Водяное охлаждение для сварочного аппарата тиг
220 В, Мощность: 150 Вт, Производительность: 5.3 л/мин, Макс. давление: 5 бар
Коды товара производителя
220 В, Мощность: 260 Вт, Производительность: 8.5 л/мин, Макс. давление: 3 бар
220 В, Мощность: 260 Вт, Производительность: 8.5 л/мин
220 В, Мощность: 150 Вт, Производительность: 5.3 л/мин, Макс. давление: 4 бар
220 В, Мощность: 150 Вт, Производительность: 10 л/мин, Макс. давление: 5 бар
220 В, Мощность: 400 Вт, Производительность: 8 л/мин, Макс. давление: 4 бар
380 В, Мощность: 230 Вт, Производительность: 8 л/мин, Макс. давление: 4 бар
220 В, Мощность: 230 Вт, Производительность: 8 л/мин, Макс. давление: 4 бар
220 В, Мощность: 150 Вт
220 В, Мощность: 180 Вт, Производительность: 1 л/мин, Макс. давление: 3 бар
220 В, Производительность: 6 л/мин, Макс. давление: 3 бар
220 В, Мощность: 120 Вт, Производительность: 3 л/мин, Макс. давление: 5 бар
220 В, Мощность: 350 Вт, Производительность: 6 л/мин, Макс. давление: 2.5 бар
220 В, Производительность: 20 л/мин
380 В, Мощность: 220 Вт, Производительность: 10 л/мин, Макс. давление: 3 бар
24 В, Мощность: 1300 Вт, Производительность: 2 л/мин, Макс. давление: 4.5 бар
220 В, Мощность: 180 Вт, Макс. давление: 3 бар
220 В, Мощность: 80 Вт, Макс. давление: 3 бар
220 В, Мощность: 80 Вт, Производительность: 4 л/мин, Макс. давление: 3 бар
220 В, Мощность: 260 Вт, Макс. давление: 3 бар
Гарантия на модель
380 В, Мощность: 370 Вт, Макс. давление: 2.4 бар
Блоки охлаждения для сварочного оборудования в Барнауле
Блоки охлаждения для сварочного оборудования - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Блоки охлаждения для сварочного оборудования" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Скидки и акции на сотни
товаров.
Консультации бесплатно
8 (800) 333-9-220
О Компании
- Про 220 вольт
- Производители
- Вакансии
- Наш рекорд Гиннеса
- Политика конфиденциальности
- Отзывы о нас
- Контакты
Покупателям
- Мобильная версия
- Сервисные центры
- Подарочные сертификаты и карты
- Статьи и советы по выбору
- Бонусный клуб
- Обмен и возврат
- Дополнительная гарантия
- Уценённые товары
Партнёрам
Мастерская 220 Вольт
2002—2022 © Сеть магазинов электроинструмента «220 Вольт». Нравится магазин? Оцени его на Яндекс Маркете
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

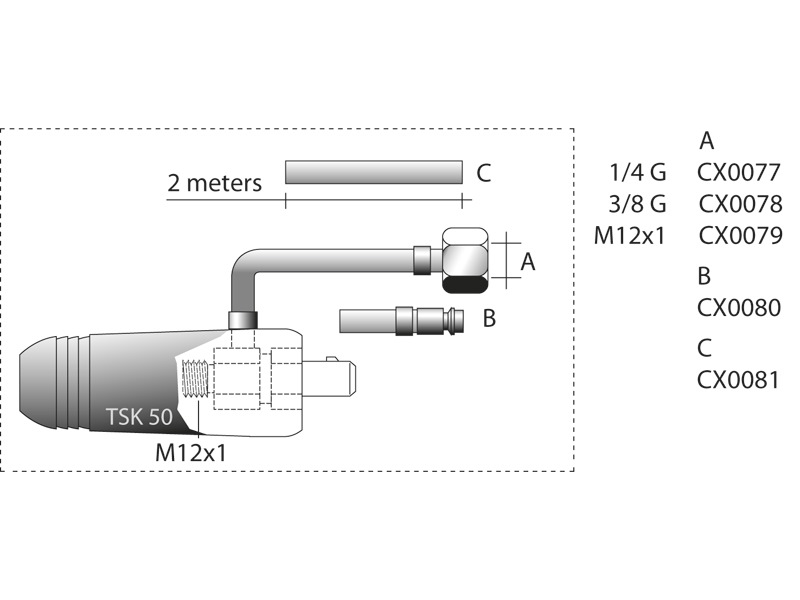
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
Блок охлаждения ТИГ горелки

кто смотрел прошлую запись, видел тот самый горе диск от Жука, где латка здоровенная, так вот на той самой латке я подпалил головку на своей воздушной горелке WP-26((( когда варил, горелку нельзя было в руке нормально держать, нагрелась очень сильно, я ее и мокрой тряпкой остужал уже, все равно не хватило этого, резина под изолятором сопла просто отгорела и изолятор начал болтаться, ну и сам изолятор с фторопласта тоже поплыл…=( вот тогда я уже конкретно задумался о охлаждаемой горелке! хотя когда покупал ТИГ аппарат думал что с его 200А никакого охлаждения и не потребуется, но выходит что не все так всегда как хочется…
что бы восстановить 26 горелку пришлось купить новую головку к ней, я конечно поварил и той еще, но все таки не хорошо когда там что то не так… ну а если покупать головку, сразу взял гибкую! гибкой головкой иногда можно залесть туда куда обычная не влезет, что достаточно удобно

ну и разорился на горелку с водяным охлаждением…)

горелка WP-18, она по размерам такая же как воздушная WP-26, расходники у них так же одинаковые, все взаимозаменяемое, по этому выбор и пал на 18…
но теперь к горелке нужен еще блок охлаждения, а цены на блоки вообще не гуманные! как будто бы они позолоченные…
в общем руки хоть и из *опы, но более менее ровные, надо попробовать соорудить блок самостоятельно…)
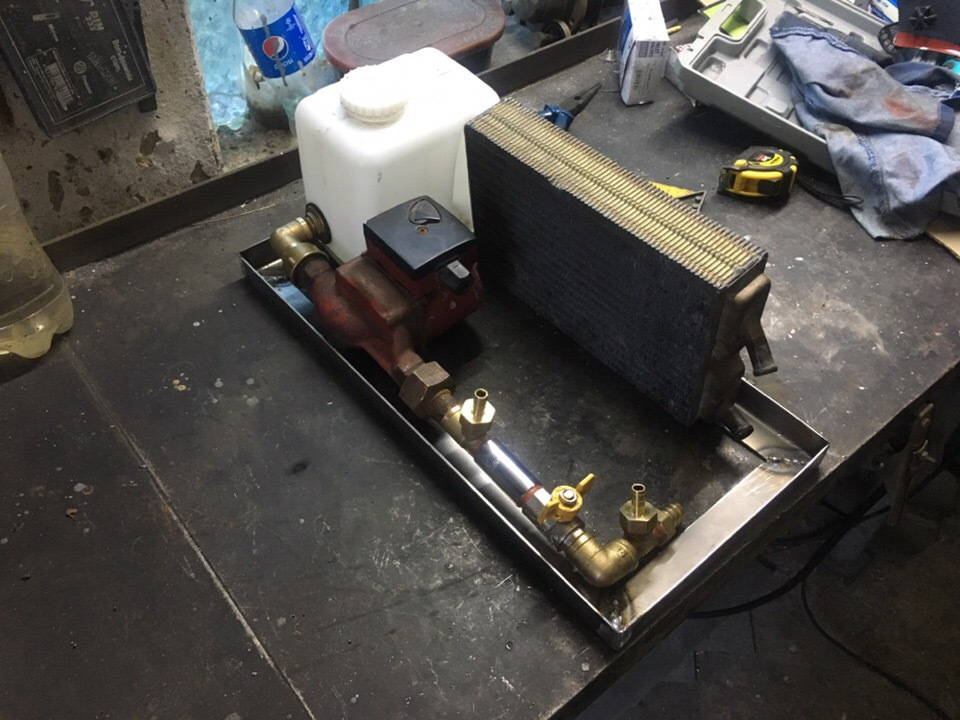
началось все с того что просто собрал что было дома, это уже больше половины всего нужного и самые основные растраты

производительность сразу проверил до сборки, мне кажется этого достаточно для моих нужд, аппарат у меня 200А, это не так уж и много, думаю этого хватит что бы снимать тепло с горелки, которая тоже не такая уж и большая, WP-18, да и не на производстве это все, так что "жарить" часами тоже не входит в планы

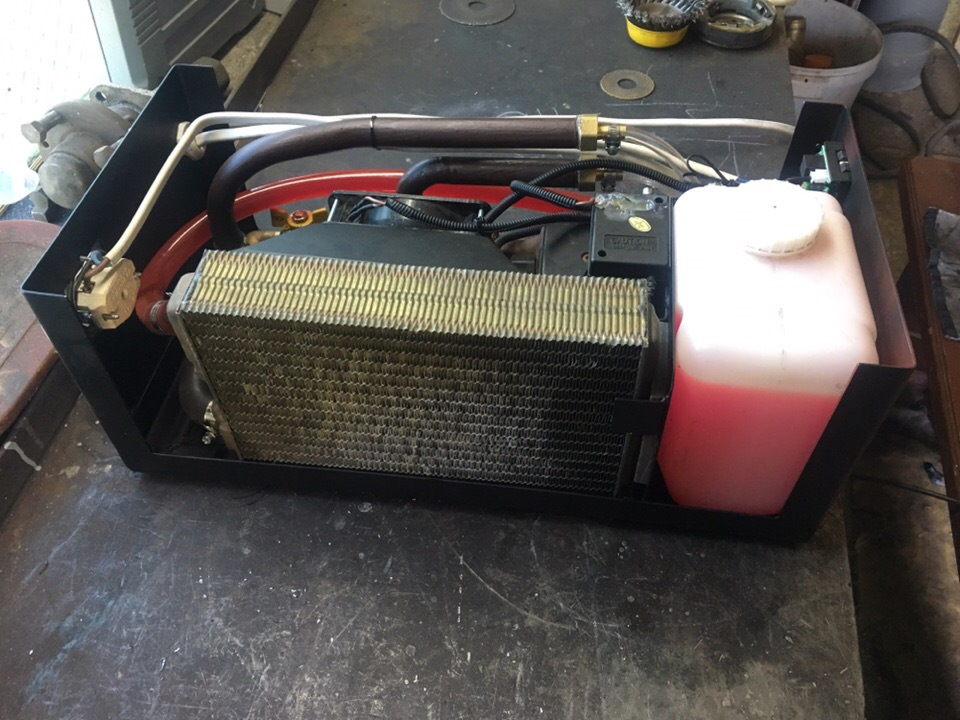
затем прикинул схему как собрать все, докупил цвет мета, ну и за заваренную трещинку на диске подогнали тихий вентилятор, вместо советского того…

уже стали известны внешние габариты блока, так что бы все влезло и не делать его сильно большим
жаль что многие мысли приходили когда уже начал собирать, ведь можно было корпус сделать на много проще, но что есть то есть…

блок ставить решено только на резиновые ножки, что бы по столу не скользил и вибраций лишних не было с шумом… ножки отдельно искать было лень и долго, по этому покупаем 4 упора капота от жигуля, подрезаем и получаем замечательные мягенькие ножки за пару гривен=) к тому же найти можно в любом магазине в принципе, дешево и сердито


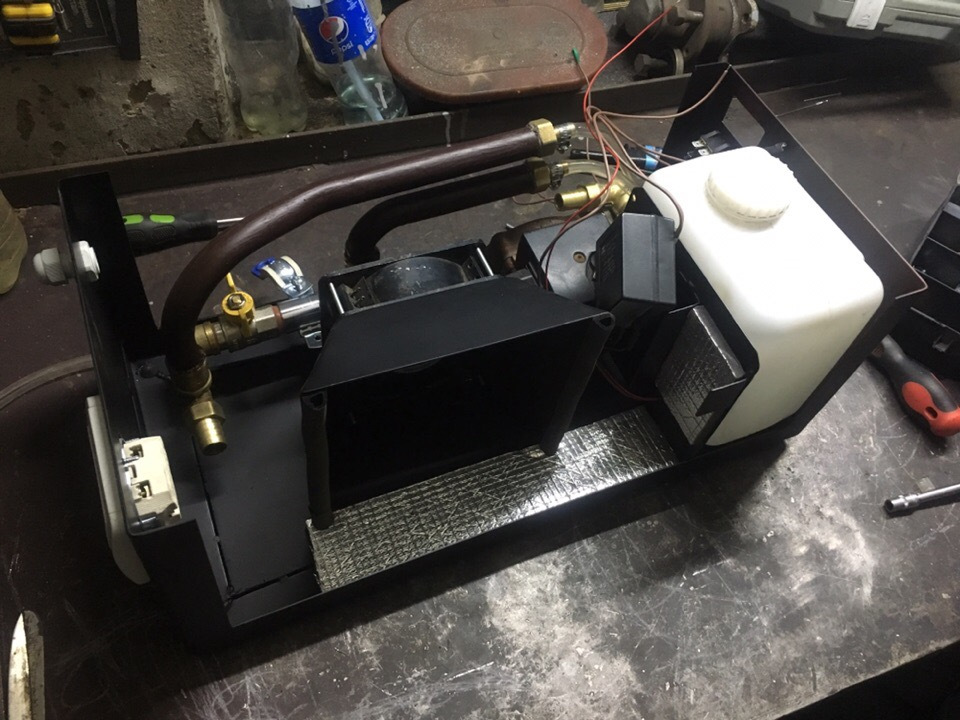

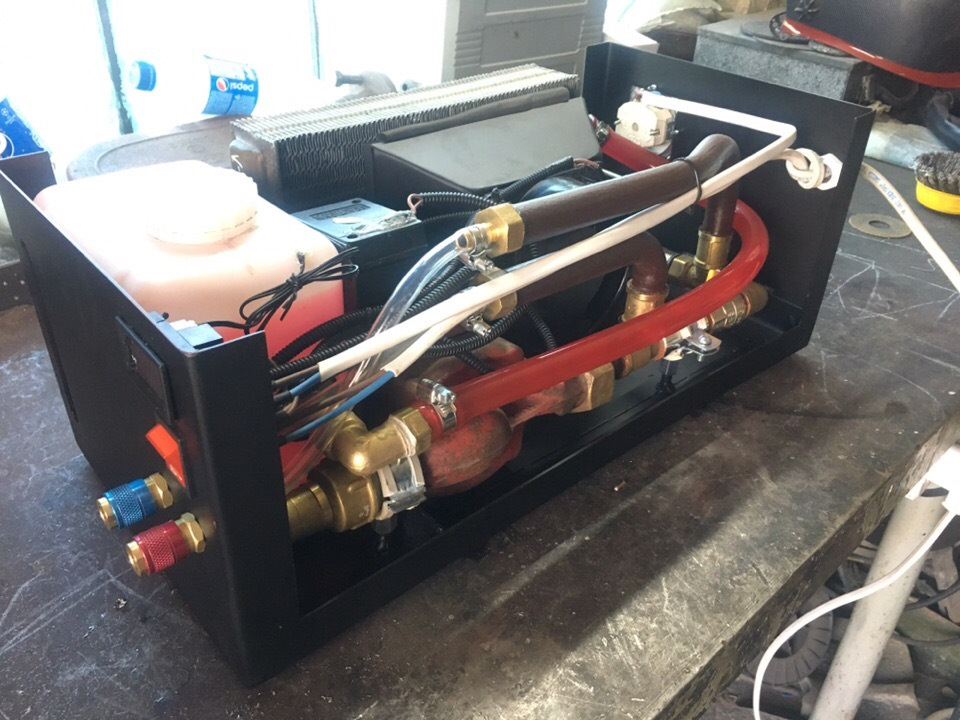
в блоке, как видели, есть краник, байпасный краник, учитывая то что насос циркуляционный, как бы кран может и не нужен, но я решил поставить, все равно кран был в наличии… кран можно использовать для быстрого заполнения системы, выгнать воздух с радиатора через байпас гораздо проще и быстрее чем через горелку, ну и после сборки, при подключении самой горелки решил проверить производительность
вот что получается при полностью закрытом байпасе, системы с антифризом G12+ (около 2-2.5л) + 0.5 воды, горелка WP-18 4м
затем полностью открыл байпас, на удивление даже с полностью открытым байпасом через горелку циркуляция ЕСТЬ и она достаточно не плохая
думал закрыть полностью закрыть кран, но после регулировок все таки приоткрыл слегка его, на горелке поток почти не изменился, а циркуляция через радиатор улучшилась…
следующий нюанс — читал что народ бывает забывает включить блок охлаждения и начинает варить так, сжигая кабель в рукаве, так вот я это решил установкой клавиши 25А на блоке и выводом розетки на ТИГ аппарат сзади блока охлаждения, то есть на сварочнике мы просто не трогаем клавишу, она постоянно включена, выключаем и выключаем только на блоке охлаждения, так что без блока просто не получится варить, значит горелка в безопасности=)
ах да, еще вместо всеми любимого блока питания от компа, для получения мне необходимых 12В я использовал старый адаптер на 500мА, мне его хватило для электронного термостата и кусочка белой светодиодной ленты под бачок, при включении блока бачек подсвечивается и уровень жидкости видно отлично=) правда бачок теперь светится гламурно розово с антифризом)))
О блоках водяного охлаждения сварочных горелок
Блоки водяного охлаждения позволяют сварочной горелке работать бесперебойно с высокой мощностью и без перегрева. Посредством подключаемых каналов (шлангов) блок водяного охлаждения утяжеляет сварочную горелку и увеличивает ее габариты– однако возможность продолжительной работы на токах выше 200А от этого устройства перевешивает все минусы. Поэтому в представленном материале постараемся подробнее рассмотреть все нюансы и вопросы касающиеся блоков водяного охлаждения.
Содержание
Описание и назначение блоков охлаждения сварочных горелок
Сварочная горелка с водяным охлаждением позволяет задействовать свой полный потенциал с ПВ = 100% при любых внешних условиях (подробнее узнать, что такое ПВ можно по ссылке). Точнее будет сказать, что при наличии водяного охлаждения горелок паузы в функционировании сварочного процесса будут связаны лишь с технологическими причинами для смены электродов, подгонки деталей и периодом выключения самого сварочного аппарата– но не с перегревом горелки от длительной работы.
Блок водяного охлаждения состоит из двух основных устройств – кулера и радиатора. В кулере (блоке охлаждения) осуществляется интенсивное охлаждение силового провода горелки за счет контакта его поверхности с хладагентом. В радиаторе нагретая жидкость доводится до оптимальной температуры и снова подается на патрубки охлаждения сварочной горелки.
Типичное устройство водяного охлаждения горелок и принцип его работы
Как правило, на сварочных горелках с водяным охлаждением имеется три шланга – два для подключения циркулирующей внутри воды (охлаждающей жидкости), один предназначен для подачи газа. Водяные шланги подключаются к блокам охлаждения сварочных горелок резьбовыми соединениями, циркулирующая жидкость обеспечивает охлаждение силового провода горелки.
При сварке в условиях отрицательных температур охлаждение сварочных горелок обеспечивается с помощью незамерзающих жидкостей (Тосол и др.). Совместимость конкретных видов антифриза с работой блока водяного охлаждения необходимо выяснить у производителя данного вида оборудования или же у наших менеджеров, если оборудование заказываете в Тиберис. На некоторых моделях сварочных аппаратов предусмотрены патрубки для входа/выхода воды, причем внутри них водяного охлаждения не предусмотрено вовсе – эти коннекторы предназначены именно для удобства подключения блоков водяного охлаждения.
Как выбрать блок охлаждения сварочных горелок
Начнем с того, что водяное охлаждение горелки может быть заложено в ее конструкцию изначально. Это обусловлено значительными величинами сварочного тока:
- Для горелок TIG (аргонодуговая сварка) – от 250 Ампер;
- Для полуавтоматических горелок MIG – от 300 Ампер;
- Для отдельных моделей «порог» силы тока может иметь меньшее значение.
Использование блоков водяного охлаждения при работе со сварочным оборудованием обычно связано с необходимостью сварки протяженных либо стандартных швов. Именно при таком характере сварочных работ важно непрерывное охлаждение горелки посредством циркуляции жидкости. Если объем работ невелик либо носит эпизодический характер – экономичные сварочные горелки с воздушным охлаждением вполне с ним справятся без лишних затрат.
Для бюджетных моделей сварочных полуавтоматов MIG и аппаратов TIG хорошо зарекомендовали себя бюджетные блоки охлаждения горелок, как:
Они отличаются высокой надежностью и ценовой доступностью – но главное их преимущество заключается во взаимозаменяемости. Купив один такой блок охлаждения, к примеру для сварочной горелки Trafimet и аналога, его можно с успехом использовать в связке с этой горелкой для всей линейки сварочных аппаратов брендов Brima, Сварог, Барс, Foxweld. И наоборот, к одному и тому же оборудованию Сварог подойдет любая из этих моделей блоков охлаждения.
Иная картина с премиальными аппаратами для сварки. У европейских и американских брендов каждый блок охлаждения совместим только с «родным» сварочным аппаратом, и ни с каким иным. Это создает определенные трудности при подборе устройств водяного охлаждения горелок – однако прекрасно сказывается на производительности и долговечности использования оборудования. Мы составили таблицы взаимодействия аппаратов и блоков охлаждения по самым основным премиальным зарубежным брендам и аппаратам для вашего удобства:
| EWM | |
|---|---|
| Модель блока охлаждения | Модель сварочного оборудования |
| COOL35 U31 | Tetrix 300 и Tetrix 300 AC/DC |
| COOL40 U31 | Tetrix 230 и Tetrix 230 AC/DC |
| COOL41 U31 | Tetrix 300-2 |
| COOL50 U40 | Для компактных аппаратов (TKM). |
| COOL50-2 U40 | Для декомпактных аппаратов (TDM). |
| COOL71 U42 | alpha Q 330, Tetrix 150 Plasma, Tetrix 300 Plasma, Tetrix 350 AC/DC (переменным/постоянным током) Plasma и Tetrix 400 Plasma |
| COOL71 U43 | alpha Q 330, Tetrix 150 Plasma, Tetrix 300 Plasma, Tetrix 350 AC/DC (переменным/постоянным током) Plasma и Tetrix 400 Plasma |
| ESAB | |
|---|---|
| Модель блока охлаждения | Модель сварочного оборудования |
| Cool 2 | WARRIOR 400i/500i CC/CV |
| Cool 1 | Origo Mig 4004i / 5004i, Aristo Mig 4004i Pulse |
| CoolMini | Caddy Tig 2200i DC |
| CoolMidi 1000 | Origo Tig 3001i DC |
| CoolMidi 1800 | Origo Tig 3000i AC/DC - 4300iw AC/DC |
| LINCOLN ELECTRIC | |
|---|---|
| Модель блока охлаждения | Модель сварочного оборудования |
| COOL ARC 20 | Invertec V205/V270 TP |
| COOL ARC 30 | Invertec V405TP |
| COOL ARC 34 | Invertec V270-T AC/DC и V320-T AC/DC |
| COOL ARC 25 | с источниками питания серии Powertec и CV |
| COOL ARC 50 | Power Wave C300, S350 и S500 |
| COOL ARC 45 | Speedtec 400S и 500S |
| KEMPPI | |
|---|---|
| Модель блока охлаждения | Модель сварочного оборудования |
| MasterCool 10 | MasterTig MLS 3000/4000 |
| MasterCool 20 | MasterTig MLS 2300/3003 ACDC |
| MasterCool 30 | MasterTig MLS 2300/3003 ACDC |
| FastCool 10 | FastMig KM/KMS |
| FastCool 20 | FastMig Pulse 350/450 |
| KempactCool 10 | Kempact MIG 2530, Kempact Pulse 3000 |
Следует внести ясность в само понятие водяное охлаждение сварочной горелки. Оптимальным решением будет применение специальной жидкости, но не воды (пусть и дистиллированной), если это рекомендовано производителем. Внутренние каналы в блоках охлаждения сварочных горелок имеют малое сечение и обычная вода при циркуляции приведет к их быстрому засорению, поломке всей горелки и прочим малоприятным последствиям. Фирменная охлаждающая жидкость избавит от ремонтных проблем с надежной гарантией.
В блоки охлаждения премиальных брендов (например, EWM), когда рынок сварочного оборудования только зарождался, сварщики вместо оригинальной жидкости заливали водку (да-да, самую дешевую). И подобное жертвенное решение тоже нельзя назвать удачным – смазочные свойства в спиртосодержащих составах практически отсутствуют, что приводит к плачевным последствиям и выводом из строя оборудования в довольно краткие сроки. Поэтому для EWM и других премиальных сварочных брендов необходимо использовать специальную охлаждающую жидкость - Cooltec, которая не только обеспечит высокую производительность, но и обезопасит всю горелку и сам блок водяного охлаждения от поломок и неисправностей.
Блоки жидкостного охлаждения – советы по применению
Советы и рекомендации по грамотному использованию блоков водяного охлаждения сварочных горелок найдутся у любого мало-мальски опытного сварщика. Вкратце их можно свести к следующим постулатам:
- Сварку на морозе нельзя начинать с водой в блоке охлаждения сварочной горелки – предварительно следует заменить жидкость Тосолом или другим незамерзающим составом, разрешенным производителем;
- Если планируется длительная сварочная работа в промышленных условиях, то необходимо обзавестись 1) Трехфазным полуавтоматом с запасом мощности 2) Хорошей горелкой с водяным охлаждением 3) Фирменным блоком к ней. Тогда работа любой сварочной интенсивности не будет прерываться вынужденным простоем и технологическими паузами, что сократит эксплуатационные затраты и время окупаемости оборудования;
- При любой сварке токами от 200 Ампер и выше водяное охлаждение горелки будет лучшим решением, чем оборудование с воздушным охлаждением. Помните, то показатели ПВ для документации снимаются при «тепличных» условиях функционирования – для горелок с воздушным охлаждением на максимальных рабочих токах они редко превышают 35 %;
- Для стационарных сварочных аппаратов на трехфазном токе показатель ПВ горелки может быть даже меньше 35% – и им водяное охлаждение потребуется при типовых сварочных токах 160-180 Ампер, т.к. возможен многочасовой сварочный режим – а его без блока водяного охлаждения не выполнить. Разве что растянув сварку на пару дней – но ведь нам важен результат, а не процесс.
Надеемся, что представленный материал помог вам определиться с выбором блока охлаждения, но если у вас остались не закрытые вопросы, тогда обращайтесь к нашим менеджерам- они максимально компетентны в подборе оборудования.
Читайте также: