Время сварки муфты 63
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | - | + | + | 1,5 % |
| 25 | - | + | + | 1,5 % |
| 32 | - | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
- Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство.
Подготовка сварного шва (Непосредственно перед началом процесса сварки)

Подготовка перед сваркой

Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины.
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться.
Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты.
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки.
Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу.
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | - 63 мм | - 6 мин. |
| d 75 | - 125 мм | - 10 мин. |
| d 140 | - 160 мм | - 15 мин. |
| d 160 | - 180 мм | - 20 мин. |
| d 200 | - 250 мм | - 30 мин. |
| d 280 | - 355 мм | - 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Электромуфтовая сварка ПНД труб - особенности проведения сварочных работ
Мероприятия по электромуфтовой сварке труб проводятся при прокладке полимерных линий. С их помощью формируются неразъемные соединения, обладающие высокой прочностью и герметичностью.

Сварка труб ПНД муфтовым способом проводится в полевых и внутрицеховых условиях. Рекомендуемая температура окружающей среды — от -15 до +45 градусов.
Работая с тонкостенными сетями, важно корректно подобрать сварочный режим. Ошибки приведут к деформации полиэтиленовых деталей, уменьшат надежность узла.
Преимущества электромуфтовой сварки
Соединение труб посредством муфт позволяет получить массу преимуществ.
- Качественный шов. Торцы деталей из полиэтилена сплавляются равномерно. Это обеспечивает высокую прочность соединения, исключает непровары и воздушные поры.
- Низкие трудозатраты. Прокладку магистрали из ПНД осуществляет бригада из двух человек. Работы проводятся в сжатые сроки.
- Умеренное потребление электроэнергии. Проведение сварочных работ обходится дешевле в сравнении с монтажом металлических линий.
Применение труб в бухтах и катушках ускорит процесс: сокращается количество стыков, упрощается обход существующих препятствий.
При электромуфтовой сварке соединяются трубы равного диаметра.
Особенности сварки труб ПНД муфтовым способом
При электромуфтовой сварке полиэтиленовых труб используется оборудование, обеспечивающее позиционирование, нагрев и смыкание заготовок.
Выравнивание стыкуемых поверхностей осуществляет торцеватель. С его помощью удаляются дефекты, препятствующие формированию сварного шва.

Сварка муфтовым способом выполняется в несколько этапов.
- Первичная подготовка. Трубы очищаются от грязи и пыли. Их поверхность протирается ветошью, затем обезжиривается. При удалении засохших отложений могут использоваться скребки.
- Установка. Элементы магистрали фиксируются посредством муфты и позиционера.
- Фиксация токоведущих кабелей. Аппарат подключается к сети, кабели закрепляются в пазах муфты.
- Калибровка. Мастер выставляет режим сварки, проверяет готовность устройства.
- Сварка. Подача напряжения активирует нагревательные элементы муфты. Они сплавляют торцы труб, формируя неразъемное сварное соединение.
Трубы остывают в естественной среде. После нормализации температуры стыки проходят проверку качества.
Сварочный аппарат отключается автоматически.
Требования к соединениям, полученным при электромуфтовой сварке труб ПНД
В рамках сварки ПНД труб электромуфтами предусмотрены контрольные мероприятия. Ключевые требования к соединениям:
- отсутствие осевого смещения, превышающего толщину стенок более чем на 10%;
- качественный, равномерный шов, проходящий вдоль всей поверхности стыка;
- отсутствие температурных деформаций на поверхности муфты и магистрали;
- сохранение герметичности узла при работе трубопровода под номинальным давлением.
Сварной стык проверяется визуально. В отдельных случаях используются профильные инструменты.
При выявлении дефектов производится демонтаж участка. Сварочные работы выполняются повторно.
Оборудование для электромуфтовой сварки полиэтиленовых труб
- Электромуфты. Соединительные модули, состоящие из полимерного корпуса, электроконтактных подключений и нагревательного элемента. Муфты различаются диаметром и геометрией, подбираются с учетом параметров магистрали.
- Сварочный аппарат. Профильные установки, ориентированные на работу с электромуфтами, различаются габаритами, функционалом, особенностями использования. Цена устройств определяется их маркой и эксплуатационными параметрами.
- Накладки. Вспомогательные элементы, сохраняющие геометрию линии при сварке. Изделия имеют металлический корпус, крепятся при помощи слесарного инструмента либо штатных ручек.
- Позиционеры. Механизмы для соосной фиксации труб и муфт. При покупке позиционеров учитывается диаметр линии и специфика формируемых сварных соединений.
Для реализации нетиповых проектов закупаются дополнительные изделия, способствующие решению поставленных задач.
Кому поручить сварку ПНД труб электромуфтами?
К проведению сварочных работ стоит привлекать профильные организации. Подобное решение позволит:
- реализовать намеченные цели в установленные сроки;
- минимизировать сложности на площадке;
- оптимизировать финансовые траты;
- обеспечить качественное выполнение работ;
- получить профессиональные консультации по интересующим вопросам.
Компания «ЭкоМонтаж» предлагает все необходимое для электромуфтовой сварки. В ассортименте расходные материалы, вспомогательные приспособления, специализированное оборудование. Продукция соответствует международным стандартам, сопровождается сертификатами и паспортами.

Помощь в оформлении заказа окажут штатные менеджеры. Они подберут подходящие изделия, примут заявку, согласуют условия доставки и оплаты.
Режимы сварки полиэтиленовых труб
Сварка труб из полиэтилена — это комплексный процесс, направленный на получение неразъемных соединений. При проведении работ используются стыковые машины либо специальные муфты.

Режимы стыковой сварки регламентированы ISO 21307 и ГОСТ Р 55276. Первый стандарт является международным, учитывается производителями сварочного оборудования.
Актуальные режимы сварки ПНД труб
Существует несколько режимов сварки ПНД труб. Каждый заслуживает отдельного внимания.

Сварка при единственном низком давлении
Классическое решение, используемое при прокладке большинства трубопроводов. Рекомендуемое давление — 1,7 кгс/см2.
- отсутствует необходимость в прочном и дорогом центраторе;
- использование доступных гидравлических агрегатов;
- значительная длительность сварки в сравнении с прочими режимами;
- необходимость поддержания рабочего давления при остывании сварного стыка.
Способ применим для бытовых и хозяйственных магистралей. Плохо подходит для труб с большой толщиной стенки.
Сварка полиэтиленовых труб при двойном низком давлении
Решение для маломощных агрегатов, поддерживающих давление 1,5 кгс/см2 ограниченное время. Данный режим сварки полиэтиленовых труб встык не применяется при прокладке промышленных и ответственных линий.

Давление сварки полиэтиленовых труб в 1,5 кгс/см2 сохраняется не более 10 секунд. Остывание шва происходит в естественных условиях.
Сварка ПНД труб при высоком давлении
Производительный способ, совместимый с бытовыми и промышленными сетями. Сварочное давление находится на уровне 4,2–6,2 кгс/см2, что гарантирует быстрое формирование шва и получение качественного соединения.
- минимальные временные потери;
- использование прочных центраторов;
- потребность в мощном гидравлическом модуле.

Метод требователен к оборудованию и квалификации сварщика. Это накладывает определенные ограничения на его распространение.
Температура сварки полиэтиленовых труб
Температурные показатели определяют интенсивность нагрева и оплавления заготовок. При выборе температуры сварки полиэтиленовых труб учитываются следующие показатели:
- способ формирования соединения;
- толщина стенки;
- материал, используемый при производстве труб;
- условный диаметр линии;
- предписания проектной документации.
Получить дополнительные данные поможет таблица температур для сварки ПНД труб. Она представлена в ГОСТ Р 55276, содержит исчерпывающие сведения о режимах температур.
После того, как торец заготовки нагрет, область сварки очищается. Нагревательный элемент извлекается при помощи специального приспособления. Работы проводятся с должной аккуратностью. Основная задача — не повредить расплавленный слой пластика.
Некорректная температура сварки ПНД труб приводит к неприятностям:
- непровар сварного шва;
- снижение жесткости линии;
- появление температурных деформаций;
- нарушение герметичности соединения.
Продолжительность сварочного процесса строго регламентирована.
Важность приобретения оригинального оборудования
Качество сварного соединения зависит от специфики применяемого инструмента. Использование сертифицированной продукции гарантирует соблюдение технологических нормативов, сокращает затраты на подготовку и монтаж.

Проведение работ поручается квалифицированным специалистам, учитывающим специфику трубопровода, параметры сварочной установки, условия прокладки линии.
Покупка продукции на выгодных условиях
Компания «ЭкоМонтаж» реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Монтаж труб ПНД при помощи фитингов Frialen
С развитием технологий процесс монтажа труб с использованием электросварных фитингов все больше и больше автоматизируется, сегодня невозможно представить себе муфтовый сварочный аппарат без сканера, а электросварной фитинг без штрих-кода. Более того, некоторые производители фитингов сознательно отказываются от указания параметров сварки на фитинге, кодируя эту информацию в штрих-кодах, чтобы исключить ошибки со стороны оператора.
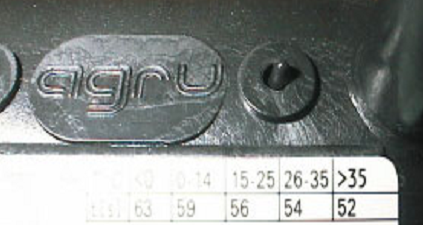
Как правило, вся информациях о параметрах сварки содержится непосредственно на электросварных фитингах, например, на фитингах AGRU.

Как мы видим на этом фото, на стикере можно прочитать следующую информацию:
- тип изделия E-Coupler 110 SDR 17 - Соединительная муфта диаметр 110 мм SDR 17 (соотношение диаметра к толщине стенки, на основании чего можно сделать вывод, что фитинг рассчитан на рабочее давление 10 бар);
- 40 V - сварка должна происходить при напряжении 40 Вольт;
- 140 sec. AT 15 - 25 C - время, в течение которого осуществляется сварка - 140 секунд, при температуре окружающей среды от 15-ти до 25-ти градусов.
- COOL 10 MIN - Охлаждение фитинга после сварки должно производиться не менее 10 минут.
Соответственно, если у Вашего аппарата нет сканера для считывания этой информации, то Вы спокойно в ручном режиме вводите эти данные и начинаете сварку.
При этом стоит отметить, что как правило параметры сварки практически у всех производителей одинаковы, и если штрих-код на одном фитинге поврежден и информация нечитаема, то, в принципе, имея в наличии аналогичный фитинг другого производителя можно получить необходимую информацию по напряжению, сопротивлению и времени остывания.
Особенности работы с фитингами Frialen
К сожалению, все эти правила не работают на фитингах Frialen, компания Friatec AG намеренно убрала информацию со стикеров на фитингах, о том какое время сварки, какое сопротивление, какое напряжение необходимо для сварки того или иного фитинга своего производства.
Более того, если большинство производителей требует сопротивления от 39,5 до 40 Вольт, а у фитингов Frialen это напряжение разнится от изделия к изделию и ниже стандартного. Например, электросварной тройник фирмы Frialen имеет сопротивление 35 В, а переход полиэтилен - медь диаметра 40 мм - 23 В.
Как же быть, Ваш аппарат не оснащен сканером или сканер вышел из строя?
Получить информацию о параметрах сварки можно из штрих-кода!

- 9 - 11 цифры - это диаметр в миллиметрах.
- 13 и 14 цифры штрихкода - это и есть сопротивление в Вольтах
- 15 - 17 цифры - сопротивление в Ом;
- 19 - 21 цифры - время сварки в Сек при температуре окружающей среды 20 С.
Компания ТД Инжпласт предлагает Вам в свою очередь фитинги различного производства от самых лучших производителей. В нашем ассортименте представлены такие бренды как AGRU, GF и Frialen. Наши специалисты с радостью проконсультируют вас при возникновении любых сложностей в процессе сварки.
Также предлагаем сварочное оборудование Трасса - М. У нас вы можете не только купить это оборудование, но и арендовать аппарат на любой срок.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
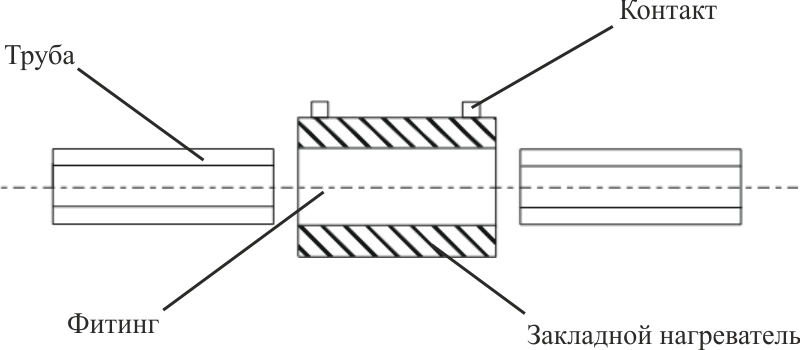
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Читайте также: