Заклепки вместо сварки на авто

В данном конкретном случае состояние моей е21 очень далеко от идеального, что позволяет мне не заморачиваться с аутентичностью отдельных деталей. Стремления повторить завод нет. Пусть это и 323i. Зато есть стремление создать максимально долговечную конструкцию, о чём поговорим ниже.
ОБЩАЯ "ТЕОРИЯ ЗАКЛЁПОК"

Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Недостатки заклёпочных соединений:
1. Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
2. Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
3. Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
4. Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
2. Позволяет соединять неподдающиеся сварке материалы.
Недостатки в сравнении со сваркой:
1. Трудоёмкость процесса. Однако кобальтовые свёрла делают сверление быстрым. А вот сварные швы зачищать крайне неприятно.
2. Повышенная материалоёмкость соединения – это просто не важно.
3. Необходимость специальных мер для герметизации – ну так и сварку потом шовником мазать.
4. Процесс сопровождается шумом и вибрацией – для вытяжных заклёпок не актуально. А ещё от сварки летят капли и можно обжечься.
Преимущества в сравнении со сваркой:
1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия. + стойкость к вибрационным нагрузкам
2. Нет перегрева металла. Соединение более стойкое к коррозии само по себе + никто не мешает заантикорить деталь непосредственно перед установкой с двух сторон, а стык посадить на кузовной клей-герметик.
3. Банально дешевизна инструмента. Заклепочник стоит 500 рублей
4. Не нужно специальных навыков. Заклепать способен любой, а вот сварить хорошо это не так просто.
Коррозионная стойкость и выбор материала заклёпок
Начнём издалека. Вопрос лишь в одном типе коррозии – гальваническом.
Гальваническая коррозия представляет собой электрохимическую реакцию между двумя и более различными (или разнородными) металлами.

Процесс гальванической коррозии можно наглядно продемонстрировать на примере взаимного контакта изделий из Алюминия и Нержавеющей стали. Алюминий – более химически активный металл является в данном случае анодом, а менее активная нержавеющая сталь – катодом.
При взаимодействии между нержавеющей сталью и алюминием возникает большая разница потенциалов в соответствии с рядом напряжений в металлах. При этом, благодаря действующему на электрический элемент электролиту (жидкость), возникает электрический ток, и анод, в данном случае Алюминий, корродирует.
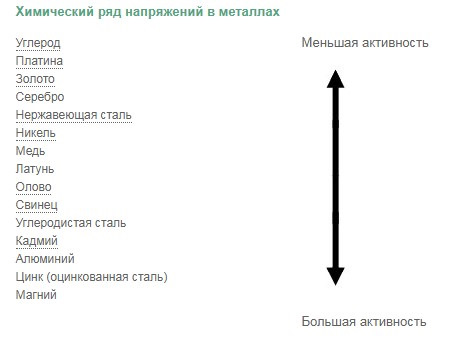
Чем дальше находятся в ряду напряжений металлы по отношению друг к другу, тем больше разность потенциалов и выше опасность коррозии
Гальваническая коррозия возникает в том случае, если имеет место один из следующих факторов:
Относительная влажность воздуха превышает 60%;
Загрязненный воздух: большое количество металлических частиц;
Металлы в винтовых соединениях, у которых большая разница потенциалов;
Неправильное соотношение площадей поверхностей анода и катода.
Рекомендации по противодействию гальванической коррозии:
1. Исключите возможность образования гальванического элемента
защищайте конструкции от действия влажности (удалите электролит)
изолируйте металлы друг от друга, например, с помощью покрытия
изолируйте металлы от электролита.
2. Избегайте соединения металлов, у которых большая разница потенциалов.
3. Материал из которого произведен крепеж должен быть более активным (анод), чем материал конструкции (катод).
4. Площадь поверхности конструкции(катода) больше площади поверхности крепежа(анода).
Выводы по выбору материала из этого крайне просты:
1. Пара сталь – нержавеющая сталь – очень плохая идея. Заклёпка останется, а вокруг будет гнить.
2. Заклёпка должна быть окрашена
3. Заклёпка должна быть изолирована от электролита (воды)
4. Самый лучший материал заклёпки – окрашенная алюминиевая заклёпка с оцинкованным стальным сердечником. В данном случае цинк защищает алюминий, а алюминий изолирован от кузова краской.
Кстати о коррозии алюминия
Ряд испытаний показали, что коррозия алюминия сильно преувеличена. В атмосферной и влажной среде он не корродирует даже без краски. В морской среде корродирует около 30 лет.
А теперь представьте, у вас есть лонжерон:
— изнутри покрыт кислотным или цинковым грунтом (на ваш выбор)
— внутрь заложено 2 кг лучшего антикора в мире перед сборкой
— нахлёст металла обработан кузовным клеем-герметиком + сами заклёпки окунаем в него перед установкой
— поверх герметика после высыхания наносится ещё один слой лучшего антикора в мире (это конечно по желанию)
Что мы получаем в итоге:
— соединение, которое в сырой среде держит 30 лет
— только без доступа кислорода и воды
— законсервированно лучшим антикором в мире изнутри
— а когда герметик треснет, в его трещину снова пойдёт лучший антикор в мире
Собственно, выставляю технологию на ваш суд. На практике я уже начал её применять. Следующие записи расскажут подробности, следите :)
P.S. не реклама лучшего антикора в мире (это конечно по желанию). Просто меня очень впечатлили мои личные испытания этого продукта. Защита зверская.
заклепки вместо сварки

после покатушек не по асфальту иногда надо и на кузов поглядывать )) под родным герметиком все плохо :

можно конечно кататься и дальше — пока пассажиры не начнут катапультироваться прям на ходу, но это не наш метод .
в помощь оцинковка, клепки из нержавейки и кузовной герметик . у меня в моде Новол гравит 630







полезно восстановить и виброизоляцию . аналог родной — кровельный материал Технониколь

а теперь для диванных теоретиков — вот заплатка которая стоит и работает 12 лет на практически самом проблемном месте в крокодилах . прежде чем кидать помидорами выложите фото сварного шва на своей машинке которому хотя бы лет 10 ))

немного фото еще — по просьбам публики ))
перепад пола снаружи

другая сторона после нескольких лет эксплуатации


сверху вместо скотча герлен ( чтоб не расползалась, а герлен шум не задерживает )

под задним диваном вообще ничего не было с завода — почему бы и не налепить ?

довольно крепкий клепальник ( пока еще не сломался ))

всем целых кузовов !
Volkswagen Passat 1984, двигатель бензиновый 1.6 л., 75 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Volkswagen Passat, 1984


Volkswagen Passat, 1988

Volkswagen Passat, 1982
Комментарии 214
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Возможно клёпки долговечней но, я им не доверяю!допустим никакой умный человек не станет к примеру стакан или ланжирон на клёпки сажать)чисто моё мнение.никак не критика!

клепки тема, тоже на своей применял. отлично подходит для несиловых элементов. только я герметик еще и под латку клал-т.е. получается приклеивал на герметик и на заклепки. где-то читал, что на каких-то авто некоторые кузовные элементы не скрепляются точечной сваркой, а просто склеиваются герметиком (не путать с вклейкой стекол, я в курсе). в силовой конструкции эти элементы не участвуют, поэтому обходятся без сварки, зато получают бОльшую эластичность соединений.
клепки рулят!
Заклепки вместо сварки — ремонтируем задние арки

В предыдущей записи я рассказывал, что заполучил полуавтомат и вовсю начал экспериментировать. Но стоило попробовать на автомобиле — и все пошло не так. Дело в том, что вопреки моим ожиданиям, металл арок оказался чуть толще металла внешней стороны дверей — т.е., моих заплаток. В итоге, либо прогорала заплатка (при увеличении тока), либо она не приваривалась (при уменьшении)… Ко всему этому плюсовалось отсутствие нормальной маски, наличие электричества только по выходным и погодные условия, которые заставляли торопиться. В итоге, не желая портить живой металл своими кривыми руками, принял решение ставить латки на заклепках. Сразу скажу, что это первый опыт и лично мое видение процесса; а также, что "лучше сварки еще ничего не придумано" я знаю и сам, не нужно мне это доказывать. :)
1) Готовим "фронт работ" : моем и зачищаем прогнившее место (чтобы четко были видны границы), затем вырезаем его. Здесь нужно четко представлять структуру пораженного места — например, если сварены два слоя металла, то вовсе необязательно, что оба нужно срезать — возможно, прогнил лишь внешний. Также, аккуратнее нужно быть с лонжеронами — например, в моем случае они полностью живые и не тронутые ржой — а посему, прилегающий к ним гнилой металл нужно отрезать по периметру очага поражения и затем аккуратно сбить с лонжерноа зубилом. Ну и так далее. Одним словом — без фанатизма. Думайте, что делаете.

2) Прикидываем размеры и форму заплатки — я прикладывал полиэтилен и обводил примерную форму будущей заплатки маркером. По этой форме вырезал ее из донора (дверь).
3) Вырезаем заплатку, придаем приблизительную форму и прикладываем к кузову. Теперь можно обстучать ее по месту более точно, а также обрезать излишки.

4) Прикидываем где у нас будут отверстия для заклепок. Здесь также нужно принять во внимание "рельеф местности" — например, смотрим, чтобы будущие отверстия не пришлись на места бывшей заводской точечной сварки (трудно будет сверлить).
5) Сверлим заплатку — я использовал сверло 4 мм, по размеру заклепок. После сверления неплохо бы сточить буртики по краям отверстий — для более плотного прилегания заплатки к кузову.

6) Прикладываем заплатку уже "на чистовую" и накерниваем на кузове место первого отверстия. Можно начать с одного из краев заплатки и идти к другому, можно — от центра к краям. Неверным же будет идти от краев к центру.
7) Подготавливаем кузов: травим ржавчину преобразователем, смываем его, затем как следует проходимся обезжиривателем или растворителем.

8) Сверлим первое отверстие в кузове.
9) Подготавливаем и кузов и заплатку путем нанесения "Раст стоп (Б)" для днища (в моем случае) — это предотвратит коррозию между двумя слоями металла.
10) Заклепываем первое отверстие. Далее по аналогии: равняем заплатку, накерниваем (при этом прижимаем как можно сильнее по месту накернивания, чтобы не ушел центр будущей дырки), сверлим.
Здесь оговорюсь — не стоит с первой же заклепки вытягивать ее полностью. Дело в том, что после того, как все заклепки будут на месте, заплатку нужно еще разок, окончательно, поотбивать молотком, чтобы ее края максимально прилегли к кузову. В процессе этой доводки заклепки так или иначе немного разболтаются — и если не оставить их вытяжные штифты, дотянуть их возможности уже не будет. Поэтому, дотягиваем их только после того, как все они будут на местах, а заплатка окончательно подогнана молотком по всему периметру.
11) Заплатка на месте! Теперь проходимся тряпочкой с растворителем по ней и ее краям, начисто удаляя просочившийся антикор.

12) Берем герметик для автостекол (в отличие от обычного он имеет еще и нехилые армирующие свойства) и греем его — чтобы легче было давить через пистолет и размазывать. Я просто клал тубу на пластиковую плиту горячего после поездки двигателя минут на 15. Собственно, замазываем заплатку по периметру, захватывая и заклепки — чтобы никуда не просачивалась влага и грязь. Я мазал пальцем — так точнее чувствуешь процесс. :)

Готово! Осталось лишь пролить "Раст стопом" места клепания изнутри, для пущей уверенности. Ну а далее — по желанию. Я вот планирую позже покрыть арки еще "жидкими подкрылками", а поверх — еще раз Раст стопом. Чтоб уж наверняка. )))))
Ремонтируем гнилое днище ЗАКЛЕПКАМИ


А какой он будет, положительный или отрицательный, покажет время. Пока никто из тех, кто всячески поливает клепки грязью не привел мне пример, как развалилась его машина, а вот обратных примеров была куча. Ну да ладно, перейдем к работам.
Первым делом изготовил ребро, от которого пойдет пол. Все обработал и начал приклепывать.

Далее вырезаем центральный усилитель, который держит кресло. Состояние у него конечно печальное, будем что-то думать… и начинаем подгонку основного пола.

В качестве заготовки я использовал полик водителя от ВАЗ 2110, развернул его в обратную сторону, и даже попал выштамповкой на родной усилитель. Промазываем, подгоняем, приклепываем.

Ну как то так) А более подробно обо всех работах, и как все получилось, смотрите ниже!
January 28, 2021 Tags: синий дед , volkswagen , passat , passatb1 , восстановление авто , заклепки в кузов , оживление мертвеца , тачки
Tags: синий дед, volkswagen, passat, passatb1, восстановление авто, заклепки в кузов, оживление мертвеца, тачки
Comments 50

Я на заклёпки ставил полы ( но не усилители, сам пол), задние внутренние арки восстанавливал. Вырезал все гнилье. Проще было багги из универсала сделать. Промазал после работ изнутри и снаружи толстым слоем мастики. Пороги приклепал, усиления порогов внутри поставил. Посмотрим, как говорится. Время покажет прочность такой конструкции. Я считаю, что вопрос этот спорный и нет ответа однозначного что лучше или хуже. Многое от качества проведенных работ зависит. Можно и в сварке напортачить, и в клепках. А вообще, кто делал подобные работы знает, что это труд. И тяжёлый. Так что респект и уважуха всем кузовщикам. И сторонникам сварки, и заклепочникам. ))

Самый миротворческий комментарий)) спасибо) надеюсь походят наши ласточки)
Я тоже надеюсь.)) Как вспомню весь процесс и усилия — хочется чтобы не впустую. Вообще, каждый сам выбирает как ремонтировать, каким способом. Мы все учимся опытным путем.))

Магазинные аллюминиевые клепки от вибрации, при боковых воздействиях срезаются тонким металлом. Можно между соединением проложить герметик (крокодил). А вообще грамотнее будет приварить полуавтоматом

"Пока никто из тех, кто всячески поливает клепки грязью не привел мне пример, как развалилась его машина" — я ведь правильно понимаю — речь идет об обычных алюминиевых заклепках из строительного магазина, где сердечник с шариком на конце тянут через алюминиевую трубку ножки заклепки? Если да, то вот мой пример: имею откатные ворота из профильной трубы, на которую приклепан профнастил. Раз в пару лет нижний ряд приходится переклепывать, т.к. то ли от влаги, то ли от вибраций внизу от клепок не остается и следа. Не знаю что с ними происходит. Но раз в два года замечаю, что лист профнастила внизу начинает болтаться. Ссотрю — отверстия есть, клепок нет. Их переклепать конечно совсем недолго, раз уж сверлить уже не надо. Но на автомобиле все эти негативные факторы, разрушающие клепки, наверное, гораздо более выражены.

Попробуйте заклепки из нержавейки, стоят дороже но и ходят очень долго.
Читайте также: