Зеркало для сварки труб пнд
Сварочное зеркало (нагревательный элемент) РОВЕЛД HE 300, предназначенное для стыковой сварки труб с трубами, труб с фасонными деталями 300 мм. Используется для работы навесу или фиксации на верстаке при помощи струбцины,с круглым исполнением. Свариваемые материалы: ПБ, ПЭ, ПП, и ПВДФ.
Алюминиевый нагревательный элемент (зеркало) для сварки пластиковых труб до 110 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен встроенным терморегулятором.
Алюминиевый нагревательный элемент (зеркало) для сварки пластиковых труб до 110 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен настраиваемым электронным терморегулятором.
REMS ССГ 110/45° - высокопроизводительное устройство для стыковой сварки труб до 110 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
REMS ССГ 125 EE - высокопроизводительное устройство для стыковой сварки труб до 125 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
REMS ССГ 180 EE - высокопроизводительное устройство для стыковой сварки труб до 180 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
Сварочное зеркало Polys P-4a 160/200mm Flat предназначено для сварки встык труб до 160 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
REMS ССГ 280 EE - высокопроизводительное устройство для стыковой сварки труб до 280 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
Сварочное зеркало Polys P-4a 250/300 mm Flat предназначено для сварки встык труб до 250 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
Сварочное зеркало Polys P-4a 315/380 mm Flat предназначено для сварки встык труб до 315 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
Алюминиевый нагревательный элемент (зеркало) TP 300 TE для сварки пластиковых труб до 280 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен настраиваемым электронным терморегулятором.
Ручной нагревательный элемент для сварки встык пластиковых труб до Ø 120 мм с изгибом на 30 градусов. Напряжение 230 В, мощность 0,9 кВт.
Ручной нагревательный элемент для сварки встык пластиковых труб до Ø 250 мм с контролем температуры. Напряжение 230 В, мощность 1,4 кВт.
Инструкция по технологии стыковой сварки полиэтиленовых труб
При монтаже трубопровода свариваются одна неподвижная труба (ранее смонтированная часть трубопровода) и одна подвижная труба (очередной хлыст). При сварке стыковых соединений труб на цеховых машинах, как правило, обе трубы подвижные. В любом случае, чтобы выполнить режимы стыковой сварки, необходимо обеспечить соосность труб, а также возможность прижима торцов труб к нагревателю и затем друг к другу с контролируемым усилием. Для этой цели служит центратор (рис.2).
Центратор – конструкция, состоящая из двух или более направляющих и двух или более хомутов для крепления свариваемых труб (Определение ГОСТ Р ИСО 12176-1). В непрофессиональных переводах иностранных инструкций к сварочным аппаратам встречаются термины «базовая машина» или «основная машина» (от английского «Basic machine»).
Функции центратора – обеспечение соосного крепления труб, исправление овальности труб, перемещение одной или обеих труб вдоль оси, обеспечение контролируемого усилия прижима торцов труб к нагревателю или друг к другу.
5.2 Гидравлический агрегат
Гидравлический агрегат – необходимый компонент аппарата для сварки полиэтиленовых труб с гидравлическим приводом центратора . Гидравлический агрегат подключается к центратору двумя шлангами с т.н. быстроразъемными соединениями (БРС) и создает контролируемое давление масла.
В самом массовом (неавтоматизированном) варианте органы управления насосом и клапанами находятся на верхней панели агрегата (рис.3), в случае цеховых машин – на передней панели машины. Переключение рычага влево или вправо включает насос агрегата на разведение или сведение труб. Регулировочный клапан служит для точной регулировки создаваемого давления. Байпасный клапан – для быстрого сброса давления.
Чем сложнее машина, тем больше функций у гидравлического агрегата. В самом простом случае небольшой полевой машины (например, PT-315) гидравлический агрегат только обеспечивает осевое перемещение подвижной трубы. На более сложных полевых машинах гидравлика может также закрывать/открывать и запирать/отпирать хомуты центратора, а также поднимать/опускать боковые роликовые упоры труб. На цеховой машине PL-630 гидравлический агрегат также управляет вводом торцевателя и сварочного зеркала в зону сварки.
Для визуального контроля величины создаваемого агрегатом давления служит стрелочный манометр. Как правило, на гидравлические агрегаты машин для сварки полиэтиленовых труб ставят маслонаполненный манометр – для плавного движения стрелки. Шкала манометра заполнена маслом, с небольшим пузырьком воздуха. Не удивляйтесь, это нормально.
5.3 Торцеватель
Торцеватель предназначен для обработки торцов труб непосредственно перед сваркой стыкового соединения.
Основу торцевателя составляют два параллельных металлических диска с радиально расположенными ножами. Вращаясь между прижатыми к нему трубами, такой «дисковый рубанок» выравнивает торцы труб и обеспечивает идеальное их прилегание друг к другу (рис.4).
В качестве привода торцевателя на малых механических сварочных аппаратах (до Ø 110 мм) чаще всего используют рычаг с храповиком (рис.10). Для труб малого диаметра этого вполне достаточно, а экономия – существенная.
На механических и гидравлических аппаратах среднего размера (обычно до Ø 355 мм) в качестве привода торцевателя используют электродрели с коллекторным двигателем (рис.9). И мощность подходящая, и серийные электродрели стоят недорого.
На гидравлических сварочных машинах от Ø 500 мм и выше мощность электродрели для торцовки труб недостаточна. Используют асинхронный мотор-редуктор (рис.11), хотя он и подороже.
На профессиональных гидравлических сварочных машинах торцеватель, как правило, снабжен микроконтактом безопасности, который замыкается только тогда, когда торцеватель установлен на центратор. Ни на подставке, ни при переноске торцеватель включить нельзя.
5.4 Нагреватель
«Нагреватель», или «Сварочное зеркало» – и есть тот самый «нагретый инструмент» для «сварки встык нагретым инструментом». Инструмент состоит из плоского алюминиевого блина (чаще всего круглого), в который залиты один или несколько электрических нагревательных элементов. Алюминиевый блин покрыт тефлоном, чтобы нагретый инструмент не прилипал к торцам труб. К блину крепятся рукоятки для переноски. Терморегулятор находится в рукоятке или вынесен в отдельный блок, к которому подключается сварочное зеркало.
Термин «сварочное зеркало» - старый и устоявшийся, но в ГОСТ Р ИСО 12176-1 его почему-то заменили на «нагреватель». В непрофессиональных переводах инструкций к аппаратам можно встретить термин «нагревательная пластина» (от английского “heater plate”). Называют также «нагревательным элементом». Это уж совсем двусмысленно. Нагревательным элементом инструмента для сварки ПНД труб чаще всего являются ТЭНы (трубчатые нагревательные элементы), причем в некоторых моделях сварочных зеркал ТЭНы заменяемые.
Нагретый инструмент может быть подвижно закреплен на центраторе (рис.9) с возможностью быстро откинуть его из зоны сварки одним движением руки. Очень полезно для сварки ПВХ труб , поскольку позволяет до минимума сократить технологическую паузу. Гораздо чаще нагретый инструмент и торцеватель находятся на специальной подставке (рис.11) – это чтобы весь сварочный комплект удобнее было транспортировать. Большие сварочные зеркала снабжены такелажными кольцами, чтобы можно было поднимать каким-то подъемником (рис.5). Кроме того, большие сварочные зеркала имеют форму не диска, а кольца – это для уменьшения массы нагретого инструмента и экономии алюминия.
В любом случае, система крепления нагретого инструмента на центраторе не обеспечивает его жесткой фиксации, как у торцевателя. Обеспечивает только более-менее однозначное положение инструмента между прижатыми торцами труб.
5.5 Редукционные вкладыши
Хомуты центратора , предназначенные для фиксации труб, имеют внутренний диаметр, соответствующий самой большой трубе, которую этот конкретный аппарат может варить.
Однако каждый сварочный аппарат рассчитан на определенный рабочий диапазон номинальных диаметров DN – например, от 90 мм до 315 мм. Если хомуты имеют внутренний диаметр 315 мм, то для фиксации труб любого меньшего диаметра необходимо установить в хомуты т.н. редукционные вкладыши соответствующего размера.
Чаще всего редукционные вкладыши крепятся к хомутам болтами (рис.6). На некоторых моделях сварочных аппаратов предусмотрена система быстрого крепления вкладышей на защелках. Это имеет смысл только при сварке труб небольшого диаметра, когда сам сварочный цикл имеет небольшую продолжительность. Если для стыковой сварки толстостенной ПНД трубы Ø 630 мм требуется 2 часа, то какая вам разница, сколько занимает смена вкладышей – 5 минут или 30 секунд?
Вкладыши гидравлических аппаратов имеют серьезную ширину, производятся с применением высокоточной мехобработки и стоят вполне серьезных денег. Поэтому в стандартный комплект аппарата не включены. Если вам нужно варить только диаметры 315 мм и 250 мм, то зачем вы должны платить за десяток других комплектов вкладышей?
На механических аппаратах, как правило, вкладыши проще – очень часто просто штампованные из листовой стали. И, естественно, меньше. Поэтому в комплектацию механического сварочного аппарата обычно входят вкладыши всего рабочего диапазона диаметров. Для цены аппарата это погоды не делает.
5.6 Электрокран
Когда сваривают трубы большого диаметра, требуется подъемное устройство для поднятия торцевателя, сварочного зеркала и верхних половинок трубных хомутов. Поэтому с большими сварочными машинами в качестве опции предлагается электрокран, который крепится к центратору и управляется с дистанционного пульта (рис.7).
С другой стороны, при монтаже трубопроводов больших диаметров в любом случае требуется какой-то автокран (рис.8). Его часто используют также для манипуляций с торцевателем и сварочным зеркалом.
5.7 Варианты привода центратора
Обеспечить перемещение и усилие прижима, теоретически, можно с помощью любого привода – механического, гидравлического, пневматического, электрического, электромагнитного… Тут всё дело в удобстве работы, в надежности оборудования, а также в его технологичности и цене. В процессе эволюции на полевых машинах выжили всего 2 типа привода – механический и гидравлический. На цеховых машинах изредка встречается пневматический привод, но это скорее исключение. Механический привод имеет 2 основные разновидности – приводной рычаг и приводной винт, поэтому можно говорить о трех типах привода центратора , каждый из которых имеет свои достоинства и недостатки.
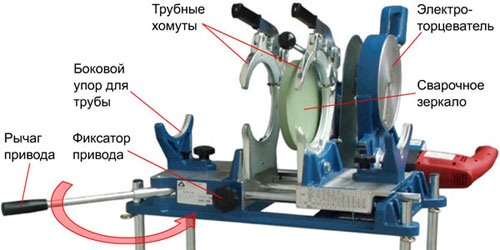
Центратор с приводным рычагом
 |
|---|
| Рис. 9 Центратор с приводным рычагом |
- Очень быстрое перемещение подвижной трубы, благодаря чему продолжительность фазы 3 (технологическая пауза) можно сократить до 1-2 сек. Это делает возможным даже сварку труб из ПВХ (см.п.10.5).
- Приводной рычаг – самое недорогое техническое решение.
- Неудобно использовать в траншее, колодце или пр. стесненных условиях.
- Крайне трудно создать сварочное усилие более 70-80 кгс. Принимая во внимание, что требуемое сварочное усилие пропорционально площади сечения свариваемой трубы (см.п.8.2.4), для ПЭ труб диаметром более 160 мм приходится вводить большие ограничения по толщине стенки.
Чтобы сварочные аппараты с приводным рычагом нашли свою нишу на рынке, конструкторы оборудования подчеркнули их достоинства и ограничили применение:
- Для снижения цены трубные хомуты сделали не парными, а одинарными, дополнив каждый хомут боковым упором для трубы.
- Раз уж в траншее или навесу использовать все равно неудобно, сделали более удобной сварку на открытой местности. Для этого добавили рабочий стол-раму, а торцеватель и сварочное зеркало подвижно закрепили на центраторе .
- Ограничили диаметры и толщину стенки свариваемых труб.
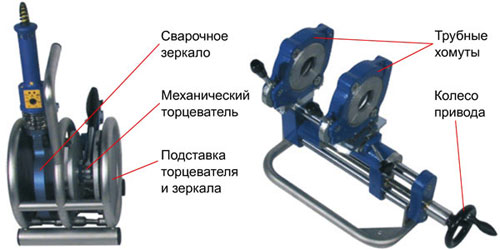
Центратор с приводным винтом
 |
|---|
| Рис. 10 Центратор с приводным винтом |
- Компактная конструкция, позволяет работать в стесненных условиях и навесу.
- Приводной винт – недорогое техническое решение сравнительно с гидравликой.
- При разработке аппарата приходится искать компромисс между скоростью перемещения подвижной трубы и создаваемым сварочным усилием. Для толстостенных ПНД труб диаметром более 160 мм найти хороший компромисс не удается – либо сварочного усилия не хватает, либо подвижная труба движется медленно, из-за чего фаза 3 (технологическая пауза) получается слишком длинная.
Чтобы подчеркнуть достоинства сварочных аппаратов с приводным винтом, их часто делают с расчетом на работу в колодце или навесу, для чего максимально уменьшают размеры и вес. Торцеватель и сварочное зеркало на центраторе не закрепляют, а выносят на отдельную подставку.
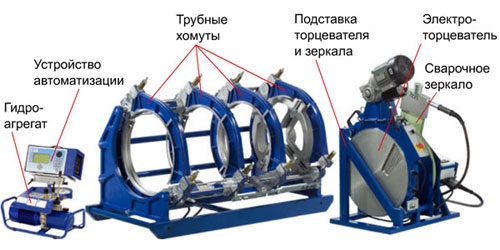
Центратор с гидравлическим приводом
 |
|---|
| Рис. 11 Центратор с гидравлическим приводом |
- Возможность создания сколь угодно большого сварочного усилия. Позволяет сваривать трубы любого диаметра, с любой толщиной стенки.
- Очень просто (и даже в электронном виде) измерить текущее усилие прижима , создаваемое центратором . Достаточно врезать в гидравлическую систему датчик давления. Это позволяет применять на гидравлических аппаратах средства автоматизации сварочного процесса.
- Возможность разделить привод (гидравлический агрегат) и центратор , соединив их шлангами. Маленькие образцы гидравлических аппаратов (напр., PT-125) удобны для сварки навесу.
- Гидравлический агрегат – весьма заметная добавка к цене сварочного аппарата.
С учетом этих особенностей гидравлические аппараты заняли нишу «профессионального» сварочного оборудования для сварки стыковых соединений – без ограничений по толщине стенки свариваемых труб, без ограничений по диаметрам сварки, с возможностью автоматизации для сварки особо ответственных трубопроводов. Цена отходит на второй план, на то оно и «профессиональное» оборудование.
5.8 Конструктивные исполнения (степень автоматизации)
ГОСТ Р ИСО 12176-1 в значительной степени является переводом международного ISO 12176-1 и дает классификацию сварочного оборудования по степени автоматизации, несколько отличную от привычной нам классификации, впервые введенной в 2003г. в СНиП 42-01-2002 (п.10.4.5 СНиП) и по-прежнему используемой по отношению к оборудованию для сварки газопроводов. Классификация ГОСТ:
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Товары Tecnodue

Сертификат авторизованного дистрибьютора ООО "АДР-Технология" и Tecnodue S.r.l 10.01.2019
Итальянская фирма Tecnodue s.r.l. – мировой лидер в производстве оборудования для сварки встык ПЭ труб и листов. Безусловное лидерство касается прежде всего высочайшего качества, максимальных размеров сварочных машин, а также их разнообразия.
ИСТОРИЧЕСКАЯ СПРАВКА: В России до середины 2014г. продукция Tecnodue была известна под финским брэндом KWH, затем до 2016г. включительно – под финским брэндом Uponor.
В начале 1980-х годов двое друзей – Claudio Bordin и Lele Pantano – задумались о производстве машин для стыковой сварки ПЭ труб. Друзья имели опыт работы с такими машинами, техническое образование и стремление к самовыражению. Расчет партнеров был ясен и убедителен: рынок ПЭ труб в ближайшей перспективе ожидал бурный рост, а производимые в то время машины для их сварки оставляли пытливому уму широкий простор для усовершенствования.
Подготовка производства и опытно-конструкторские работы заняли пару лет. Мелкосерийное производство было начато в небольшой мастерской в городке Санта-Черварезе-Кроче (Cervarese S. Croce) близ города Падуя (Padova) в 1985 г. Этот год можно считать рождением фирмы Tecnodue s.r.l.
Первые серийно выпускаемые машины Tecnodue были предназначены для сварки ПЭ труб небольших диаметров, преимущественно для монтажа водопроводов. Следуя за повышением спроса местного рынка к ПЭ трубам бóльших диаметров и рабочего давления, фирма постепенно расширяла размерный и модельный ряд продукции.
Изначальная ориентация на качество и надежность, а также бесценный опыт производства и разбор собственных ошибок принесли плоды: Tecnodue быстро превращается в нарицательное название стыковых сварочных машин на рынке Италии.
В 1988 г. Claudio и Lele приняли решение, изменившее жизнь фирмы. Друзья поняли, что для достижения успеха на международном рынке требуется помощь эксперта в маркетинговых и экспортных операциях. Так родилось стратегическое партнерство между Tecnodue s.r.l. (T2) и Ital Trade Services s.r.l. (ITS), благодаря чему сварочные машины производства Tecnodue стали известны и уважаемы в мире. Торговая марка Tecnodue была заменена на ITS by Tecnodue.
Использование международного маркетинга обеспечило бурный рост производства – как объемов, так и ассортимента машин. В 1990 г. Tecnodue переносит производство в большое здание 5000 кв.м в пригороде города Падуя (Padova), где основная часть производства размещается по сей день. В здании располагается инженерно-конструкторский отдел, склад комплектующих и материалов, участок прецизионной мехобработки, сборочный участок и отдел логистики. Производственный персонал насчитывает около 50 сотрудников.
В 2002 г. через дорогу от главного здания фирма строит еще 2 отдельных здания под заготовительных цех, литейное производство и сварку крупногабаритных изделий.
В 2007 г. фирма Tecnodue первой в мире начала производство машины для стыковой сварки напорных ПЭ труб до Ø2000 мм – PT-2000. Сегодня Tecnodue является единственным в мире производителем полевой машины для сварки труб до Ø3130 мм – PT-3130.
Помимо лидерства в размерах машин, Tecnodue является бесспорным мировым лидером в разнообразии производимых машин стыковой сварки ПЭ труб. Машины Tecnodue соответствуют ведущим мировым стандартам на сварочные технологии и оборудование – DVS, ISO, WIS, ASTM – и имеют модификации, рассчитанные не только на традиционную в России и Европе технологию сварки с «низким сварочным давлением», но и на преобладающую в Северной Америке технологию «с высоким сварочным давлением». Большинство машин производятся в различных вариантах степени автоматизации и могут применяться для монтажа как водопроводов, так и газопроводов или прочих «Опасных производственных объектов». На сегодняшний день серийная продукция Tecnodue включает:
Товары DYTRON
DYTRON: Официальный Дистрибьютор в России – компания ООО "АДР технология"
Официальный сертификат DYTRON
Сертификат официального дистрибьютора на территории России DYTRON EUROPE s.r.o. - обновленный с 20.06.2022 года
Как видно на документе, мы официально представляем DYTRON в России – что подписано директором DYTRON EUROPE Павлом Дворжаком.
Склад и официальный магазин сварочного оборудования DYTRON в Москве
Поддерживаем огромный запас оригинальной продукции DYTRON (более 12 570 штук) на своем складе, поставляем товар покупателям в любую точку России.
Видео склада DYTRON в Москве ул. Котляковская д 7/8
- Фирма DYTRON относится к самым крупным производителям сварочного оборудования для сварки полимеров в средней Европе.
- В общемировом масштабе она находится на передовых позициях как с технической точки зрения, так и, не в последнюю очередь, с точки зрения подхода к индивидуальным желаниям заказчиков, качества и оперативности сервиса.
- Для рынка РФ фирма наиболее интересна оборудованием для раструбной сварки ПП труб. Серия профессиональных аппаратов оснащена ПИД-регулятором температуры и не имеет аналогов в мире по точности поддержания температуры нагревателя.
Официальная Гарантия
- Гарантия на сварочные аппараты (паяльники) полипропиленовых труб – 5 лет от даты покупки;
- Гарантия на станки раструбной сварки (МР-110, MH-75) – 2 года от даты покупки;
- Гарантия на сварочные зеркало для труб серии Polys P-4a (800W, 1200W, 1500W, 2300W) – 2 года от даты покупки.
- Единственные в России осуществляем международную гарантию на сварочное оборудование DYTRON
Официальный авторизованный сервис-центр DYTRON в России в Москве

- Качественный гарантийный и не гарантийный технический сервис всей продукции DYTRON.
- Профессиональные мастера с более чем 20-летним опытом диагностики и ремонта сварочного оборудования.
- Получите подробную инструкцию по продукту DYTRON, консультацию по проведению регламентных работ.
- С нами вы можете быть спокойны и уверены в своем лучшем инструменте DYTRON!
Декларация EAC DYTRON EUROPE s.r.o.
- Декларация EAC заявляет, что Оборудование для сварки: аппараты промышленные сварочные электронагревательные, торговая марка DYTRON
- Аттестат аккредитации РОСС RU.32471.04НАШ0-025
- Код ТН ВЭД ЕАЭС 8515809000
- Регистрационный номер декларации соответствия: ЕАЭС N RU Д-CZ.PA01.B.16140/21
- Соответствует требованиям: ТР ТС 010/2011, ТР ТС 004/2011, ТР ТС 020/2011
- Соответствие ГОСТ и IEC: ГОСТ 12.2.003-91, ГОСТ 12.2.007.0-75, ГОСТ 30804.6.2-2013 (IEC 61000-6-2:2005), ГОСТ 30804.6.4-2013 (IEC 61000-6-4:2006), ГОСТ 15150-69.
- Дата регистрации о соответствии: 30.08.2021
- Действительна с даты регистрации по 29.08.2026 включительно.
- Дополнительная информация о декларации DYTRON и ОСНОВНОЕ О ДЕКЛАРАЦИИ ЕАЭС N RU Д-CZ.РА01.В.16140/21
Аппараты для полифузной сварки полипропиленовых труб
Применяют для соединения между собой термопластичных труб (чаще всего ПП (полипропилен), ПЭ, ПБ или ПВДФ) с помощью фитингов.
Фитинги разработаны специально для внутреннего водоснабжения и отопления. Номинальные диаметры фитингов DN 16-125.
Паяльники для пайки полипропиленовых труб (ручные аппараты для раструбной сварки полимерных труб)
Сварочные аппараты DYTRON поставляются как в простейшей комплектации SOLO (в картонной коробке, без насадок), так и вместе со сварочными приспособлениями, принадлежностями и насадками в версиях MINI и PROFI (в практичных металлических кейсах).
ТОП подробный обзор DYTRON сварочных ручных аппаратов (профессиональных и полупрофессиональных ) для труб из полипропилена от технического профессионала Жукова А.В
Один из ведущих технических специалистов в России по сварочному оборудованию полимеров Жуков А.В.
- Бывший генеральный директор ООО "АДР-технология" а в настоящее время Ведущий технический специалист в оборудовании для сварки полипропилена в России Александр Жуков
- Первый человек, который в 2001 году познакомил рынок России с оборудованием производителя DYTRON EUROPE s.r.o.
- Неоднократно участвовал в выставках AQUATHERM в России с технически сложным оборудованием для стыковой сварки труб из полимеров малых и больших размеров.
- Разработал ГОСТ по сварке пластиковых труб. Ручной сварочный аппарат («инструмент для сварки термопластических труб» по ГОСТ 60335-2-45-2014) применяется для сварки в раструб полипропиленовых труб и фитингов небольших диаметров.
- Издавал технические описания оборудования для сварки - в специализированных журналах (в бумажных изданиях):
Собственные технические публикации - "ПРОФЕССИОНАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПЛАСТМАСС И МОНТАЖА КОММУНИКАЦИЙ"
Профессиональное интервью в журнале С.О.К. N9 2002 год - "Сварочные аппараты и крепеж для полимерных труб"
Жуков А.В. - ведущий технический специалист DYTRON и сварочного оборудования полимеров в России
- На данный момент Жуков А.В. является главным техническим консультантом DYTRON в России и в компании ООО "АДР-технология"
- Является членом АСПМ - ассоциации сварщиков полимерных материалов - реестр члена АСПМ Жуков Александр

Преимущества паяльников труб DYTRON
Таблица DYTRON паяльников полипропилена по применению
| Вариант исполнения | Особенность применения сварочного аппарата для пластиковых труб |
|---|---|
| Polys P-4 Профессиональные сварочные аппараты труб | Высокоточный контроль температуры осуществляется микропроцессором (Пропорционально-интегрально-дифференцирующий (ПИД) регулятор) с погрешностью от выставленной температуры не более +- 1,5 С° |
| Утюг для пайки труб | Мечевидная форма нагревателя для парных тефлоновых насадок синего и черного цвета DT DN 16-75 ( жаргонное название "утюжок для труб пластиковых" ) |
| Дисковидные паяльники полипропилена | Круглая форма нагревательного элемента для парных тефлоновых насадок синего и черного цвета DT DN 16-125 (вес меньше чем у других производителей) *** |
| Стержневые паяльники | Трубчатая форма нагревателя только для колодочных насадок DT DN 16-63 и DN 100 (применяется при сварке стояка и в труднодоступных местах ) **** |
| DYTRON Polys P-1a | В отличие от Polys P-1b в Polys P-1а применяется капиллярный терморегулятор |
| DYTRON Polys P-4a | В Polys P-4a погрешность поддержания температуры в помещении и на улице на ветру разница температур нагревателя не превышает 1,5 С° (+260 С° температура пайки) |
| DYTRON Polys P-4a TraceWeld | Аббревиатура TraceWeld в наименование Polys P-4a TraceWeld означает звуковой контроль этапов сварки***** |
| DYTRON SP | Сварочные комплекты DYTRON SP дополнительно комплектуется сварочные тефлоновые насадки, устройство фиксации паяльника, ножницы DYTRON DYNO, инструкция, шестигранный ключ 4 мм и 6 мм для насадок****** , металлический чемодан обернутый в транспортировочной картонной коробке |
| DYTRON POLYS P-4a 650 W TraceWeld | Профессиональные паяльники для пластиковых сантехнических труб с мощностью 650W, DN 16-63 и звуковым контролем |
| DYTRON POLYS 650 W SOLO | Упрощенное исполнение в составе одного паяльника труб мощностью 650 W |
| DYTRON POLYS 850 W SOLO | Упрощенное исполнение в составе одного паяльника PP-R мощностью 850 W |
| Dytron SP-4a 850 W | Профессиональный паяльник труб с микропроцессором P = 850 W + 7 парных насадок синего цвета с антипригарным покрытием (DN16, DN20, DN25, DN32, DN40, DN50, DN63)+ ножницы для резки полипропиленовых труб (труборез) DYTRON DYNO 02427******* |
| Dytron Polys 1200 W | Профессиональный паяльник полипропилена мощностью нагревательного элемента 1200 W (уверенная сварка при низкой температуре и порывистом ветре) |
| Dytron Polys 1200 solo | В отличие от Dytron Polys SET 1200 в Dytron Polys 1200 SOLO входит паяльник , шестигранный ключ 6 мм в картонной транспортировочной брендированной картонной упаковке |
| Dytron DT mini | Хит продаж среди аппаратов DYTRON раструбной сварки полипропилена! Комплектация DN 20,DN 25, DN 32 и труборез со специальным углом заточки режущей кромки ножа DYTRON DYNO |
| Для дома паяльники полипропиленовых труб | Лучший паяльник для дома* - в отличие от паяльников в магазине Леруа Мерлен** вы получаете качество чешского производителя DYTRON с гарантией 5 лет! |
* Ни один из производителей кроме DYTRON не предоставляет многолетнюю гарантию в 5 лет - что говорит о качестве европейского производителя DYTRON
** Производители аппаратов для сварки полипропиленовых труб представленные в продаже Леруа Мерлен: Bort, Brima, Deko, Dexter Power, Foxweld, Kolner, Redverg, Rexant, Rothenberger, RedVerg, Valtec, Защита ПРО, Калибр, Победа, Спец и Ставр имеют гарантию до 1-2 года. Аппараты раструбной сварки полипропилена производителя DYTRON EUROPE s.r.o имеют гарантию 5лет! Официальную гарантию и пост гарантию в нашем авторизованном сервис центре.
*** Масса паяльников DYTRON значительно меньше аналогичных паяльников труб конкурентов , в таблице N1:
Таблица N1 сравнения массы сварочных ручных аппаратов пайки полимеров 9 популярных моделей
- Небольшой вес значительно улучшает комфорт монтажа и время работы по сварки полипропиленовых труб и фитингов.
- Ручные раструбные сварочные аппараты DYTRON имеют наименьшую массу изделия при идентичном функционале и мощности нагревательного элемента.
- прогрев зоны сварки трубы и фитинга
- перестановка и совмещение трубы и фитинга
- охлаждение (завершение сварочного процесса)
******* Ножницы для пластиковых труб DYTRON DYNO технологически применяют для резки ПП, ПЭ, ПВХ, ПВДФ и других полимерных труб D 16 – 42 мм. Производство: страна Чехия.
Насадки для паяльника труб (парные и колодочные)
Только оригинальные насадки DYTRON для ручных паяльников PP,PPR полипропиленовых труб
Выставка продукции DYTRON в Москве в 2002 AQUATHERM
В августе 2001 г. мы впервые посетили фирму, в декабре 2001 г. привезли в Москву первую партию продукции, затем на выставке;AQUATHERM в феврале 2002 г. познакомили российский рынок с замечательными аппаратами DYTRON для раструбной и стыковой сварки труб.
История фирмы DYTRON EUROPE s.r.o.
Чешская фирма DYTRON EUROPE s.r.o. располагается в собственных помещениях в северном округе Праги в районе Kbely (Toužimská 943, 197 00 Kbely, Чехия). От начала своего возникновения в 1992 году фирма занимается разработкой и производством оборудования для сварки пластмасс.

В связи с высокими требованиями к качеству отдельных технологических узлов фирма практически все комплектующие производит сама. Благодаря высокому профессионализму и опыту своих конструкторов DYTRON в 1995 году вышел на рынок с раструбным сварочным аппаратом с микропроцессорным управлением, который является одним из наилучших изделий в этой области.

Сварочный аппарат привлек заслуженное внимание профессионалов, и на ярмарке SIMET 95 получил главный приз - Золотой SIMET 95. Раструбные сварочные аппараты DYTRON с микропроцессорным ПИД-регулятором по сей день не имеют аналогов в мире!

- От создания фирмы качество товаров DYTRON постоянно улучшается.
- Фирма стала производителем, которого не может не заметить профессионал или конкурент.
- Фирма достигла успехов не только в области разработки, но и в качестве своих изделий – с 1998 года фирма использует систему контроля качества ISO 9001, сертифицированную фирмой RW TUV.

- В конце 1999 года DYTRON начал совместную работу с несколькими заграничными фирмами и вместе с ними постепенно приобретет решающую долю на мировом рынке в области сварочных аппаратов для сварки пластиковых труб, пленки и листов.
- Растущий спрос на аппараты для сварки трубопроводов больших диаметров вдохновил DYTRON на разработку серии аппаратов от STH 160 до STH 630, которую фирма поставила на рынок в 2001 году.
Карта местонахождения головного офиса DYTRON EUROPE s.r.o. (Google maps – Plus Code: 4GMV+Q3 Прага, Чехия )

Табличка компании DYTRON EUROPE s.r.o на двери офиса в Чехии в пригороде Kbely города Прага
Читайте также: