Замена сварочного кабеля на инверторе
Чтобы разобраться, какой удлинитель нужен для сварочного инвертора, необходимо знать, что вообще можно купить в магазине. Производители предлагают удлинители двух типов. Это стандартный удлинитель для сварочного инвертора, который просто позволяет вам быть более мобильным. Второй тип — удлинители, не только увеличивающие длину сварочного кабеля, но и увеличивающие размер провода для сварочного аппарата. Такой тип удлинителя нужен в том случае, когда ваши кабели не рассчитаны на проведение тока входного напряжения при сварке трансформатором.
Исходя из этих особенностей и стоит начинать свой выбор.
Рассчитываем сечение сварочных кабелей
Итак, вы решили, во что бы то ни стало поменять хлипкие сварочные кабели на мощные, так как это часто помогает решить всевозможные проблемы в работе сварочного аппарата. В первую очередь нужно понимать, что сила тока инвертора достаточно велика, поэтому кабель на 2,5 мм² не подойдёт для замены.

Также нужно помнить о том, что чем больше сила тока, тем меньше длиной кабель может быть. Если инвертор выдаёт не более 100 ампер, то вполне хватит кабеля сечением в 6 мм². Однако варить такой силой тока можно разве что электродом 2,5 мм. При пониженном напряжении «тройку» инвертор навряд ли потянет.

Поэтому для нормальной сварки нужны кабели диаметром не менее 10 мм². В таком случае они легко выдержат ток в 120 ампер. Для больших значений сварочного тока, в 180-200 Ампер, рекомендуемое сечение сварочных кабелей должно составлять не менее 16 мм².
Таким образом, мы определились с тем, какие по сечению кабели должны быть подключены к сварочному аппарату. Настал черед поговорить о том, насколько же именно можно их удлинять.
Расчеты
Что еще нужно учесть, если нужно выбрать удлинитель для сварочного аппарата на катушках? Прежде всего, сопротивление. Ведь удлинитель — это такой же проводник тока, как и сам сварочный кабель. И он рассчитан на определенные нагрузки. Проще говоря, вам нужно узнать, какую силу тока выдержит удлинительный кабель.
Чтобы определить сопротивление нам нужно знать две формулы: R=ρ×L/S и I=U/R. Благодаря им мы сможем точно высчитать, какие нагрузки должен выдерживать удлинитель.
S – это площадь сечения кабеля (обычно измеряется в квадратных миллиметрах и указывается на самом кабеле), L – это длина удлинительного кабеля, а ρ – это удельное сопротивление (зависит от металла, из которого сделаны жилы кабеля).
Теперь вторая формула. Здесь I – это значение максимального тока, с которым мы можем варить, используя удлинительный кабель. U — это напряжение сети. Важно указать реальное постоянное напряжение, а оно зачастую менее 220в. Так расчеты будут более точными.
Исходя из этих формул можно понять, что напряжение на сварочном аппарате во многом зависит от сопротивления удлинительного кабеля. Чем сопротивление больше, тем больше падает напряжение.

В идеале удлинительные кабели и сварочные провода не должны существенно влиять на напряжение вашей электросети. Лучше приобретите качественные готовые удлинительные провода в магазине, они безопаснее всего. К тому же, перед покупкой таких кабелей проще подобрать сечение провода.
Выбираем удлинитель для сварочного инвертора.
Очень часто клиенты задают вопрос -«Какой удлинитель выбрать для сварочного инвертора или сварочного трансформатора?Попробуем ответить на вопрос , чем руководствоваться при выборе удлинителя для сварки , точнее для подключения сварочных аппаратов , как инверторов , так и трансформаторов.
Внимательно прочитайте инструкцию сварочного аппарата. Определите какая номинальная мощность и ток сварочного аппарата.Как правило бытовые инверторы и трансформаторы рассчитаны на номинальную мощность от 4,0 КВт до 5,5 КВт при номинальном токе 16 Ампер ( не путать со сварным током значение которого может варьироваться от 20-160 Ампер).
Аппараты свыше 5,5 КВт уже более подходят под классификацию полупрофессиональных и профессиональных сварочных аппаратов.
Определитесь с интенсивностью использования сварочного аппарата. Интенсивность работы определяется — частотой использования, протяженностью непрерывного сварного шва, и.т.д. Если предполагается использовать сварочный аппарат для подваривания небольших деталей , или для сварки при изготовлении малых форм ( теплица , беседка , мангал ,забор , крыльцо, и прочее , вплоть для использования в небольшом строительстве), такое использование можно условно отнести к мало интенсивному применению. Использование аппарата на производстве , при масштабном строительстве ,для ежедневной постоянной сварки условно отнесем к использованию с большой интенсивностью.
Эти условия являются приоритетными в выборе удлинителя для сварочного аппарата. Они определяют выбор сечения провода . Для бытовых сварочных аппаратов ( инверторов ) с низкой и средней интенсивностью использования подходят удлинители сечением провода 2,5 мм и заземлением.То есть при выборе удлинителя для сварочного аппарата / инвертора обращайте внимание на сечение провода.
Пример:
Удлинитель на катушке 40 м «Лидер» КГ 3х2,5 мм
Цифра «3» указывает на то что провод имеет 3 жилы , «фаза» «нейтраль» и «земля», то есть удлинитель имеет заземление.
Цифра «2,5» — обозначает сечение каждой жилы.
Буквенный индекс КГ или ПВС обозначает марку провода удлинителя. Подробнее можно прочитать здесь:
Типы провода для удлинителя на катушке
Удлинители 380 Вольт в бухтах серия «Специалист»
Удлинители 380 Вольт на металлической катушке серия «Профессионал»
Общие рекомендации по выбору удлинителя для сварочного инвертора / трансформатора
-Металлическая катушка удлинителя более надежна при работе со сварочным инвертором / трансформатором, так как менее подвержена термическим и механическим повреждениям.Все про катушки для удлинителя здесь: ВИДЫ КАТУШЕК ДЛЯ УДЛИНИТЕЛЯ
-Наличие 2-х и более розеток на удлинителе предпочтительнее, исходя из того , что при работе по сварке требуется подключение дополнительного инструмента — УШМ ( Болгарки) или иных зачистных и отрезных инструментов , для резки металла или зачистки швов. Особо обращаем внимание , что при заказе удлинителя на 380 Вольт, на удлинителе желательно иметь одну/две розетки на 220 Вольт.
-Провод КГ удлинителя менее подвержен механическим и термическим повреждениям чем провод ПВС , к тому же может использоваться при отрицательных температурах.Все о проводе для удлинителя здесь: Типы провода для удлинителя
— Провод удлинителя удобнее использовать и хранить на катушке , так как при намотке и размотке с катушки провод удлинителя не перегибается , не заламывается и не скручивается в узлы , что является дополнительной гарантией от пробоя провода.
— Приобретать удлинитель с большим запасом провода по сечению и длине не стоит так как это утяжеляет само изделие , и к тому же провод большего сечения стоит дороже.
— Наличие автомата защиты в удлинителе для инвертора трансформатора не желательно, так как сварочные аппараты как правило имеют свою защиту от перегрева и превышения тока, и дополнительный автомат защиты будет только мешать. ( Выбирайте удлинитель без индекса АЗ-автомат защиты в названии удлинителя)
Удлинители для сварки серии «Умелец»
Удлинитель на катушке 50 метров (3*2,5 ПВС) «УМЕЛЕЦ» артикул: 13198 цена : 3126 руб
Удлинители для сварки серии «Мастер»
Удлинитель на катушке 50 м (3*2,5 ПВС) «МАСТЕР» артикул: 10198 цена: 3270 руб Удлинитель на катушке 50 м ( 3*2,5 КГ ) «МАСТЕР» артикул: 11207 цена: 4490 руб
Удлинители для сварочного инвертора серии «Бригадир»
Удлинитель 50 м (3*2,5 ПВС) металлическая катушка «БРИГАДИР» артикул: 14227 цена: 3 770.00 руб.
Удлинитель 50 м (3*2,5 КГ) металлическая катушка «БРИГАДИР» артикул: 17230 цена: 4 871.00 руб.
Удлинители для сварочного инвертора серии «Лидер»
Удлинитель на металлической катушке 50 м (3*2,5 ПВС) «ЛИДЕР» артикул: 10227 цена: 3 902.00 руб.
Удлинитель на металлической катушке 50 м (3*2,5 КГ) «ЛИДЕР» артикул: 14213 цена: 5 144.00 руб.
Удлинители для сварочного аппарата серии «Паритет»
Удлинитель «ПАРИТЕТ» 50м 1 роз ПВС 3*2,5 бухта /вр каучук артикул: 10100 цена: 3 107.00 руб.
Удлинитель «ПАРИТЕТ» 50м 3 роз ПВС 3*2,5 бухта /кр каучук артикул: 10115 цена: 3 367.00 руб.
Удлинитель 50 м 3*2,5 мм КГ 1 розетка «ПАРИТЕТ» /вр каучук артикул: 10130 цена: 3 942.00 руб.
Удлинитель 50 м 3*2,5 мм КГ 3 розетки «ПАРИТЕТ» /кр каучук артикул: 10145 цена: 4 165.00 руб.
Применение
Итак, вы выбрали и купили удлинительные кабели. Казалось бы, пора подключать их и приступать к сварке. На этом этапе многие новички совершают ряд ошибок, из-за которых кабели недостаточно эффективны либо вовсе не работают.
Во-первых, всегда распрямляйте удлинитель для инвертора перед использованием. Не позволяйте ему скручиваться в узлы и заламываться. Это касается кабелей любой длины. Заранее определитесь, какая максимальная длина для вас оптимальна и не покупайте слишком длинные кабели, которые большую часть сварки будут смотаны в катушку. Это нерациональное использование. К тому же в смотанном состоянии кабели способны стать причиной повышенной индукции. Это чревато плавлением проводов и выходом из строя самого инвертора.

Также следите, чтобы удлинительные кабели не перегревались в ходе работы. Периодически проверяйте провода, берите их в руки. Если можете спокойно держать несколько секунд, значит температура не выше нормы. А если кабель насколько нагрелся, что вы не можете брать его без перчаток, значит сварку нужно прекратить и проверить целостность кабеля.
Избыточный нагрев кабеля так же приводит к выходу сварочного аппарата из строя и к разрушению самого кабеля.
Что касается хранения, то и здесь нужно быть внимательным. Не сматывайте провода в плотную катушку, так вы лишите их естественной вентиляции. Постарайтесь хранить провода в сухом чистом месте, не оставляйте их на улице и не подвергайте воздействию прямых солнечных лучей. Следите, чтобы соединительные контакты и вилка кабеля не загрязнялись и не покрывались ржавчиной.
Правильное подключение сварочных кабелей к сварочному инвертору

При подключении проводников к инвертору необходимо придерживаться следующих правил:
- подключение выполняется с помощью специальных наконечников, изоляция соединений обязательна;
- между собой шнуры следует соединять посредством опрессовки;
- при подключении к разъемам и электрододержателям нужно соблюдать полярность;
- кабели по своей мощности должны соответствовать имеющемуся аппарату.
Полезное видео
Не всегда есть возможность сделать опрессовку при соединении двух кусков, некоторые практики используют следующий метод сращивания кабелей.
Длина кабеля сварочного аппарата: какой она должна быть?
Сразу стоит отметить, что четких стандартов не существует. Производители оборудования также не дают никаких рекомендаций на этот счет. Как правило, все модели комплектуются наборами проводов для инвертора, длина которых не превышает 2–3 метров. Но далеко не всегда работать с такими комплектующими удобно. Связано это с тем, что специалисту в процессе работы нередко приходится передвигаться по площадке и, соответственно, переносить и аппарат. При достаточно длине кабелей делать это просто не нужно.
При удлинении провода для сварочных работ ни в коем случае нельзя забывать об одном крайне важном нюансе. Связан он с сопротивлением и напряжением. Чем больше длина используемого изделия, тем выше становится первый параметр и ниже второй. Неверный подбор принадлежностей приведет в лучшем случае к невозможности работать, в худшем — к поломке аппарата.
Так что же делать? У этой проблемы есть два решения. Первый — полная замена кабеля на тот, который длиннее и при этом имеет большее сечение. Но это далеко не всегда возможно и выгодно. Второй — расчет допустимой максимальной длины провода. Этот вариант идеально подходит для тех, кто хочет быстро и без лишних проблем удлинить провод и продолжить работать.
Как провести расчет? Достаточно просто. Для этого необходимо только знать сечение имеющегося кабеля и специальный коэффициент. Диаметр изделия, которое используется в процессе работы, знает каждый специалист. А вот коэффициент можно достаточно просто посчитать. Если вы варите на больших токах от 200 до 500 А, то он будет равен 2. Если ток меньше, то его величину делят на 100.
Разберем все на примере. Предположим, вы работаете с инвертором, максимальный ток которого 180 А. Соответственно, сечение вашего кабеля скорее всего не превышает 16 мм2. Начнем расчет.
Найдем коэффициент: k=180/100=1.8. Считаем длину: Lmax=16/1.8=8.88 м. Удлинять такой кабель сильнее без риска потери напряжения не стоит. Если провод нужен еще более длинный, то придется произвести полную замену, отдав предпочтение сечению 25 мм2.
Несколько слов о подсоединении кабеля
Подключать кабель к клеммам агрегата следует при помощи специальных наконечников. Это позволит получить надежный контакт и снизить потери напряжения. Такие наконечники присоединяются к проводу пайкой или опрессовкой. При этом при эксплуатации не стоит перетаскивать аппарат при помощи питающего или сварочного кабеля, это может привести к его повреждению.
Правильно подобранный кабель для инвертора дает гарантию качественного и простого выполнения работ.
Выбор сечения
Правильно выбрать сечение провода является основной задачей. Именно от сечения зависит проводимость, которая, в свою очередь, оказывает непосредственное влияние на скорость выполнения работ и качество формируемого соединения. Кабель должен соответствовать техническим характеристикам инвертора.
Проводники с небольшим сечением (до 7 мм2) будут подходящим вариантом для небольших аппаратов, которые функционируют от бытовой электрической сети в 220 В.
Также для агрегатов инверторного типа подойдут кабели с площадью сечения в 10; 16 и 25 мм2. Более подробная информация о характеристиках проводников КГ и КОГ приведена в статьях по ссылкам.
Замена сварочных проводов в инверторе: важные особенности
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.

Какие должны быть провода в сварочном инверторе
Кабель для сварочного инвертора подбирается под требуемую нагрузку и возможную эксплуатацию. Нет ни отечественных, ни импортных универсальных кабелей абсолютно под все условия. Однако производится много видов, удовлетворяющих любым потребностям.

Металлический сердечник должен содержать большое количество мелких жил — от десятков до тысячи. Сечение жилы должно соответствовать мощности аппарата и току электродуги. К примеру, для электродов 2—3 мм зачастую хватает силы тока в 100 А. Подойдет хороший кабель сечением 6 мм2 с устойчивостью к нагрузке до 11 кВт. Чаще же сварочник выдает больший ток, поэтому провод должен быть толще.

Основные требования к сварочным кабелям:
- Подавать ток к сварочным поверхностям с минимумом потерь.
- Быть достаточной длины, веса, толщины. Это обеспечивает минимальный нагрев с возможностью удаленной работы без перемещения самого аппарата.
- Обладать надежной изоляцией проводника от влаги окружающей среды.
- Иметь высокую износостойкость.
- Не поддаваться влиянию низких температур. Например, при работе зимой обязательно выбирается резиновая изоляция с маркировкой КГ или КГ-ХЛ. Причем вторая работает при температурах далеко за -35 градусов. Изоляция из ПВХ категорически не подходит из-за невозможности работы при низких температурах, неустойчивости к ультрафиолету.

- КС – сварочный.
- КГ — кабель гибкий в одинарной или двойной изоляции.
- КГ-ХЛ — кабель гибкий холодоустойчивый для очень низких температур.

Существует 3 типа проводников: с одной, двумя, тремя жилами.
- Одножильный характерен для простых инверторов и чаще используется гаражными мастерами.
- Двухжильный объединяет провода катода, анода. Проводники аналогичны по конструкции. Весь смысл такой конструкции — в удобстве подведения высокочастотного, переменного тока.
- Трехжильный применяется в автоматической сварке длинных металлических конструкций. Большее количество жил дает однородный качественный шов.
Иногда в работе необходимо удлинение сварочного кабеля. Это делается при работе в стесненных условиях или на высоте, чтобы не таскать с собой аппарат. Производители не высказываются однозначно о возможности удлинения проводников. Однако среди сварщиков повелось, что этого делать нельзя. Однако длину кабеля увеличивать можно. Главное — помнить, что удлинение на 1 м должно соответствовать увеличению сечения на 40—50 %. В противном случае, проводник станет неконтролируемо разогреваться, сварочная дуга уменьшится, а управлять ей станет сложнее.
Как заменить
С кабелем меняем все заводские элементы, не отличающиеся качеством:
- Электродержатель бывает трех видов: вилочный, пружинный, винтовой. Первый изготавливается самостоятельно, надежен, но не изолирован. Пружинные удобны, но в низшей ценовой категории не лучшего качества. Винтовые надежно держат электрод, подходят неопытным специалистам.
- Силовой кабель — второй элемент по значимости. Качество актуально при работе со слабым сварочником, сила тока которого едва дотягивает до 120—130 А. Хуже качество — выше сопротивление материала. Лучше выбирать КГ-ХЛ одножильный на предельные величины аппарата с учетом его размера. Стандартная длина — 2—3 м. С увеличением ее меняется площадь проводника. Для тока 160—190 А достаточно 16 мм2 при стандартной длине. Для профессиональных аппаратов на 250 А сечение увеличиваем до 25 мм2.
- Зажим для массы выбираем на большую силу тока, либо покупаем клемму заземления из латуни.
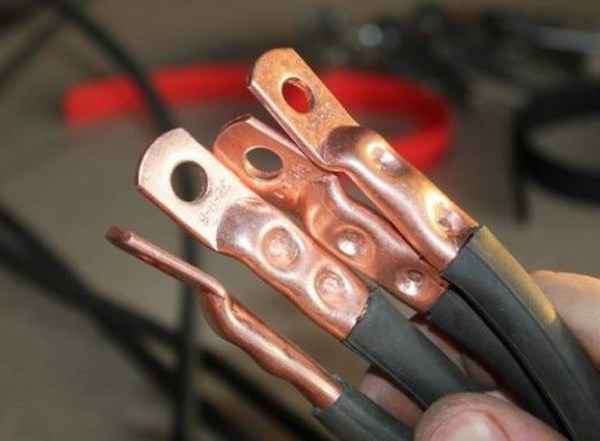
- Сварочные разъемы идут в комплекте с аппаратом. При необходимости приобретаются отдельно. Присутствие медных полосок под винты крайне желательно.

В сборке ничего сложного нет.
- Кабель с держаком делаем на 1—2 м длиннее идущего на массу. Запас кабеля позволит не передвигать сварочный аппарат при работе с массивными, длинными конструкциями.
- Зачищаем концы проводов. Лучше это сделать стриппером для снятия изоляции.
- Зажимаем кабель в держаке с проставкой под винт, чтобы не разломить часть волосков.
- Кабельную вилку монтируем подобным образом.
В итоге получаем универсальные кабеля, помогающие во многих ситуациях, работающие без перегрева. КГ-ХЛ прекрасно служит в условиях крайнего Севера.
По стоимости самосборный комплект несколько дешевле заводских, а по качеству выше.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Можно ли удлинять сварочный кабель на инверторе

Можно ли удлинять сварочный кабель на инверторе и насколько
При покупке нового инвертора оказывается так, что сварочный кабель недостаточной длины. Особенно это касается бюджетных аппаратов для сварки, где производитель пытается экономить, на чем только можно.
Однако короткий сварочный кабель — это не повод отказываться от покупки дешевого инвертора. Кабель можно легко заменить на другой, нарастить или переделать своими руками.
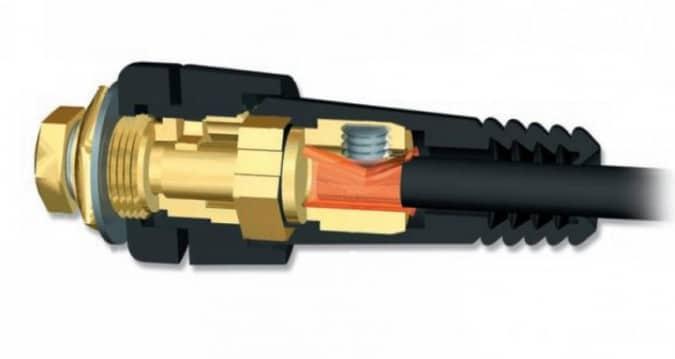
Как устроен сварочный кабель
Конструкция сварочного кабеля — это медная жила, покрытие и разделительный слой. Сварочные кабеля имеют достаточно большое сечение, как правило, не менее 10-16 мм².

Условия эксплуатации диктуют свои требования, поэтому сварочный кабель изготавливается только из меди и обязательно гибким. К покрытию сварочных кабелей также предъявляются особые требования. Обычно в качестве такого служит резина или натуральный каучук.
Характеристики сварочных кабелей
Сварочный кабель должен обладать отличной гибкостью. Он обязан выдерживать большую силу тока в зависимости от того, какой аппарат применяется для сварки.

Чтобы нарастить сварочный кабель, нужен кусок такого же кабеля по сечению. В противном случае, кабель начнёт греться, что чревато возгоранием его покрытия.
Сварочный кабель — какие виды бывают?
Существуют два основных типа сварочных кабелей, это кабель КОГ и кабель КГ. Гибкий кабель КГ используется в сетях с переменным напряжением до 660 вольт и частотой тока в 40 Гц. Также возможно применение этого кабеля и в сетях с постоянным напряжением до 1000 вольт.

Кабель КОГ — расшифровывается как «кабель особо гибкий». Это практически аналог того же кабеля КГ, но только с большей гибкостью. Используется он преимущественно в сетях от 220 до 700 Вольт и с частотой тока в 50 Гц.
Удлинить сварочный кабель для инвертора можно. Однако важно правильно выбрать сечение кабеля, чтобы не было просадок по току, а сам кабель смог бы нормально выдерживать возросшие нагрузки.
Также следует знать, что не рекомендуется делать сварочный кабель длиной более 3 метров. Всё дело в том, что любой кабель имеет свое сопротивление, как активное, так и реактивное. Всё это может повлечь за собой резкое увеличение напряжения, что может стать причиной выхода из строя сварочного инвертора. Обычно в таком случае пробивают диоды.
Поэтому главными нюансами в удлинении сварочных кабелей остается выбор нужного сечения и эффективный способ соединения проводников. Что касается сечения сварочных кабелей, то всё во многом зависит от того, какую максимальную силу тока будет использовать сварщик при выполнении сварочных работ.
Для большинства бытовых работ, когда сила тока для сварки не превышает 160 Ампер, вполне хватит кабеля сечением в 16 мм². Если ток сварки ниже, то можно использовать кабель на 10 мм². Именно такой кабель и можно использовать для удлинения.
При токе в 200 ампер, сечение сварочных кабелей должно быть не менее 25 мм².
Какой должна быть переноска для сварки

Удлинитель для сварки — какой он должен быть, расчет сечения кабеля
Очень часто сварщикам приходится использовать удлинитель для сварки, который должен отвечать определенным требованиям. Если использовать неподходящий удлинитель по сечению кабеля или слишком большой длины, то, возможны проблемы не только со сваркой, но и с безопасностью.
Наверняка кто-то из вас мог лицезреть, как моментально горит удлинитель из-за перегрузки. Сначала кабель начинает греться, а потом он вспыхивает, словно бикфордов шнур, потушить который уже не представляет возможным.
Не стоит, наверное, говорить какими проблемами всё это грозит, начиная от замыкания проводки и заканчивая порчей дорогостоящего сварного оборудования. Именно по этой причине нужно знать, какой удлинитель для сварки можно использовать и из чего его сделать своими руками.
Удлинитель для сварки — какой он должен быть, сечение, кабель
Самая главная характеристика кабеля для удлинителя это не тип изоляции, хотя данный критерий также важен, а сечение жил проводников. Именно от сечения зависит, насколько хорошо кабель будет сопротивляться нагреву, а также, насколько сильным будет падение напряжения при большой длине удлинителя, свыше 20 метров.

Обычно для сварки используются удлинители длиной от 20 до 40 метров. Определиться с нужной длиной кабеля несложно, куда более трудно разобраться с тем, какое же именно сечение должен иметь кабель, с учетом мощности сварочного аппарата.
Пример расчета сечения кабеля для сварочного удлинителя
Прежде чем определиться с нужным сечением кабеля, чтобы сделать удлинитель для сварки, нужно внимательно прочитать инструкцию к сварочному аппарату. В ней важно найти пункт, который будет говорить о номинальной мощности аппарата и силе тока, которую он способен выдавать.

Бытовые инверторы имеют мощность от 4 до 6 кВт. Их номинальный ток работы составляет 16 Ампер. Важно не путать это значение со значениями сварочного тока, которые могут быть от 20 и до 200 Ампер. Также следует знать, что сварочные аппараты мощностью свыше 6 кВт попадают под категорию полупрофессионального оборудования.
Итак, узнав мощность сварочного аппарата можно рассчитать сечение кабеля для удлинителя. Для бытового инвертора до 5,5 кВт мощностью, сечение кабеля для удлинителя должно быть не менее 2,5 мм². Нельзя в качестве такого использовать провод 1,5 мм².

Если мощность сварочного аппарата выше 6 кВт, то и сечение удлинителя для сварки должно быть увеличено. Оптимально здесь будет использовать кабель на 4 или 6 мм². Обязательно это должен быть кабель, изготовленный из меди, поскольку алюминий плохо подходит для этих целей.
Ну и, конечно же, не стоит забывать о надежной и качественной изоляции кабеля для изготовления удлинителя. Кабель должен быть обязательно в двойной изоляции, внешний слой которой изготовлен из резины.

Всегда нужно помнить о том, что удлинитель для сварки должен обладать повышенной надежностью и долговечностью.
Читайте также: