
Чпу плазморез своими руками
На промышленных предприятиях, небольших мастерских, при проведении строительных и ремонтных работ используются ручной плазморез, когда необходимо сделать сварку или резку изделий из металла, а также специальное оборудование оснащенное системами ЧПУ. Для выполнения небольших по объему работ, может использоваться плазморез собранный своими руками из инвертора, который способен обеспечить высокое качество реза или шва с учетом выполняемых операций.
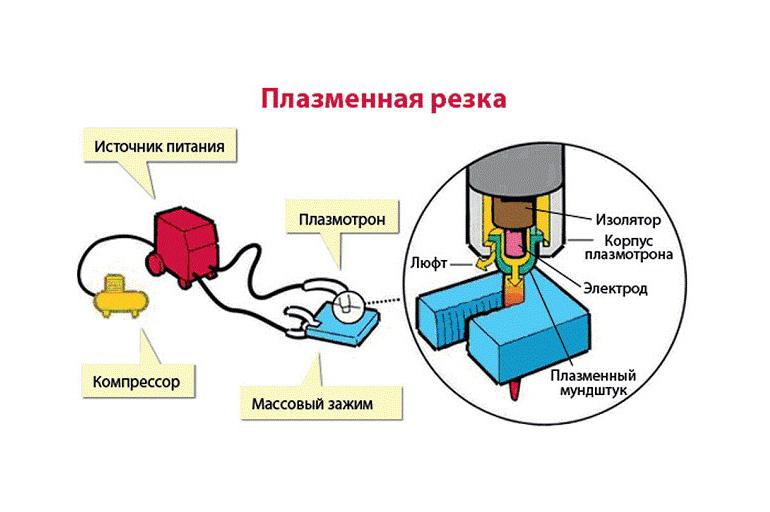
Принцип действия плазмореза
При включении источника питания ток начинает поступать в рабочую зону во внутреннюю камеру плазмореза, где активируется электрическая дежурная дуга между наконечником сопла и электродом. Образующая дуга заполняет канал сопла, куда под большим давлением начинает подаваться воздушная смесь, которая за счет высокой температуры 6000-8000 °C сильно нагревается и увеличивается в объеме от 50 до 100 раз. За счет внутренней формы сужающегося сопла, которое имеет форму конуса поток воздуха, сжимается, разогреваясь до температуры на выходе равной 25000 — 30000 °C, с образованием плазменной струи производящей резку обрабатываемой болванки. Причем первоначально активированная дежурная дуга гаснет и активируется рабочая между электродом и изделием из металла. Образующиеся продукты от воздействия плазменного горения и плавки металла удаляются за счет силы струи.

Рис 1 Проведение операций по разделке металла, где необходим раскрой или сварка изделия, используя ручной самодельный изготовленный своими руками или профессиональный плазморез.
Оптимальными показателями для рабочего процесса являются:
- подача газа со скоростью до 800 м/сек;
- показатель тока может составлять до 250 — 400 А.

Схема 1. Чертеж процесса плазменной разделки обрабатываемого изделия.
Ручной плазморез собранный с использованием инвертора в основном применяется для обработки заготовок и отличается небольшим весом и экономным расходом электроэнергии.
Подбор составных частей плазмореза
Для сборки плазменного резака, используя чертежи (на базе инвертора), своими руками необходимы агрегаты:
- устройство подачи газа под давлением – компрессор;
- плазменный резак;
- электротехническое устройство – инвертор, обеспечивающий силу тока для образования электрической дуги;
- рабочие шланги высокого давления для подачи воздуха и защищенный электрический кабель.
Для подачи воздуха подбираем компрессор с учетом выходного объема в течение 1 мин. Производственные компании выпускают 2 вида компрессоров:
- аппарат поршневой;
- аппарат винтовой (который обладает меньшим расходом электроэнергии, легче, но 40-50% дороже).

Рис. 2 Плазморез (аппарат) с комплектом кабеля для резака и соединения с заготовкой (в качестве анода).
Поршневые компрессоры подразделяются на масляные и без применения масла, по принципу привода — с ременным или прямым соединением элементов.
При эксплуатации компрессоров необходимо соблюдать ряд правил:
- при отрицательной температуре окружающей среды необходимо предварительно прогревать масло, содержащееся в картере;
- необходимо регулярно менять воздушный (входной) фильтр;
- строго контролировать уровень масла в картере;
- не реже 1 раз полгода необходимо осуществлять полную очистку агрегатов от посторонних примесей;
- по окончании работ необходимо сделать сброс давления (с помощью регулятора) в системе.
При ремонтных работах часто используется продукция компании ORLIK KOMRESSOR (Чехия). Аппарат ORL 11 позволяет производить резку заготовки с использованием силы тока 200-440 А и воздушно-газового потока поступающего под давлением.
В комплект оборудования входит:
- компрессор;
- блок фильтров магистральных для воздушно-газовой смеси;
- осушители газа;
- ресивер.
На выходе из агрегата поступает очищенный воздух от масла, пыли и влаги. Примером винтовых компрессоров является продукция фирмы Atlas Copco (Швеция) серии СА. Устройство оснащено для очищения воздуха автоматической системой удаления конденсата.
Плазматрон — специальный аппарат, в котором с помощью электрического тока образуется электродуга разогревающая в камере подаваемый под давлением воздух с образованием режущего потока плазмы.
Резак состоит из элементов:
- специального держателя с электродом;
- изолирующей прокладки разделяющей сопло и электродный узел;
- камеры образования плазмы;
- сопла выходного для образования плазменной струи (см. чертежи);
- снабжающих систем;
- элементов тангенциальной подачи плазмы (на некоторых моделях) для стабилизации дугового разряда.
По способу выполнения работ (сварка или резка) резаки подразделяются:
- Двухпоточные, используемые в восстановительных, окислительных и инертных средах.
- Газовые инертные (с использованием гелия, аргона), восстановительные (водорода, азота).
- Газовые окислительные (в состав воздушно-газовой смеси входит кислород).
- Газовые с применением стабилизационной (газожидкостной) дуги.
Катод плазматрона изготавливается в виде стержня или вставок из вольфрама, гафния, циркония. Широкое распространение получили плазматроны с гильзовым катодом, применяемым при резке с использованием воздушно-газовой потока под давлением.
Для проведения резки изделий в окислительной среде используется пустотный катод, изготовленный из меди с принудительной системой охлаждения с помощью воды.

Рис. 3 Переносной аппарат (инвертор) для осуществления плазменной резки.
Плазморез двухпоточный (инверторный) оснащаются 2-мя соосными соплами наружным и внутренним. Поступающий газ во внутреннее сопло считается первичным, а наружное – дополнительным, причем газы могут иметь различный состав и объем.
Плазморез со стабилизацией дуги за счет подачи газожидкостного потока имеет отличие, которое заключается в подаче воды в факельную камеру для стабилизации состояния дугового разряда.
Для активации рабочей дуги в качестве анода используется заготовка, которая с помощью зажимов и кабеля подсоединяется к инвертору.
В качестве энергетической установки для осуществления процесса плазменной резки используется устройство (инвертор), обеспечивающее необходимую силу тока, которое обладает более высоким КПД, чем трансформатор, но возможности по обработке металла у трансформатора значительно выше.

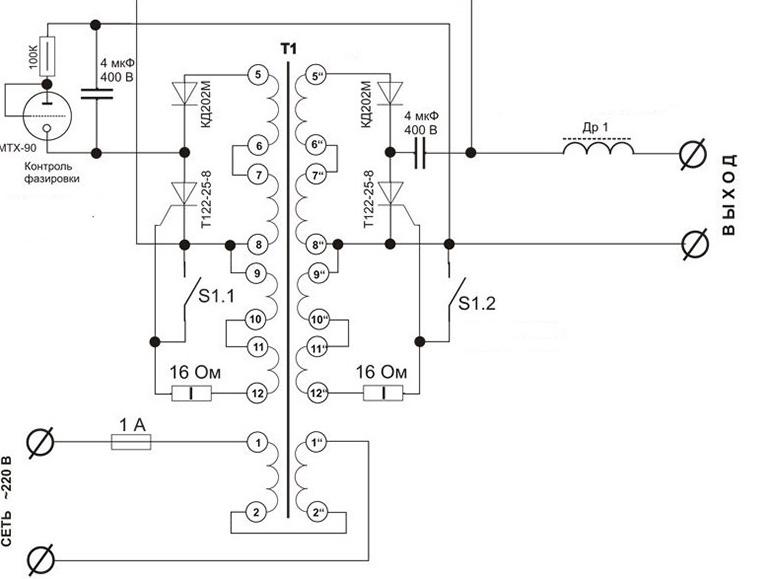
Схема 2. Чертеж источника питания плазматрона своими руками.
- возможность равномерно изменять параметры;
- небольшой вес;
- устойчивое состояние рабочей дуги;
- высокое качество реза или сварки.
В комплект оборудования также входит набор шлангов высокого давления для подсоединения стационарного компрессора и соединительный электрический кабель.
Для сборки плазмореза своими руками разрабатывается схема устройства с указанием необходимых агрегатов отвечающих требуемым характеристикам, которая должна включать все дополнения и изменения, используемые при сборке с приведением необходимых расчетов наиболее важных показателей. Самодельный плазморез своими руками можно собрать, используя готовые блоки и агрегаты, производимые специализированными компаниями при этом необходимо сделать точные расчеты и согласование выходных параметров протекающих процессов.
Особенности маркировки плазморезов
Выпускаемые промышленными предприятиями плазморезы можно разделить на 2 категории:
Ручные резаки более доступны по цене при необходимости сборки своими руками. Производимые модели имеют специальную маркировку:
- ММА – аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT – аппарат (плазморез) используется для разделки металла;
- TIQ — аппарат применяется для работ, где необходима аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки — 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси — 200 л/мин.), ресивер объемом 100 л.
Изготовление плазмореза с ЧПУ своими руками
Плазморез оснащенный ЧПУ должен иметь унифицированную сборку, используя чертежи, выполненные на основе подготовленного технического задания изделия, куда входят:
- стол рабочий;
- передача ременная;
- блок управления функциями;
- элементы шаговые;
- направляющие линейные;
- система регулировки высоты реза;
- блок управления ЧПУ;

Схема 3. Чертеж устройства инвертора для плазменной резки.
Чертежи всех блоков плазмореза можно приобрести с учетом требуемой мощности и характеристик установки и финансовых возможностей или сделать своими руками при наличии опыта и знаний.
Для комплектования и сборки станка с ЧПУ необходимо, используя чертежи, изготовить ряд элементов:
- основание для сварки стола;
- собирается прочная рама с последующей окраской;
- крепятся опорные стойки;
- собирается водяной стол;
- устанавливаются крепления и сами рейки;
- монтируются направляющие линейные;
- монтируется облицовка стола;
- устанавливаются направляющие совместно с порталом;
- портал оснащается двигателем и сигнальными датчиками;
- монтируются направляющие, двигатель направляющей Y и зубчатая рейка регулирования позиционирования;
- монтируется направляющая с оснащением двигателем;
- монтируется сигнальный датчик поверхности металла;
- монтируется кран для удаления воды со стола;
- прокладываются соединительные кабели-каналы X.Z.Y;
- провода изолируются и закрываются с помощью облицовки;
- монтируется рабочий резак;
- собирается и монтируется устройство с ЧПУ.
Проведение операций по изготовлению и сборке плазмотрона с ЧПУ, должны выполняться только при наличии квалифицированных специалистов. Схема устройства (чертежи) должна включать все необходимые элементы, обеспечивающие высокое качество работы и безопасность выполнения резки металла. Оснащение предприятий оборудованием с ЧПУ позволяет повысить производительность труда и сложность выполнения операций. Сделать производственные процессы, выполняемые с помощью оборудования с ЧПУ более экономичными за счет повышения производительности труда и сокращения скорости обработки изделий.
ЧПУ плазморез своими руками с нуля, нужна помощь!
ЧПУ плазморез своими руками с нуля, нужна помощь!
Понадобился плазморез для раскроя металла от 1мм до 40мм. в качестве источника плазмы будет использоваться Hypertherm Powermax 125
Вопрос в том, какие выбрать мозги? на сегодняшний день предложений не так много, хотелось бы разложить по полочкам.
1 - готовый контроллер с лсд экраном от компании Starfire SF-2100C + внешний авто регулятор высоты SF-HC25G + внешний делитель напряжения + внешние драйвера для шаговых двигателей
2 - готовый контроллер с лсд экраном от компании StatAi (Microstep) CC-S4D с встроенным авто регулятором высоты (485 torch height controller output current≤3A) + встроенные драйвера шаговых двигателей + внешний делитель напряжения, также от обеих компаний есть свои готовые оси Z, цены на эти модели практически одинаковые
3 вариант использование контроллера без дисплея подключаемого напрямую к компьютеру и управляемого через Mach3 . Мнения разнятся пишут что под виндой будут зависания при поджигах, с другой стороны более гибкие настройки
Какой привод лучше использовать, ремень, рейку, косозубую рейку? Направляющие Hiwin, либо круглые, Двигатели хотим взять NEMA 34 напрямую без редукторов.
Заранее спасибо за помощь !
Это на дешевых плазморезах с HF поджигом обычно происходит. У Хиперов 125 другой принцип.
Подобные контроллеры снимаем и ставим Mach3.
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
aftaev писал(а): Это на дешевых плазморезах с HF поджигом обычно происходит. У Хиперов 125 другой принцип.
Подобные контроллеры снимаем и ставим Mach3.
Расскажите поподробнее чем плохо подобные контроллеры по сравнение с Mach3, если можно ссылку - какой советуете.
Интересно как реализовать контроль высоты на Mach3, есть ли готовые варианты .
aftaev писал(а): напрямую без редукторов.
По мне плаха идея.
По совету человека собирающего чпу станки остановились на контроллере SF 2012, для начала будем использовать его. затем как говорят гуру скорее всего придется переходить на мач3.
вы имеете ввиду почему не серво двигатели?
ilya37rus писал(а): Собери с мач 3 за 500 рублей, а когда разберешься тогда и контроллер выберешь по вкусу
этот вариант тоже рассматривается, если не трудно скиньте ссылку на проверенного продавца на алике.
Какие все таки двигатели выбрать , шаговые без редукторные , редукторные или серво ?
Да не забивай себе мозг, собери простой, разберешься потом по ходу на комплектующие для следующего станка, ставь простые шаговые на зубчатых рейках , если с рейкой мне кажется надо редуктора ставить, что бы снизить нагрузку на подшипник в моторе при натяжке,а если с ремнями, то можно и прямо так, а китайца по рейтингу посмотри, не будет он себе репутацию портить из-за 7-6 баксов )
Очень интересная для меня тема. Осмелюсь изложить свое мнение по этому вопросу.
Если есть пк с лпт, то построить управление станка на mach3 по стоимости будет равено стоимости лицензии + 10-20$ на плату опторазвязки и добротный кабель лпт. С windows 7x32 embeded работает вполне стабильно.
Имея тот же комп и ту же плату опторазвязки на LCNC по деньгам может обойтись вообще бесплатно, если хватит ума его скнфигурировать(у меня пока не хватает, переход в процессе).
Шаговые двигатели подбирать нужно в зависимости от массы портала. У меня нема 23х76 вполне уверенно таскают портал, теоретическая масса около 60 кг. Шаговики через редуктор 1:4 по прямозубой рейке разгоняют до 4000 мм/мин при управлении с mach3 и до 6500 мм/мин при управлении с LCNC.
По поводу источника: я в живую не видел поэтому очень интересно как на 125 а режется лист 40 мм. По моим подсчетам маломощная плазма оптимальна при толщине до 16 мм, ну с учетом что это гипертерм то может мм до 20 она будет экономически целесообразна. Все что толще: газовый резак.
Еще очень интересно какого размера планируется рабочее поле? Если что то типо метр на метр то может быть и есть смысл в рельсах да направляющих. Если рабочий стол большой то смысла ни экономического ни практического по моим прикидкам нету. Можно придумать что оо попроще из подручных средств. Ну на сам портал(ось Х) для эстетики можно и поставить всетаки направляйки
Американский форум: задал вопрос — получил ответ.
Израильский форум: задал вопрос — получил вопрос.
Русский форум: задал вопрос и потом долго выслушиваешь какой ты м*дак.
ТНС (Torch Height Control )
Автоматический контроль высоты плазменной горелки по напряжению дуги.
"Сделать сложно и дорого — легко. Сделать просто и разумно — гораздо сложнее." Александр Журба.
Начнём с теории. При включении аппарата плазменной резки на катод (электрод) и деталь подаётся напряжение примерно 300В, т.к. катод и сопло не имеют контакта, разделены изолирующим диффузором, то ничего не происходит ток через эту цепь не идёт. Для "поджига" плазмы используется слабый высоковольтный разряд, длина его дуги до 20-30мм, как искра зажигания у машины или искра от кремния зажигалки. Эта искра создает токопроводящий мостик, через который пробивается рабочий ток. (хочу напомнить, что плазма - проводник). Источник тока плазмы контролирует силу тока, а напряжение имеет большой разбег 70-250В. Чем дальше горелка от детали тем больше длина плазмы тем больше сопротивление цепи вследствие чего выше напряжение. Для того чтобы держать сопло плазменной горелки на расстоянии 2-4мм от детали, нужно ориентируясь по напряжению 90-120В, управлять приводом оси Z .
Существует множество систем контроля высоты по напряжению дуги. И у всех есть свои преимущества и недостатки (в основном проблемы с надёжностью и ремонтопригодностью). Источник тока для плазменной резки в особенности дешёвые китайские излучают огромнейшие помехи во всех диапазонах. Для наглядности достаточно провести эксперимент: прикрепите кусочки проводов к обычному светодиоду, при включенной плазме он будет мигать в другом конце помещения. При работе плазменной резки глушится радио, телевизор, связь и виснут незаземлённые компьютеры.
По этому технологии контроля высоты плазмы с использованием микроконтроллера или полевых транзисторов в большинстве случаев обречены на недолгую и насыщенную настройками жизнь. Помимо прямого пробоя есть ещё и индуктивные наводки, которые представляют особую опасность для слаботочных низковольтных систем.
Сделать систему автоматического контроля высоты плазменной горелки по напряжению дуги на микроконтроллере AVR ( например ATmega8, ATmega32) пара пустяков. Вопрос в ремонтопригодности. Если такая система на микроконтроллере перестанет работать, то отремонтировать её может только её создатель, так же, если изделие на микроконтроллере нуждается в ремонте - то проще сделать новое с нуля , чем чинить чужое.
При разработке системы автоматического контроля высоты плазменной дуги прежде всего было уделено внимание простоте конструкции, и возможности отремонтировать своими силами обычному электрику в любом колхозе или ауле.
Для измерения напряжения плазменной дуги надо использовать высокоомный вход без конденсаторов и стабилитронов, чтобы не уменьшать силу искры поджига. Так же обязательна гальваническая развязка между измеряемым напряжением и исполнительными механизмами. Возможна автономность (от компьютера) работы.
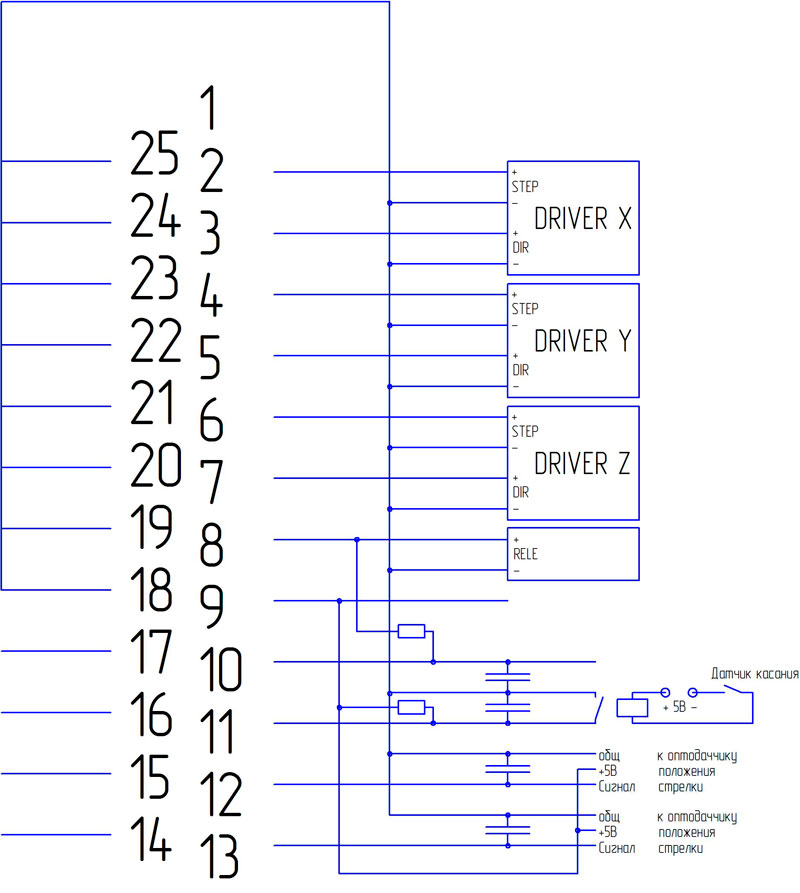
Схема ТНС системы автоматического контроля высоты плазменной горелки ЧПУ плазмореза
Вольтметр имеет три положения (установлены ограничители хода, и отражатель (маленький кусочек фольги)) "Меньше", "Норма", "Больше". В положении "Меньше" срабатывает первый оптодатчик и первое реле, в положении "Больше" срабатывает второй оптодатчик и второе реле, в положении "Норма" оба оптодатчика и реле в выключенном состоянии.
При включении источника тока плазмы напряжение на входе 300В, стрелка отражает луч оптодатчика "Больше", срабатывает первое реле и мотор опускает горелку. Происходит контакт горелки с деталью, загорается плазменная дуга, напряжение падает до 60В, стрелка переходит в положение "Меньше", срабатывает второй оптодатчик и второе реле, мотор поднимает горелку, до тех пор пока не будет положение стрелка "Норма". Когда источник тока плазмы выключается стрелка переходит в положение "Меньше" и второе реле поднимает горелку до срабатывания ограничивающего концевика. (Лампочка (на видео) включена параллельно моторчику для уменьшения холостого "выбега", т.е. без лампочки или гасящего резистора после срабатывания концевика моторчик продолжает вращаться по инерции, а гасящее сопротивление (лампочка) "тормозит" моторчик после отключения питания)
С использованием шагового двигателя и под управлением оси Z программой Mach3
Основа как описано выше, только в приводе оси Z задействована программа Mach3 преимущество данного варианта - точная высота прокола и расширенные настройки ТНС.
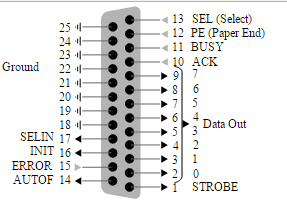
Подключение
2 - шаг мотора X ,
3 - направление мотора Х,
4 - шаг мотора Y ,
5 - направление мотора Y ,
6 - шаг мотора Z ,
7 - направление мотора Z ,
8 - выход включения плазмы,
9 - выход +5в для подтяжки входов
10 - вход THC ON сигнал включения ТНС,
11 - вход касания поверхности,
12 - вход THC UP сигнал ТНС вверх,
13 - вход THC DOWN сигнал ТНС вниз
Тактика работы: пример G кода
G0 X50.0000 Y 5 0.0000 ' холостое перемещение
G31 Z-150 F400 'опускаем до касания до -150 со скоростью 400 мм в минуту
G92 Z-4 'обозначаем Z как -4
G0 Z1 'поднимаемся до 1мм
M3(PLasma On) ' включаем плазму
G4 P0.5000 ' ждём 0,5 сек
G1 X0.0000 Y 0.0000 F600.00 ' рабочее перемещение со скоростью 600 мм в минуту
G4P0.50
M5 (Plasma Off)
G0 Z50 ' поднимаем голову на 50мм
M30
или тоже самое можно организовать с применением макросов
C:\Mach3\macros\plasma
m3.m1s
ActivateSignal(Output2) 'подаем +5В на выход 2 ЛПТ
Code "G31 Z-50 F1000" 'опускаем до касания до -50 со скоростью 1000
While IsMoving() ' Подождать пока произойдет касание
Wend
Code "G92 Z-3" 'обозначаем Z как -3
Code "G0 Z1" 'поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() 'включаем плазму
Code "G4 P0.5000" 'пауза 0,5 сек
Code "F1000" '
m5.m1s
Code "G4 P0.5000" 'пауза 1 сек
DoSpinStop() 'выключаем плазму
DeactivateSignal(Output2) 'подаем 0 на выход 2 ЛПТ
Code "G0 Z100"
While IsMoving()
Wend
Тогда тот же код будет таким:
G0 X50.0000 Y 5 0.0000 холостое перемещение
M3(PLasma On) включаем плазму
G1 X0.0000 Y 0.0000 рабочее перемещение
M5 (Plasma Off)
M30

ОБОРУДОВАНИЕ
Аппараты для плазменной резки помогают формировать заготовки любой конфигурации. Они способны работать со всеми металлами, используются во многих сферах промышленности. Применяются приборы и в домашних условиях. Поскольку во многих мастерских присутствуют сварочные агрегаты, можно делать плазморезы своими руками из базовых аппаратов.

Назначение плазменного резака
Прибор используется для раскроя металлических листов и заготовок. Температура плазмы, выпускаемой соплом горелки, достигает 8000 °С. Это помогает без труда нарезать детали из любых материалов, в т. ч. тугоплавких.
Плазморезы применяются при:
- изготовлении различных металлоконструкций;
- прокладке коммуникационных линий;
- резке жаропрочных легированных сталей, содержащих титан, молибден и никель (такие материалы плавятся при температуре свыше 3000 °С);
- раскрое тонколистового металла (плазморез обеспечивает высокую точность воздействия).
Типовая конструкция плазмореза
Стандартный плазменный резак включает в себя следующие компоненты:
- Блок питания. Используется для подачи тока на стержень.
- Плазмотрон. Важная часть аппарата, которая отличается сложным строением. В этом блоке под влиянием тока образуется мощная плазменная струя.
- Осциллятор. Применяется для быстрого розжига дуги и ее поддержания.
- Компрессор. Создает мощный поток воздуха, попадающий в горелку. Это способствует охлаждению плазмотрона, нагреванию плазмы, автоматическому удалению расплава с места резки.
- Кабель-шланг. Через этот элемент осуществляется подача тока в горелку. Это способствует ионизации газа, возбуждению электрической дуги. Кроме того, через трубку под давлением поступает воздух.
- Провод массы.
Как работает устройство
Чтобы правильно собрать плазменный резак своими руками, нужно разобраться в принципах действия этого аппарата.
Процесс образования плазмы
После активации источника питания ток начинает поступать на электрод. Это способствует появлению сварочной дуги, температура которой достигает 8000 °С. На следующем этапе в камеру сопла нагнетается сжатый воздух, проводящий электрический заряд.
.jpg)
Газовая смесь ионизируется под влиянием дуги. Объем воздуха многократно увеличивается, он сильно разогревается.
Как происходит резка
Посредством сопла из плазматрона выводится мощная струя ионизированного газа, температура которого продолжает быстро расти. Скорость потока достигает 3 м/с. За счет этого осуществляется резка металлических заготовок. При попадании плазмы на поверхность электрический ток передается ей. Изначальная дуга гаснет, образуется новая, называемая режущей.
Принципиальная схема устройства
На типовом чертеже самодельного плазмореза отображают следующие элементы:
- Электрод. На этот компонент поступает напряжение от блока питания, благодаря чему осуществляется ионизация газовой среды. Для производства стержня используют тугоплавкие металлы – титан, гафний, цирконий.
- Сопло. Узел пропускает воздух, создает направленную струю из ионизированного газа.
- Охладитель. Отводит тепло от сопла, препятствуя перегреву плазмотрона.
Собираемый по типовой схеме аппарат имеет следующий принцип работы:
Плюсы и минусы
К преимуществам использования плазменного оборудования перед другими методами резки относят:
- возможность работы со всеми металлами и сплавами;
- высокую производительность аппарата;
- увеличенную точность воздействия, помогающую получить ровный срез без наплывов и потеков;
- отсутствие необходимости предварительного нагрева деталей;
- отказ от использования взрывоопасных газов – метана или кислорода.

Отрицательными сторонами плазменной резки считают:
- сложность сборки самодельного аппарата, высокую стоимость готовых установок;
- необходимость организации отдельного блока управления для каждого оператора;
- угол среза не более 50°;
- повышенный уровень шума от работающего оборудования.
Самостоятельное изготовление насадок
К сменным насадкам относятся сопло и электрод.
При их изготовлении учитывают следующие моменты:
- Для плазменной сварки и резки подойдут электроды из тугоплавких металлов. При нагревании на их поверхностях образуются жаропрочные оксидные пленки. Однако при выборе металла учитывают, что некоторые вещества выделяют токсичные пары или образуют радиоактивные соединения. Гафний – оптимальный вариант для изготовления электрода к самодельному резаку.
- От параметров сопла зависят качество среза и скорость работы. Делать деталь слишком длинной нельзя: она быстро износится. Рекомендованный диаметр сопла – 3 мм.
Переделка из инверторного аппарата
Правильно собрать плазморез из сварочного инвертора своими руками можно, тщательно изучив принципы изготовления, купив все нужные детали.
Чертеж плазмореза на основе инвертора
Самодельные устройства рекомендуется собирать по типовым схемам, например на основе аппарата АПР-91. Необходимо четко придерживаться готовых чертежей. Это поможет правильно установить все конструктивные элементы, сделать работоспособное устройство.
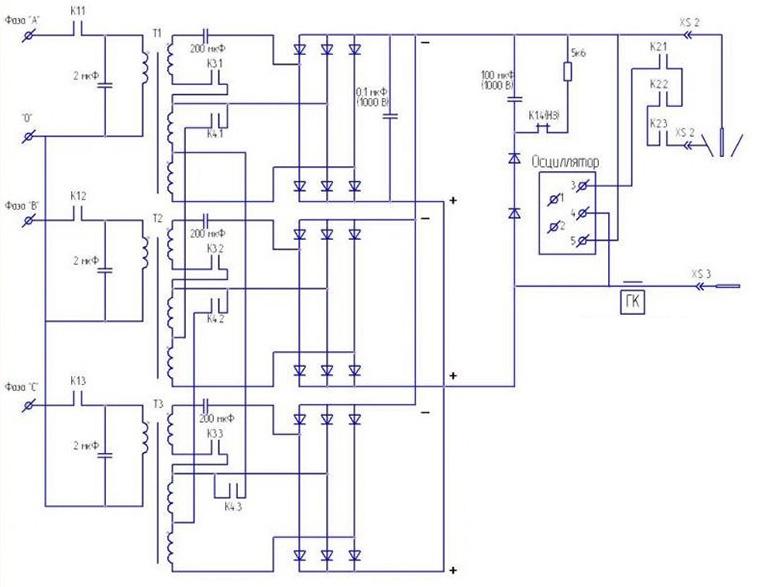
Схема и изготовление осциллятора
Блок используется для генерации высокочастотных токов. Он функционирует в импульсном или непрерывном режиме. Осциллятор помогает быстро подготовить резак к работе.
Электрическая схема этого узла включает в себя:
- преобразователь (выпрямитель);
- ряд конденсаторов;
- блок питания;
- управляющие элементы;
- импульсный модуль;
- датчик напряжения.
.jpg)
Все компоненты размещают на текстолитовой плате толщиной более 1 см. Осциллятор включают в цепь параллельно с инвертором.
Необходимые детали и возможность их самостоятельного изготовления
Для изготовления плазмореза требуется мощный источник питания. Лучший вариант – сварочный инвертор, выдающий стабильное напряжение.
Также потребуются следующие компоненты:
- Блок питания. Для формирования этого узла используют сварочный инвертор, работающий с постоянным током. Переделывать его не нужно: устройство обладает всеми необходимыми для работы параметрами.
- Плазмотрон. Этот компонент рекомендуется покупать в готовом виде, создавать его самостоятельно сложно. . Устройство паяют по простой схеме. Однако людям, не разбирающимся в электротехнике, рекомендуется приобретать модуль в готовом виде.
- Компрессор. Для самодельного агрегата подойдет любая деталь, например от краскопульта.
- Кабель-шланг. Этот элемент можно сконструировать из кислородного шланга и стандартного провода. Однако желательно приобрести готовый набор, включающий все необходимые компоненты.
- Кабель массы. Снабжается зажимом для фиксации на разрезаемой детали.
.jpg)
Процесс сборки плазмореза
Для подготовки оборудования к использованию плазмотрон соединяют с компрессором и инвертором.
Для этого потребуются кабель-пакеты, с которыми работают так:
- Провод подачи электрического тока применяют для соединения электрода с инверторным сварочным аппаратом.
- Воздушный шланг подключают к плазменной горелке и компрессору. В результате из воздушного потока должна образовываться струя плазмы.
О дальнейшей эксплуатации
Разрезаемый металл расплавляется только в точках воздействия, поэтому важно следить за перемещением потока. При смещении воздушно-плазменной струи качество работы ухудшается. Для соблюдения важного требования применяют тангенциальный способ подачи газа в камеру сопла.
Также следят, чтобы одновременно не формировались 2 плазменные струи. Из-за этого инвертор быстро выходит из строя.
Во время резки контролируют следующие показатели:
- Скорость движения воздуха. Она не должна резко повышаться. Качественный срез получается, если параметр составляет 800 м/с.
- Силу тока, подаваемого инвертором. Она должна составлять не более 250 А.
.jpg)
Резак на основе трансформатора
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
.jpg)
Пример грамотного чертежа
На правильно составленной схеме должны отображаться все элементы вне зависимости от мест их расположения.
.jpg)
Главная цель разработки чертежа – установка связей между компонентами оборудования, ознакомление пользователя с принципами действия будущего плазмореза.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.
При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника – 107 мм²;
- число витков первичной обмотки – 225, вторичной – 205.
.jpg)
После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги – 1,5 мм². Рекомендованный диаметр воздушного шланга – 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
На заключительном этапе сборки подключают кабели массы, сварочного стержня и начальной дуги к клеммам на блоке питания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Что лучше брать за основу: инвертор или трансформатор
Источник питания первого типа можно использовать, не внося в его конструкцию существенных изменений. Достаточно подключить к инвертору осциллятор. Трансформатор требует полной переделки.
Кроме того, он имеет следующие недостатки:
- большие размер и вес;
- высокое энергопотребление.
Инвертор делает резку более качественной, расходует меньше электричества, поддерживает стабильную дугу. Однако он чувствителен к скачкам напряжения.
Читайте также: