
Приклад своими руками из пластика

теперь полировать цилиндр, устанавливать пружину от Гаммо Хантер (нужна или проточка поршня, или затыльника или подрезка пружины), утяжелитель в поршень, и по возможности уплотнитель в манжету поршня, если силиконовая, или замена на силикон+ уплотнитель и вы не узнаете свою пневму, если есть доступ к фрезеру то уплотнение стыка между стволом и казенником резинкой по кольцевому пазу.
Круто получилось, плюсик
Я такую же летом срукожопил.
Только покрывал разведённой эпоксидкой, а затыльник сделал из тапка.
Сошки это не выбор джедая, используй стрелковый мешок.
Для мурки ок. Даже проживет долго, если аккуратно пользоваться. Да и нагрузок там нет никаких.
А к винтовке с таким прикладом я бы не подошел. Есть немаленький шанс получить в лоб казенной частью. Ну это гадание по картинке, конечно.
За внешний вид 4+. Цевье я бы сделал более округлым.
Приклад начинающего всегда узнаётся по деревянному (а не металическому) защитному кольцу спускового крючка. ЗдОрово сделать чтото своими руками!
Мне делал мастер из берёзы под Hatsan mod 90 с газовой пружиной. не продержался и месяца - треснул вдоль всего ложа )) Стоило такое удовольствие 6000 рублей. Вы молодец, что сами сделали из фанеры, должно получится очень крепко + мр-512 не так сильно лягается ) К тому же пистолетная рукоять это супер удобно!
Молодца! Руки из правильного места!
P.s. Интересный дизайн получился.
Работа заслуживает уважения, но уж больно хрупкая конструкция на вид.
@SunFunSon , скажи пожалуйста, ты чертежи ложа где то нашел или сам сделал?
Очень классно сделано. ТС немного доработать конструкцию и можно самому продавать "в интернете дорого" :)
Автор отпишитесь, как сейчас чувствует себя ложе?
сошки блять
на пружинно-поршневой винтовке :D
на ппп сошки не ставят, стреляют с мешка, если уж опора нужна
Высоту подщечника как подбирали? Не высоковат? А если снять оптику и использовать открытый прицел? Какая получилась развесовка?
Сколько ебни из-за мурки. =) Не знаю даже, какую аллегорию вывести. Ну, это примерно как взять китайский нож из жести, который при попытке разрезать им масло переламывается у хвостовика и запилить на него фигурную рукоять из оленьего рога.
Кстати, там что, сошки? Учитывая, что у мурки разброс на расстоянии свыше 10 метров - сантриметров пять, сошки умиляют.
Автор, конечно, заслуживает всяческого уважения за такую работу, но чес-слово, как-то странно это - выкладывать высохшую коровью лепешку на бархатную подушечку, аки самоцвет.
а зачем вообще усиливать?
Вот таку покупаешь китайскую пластмаску и переделываешь ее в боевую винтовку и начинаешь играть в Hitman в режиме реальной реальности) Простите за тавтологию

Середина нулевых, возвращаемся с отчимом (Царствие ему Небесное) с дачи на машине. А так как я в то время я был пневмонутым фанатом, то без одной из своих пневматических винтовок на дачу не ездил. А так как я на даче порвал оружейный чехол, винтовку в город пришлось везти не зачехлённой. И когда выходил из машины возле подъезда, естественно взял винта за цевьё и быстрым шагом понёс её мимо опешевших от увиденного бабулек. А "дрын" там был знатный, да ещё и с оптикой. Для обывателя на первый взгляд, это здоровенная хищная винтовка с глушителем (на самом деле утяжелителем ствола) и здоровым оптическим прицелом (на самом деле не дорогим прицелов Leapers).
Так вот, на следующий день к нам наведывается участковый. Мол- молодой человек, вы владеете оружием?
Я- Да, конечно, есть несколько единиц пневматических винтовок.
- А покажите?
- Пожалуйста! Провожу его в квартиру и показываю ему три винтовки.
А стальные, которые могли у него вызвать профессиональный интерес, я естественно ему на глаза не показывал. Так же показал сертификаты на них. Как потом он мне рассказал, к нему вчера прибежали две бабки и начали утверждать, что в нашем подъезде появился "киллер наверное" и явно хочет устроить покушение на мэра Петербурга, и живёт он в такой- то квартире, по адресу появляется раз в год на полтора месяца и потом пропадает. Потом постоял с участковым на лестничной клетке, поговорили и посмеялись над бабками. Тот говорит, что подобные нелепые доносы от бабок на него сыплются очень часто, и что не отреагировать на них он не имеет права, ибо эти старые кошёлки потом начинают жаловаться его начальству. Но надо отдать должное, что за два года его работы участковым в нашем районе, благодаря этим кошёлкам он на горячем предотвратил с десяток квартирных краж или поймал самих воров. Вот говорит, и не знаю, или ненавидеть этих старушенций душой, либо уважать.
Изготовление изделий литьем с учетом современных материалов стало делом вполне доступным, довольно простым и малозатратным. Рассмотрим вариант с использованием полиуретана для заливки и силикона для создания формы.
Понадобится
Технология отливки полиуретановых изделий в силиконовые формы
В первую очередь, необходимо распечатать мастер-модель с литниковой системой на 3D принтере. Или взять готовую деталь, которую необходимо повторить, приклеить зубочистки в роли литников. Она будет нужна для изготовления многоразовой силиконовой формы.


Как происходит процесс литья
Силиконовую форму ставим на подложку. Если она будет использоваться многократно, то ее периодически смазываем разделителем на основе керосина или вазелина.
Сверху силиконовую форму придавливаем рассредоточенным грузом (гнетом) весом до одного килограмма. Чтобы заливка литьевого материала протекала аккуратно и быстро, выполняем бумажную воронку. После чего, можно считать, форма подготовлена к литью.


Для качественного смешения нужны прецизионные весы и пластиковый стаканчик. В основу можно добавить краситель любого цвета, который продается отдельно. На 1 кг полиуретана нужно 90-100 капель красителя.


Наливаем в стаканчик на весах 22 грамма жидкого полиуретана и 13,2 грамма затвердителя и тщательно размешиваем в течение 30 секунд, не более, так как он уже начнет затвердевать. При перемешивании мы почувствуем, что стакан нагревается, значит процесс полимеризации начался. Смесь готова к заливке.
Заливаем микст без перерыва, пока из литников не пойдет жидкий полиуретан. Первичное затвердевание займет минуты две, а полное – 10-15 минут, но лучше подержать заливку в форме 20-30 минут.




Кроме того, силиконовая форма отличается большой гибкостью, что также способствует легкости извлечения отливки из нее без всякого труда.


Остается слегка обработать отверстия, отломать или отрезать литники и просверлить дрелью отверстия. После этого отлитое изделие практически не отличается от мастер-формы.

Сравнение метода литья и 3D печати
Литье по сравнению с 3D печатью – процесс быстротечный. Чтобы напечатать такую коробочку на 3D принтере, понадобится 4,0-4,5 часа. При этом 3D модель часто получается бракованной и все надо начинать сначала. Процесс литья же максимально занимает 30 минут. Следующий момент – это дешевизна. Литье более чем в 3 раза дешевле 3D печати.
Смотрите видео






Все материалы добавляются пользователями. При копировании необходимо указывать ссылку на источник.

Современные композитные материалы позволили самостоятельно изготавливать пластмассовые детали самостоятельно, своими руками.
Сегодня узнаем, как происходить литье пластиковых деталей в домашних условиях.
Немного о технологии литья в домашних условиях

За два часа 5 пластмассовых изделий
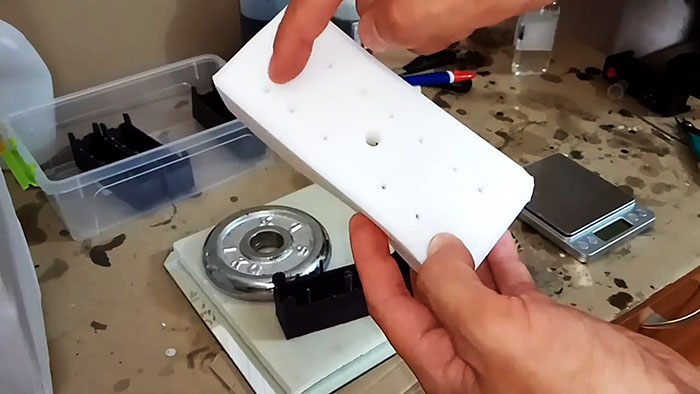
Для изготовления пластмассовых изделий потребуется некоторая подготовка – нужно изготовить силиконовую матрицу, а также подложку-столешницу из этого же материала.
Формы для литья изготавливают из высококачественного силикона “Эластолюкс”. В роли исходника берут мастер-модели, сделанные на 3D принтере, или же оригинального модели промышленного производства.
Подложки, как правило, делают из более дешевых силиконовых материалов, например, “Эластоформ”.
Процесс изготовления пластмассовой заготовки

Литье пластмасс в силикон
В роли литьевого материала будем использовать двухкомпонентный полиуретан “Уникаст 9”, состоящий из непосредственно самого полиуретанп и затвердителя.
Цена за 1 упаковку этого расходника в магазинах составляет около 900 рублей, где о.5 кг основы и 0,3 затвердителя.
Шаг №1 – подготовка полиуретана
Поскольку изделие требуется темного цвета, то вначале в основу нужно добавить колер. Продаётся он отдельно. На одну упаковку “Уникаст 9” требуется около 100 капель – для темно синего цвета.
Чтобы оттенки изделий не отличались, колер нужно добавлять на весь объем полиуретановой основы.
Шаг №2 – подготовка литьевой формы

Силиконовую форму перед началом работ нужно подготовить – обработать её разделителем. Для этой роли отлично подойдут как вазелиновые смеси, так и разделители на керосиновой основе.
Шаг №3 – фиксация литьевой формы на подложку

Добавляем гнёт на форму
Поскольку в качестве основания для силиконовой формы используется подложка из аналогичного материала, то они плотно друг к другу прилегают. Однако для того, чтобы полностью исключить подтёки раствора, нужно форму прижать к силиконовой подложке дополнительным грузом.
Шаг №4 – воронка для литья

Из бумаги делаем одноразовую воронку и вставляем её в литник формы.
Шаг №5 – подготовка полиуретанового состава

Готовим реактивы к смешиванию
Для этой цели лучше пользоваться точными электронными весами.
Помещаем пластиковую ёмкость на весы и обнуляем последние.
Наливаем нужное количество полиуретановой основы – для каждой формы объём высчитывается отдельно.
Добавляем затвердитель из расчета 0,6 к 1. Т.е. на 20-ть грамм основы нужно 12 грамм затвердителя.
Шаг №6 – перемешиваем реактивы

Не более 30 секунд
Перемешивать не более 30 секунд – быстро начинается химическая реакция, о чём свидетельствует нагревание смеси.
Шаг №7 – литьё
Выливаем содержимое из ёмкости в силиконовую матрицу.
Шаг №8 – вынимаем изделие из формы

Чтоб достать, нужно удалить ножки из литников
По прошествии 20 минут можно доставать пластмассовое изделие.
Для этого удаляем воронку с застывшими излишками пластика, а из литников выбираем пластмассовые “ножки”.

Достаём готовое изделие из формы.
Результат и подведение итогов

Изделие получилось отличного качества, на весь процесс ушло около 30 минут. Осталось лишь немного доработать заготовку: отрезать ножки литников, немного зачистить изделие шкуркой.
Если сравнивать эту технику изготовления пластмассовых изделий с ЗD печатью, то можно с уверенностью сказать, что литьё выигрывает по скорости изготовления: 1 шт за 30 минут против 4- часов. Что касается стоимости сырья, то у 3D печати оно дороже в 3-3,5 раза.
Читайте также: