Выходные диоды для сварочного инвертора
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
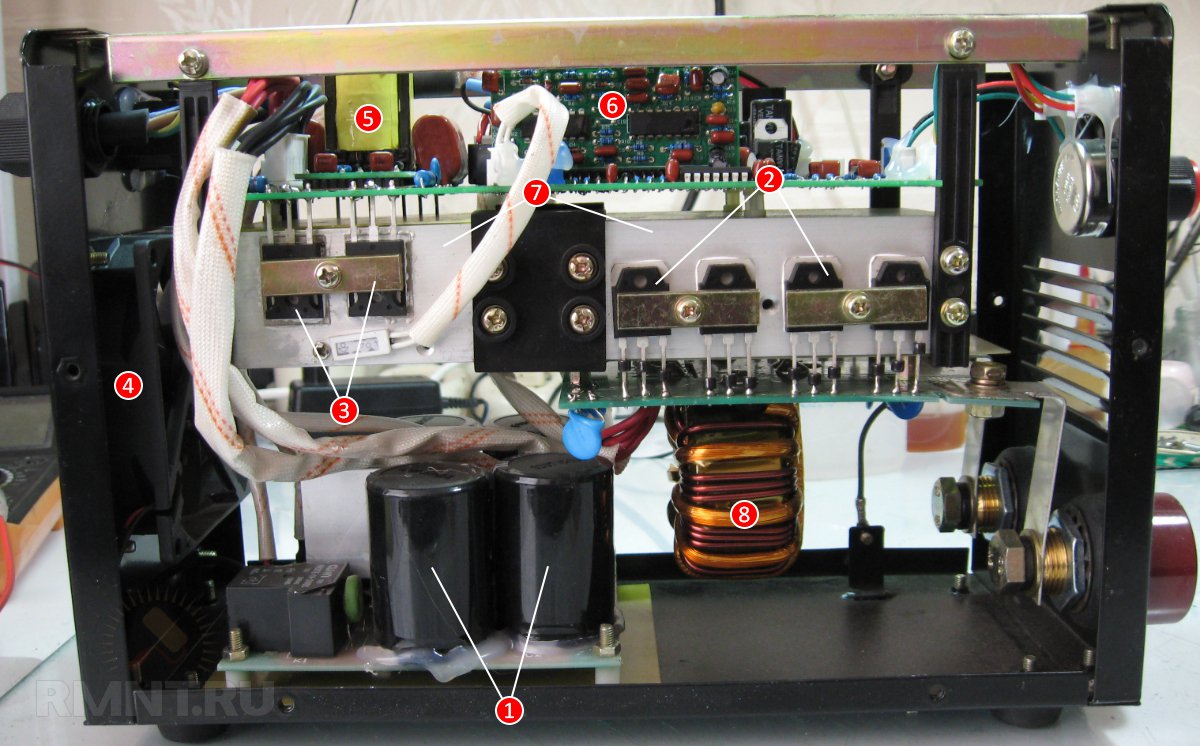
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
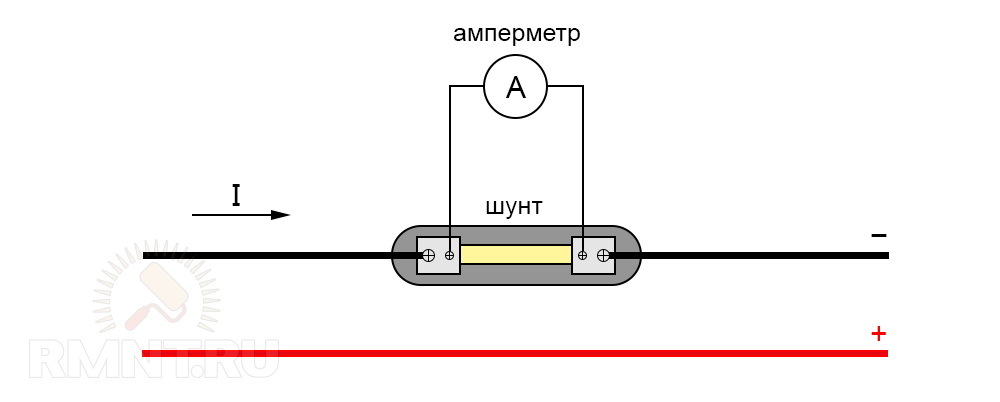
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Выходные диоды для сварочного инвертора
САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ
КАКИМ ЕМУ БЫТЬ
На этой странице будут собираться интерсные технологические и схемотехнические решения заводских и самодельных сварочных аппаратов.
Для разминки возьмем сварочный инвертор РЕСАНТА САИ 250 ПРОФ:

Выходные диоды ККМ STTH12R06D - 12 ампер, 600 вольт, корпус ТО-220 с металлическим фланцем, но у них время восстановления 12 nS, они реально быстрые, как раз подстать микросхеме, поскольку в даташнике на микросхему указывается минимальная рекомендуемая частота переключения 50 кГц, а типовая 120. 150 кГц. Это довольно приличные частоты и при проектировании печатной платы нужно уделить максимальное внимание влиянию соседних проводников друг на друга
Так же следует обратить внимание на выпрямительные диоды первичного напряжения. Используются диодные мосты работающие параллельно, но в паралель работают диоды именно из одной сборки, что гарантрует максимальную похожеть параметров диодов, следовательно через параллельные диоды будет протекать одинаковый ток, поскольку падение напряжения не N-P переходе будет тоже одинаковым.
Следующим довольно интересным было схемотехническое решение в сварочном аппарате ВД-160И У2 (ВД-200И У2)

Первое, что бросилось в глаза, так это то, что ребята реально хорошо знают транзисторную схемотехнику. Полноценной схемы найти не удалось, однако лично мне понравилось то, что было увидено. Сначала я увидел ЭТОТ файлик, затем порывшись в интернете нашел вот ЭТОТ файлик.
Первое, что бросилось в газа - ограничение тока на управляющем трансформаторе - использовать диоды для подавления выбросов это довольно оригинально (обведена голубым):
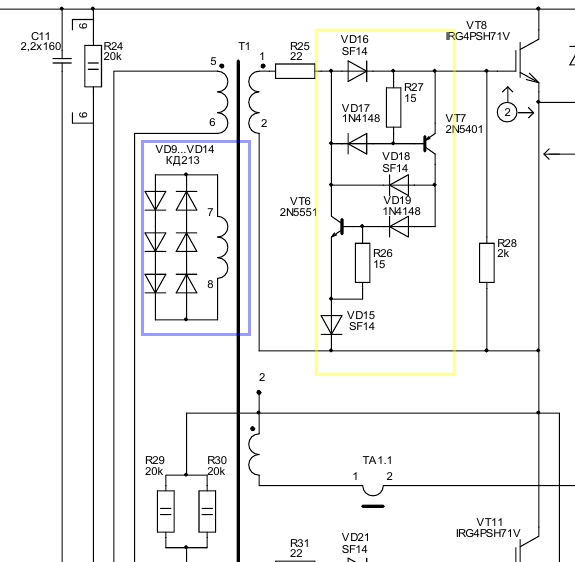
Так же используется довольно редкий способ удержания дуги при снижении тока, а именно добавлена дополнительная высоковольтная обмотка для облегчения поджига и удержания дуги. Я уже видел подобные решения, но в них использовались токоограничивающие резисторы на кучу ватт. Здесь же в качестве ограничителя тока выступает реактивное сопротивление L2, которе при слабых тока созадет маленькое падение напряжение на себе, а при больших ограничивает ток на столько, что диоды КД213 остаются целыми, т.е меньше 10 А. Таким образом значительно снижается выделяемое внутри сварочного аппратата тепло.
Для самодельного сварочного аппарата , работающего с аргоном нужен осцилятор. Впрочем осцилятор нужен и для плазмореза. Разумеется, что дугу можно поджечь и без него, касаясь электродом заготовки, но в момент касания односначно заточка электрода из вольфрама потеряет свою форму.
В сварочном аппарате РУСИЧ С-400 в качестве генератора высокого напряжения выспутает самовозбуждающийся электронный трансформатор и схема довольно знакома - подавляющее большинство электронных трансформаторов для низковольтных галогеновых ламп собраны именно по этой схеме:
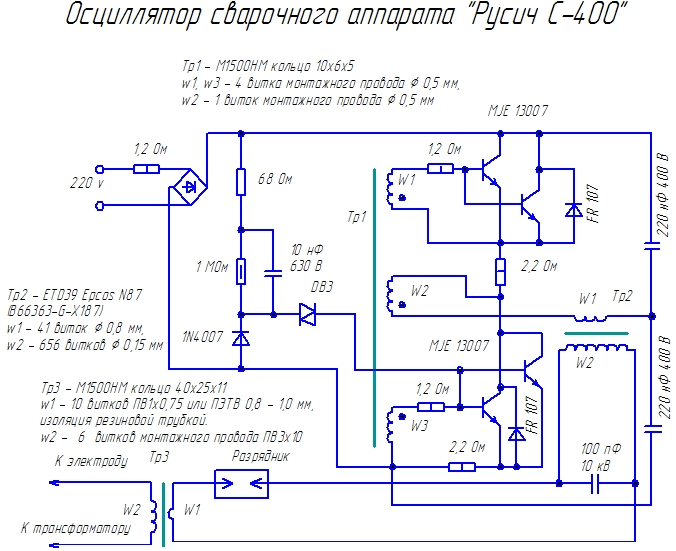
В данном варианте используется по два параллельных транзистора для увеличения выходного тока. Тут сразу оговорюсь - у самого зачесалиь руки купить готовый трансформатор и перемотать под осцилятор, но я удержался. Для подобного трансформатора нужно довольно приличное окно, поскольку вторичная обмотка должна иметь межслойную изоляцию - выходное напряжение подобного трансформатора должно быть порядка 4-6 кВ, а это требует межслойной изоляции не только между первичкой и вторичкой, но и между слоями первички. Даже используя фторопластовую ленту толщина изоляции займет не мало места, а с учетом того, что слои вторичной обмотки не должны добигать то краев каркаса хотя бы 2-3 мм, то и толщина самой обмотки увеличивается. Следовательно использовать сердечники от электронного трансформатора для ламп весьма затруднительно - размер окна расчитан строго под то количество обмоток и их толщину, которая используетсяв данном трансформаторе - при серийном производстве использование сердечников с "запасом" довольно убыточно.
Зарядить конденсаторы первичного питания сварочного инвертора не так просто - напряжение приличное, емкость конденсаторов тоже, следовательно ток во время зарядки будет возникать огромный. Чаще всего для зарядки этих конденсаторов в сварочных инветорах используют токоограничивающие резисторы и термисторы. Я не не буду утверждать, что это схема заводского сварочного аппарата (СХЕМА ЗДЕСЬ), но автор не стал заморачитваться с резисторами, а просто поставил обычную лампу накаливания на 150 Вт. Тут же оговорка - обычная лампа довольно габаритна, поэтому желащим повторить подобное рекомендую использовать галогенку - она значительно меньше, да и трубку гораздо проще защитить от ударов, чем колбу обычной лампы:
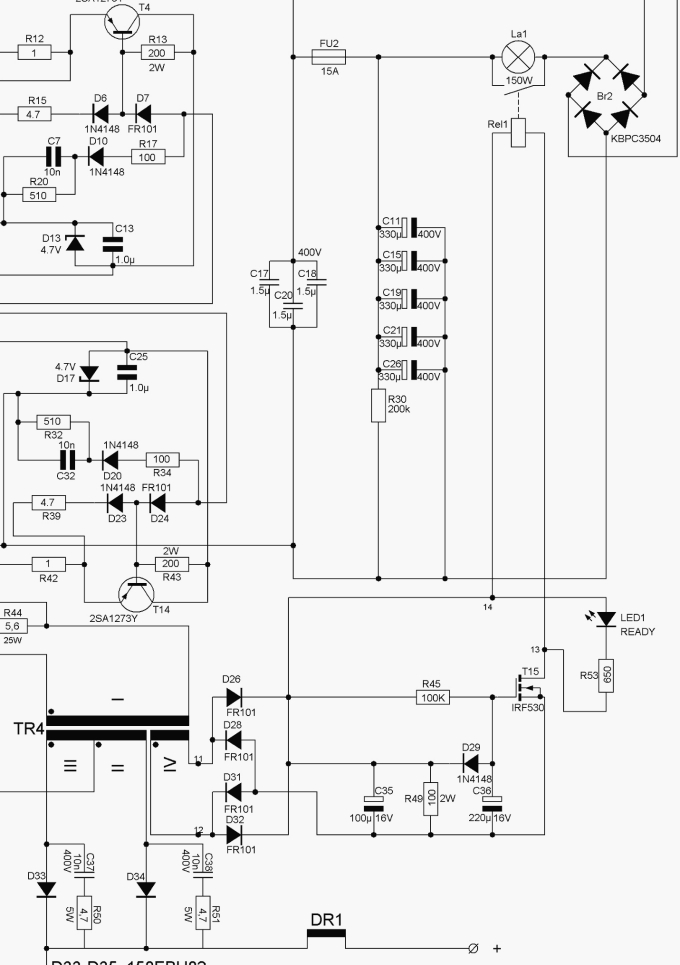
Тут следует отметить, что реле софтстарта включается только тогда, когда на выходе инвертора появляется напряжение.
СТРАНИЦА БУДЕТ ДОПОЛНЯТЬСЯ ПО МЕРЕ ОБНАРУЖЕНИЯ
ИНТЕРЕСНЫХ РЕШЕНИЙ СВАРОЧНЫХ ИНВЕРТОРОВ
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка

При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Проверка боем: применение IGBT от ST в составе инверторов сварочных аппаратов MMA

STMicroelectronics выпускает несколько серий IGBT-транзисторов и мощных быстродействующих диодов, идеально подходящих для создания инверторов сварочных аппаратов. Сверхсовременные IGBT серий V, H, HB, M и диоды серии W отличаются малыми потерями на переключения и низким напряжением насыщения. Эти замечательные качества были подтверждены на практике при испытании MMA-инверторов мощностью 4 и 6 кВт.
Рынок сварочного оборудования представляет собой быстроразвивающуюся отрасль силовой электроники. На сегодня существует множество типов сварочных аппаратов:
- с различными технологиями – ручная дуговая сварка плавящимся электродом (manual metal arc, ММА), ручная сварка в среде защитных газов (tungsten inert gas, TIG), полуавтоматическая сварка в среде инертных (metal inertgas, MIG) или активных газов (metal active gas, MAG);
- с различными источниками тока – трансформаторные, инверторные;
- с постоянным выходным током (например, для сварки стали) или с переменным током (например, для сварки алюминия).
Наиболее распространенным типом сварочной технологии является MMA. Она отличается простотой и применяется как в профессиональных, так и в бытовых аппаратах. Структура такого сварочного аппарата достаточно проста и состоит из источника тока, выходного выпрямителя (опционально) и системы управления (рисунок 1).

Рис. 1. Упрощенная структурная схема сварочного аппарата
Источник тока может быть реализован на базе мощного сетевого трансформатора (трансформаторный аппарат), либо на базе инвертора (инверторный аппарат). Главными достоинствами трансформаторных аппаратов являются простота и максимальная надежность, а недостатками – большие габариты, грубое регулирование и низкое качество сварки. Инверторные аппараты, использующие современные полупроводниковые силовые ключи, не имеют этих недостатков.
Основными компонентами мощных инверторов являются IGBT-транзисторы и быстродействующие диоды. Компания STMicroelectronics выпускает силовые электронные компоненты, идеально подходящие для построения сварочных аппаратов [1]:
- IGBT серии V со сверхнизкой энергией выключения, работающие с напряжениями до 600 В на частотах до 120 кГц;
- IGBT серии HB с малым напряжением насыщения и низкой энергией выключения, работающие с напряжениями до 650 В на частотах до 50 кГц;
- IGBT серии H с низкой энергией выключения, работающие с напряжениями до 1200 В на частотах до 35 кГц;
- IGBT серии M с малым напряжением насыщения, работающие с напряжениями до 1200 В на частотах до 20 кГц;
- диоды серии W с малым прямым падением напряжения и минимальным временем восстановления.
Требования к IGBT в составе сварочных инверторов
Принцип работы инверторного сварочного аппарата достаточно прост (рисунок 2). Питающее напряжение сети выпрямляется и поступает на вход инвертора. Инвертор преобразует постоянное напряжение в переменное, которое передается в нагрузку через высокочастотный силовой трансформатор. Работу инвертора контролирует система управления (СУ). Увеличивая и уменьшая длительности управляющих импульсов, можно изменять передаваемую в нагрузку мощность. Кроме основных блоков, схема содержит и вспомогательные: корректор коэффициента мощности (ККМ) и выходной выпрямитель.

Рис. 2. Структура инверторного сварочного аппарата
Основным блоком инверторного сварочного аппарата является непосредственно инвертор, который может быть реализован по любой из известных топологий. Среди наиболее часто используемых схем можно отметить push-pull, мостовую, полумостовую, полумостовую несимметричную (косой полумост).
Несмотря на многообразие топологий, требования к IGBT оказываются примерно одинаковыми:
- Высокое рабочее напряжение. Для бытовой сети рейтинг напряжения транзисторов должен быть 600 В и выше.
- Большие коммутационные токи. Средние значения достигают десятков ампер, пиковые – сотен ампер.
- Высокая частота переключений. Увеличение частоты позволяет снизить габариты трансформатора и индуктивности выходного фильтра.
- Малое значение энергии на включение (Eвкл) и выключение (Eвыкл) для минимизации потерь на переключения.
- Низкое значение напряжения насыщения Uкэ нас. для минимизации кондуктивных потерь.
- Стойкость к жесткому режиму коммутации. Инвертор работает с индуктивной нагрузкой.
- Стойкость к короткому замыканию. Критично для мостовой и полумостовой схем.
К вышесказанному стоит добавить, что, во-первых, при выборе транзисторов для инвертора следует обращать внимание не только на рейтинги токов и напряжений, но и на параметры, определяющие мощность потерь. Во-вторых, требования к низкому напряжению насыщения и высокой рабочей частоте оказываются противоречивыми.
IGBT производства STMicroelectronics сочетают в себе уникальные характеристики: способны коммутировать большую мощность, отличаются высоким быстродействием, при этом – сохраняют низкое значение Uкэ нас. Это стало возможным благодаря использованию новейших технологий.
Мощности потерь и особенности технологии производства IGBT от ST
Основный причиной ограничения мощности инвертора является перегрев IGBT. Он является следствием потерь мощности, рассеиваемой в виде тепла.
Как известно, суммарные потери мощности в IGBT (Pd) складываются из двух составляющих: потери проводимости (Pконд, кондуктивные потери) и потери на переключения (Pперекл) (таблица 1).
Таблица 1. Потери мощности в IGBT
Кондуктивные потери определяются значением напряжения насыщения Uкэ нас. По этой причине его стараются максимально снизить.
Потери на переключения объединяют энергию, затрачиваемую на включение (Eвкл) и на выключение (Eвыкл).
Энергия на включение Евкл в большей степени определяется встроенным антипараллельным диодом. Для оптимизации этого параметра можно использовать внешний диод с лучшими характеристиками (меньшее время восстановления) или оптимизировать режим переключения (переключения при нулевых токах или напряжениях).
Энергия на выключение Евыкл определяется эффективностью рекомбинации неосновных носителей в структуре IGBT. Затягивание процесса рекомбинации приводит к появлению токового хвоста (рисунок 3), [2].

Рис. 3. Потери на выключение для планарного IGBT
Во время включенного состояния через IGBT протекает ток, и в его слое n- происходит накопление неосновных носителей (дырок из слоя p+). После выключения транзистора число этих накопленных носителей сокращается достаточно медленно, главным образом – за счет неэффективной рекомбинации в низколегированном слое n-. В результате образуется токовый «хвост», приводящий к дополнительным потерям мощности.
Один из способов повышения быстродействия заключается в уменьшении степени легирования области p+. Это приводит к уменьшению числа носителей, а значит – и к ускоренному процессу рекомбинации. Однако уменьшение числа носителей, очевидно, приведет и к возрастанию напряжения насыщения.

Рис. 4. Развитие технологий IGBT производства STMicroelectronics
Таким образом, увеличение быстродействия при сохранении напряжения насыщения возможно только благодаря качественным улучшениям и применению новых технологий. Например, для ускорения процесса рекомбинации между слоями p+ и n- создается слой n+ (рисунок 4а). Быстродействие возрастает, но остается достаточно низким.
Одним из революционных решений, позволившим качественно улучшить характеристики IGBT, стало применение технологии TGFS (Trench Gate Field Stop), (рисунок 4б). Суть TGFS состоит в изменении структуры затвора, который выполняется в изолированной канавке. Проводящий канал становится вертикальным, что уменьшает эффективную толщину слоя n-. Это, с одной стороны, приводит к снижению напряжения насыщения, а с другой – к уменьшению числа накапливаемых носителей.
Наиболее современное поколение IGBT производства STMicroelectronics серии V включает все лучшие технологические решения [2]: TGFS, снижение толщины исходной пластины p-, уменьшение толщин диффузных и эпитаксиальных слоев, увеличение глубины внедрения затвора (рисунок 4в). Это позволяет уменьшить энергию, затрачиваемую на выключение, при сохранении значения напряжения насыщения.
STMicroelectronics выпускает несколько серий IGBT с различными характеристиками. Богатый выбор позволяет найти оптимальные транзисторы с учетом требований к конкретному сварочному аппарату и используемой топологии.
Обзор серий IGBT от ST
Линейка IGBT производства STMicroelectronics содержит четыре серии, представители которых наиболее подходят для сварочных инверторов. Это серии V, HB, H, M. Все эти транзисторы отвечают перечисленным выше требованиям и имеют отличные характеристики [1, 4]:
- высокие рабочие напряжения – 600…1200 В;
- высокие показатели коммутируемых токов – до 80 А;
- рекордные значения энергии выключения – от 0,2 мДж;
- быстродействие – до 120 кГц;
- доступность версий со встроенным быстродействующим антипараллельным диодом;
- доступность различных корпусных исполнений (TO-247, D2PAK, TO-220 и другие);
- стойкость к импульсам короткого замыкания.
Серия M предназначена для коммутации напряжений до 1200 В и токов до 40 А (таблица 2). Отличительной особенностью серии является низкое напряжение насыщения (не более 2,2 В) и малая энергия на переключения (от 1,2 мДж). Это делает данные транзисторы оптимальным выбором для инверторов, работающих на частотах до 20 кГц.
Таблица 2. Характеристики IGBT серии M
Серия H способна коммутировать напряжения до 1200 В и токи до 40 А (таблица 3). По сравнению с транзисторами серии M, IGBT серии H имеют меньшее значение энергии переключения (от 0,85 мДж) и большее напряжение насыщения (до 2,4 В). По этой причине они подходят для более высокочастотных приложений и способны работать на частотах до 100 кГц.
Таблица 3. Характеристики IGBT серии H
Серия HB не является основной для построения сварочных инверторов, однако ее характеристики также на высоте (таблица 4). Напряжение насыщения для этих IGBT являются рекордными среди всех семейств и начинаются от 1,65 В. Энергия переключения, во многих случаях не превышает 0,6 мДж. Рабочая частота для представителей семейства достигает 50 кГц.
Таблица 4. Характеристики IGBT серии HB
Серия V, как было сказано выше, является флагманом в номенклатуре STMicroelectronics. Благодаря новейшим технологиям, у данных IGBT практически полностью отсутствует токовый «хвост», и энергия на выключение оказывается минимальной – от 0,2 мДж (таблица 5), при этом напряжение насыщения не превышает 2,15 В. Все это позволяет использовать транзисторы серии V в быстродействующих инверторах с максимальной частотой переключения до 120 кГц.
Таблица 5. Характеристики IGBT серии V
Для наименования IGBT представленных серий используется код, состоящий из восьми позиций (таблица 6). Он содержит тип компонента, обозначение корпуса, название семейства, напряжение пробоя, наличие диода и его характеристики. Стоит отметить, что версии транзисторов с диодом с низким падением напряжения (индекс DL) не подходят для работы в составе сварочных инверторов.
Таблица 6. Именование IGBT производства STMicroelectronics
- (пусто) – нет
- D – быстродействующий
- DL – с низким падением
Код напряжения пробоя:
- V – Very High Speed до 120 кГц
- H…B – High Speed до 50 кГц
- H – High Speed до 35 кГц
- M – Low Loss до 20 кГц
Максимальный ток при 100°С
| B – D2PAK | W – TO-247 |
| F – TO-220FP | WA – TO-247 Long Led |
| FW – TO3FP | WT – TO-3P |
| P – TO-220 | Y – Max247 |
Большинство IGBT представленных семейств выпускается в двух вариантах: со встроенным быстродействующим диодом и без него. Характеристики этих диодов достаточно хороши. Однако в случае необходимости требуется применять внешние диоды, например, в схеме асимметричного моста. При этом следует обратить внимание на мощные быстродействующие диоды серии W производства STMicroelectronics.
Обзор мощных диодов серии W от ST
Мощные быстродействующие диоды серии W разработаны специально для работы в составе мощных импульсных преобразователей с жесткими условиями переключений. Для этого их характеристики соответствующим образом оптимизированы (таблица 7):
- для снижения статической мощности прямое падение напряжения уменьшено (от 0,92 В);
- обратное напряжение достигает 600 В;
- средний ток достигает 200 А;
- время восстановления и обратный ток существенно снижены для сокращения энергии на переключение;
- большинство диодов выпускаются в сдвоенном исполнении.
Таблица 7. Мощные быстродействующие диоды производства STMicroelectronics
Результаты практического применения IGBT от ST в MMA-инверторах
Для подтверждения преимуществ транзисторов IGBT производства STMicroelectronics были построены и испытаны сварочные инверторы: MMA160 (входная мощность 3,8 кВт) и MMA200 (входная мощность 6 кВт) [3].
Условия проведения испытаний были одинаковыми [3]:
- в обоих случаях использовалась асимметричная полумостовая схема инвертора со спаренными параллельными IGBT (рисунки 5 и 6);
- в качестве питания использовалось сетевое напряжение 220 В, 50 Гц;
- температура окружающего воздуха составляла 25°C;
- в качестве нагрузки применялись керамические резисторы общим сопротивлением 145 мОм с активным охлаждением;
- максимальный коэффициент заполнения не превышал 50% для гарантированного исключения возможности насыщения сердечника выходного ВЧ-трансформатора;
- защитное отключение производилось при достижении транзисторами температуры 105°С.
Инвертор MMA160 был построен на базе транзисторов STGW40V60DF (рисунок 5). Частота переключений составляла 63 кГц.

Рис. 5. Схема инвертора MMA160
В ходе испытаний производились замеры входной мощности, входного тока и температуры корпуса транзисторов. При увеличении входной мощности от 2 кВт до максимальной мощности в 3,8 кВт происходил разогрев транзисторов и рост энергии на выключение (таблица 8).
Таблица 8. Результаты испытаний инвертора MMA 160
Инвертор показал устойчивую работу во всем диапазоне мощностей. Отключение при максимальной мощности произошло только по истечении 10 минут 17 секунд, после срабатывания защиты от перегрева (105°С). Максимальное значение энергии на выключение IGBT при этом увеличивалось с 311 мДж до 550 мДж, что является хорошим результатом и соответствует заявленному в документации значению (таблица 5).
Инвертор MMA200 был построен с использованием спаренных IGBT STGW60H65DFB (рисунок 6). Рабочая частота составила 63 кГц. Для дополнительной защиты транзисторов были применены снабберные RC-цепочки.

Рис. 6. Схема инвертора MMA200
В ходе испытаний входная мощность MMA200 увеличивалась с 2,6 кВт до 5,8 кВт. Инвертор продемонстрировал устойчивую работу во всех режимах и выключился после срабатывания температурной защиты спустя 8 минут 15 секунд после выхода на мощность 5,8 кВт. При увеличении входных токов происходил рост температуры транзисторов и увеличение энергии на выключение (таблица 9). Диапазон изменений энергии на выключение составил 586…947 мДж, что соответствует заявленному значению.
Таблица 9. Результаты испытаний инвертора MMA200
Проведенные испытания подтвердили отличные характеристики, заявленные производителем. Таким образом, IGBT производства компании STMicroelectronics идеально подходят для построения инверторов сварочных аппаратов.
В номенклатуре компании STMicroelectronics есть четыре серии IGBT, предназначенных для работы в жестких условиях переключения в составе сварочных инверторов. Данные транзисторы отвечают всем необходимым для этого требованиям. Их основными достоинствами являются:
Кроме IGBT, STMicroelectronics предлагает разработчикам мощные быстродействующие диоды серии W, которые отличаются малым временем восстановления и низким прямым падением напряжения.
Отличные характеристики силовых компонентов производства ST подтверждены практикой. Для этого инженерами компании были созданы и испытаны сварочные инверторы MMA160 и MMA200, построенные на основе транзисторов STGW40V60DF и STGW60H65DFB.
Читайте также: