации двигатель автомобиля КамАЗ изнашивается и теряет свои ходовые характеристики. Не являются исключением и клапана мотора. Процессы, происходящие в двигателе во время работы, приводят к постепенной разбалансировке клапанов (увеличению тепловых зазоров клапанов).

Недостаточно большие зазоры приводят к перегреву, подгоранию и быстрому износу частей мотора. Слишком большие отверстия в свою очередь приводят к пропусканию воздуха, из-за чего падает КПД силового агрегата.
Чтобы сохранять характеристики двигателя на максимальном уровне и избежать раннего ремонта двигателя, улучшить ходовые качества машины и снизить расход топлива, необходимо своевременно проводить регулировку клапанов в двигателе КамАЗ 740.
Процесс регулировки
Перед началом регулировки клапанов КамАЗ 740 требуется остудить двигатель. Процедуру можно начинать уже через пол часа после остановки машины. Перед этим нужно провести подготовку:

Далее необходимо проверить фиксацию головок цилиндра. Болты требуется подтянуть в случае свободного хода или недостаточно крепкого положения (нормальное положение 16-18 кгс/м). Для дальнейшего продолжения разборки необходимо совершить поворот моховика (фиксатора) в нижнее положение. Фиксатор упрется в сам маховик. Далее демонтируется крышка картера маховика. Она находится под машиной и крепится болтами. Далее необходимо вставить в отверстие круглый предмет и крутить его по часовой стрелке.
Далее необходимо вращать маховик до входа в зазор. На нем имеются 12 меток, каждая из которых соответствует одному клапану. Для успешной регулировки двигателя необходимо найти первую метку. Для этого нужно найти двенадцатую, после чего повернуть маховик на 1 оборот. Полоски на передней муфте и торце ТНВД должны совпадать.
Следует отметить, что процедуру подготовки удобнее всего выполнять вдвоем. Один человек занимается вращением маховика, другой следит за метками. Метки должны совпадать. В то же время отжатые пружины свидетельствуют о том, что маховик зашел в паз и можно приступать к регулировке.
Далее приступаем к регулировке зазоров клапанов КамАЗ 740 своими руками. Клапаны регулируются попарно, при этом коленчатый вал вращается вручную. Один переход между клапанами составляет 30 градусов, а значит за раз маховик нужно вращать на 60.
Процесс регулировки для каждой пары клапанов одинаков и выглядит следующим образом:
- ослабить кантовочную гайку регулировки клапана;
- при помощи щупа оценить зазор;
- произвести регулировку при помощи отвертки.
Клапаны в двигателе расположены парами: один – впускной, второй – выпускной. Для первого оптимальный зазор – 0,3 мм, для второго – 0,4. Производится ослабление гайки, вставляется щуп нужной толщины, гайка затягивается.
Чтобы не перепутать клапаны, следует помнить, что для левого ряда спереди находятся выпускные клапаны, для правого – впускные.
Во время вращения маховика ломиком необходимо каждый раз проверять правильность вращения, обращая внимание на метки и клапаны. Ломик также может выскочить из паза, если его не застопорить.
Если настройка клапанов не проходит успешно, требуется вытянуть ломик, разобрать шток фиксатора маховика и проверить цилиндры. Детали устройства могут быть повреждены или сильно изношены. Не нужно забывать застопорить ломик после ввода его в нужное положение.
После проведения операции не нужно спешить с монтажом крышек. Следует включить двигатель. О правильно проведенной операции сообщит звук мотора: неправильно отрегулированные клапаны издают характерный стук.
После проведения регулировки всех 16 клапанов можно приступать к сборке двигателя в обратном порядке:
- монтировать крышку картера;
- установить фиксатор маховика в верхнее положение;
- поставить крышки головок цилиндров.
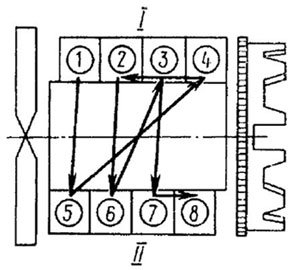
Порядок регулировки клапанов КамАЗ 740
Правильная регулировка клапанов соответствует порядку движения их в двигателе. В большинстве моторов КамАЗ 740 проводится с интервалом в 60 градусов. Для этого нужно поворачивать ломик на 2 положения поршней. При этом происходит поворот коленчатого вала на 1 оборот, то есть на 180 градусов. В большинстве моделей регулировка происходит последовательно попарно в следующих цилиндрах:
- первый и пятый;
- второй и четвертый;
- третий и шестой;
- седьмой и восьмой.

Некоторые модели двигателей могут отличаться от стандартной схемы. Перед началом операции требуется посмотреть документацию к мотору, а именно схему последовательности регулировки для данной модели. Кроме последовательности клапанов в них указаны оптимальные зазоры и давление на гайки. В некоторых моторах вместо обычных для КамАЗа 0,3 и 0,4 мм. указаны величины в 0,25 и 0,35 мм. Кроме того, в документации указаны величины оптимальной затяжки винтов клапанов и креплений головок блоков цилиндров. Для разных моделей двигателя они отличаются в зависимости от массы и объема силового агрегата.
Попутно во время работы можно проверить состояние частей мотора, очистить внешние части и поддоны от загрязнений.
После проведения всех необходимых операций необходимо осуществить проверку фиксаторов. Далее следует обкатка машины. Проверяется шум двигателя, мощность мотора, расход топлива. При правильно проведенной регулировке все эти показатели должны быть в норме, что повысит эффективность работы машины и снизит ее износ.
Читайте также: