Выбор сварочного аппарата tig ac dc
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Выбор аппарата TIG AC/DC
Lek s3250 , не увидел ни чего сказочного. На попсовые модели цены по рынку, остальные видимо под заказ и цена может неожиданно поменяться по запросу актуальной цены у поставщика.
Lek s3250 , не увидел ни чего сказочного. На попсовые модели цены по рынку, остальные видимо под заказ и цена может неожиданно поменяться по запросу актуальной цены у поставщика.
Да там даже Форсаж 200асдс и тот 15 % в минус от цены у производителя и их дилеров . Я там много перелопатил,конкретно селко смотрел 220 асдс однофазника,и он тоже дешевле.
Да там даже Форсаж 200асдс и тот 15 % в минус от цены у производителя и их дилеров . Я там много перелопатил,конкретно селко смотрел 220 асдс однофазника,и он тоже дешевле.
Там есть евм тетрих 230 ас/дс? Нашел только дс. Хотя на картинке стоит ас/дс, в описании только дс. Вот прямо интересно сравнить цену с представительской без диллерской наценки, есть доступ.
Всех с Новым Годом !
СВАРОЧНЫЙ АППАРАТ TELWIN TECHNOLOGY TIG 222 AC/DC HF/LIFT предлагают прайс - $2000
Кто имеет, интересуют отзывы.
Там есть евм тетрих 230 ас/дс? Нашел только дс. Хотя на картинке стоит ас/дс, в описании только дс. Вот прямо интересно сравнить цену с представительской без диллерской наценки, есть доступ.
Вроде по артиклу бьётся как ас/дс, или я уже запутался там , но цены реально меньше почти на всё, с чем связано ? Хз его знает , может просто старые ценники и не обновляются лет много.
Этот ЕВМ 230 вообще в полцены, Кроче это какая то ошибка.
Там есть евм тетрих 230 ас/дс? Нашел только дс. Хотя на картинке стоит ас/дс, в описании только дс.
Вот тот что ты спрашивал .
Прикрепленные изображения
Для тех кто не в теме - сотрудников 2 человека, серьезно? С 19 года доходность равна нулю по налоговой отчестности))) Ну точно, метсенаты, ниже рынка продают аппараты, какая тут доходность Ну и самый свежий отзыв о конторе был сделан 2 года назад.
Lek s3250 , G_Kar прав, не нужно искать на 5-ю точку приключений. Москва и Питер такими продаванами набиты под завязку. А если еще на Авито поИщите, то там один и тот-же (судя по картинке) аппарат могу сразу продавать несколько человек.
Выбор TIG аппарата стал настолько мучительным для меня, что даже зарегистрировался здесь.
Хочу купить аппарат с максимальным функционалом. При этом хочу большой и красивый экран для настроек (в идеале), но это, конечно, не основной параметр, но для меня важный.
Варианты, которые я для себя определил:
1)Cebora Win Tig 180 - дешевле остальных, но эргономика настроек не очень удобная, на сколько я понял.
2)Gys TIG 220 AC/DC - Дороже Cebora, но меню удобнее и ток больше
3)Rehm tiger 180 ac/dc ultra digital - Дизайн и меню вообще отличные, но еще дороже
4)Grovers WSME 315WC AC DC Pulse (LCD) - трехфазный и со всеми "плюшками", но китаец (что ни хорошо и ни плохо, а просто факт).
5)EVERLAST POWERMTS 225STI - Не умеет точками варить, но умеет полуавтомат, что неплохой такой бонус при сопоставимой цене (даже дешевле всех).
Не понятно что будет с сервисом у европейских брендов. Имеет ли вообще смысл брать европейцев сейчас? Что кто вообще может рассказать про перечисленные аппараты или расширить список чем-то похожим?
Привет всем, новенький я тут. Вопросик такой, работал только полуавтоматом и электродом, но в ближайшее потребуется работа с нержавейкой, aisi 304 и aisi 321, листы 1-2мм (открытые ванны) и каркасы профтруба 2мм. Итого думаю портить металл начинать даже не стоит, надо сразу на TIG переходить. Хотя что-нить особо дорогое сразу покупать не хочется, пока своего понятия не сформировалось и не окупилось, обычно дорогие вещи выбирать люблю уже имея собственный опыт и более четкие потребности.
Для меня актуально только на 380, сеть есть, а зависимость от колебаний на 220 больше иметь неохота. Итого посматривал я и на grovers 315, но вроде как бюджет пока смущает (118т.р. примерно).
Итого смотрю я на 2 аппарата СВАРОГа под 380В,
TECH TIG 250 P AC/DC (E102) за 80+ рублей
REAL TIG 250 (W229) за 40+ рублей
Если кто работал, подскажите, какие у них недостатки. Ну и для моей задачи я так с ходу разницу вижу только в настройках, будут-ли они так критичны в моем случае по тонкой пищевой нержавейке, или можно взять пока младшенького REAL TIG 250 (W229) и начать работать с ним, а там пойму, нужен-ли мне потом постарше. Или для нержи 1-2мм мне будет чего-то сильно критично нехватать ?
В общем буду благодарен советам, так как недавно задача возникла, и похоже в течение месяца нужно начинать работать.
Dos32, если Вы собираетесь работать только с нержой, для чего Вам аппарат AC\DC ? Для чего такие токи? Вам DC до 200 ампер выше крыши хватит. Насчёт колебаний сети, если ниже 190 - 180 не опускается. об этом можно не думать. Зато будет компактный, легко носимый вариант. Завтра работа на выезде подвернётся, Вы же 315 Гроверс с БВО за собой не потащите. AC\DC есть смысл брать только под алюминий. Кстати, под тонкую нержу надо брать аппарат с широким диапазонов настроек в импульсных режимах, конкретно 315 Гроверс для этого не очень подходит.
ну я выше уже написал, что аппарат рассматриваю только на 380. У меня все исключительно стационарное, ангар в деревне. На самом деле и на полуавтомате работал одновременно в одном месте сварогами на 380 и на 220, вот когда одновременно, то сразу понял, что хочу 380 если не таскать, там где 220 начинал временно чудить, приходилось отдыхать, 380 тне замечает. Мобильность совсем не нужна, тока понимаю с запасом, но выбираю только 380. Да и если дополнительно чего сделать придется, пригодится.
а насчет " с широким диапазонов настроек в импульсных режимах " на 380 умеренного бюджета, сварогов вышеупомянутых не хватит ? у старшего настроек побольше конечно.
Dos32, не знаю, надо конкретно параметры смотреть. Под тонкое очень желательно иметь возможность настроить короткий - от 50 миллисекунд и редкий - с периодом в пару секунд (частота 0,5 герца) . Если о алюминии речь вести, очень желательно иметь выбор формы тока на переменке и регулировку частоты , хотя бы 25 - 250 герц. На выставке был новый Сварог, но когда в продаже будет, не известно. И параметров тоже не знаю. Я им писал по этому поводу, не ответили.
Шурпет, ты его на выставке пробовал, может что расскажешь?
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Dos32,с кучей крутилок вообще не рассматривайте.Взяли бы аврору система,постоянка 21 т стоит,только 220В она.Не знаю к чему эти переплаты за переменку.
с кучей крутилок вообще не рассматривайте.Взяли бы аврору система,постоянка 21 т стоит,только 220В она.Не знаю к чему эти переплаты за переменку.
а почем именно с кучей крутилок не рассматривать ? а "переплаты за переменку" . Я по сути если будет чем может быть потом с аллюминием тоже побалуюсь, применение вижу, мы изделия для себя делаем, поэтому думаю может пригодится реально в пределах года, будерт время поэкспериментировать.
я и полуавтомат собираюсь махнуть на 380, вчера вот работал авророй оверманом 180, к вечеру стало хуже, но там-то пофиг было, ворота из чернухи себе на ангар делал, но если сеть 380, то зачем мне эти нюансы, уже решил далее все на 380. У меня сейчас электрики еще сетку не провели, у меня от своего соседнего участка с домом 3 фазная времянка лежит, так еще лишний провод лежал конечно свернут на этапе стройки, сейчас лишнее обрежу, но до весны СИП не протянут наверное. Да и когда попробовал подрял, когда на предприятии был, больно изаметно разницу в стабильности 220 и 380. А сейчас у меня в принципе есть конечно стабилизатор на 10К, но боюсь это мимо, но есть еще ЛАТР на 8КВТ, по сути 220 можно им приподнять, но новое покупать все равн буду под 380 .
угу, вижу, правда 117т.р. , начать хотелось-бы чуть попроще.
или может тупо купить пока за 40+ REAL TIG 250 (W229) и потом если будет работа стабильно и понимание то и новый multiwave можно будет добавить. потому как чем больше потрачу сразу, тем морально сложнее будет потом менять. а начав с простенького за 40 потом можно и поднапрячься, когда оправдывается оно проще.
Dos32, дело в том, что работа с алюминием потребует ещё много чего, в том числе и навыков. И прежде чем за это браться, следует подумать, имеет ли это смысл. Сколько работы может быть в том месте, где Вы живёте? Ещё раз подумайте над вариантом DC.
спасибо, посмотрю, работал на нем кто ?
есть нюансы. заказчики по сути мы сами, т.е. научившись что-то делать применение находим. раньше просто мы заказывали для себя изделия, а теперь я их могу делать на своей территории, пусть за 200км от Питера, но я наполовину тут живу. Таким образом во первых всегда можно найти, что сделать самим, во вторых когда нет аренды и прочего, бизнес рентабелен даже если объем в разы меньше. Пробовать все поначалу нужно самому, а потом можно и народу передавать. Тем более мне именно эта модель бизнеса интересна, я вообще перебираюсь из города и мне интересно часть бизнеса производственно-экспериментальную оставить себе на жизнь, а в продажах и прочей суете больше не участвовать. Я и сейчас в деревне, съезжу в Питер на пару дней по делам и с документами решить и обратно, уже с весны так живу. При таком раскладе малое количество изделий вполне позволяет сносно жить. А в "том месте" действительно работы немного, в основном на Питер и МСК изделия, но логистика не напрягает, т.к. вещи штучные и дорогие, больше влияет отсутствие аренды и прочие прелести своей территории.
Алюминий просто в перспективе может пригодится в качестве элементов отделки, за год-другой помалу накатается навык, найду чем по хозяйству себе потренироваться.
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
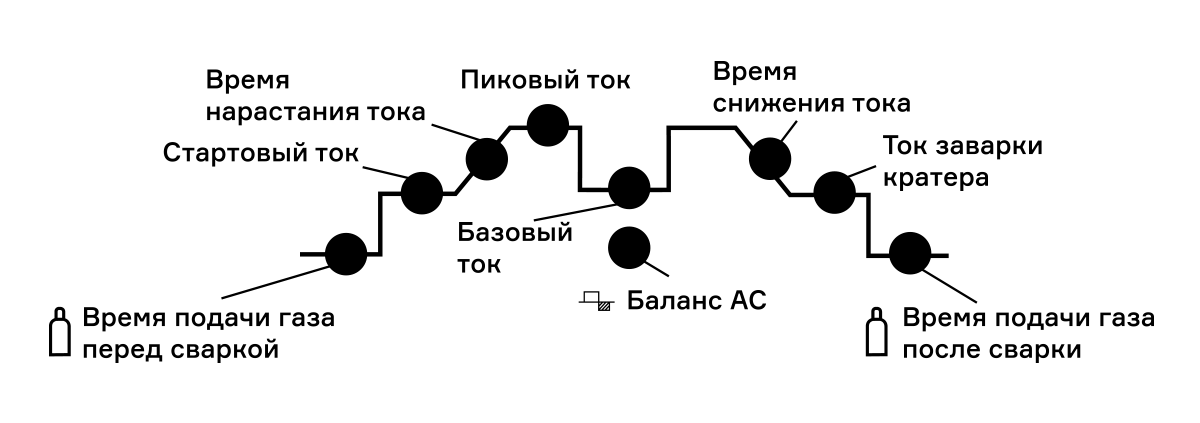

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
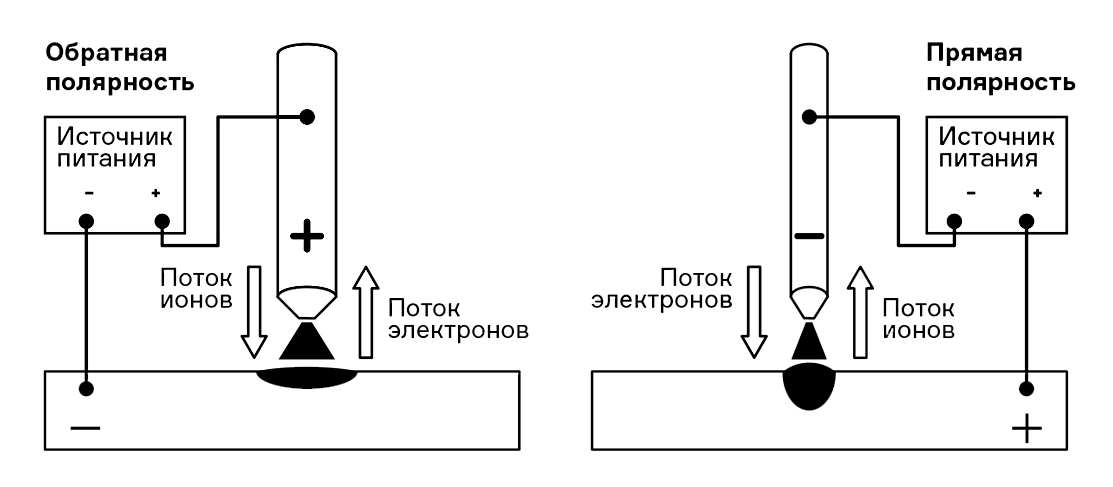
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Статьи про сварку
Топ 10 TIG сварочных инверторов AC/DC c питанием 220В 16.06.2019 16:35

Топ 10 TIG сварочных инверторов AC/DC c питанием 220В
В данном обзоре рейтинг будет сформирован по стоимости на уменьшение. Возьмем бренды известные автору доступные к покупке на территории РФ в 2019 году. Оборудование с максимальной мощностью. Питание 220В -16А . Погнали!
MagicWave 2200 Job G/F
Сварочный инвертор для аргонодуговой сварки постоянным и переменным током MagicWave (TIG) AC/DC с полностью цифровым управлением и технологией ActiveWave характеризуется мягкой и стабильной дугой. Аппарат имеет малый вес, надежную и прочную конструкцию и удобную систему управления. идеально подходит для портативного использования в химической промышленности, производстве контейнеров, машин, в строительстве, при монтажных работах, сварке металлических конструкций, для сервиса и ремонта, а также для строительства трубопроводов.
- Контактный / высокочастотный поджиг
- Работа от генератора
- 2–тактный / 4–тактный режим. Режим прихватки. Импульсный режим
- Функция проверки наличия газа
- Дистанционное управление
- Интеграция в автоматические и робот системы
- Дополнительно комплектуется блоком охлаждения
CADDY TIG 2200I AC/DC
Однофазный аппарат на 220 ампер для сварки на переменном и постоянном токе в среде аргона с высокочастотным поджигом дуги (HF TIG) и режимом ручной дуговой сварки (ММА) штучными покрытыми электродами. Панель TA34 AC/DC
Аппарат спроектирован для качественной TIG сварки алюминия, легированных, нелегированных и коррозионно-стойких сталей.
Функция ESAB 2-program - это возможность предварительно ввести программу и изменить программу во время проведения сварки.
Микро Пульс - это сокращение до минимума зоны термического влияния, особенно при сварке тонких листов.
Дуга+ - это улучшенные сварочные характеристики, более простая сварка и лучшее качество сварки с меньшей необходимостью дополнительной обработкой шва.
Функции Горячий старт и Сила дуги существенно улучшают сварочные характеристики ручной дуговой сварки (ММА).
MasterTig MLS 2300ACDC
MasterTig 2300ACDC — это модель на 230 A с 1-фазным источником питания 230 В. Данный сварочный аппарат предлагает все необходимые функции управления, соответствующие строгим требованиям профессионалов в области TIG-сварки.
• Такие процессы TIG- и Stick-сварки (MMA), как сварка на постоянном токе прямой и обратной полярности, сварка на переменном токе, а также MIX TIG
Tetrix 230 AC/DC Comfort 2.0 puls 8P TM
Модульный инверторный аппарат для сварки ТIG постоянным/переменным током с газовым или водяным охлаждением
Панель управления Comfort 2.0, простое управление с помощью колеса Click-Wheel
Сварка ТIG
Специальные методы сварки переменным током для простого соединения алюминиевых листов с большой разностью толщин, например приваривания листа толщиной 1 мм к листу толщиной 10 мм
Наглядный интерфейс пользователя, рациональное сокращение количества органов управления до важнейших функций
Отличное охлаждение горелки благодаря мощному центробежному насосу и 4-литровому баку с водой (модуль охлаждения cool40 U31), что позволяет уменьшить расходы на изнашивающиеся части
Большие допуски колебаний сетевого напряжения (от +15 до -40 %) обеспечивают абсолютную пригодность для работы от генератора
В комплект поставки входит только сварочный аппарат, другие компоненты, например, тележку и модуль охлаждения следует выбрать среди
TIG SOUND AC-DC 2240 - однофазный аргоно-дуговой сварочный аппарат для сварки в режиме TIG AC-DC с инновационными технологиями и функциями.
Prestige TIG 222 AC / DC
Переносной инвертор с микропроцессорным управлением для сварки методом TIG и MMA постоянным и переменным током (AC/DC), с двумя типами зажигания - TIG LIFT и высокочастотным бесконтактным зажиганием (HF).
Основные преимущества
Technology Tig 222 AC/DC-HF/LIFT 230V+ACC
Сварочный инверторный аппарат Technology Tig 222 AC/DC-HF/LIFT 230V с микропроцессорным управлением, предназначен для аргоно-дуговой сварки TIG, сварки TIG в Импульсном режиме и ручной дуговой сварки ММА на постоянном и переменном токе (AC/DС)
- Сварочный аппарат с инвертером для сварки TIG, PULSE TIG (поджигание искрой HF и прикасанием LIFT) и ММА, при постоянном токе (DС) и переменном токе (AC/DС), с микропроцессорным контролем.
Гибкость применения с разными типами материалов такими как: сталь, нержавеющая сталь, титан, медь, никель, и их сплавы, алюминий, магний и их сплавы.
Xарактеристики:
- работа с импульсной и EASY импульсной сваркой
- регулируемый предварительный нагрев для упрощения возбуждения дуги в AC
- регулирование TIG: двухуровневое регулирование, начальный/конечный ток, время контактной сварки, подача газа перед-после сварки, плавный подъем и спад тока, баланс, частота вольны
- THINSPOT функция для быстрой и точной точечной сварки
- регулирование MMA: arc force (сила дуги) и горячего пуска (hot start)
- устройство Anti-stick (защита от прилипания)
- устройство VRD
- дистанционное управление система
- термостатическая защита, защита от слишком сильного тока, сверхнапряжения, слишком низкого напряжения защита.
ATIG 210 PAC
ATIG 210 PAC портативный цифровой аппарат с передовой технологией микропроцессорного управления. Возможность регулировки всех параметров для сварки нержавеющей стали и алюминия на переменном токе.
- Превосходное качество сварки тонколистовых материалов.
- Регулируемая волна переменного тока, регулировка баланса и частоты.
- Полностью регулируемая волна импульса, включая скважность импульса. базовый ток и частоту.
- Регулировка всех параметров, продув газа, ток нарастания ток спада, ток поисковой дуги и заварки кратера
- 2/4Т режим горелки , выполнение длинного - коротного шва
- Быстрый отклик, хорошие характеристики дуги
- Модуль компенсации коэффициента мощности PFC , стойкость к воздействию гармонических волн
- ячейки памяти
FUBAG INTIG 200 AC/DC PULSE с горелкой
INTIG 200 AC/DC PULSE – надежный сварочный инвертор FUBAG для аргонодуговой сварки низкоуглеродистой и нержавеющей сталей, меди, титана. Наличие режима TIG AC позволяет качественно варить алюминий. Сварочный аппарат оснащён функциями высокочастотного поджига HF TIG и TIG-LIFT, что делает возможным быстрый и качественный старт сварочных работ. В конструкции сварочного инвертора INTIG 200 AC/DC PULSE предусмотрена пластиковая крышка, которая защищает панель управления от загрязнений и легких ударов. Высокое качество сварки тонких материалов обеспечивает режим TIG Pulse.
PRO TIG 200 P DSP AC/DC (E201)
Аппарат серии PRO TIG 200 P DSP AC/DC (E201) предназначен для профессиональной аргонодуговой сварки (TIG) постоянным и переменным током и для ручной дуговой сварки (MMA). В режиме TIG сварки возможно выполнение точечной сварки.
Ключевые особенности:
Итак мы составили примерный перечень аппаратов (автор не претендует на истину в первой инстанции). Представим технические данные в виде таблицы.
Оборудование из первой пятерки по цене от 200 до 300 тысяч рублей с ндс. Цена указана за источник питания в минимальной заводской комплектации. Цены ориентировочные и при желании вы можете найти новый аппарат со значительным дисконтом на усмотрение продавца.
За дополнительную плату можно приобрести - тележки, блоки охлаждения , пульты, горелки и разные аксессуары. И стоимость комплекта может превысить 500 тысяч рублей.
Производители все кроме Cebora предоставляют возможность выбрать из 2-х или 3-х панелей управления. На этом этапе уже можно сделать выбор в пользу EWM и Kemppi . Эсаб и Fronius не реализовали импульсный режим на переменном токе. Сеbora имеет меньшей функционал настроек и отсутствия панелей на выбор . На наш взгляд стоит выбирать между EWM и Kemppi . На первое место ставим по функционалу настроек Tetrix 230 AC/DC , по цене MasterTig MLS 2300ACDC . Далее TIG SOUND AC-DC 2240 по цене качеству вполне достойный аппарат , есть свои минусы - он самый тяжелый из всех, у него нет оригинальных горелок, поставщиком предлагаются горелки Binzel , а также про панели мы упоминали.
Эсаб и Фрониус могут конкурировать между собой мы их понизили за отсутствие импульсного режима для сварки на переменном токе, и отсутствию выбора формы волны. Среди них MagicWave 2200 Job G/Fфаворит по техническим параметрам, CADDY TIG 2200I AC/DC более доступен по цене.
Следующая пятерка состоит из двух итальянцев и трех китайцев.
Итальянские близнецы -братья от одного завода изготовителя отличаются цветом названием и ценой. Почему синий дороже красного? мы этого не узнаем. За свои не малые деньги аппараты предлагают достаточно скромную мощность , разъем подключения пульта, импульсный режим. Эта категория аппаратов уже не имеет возможность комплектоваться блоком охлаждения и тележкой. Мы их отодвигаем в конец списка из за высокой стоимости. Фанаты марки оп прежнему могут поддержать рублем итальянского производителя.
На первое место попадает FUBAG INTIG 200 AC/DC PULSE и на втором за счет более высокой стоимости ATIG 210 PAC по техническим параметрам это профессиональное оборудование , имею широкие настрой параметрической кривой и выбор формы импульсной волны . Также предусмотрены программы для сварки изменяемые пользователем. На Fubag гарантия 2 года , на Aotai ATIG 210 PAC гарантия 3 года и вариантом полностью замены аппарата при выходе из строя в течении первых 6 месяцев эксплуатации. Если сравнивать эти два аргонника и подумать какой тиг ас дс тиг аппарат купить до 100000 руб либо задаться вопросом какой tig ac dc лучше купить в 2019 году, обратите внимание на эти аппараты. Достаточно профессиональные настройки для сварки алюминия и нержавеющей стали.
Далее мы оставляем Сварог PRO TIG 200 P DSP AC/DC при сравнимых функциях с итальянскими инверторами он имеет более низкую стоимость (более чем в 2 раза) и гарантию 5 лет.
1. Режим TIG AC - переменный сварочный ток.
2. Режим TIG AC Pulse - переменный импульсный сварочный ток.
3. Режим TIG DC - постоянный сварочный ток.
4. Режим TIG DC Pulse - постоянный импульсный сварочный ток.
5. Режим MMA DC – Постоянный сварочный ток.
6. Режим 2T (Двухтактный режим).
7. Режим 4T (Четырехтактный режим).
8. Режим SPOT сварки.
Technology Tig 222 AC/DC-HF/LIFT 230V и Prestige TIG 222 AC / DC дают 12 месяцев гарантию , бонусом в комплекте идет редуктор с манометрами.
Хотя изначально план был сравнить 10 аппаратов но в процессе сравнения выяснилось не мало отличий и большой разброс в цене. Производителей больше чем тут мы сравнили, безусловно , и в стоимости до 70 000 рублей их еще больше. В дальнейшем при интересе со стороны читателя мы дополним обзор разными брендами, пишите какие вас интересуют.
наш рейтинг из дорогих TIG сварочных инверторов AC/DC c питанием 220В
1. Tetrix 230 AC/DC Comfort 2.0 puls 8P TM
2. MasterTig MLS 2300ACDC
3. TIG SOUND AC-DC 2240
4. MagicWave 2200 Job G/F
5. CADDY TIG 2200I AC/DC
6. Technology Tig 222 AC/DC-HF/LIFT 230V и Prestige TIG 222 AC / DC
Наш рейтинг для tig ac dc аргонников сварочных инверторов c питанием 220В до 100000 руб.
Читайте также: