Вд 500 сварочный аппарат схема
Протяжка трубопроводов и создание строительных конструкций требует оборудования, способного работать при широком диапазоне температур и с нестабильным напряжением. К таким агрегатам относится сварочный выпрямитель ВД 306 и его модифицированные модели.
Устройство отличается выносливостью и прочностью. Специалисты отнесли выпрямитель в группу «неубиваемой» техники. На его базе создан инвертор, имеющий положительные качества обоих устройств.
Сфера применения
Сварочный аппарат ВД применяется как источник тока для зажигания и поддержания дуги для процесса сварки, наплавления и строжки стали. Его используют при прокладке трубопроводов, металлоконструкций из сталей:
- низкоуглеродистых;
- конструкционных;
- коррозионностойких.
Ванна защищена углеводородом. На агрегатах серии ВД-306 совершается сварка электродами различных марок, включая неплавящиеся под аргоном.
Технические характеристики
Агрегат спроектирован для сварки в режимах ММА и ТИГ. У сварочного трансформатора ВД 306 технические характеристикии положительные качества следующие:
- работает от 3 фазного тока и генератора;
- плавная регулировка настроек;
- работа в диапазоне температур от – 40⁰ до + 60⁰;
- не чувствителен к перепаду и снижению напряжения;
- уровень стабилизации высокий;
- легкий розжиг.
[stextbox моделей данной серии имеют режим работы 60%. Они одинаково хорошо работают на оборудованных постах и в полевых условиях вдали от линий электропередач.[/stextbox]
Конструктивные особенности и принцип работы
Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе.
Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ.
Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
[stextbox Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика.[/stextbox]
Для модификаций

Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.
Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
Модельный ряд
Маркировка ВД-306 означает выпрямитель дуговой, 30 А номинальный ток, 6 вариант модели. Агрегат уже несколько десятилетий эксплуатируется в различных условиях, где другие сварочные аппараты не выдерживают и быстро ломаются. Поэтому на его базе созданы модернизированные устройства. Серия ВД-306 имеет множество модификаций. Наиболее популярные у сварщиков модели:
- ВД-306Д для крупного производства и работе в полевых условиях;
- выпрямитель ВД-306Ш работает от сети 380Вт и потребительской 220Вт;
- усовершенствованный ВД-306М1 позволяет варить дополнительно переменкой;
- ВД-306И модернизированный современный инверторный аппарат на базе выпрямителя.
Кроме этого имеются модели, выполненные в различных климатических исполнениях, для работы в условиях севера, тропиков.
Подготовка устройства: правила использования
Перед началом работы следует осмотреть целостность корпуса, изоляции кабелей и шлангов. Проверить все контакты, клеммы, зажимы. После этого следует подключить заземление корпуса и включить аппарат.
Перед началом работы следует установить настройки и сделать пробный шов. после этого можно начинать работать.
[stextbox 5 разряда ЦМК завода Крупногабаритных металлоконструкций Богданов С. Д.: «Пыль садится на обмотки и микросхемы оборудования и приводит к перегреву и нарушению работы. При наличии на участке компрессора, выпрямитель перед работой следует продуть струей сжатого воздуха через прорези воздухозаборника. Если работы проводятся на отрытом воздухе при нормальной запыленности, делать очистку надо раз в неделю. Сварка в условиях промышленного предприятия с большим количеством постов требует ежедневного ухода за аппаратом. После этого можно приступать к проверке соединений и клемм. Если компрессора нет, пыль удаляется мягкой щеткой».[/stextbox]
Безопасность работы
- Место под сварку должно быть оборудовано противопожарным щитом;
- нельзя включать оборудование без заземления;
- при повреждении кабеля его следует заменить;
- все контакты должны быть закручены;
- деталь укладывается на специальный стеллаж или плиту и закрепляется.
Сварщик обязан работать в специальном костюме из негорючего материала, ботинках из кожи перчатках и маске. Для сохранения оборудования обязательно надо выдерживать режим работы и давать аппарату остывать.
Компании – производители
В РФ несколько предприятий производят выпрямители ВД-306. Среди них:
- ООО «РВС-Техно М» — Москва;
- ООО «ТДАвтоматика» Смоленск;
- АО НТС Санкт-Петербург.
В специализированных магазинах можно приобрести продукцию и других производителей. Выпрямители отличаются исполнением корпуса и некоторыми характеристиками.
На протяжении длительного времени выпрямители ВД-306 доказали, что простое устройство может стать гарантией качественной сварки. Оборудование работает надежно в разных условиях.
Полуавтомат из сварочного инвертора своими руками: схема, фото, видео
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
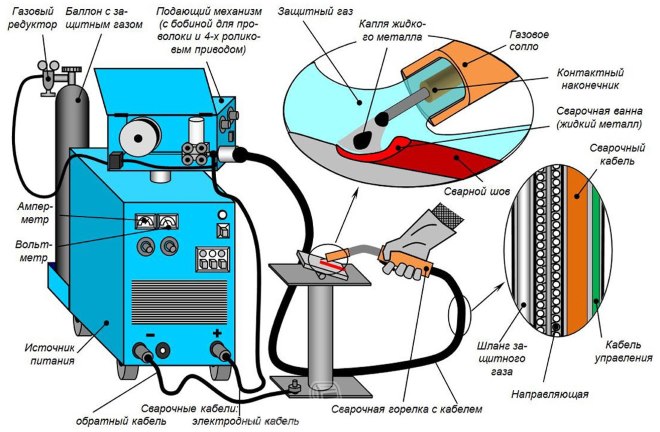
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
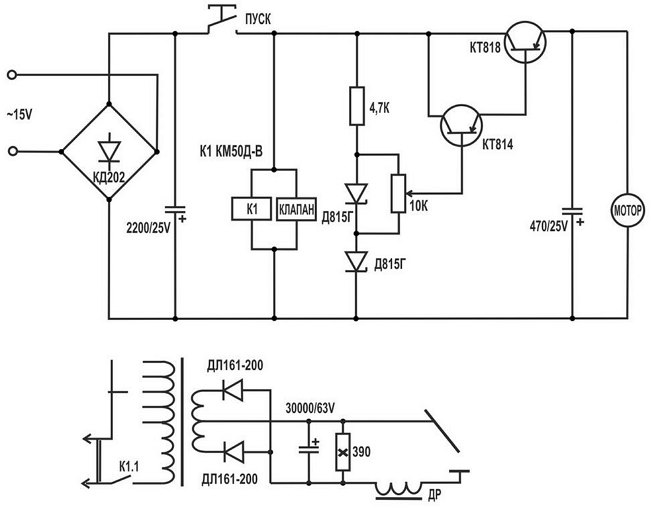
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
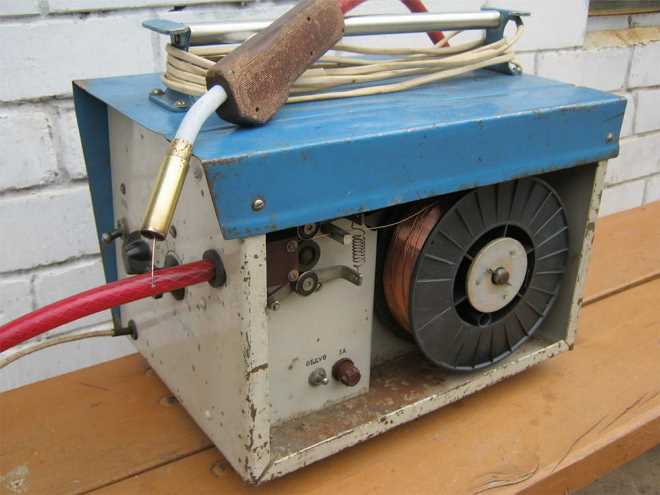
Внешний вид самодельного полуавтоматического сварочника
Внутренняя компоновка Катушка для проволоки Механизм подачи проволоки (вид 1)
Механизм подачи проволоки (вид 2) Крепление сварочного рукава к механизму подачи Конструкция самодельной горелки
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
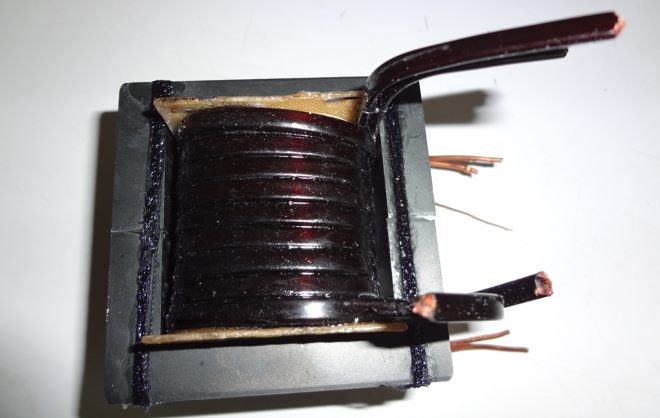
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
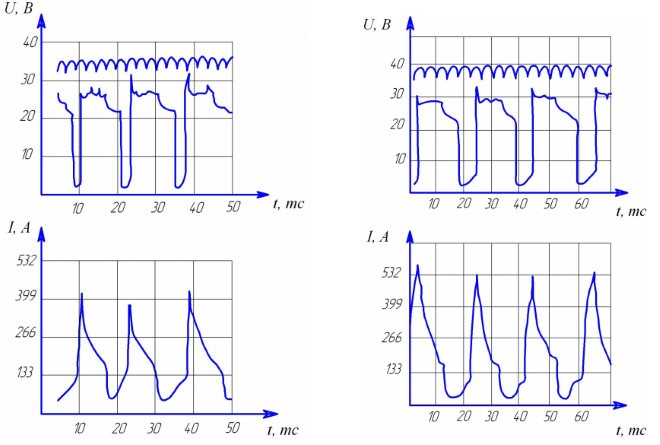
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
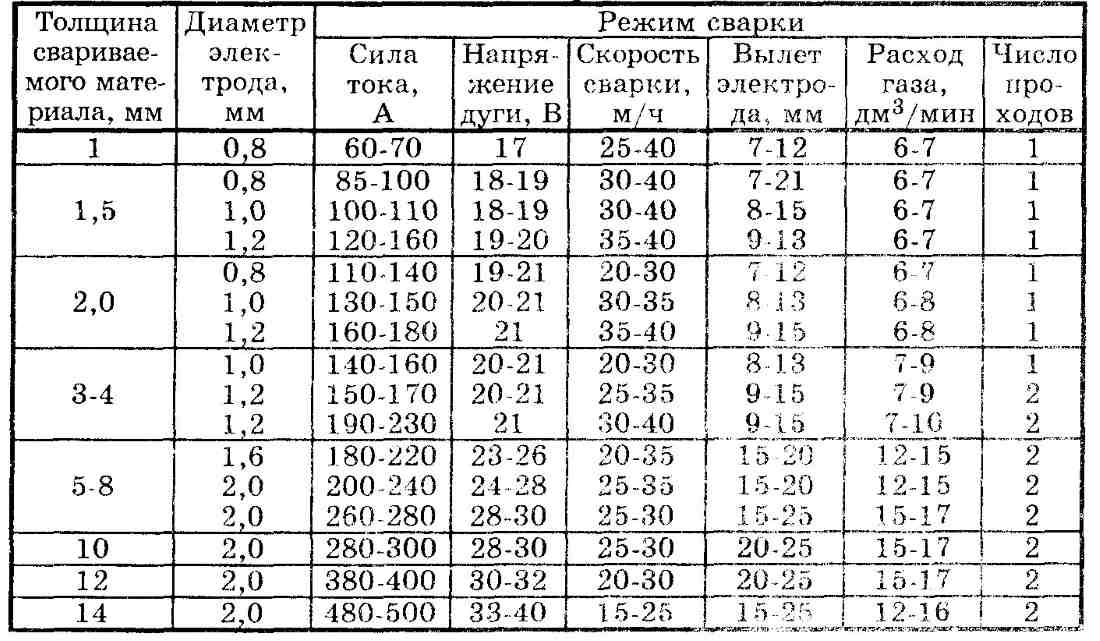
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Технические характеристики и схема сварочного трансформатора ТД-500

Сварочный трансформатор ТД 500, с момента начала выпуска которого прошли уже десятилетия, до сих пор успешно применяется для сварки изделий из металла.
Популярность и востребованность аппарата в промышленности и строительстве объясняется простотой эксплуатации, функциональными возможностями и относительно малой стоимостью. Помимо этого, аппарат отличается надежностью и возможностью использования даже в экстремальных условиях.
Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.

Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Особенности эксплуатации и подключения

ТД 500 – модель, предназначенная для регулирования параметров напряжения при выполнении электросварки металлических изделий. Устройство широко распространено благодаря малой стоимости и простоты эксплуатации. Производительности аппарата хватает для производства работ по сварке металлических элементов.
Устройство предназначено для выполнения ручной дуговой сварки покрытыми электродами. Согласно паспорта, ТД-500 – однофазный преобразователь электротока, с повышенным рассеянием магнитного поля. Зазор воздуха зависит от того, на сколько сдвинуты подвижные обмотки.
Регулятор тока приводится в действие перемещением ходового винта, вращаемого вручную. При этом происходит сдвиг обмоток завинчиванием в гайку.
Повышенное рассеяние магнитного поля происходит за счет особенностей размещения обмоток. Одна перемещается совместно с винтом, другая – неподвижно зафиксирована в точке крепления.
Трансформатор отнесен к группе стандартных приборов, выпускающимся серийно. Устройство отличается высокой мощностью, потому подключение его должно выполняться с использованием кабелей большого сечения, в противном случае соединительные провода под воздействием тока нагреются и расплавятся.
Подсоединение должно выполняться аттестованным работником. Отдельное внимание уделяется местам стыковки кабелей, так как они являются точками, вероятность возникновения поломок в которых наиболее высока. При отсутствии плотного контакта между окончаниями кабеля и клеммами из меди, эти места подвержены перегреванию из-за недостаточной площади соприкосновения. Такая неисправность приводит к возникновению короткого замыкания.
[stextbox избежание этого нужно максимально плотно, но не пережимая, скрутить точки сопряжения и постоянно наблюдать за плотностью прилегания.[/stextbox]
Место расположения трансформатора для недопущения короткого замыкания не должно быть влажным.
Важным моментом является охлаждение, так как у ТД 500 есть некоторые проблемы с нагреванием и отводом излишков тепла. Кроме устанавливаемой отдельно принудительной системы вентилирования, нелишним будет отыскать место установки с естественной вентиляцией либо зону прохлады. При выполнении наружных работ такие места – затененные, открытые для ветра.
Определенные инструкцией рабочие параметры устройства превышать не рекомендуется, действовать только в допускаемых интервалах. Нельзя забывать о максимальных сроках непрерывной работы. Для ТД 500 этот параметр равен 60%. то есть из 10 часов аппарат должен работать только 6, а 4 часа – находиться в выключенном.
[stextbox При возникновении неисправностей или поломок в процессе эксплуатации следует незамедлительно отключить аппарат от питающей сети. Новое подключение допускается выполнять только после полного устранения причин неисправности.[/stextbox]
Преимущества

Трансформаторы ТД-500 обладают следующими преимуществами:
- Простота конструкции. Благодаря этому устройство отличается высокой надежностью и ремонтопригодностью, легкостью в обслуживании.
- Широкий интервал регулирования параметров. Аппарат эффективно работает в условиях крупного производства при необходимости выполнения широкого спектра задач в различных режимах эксплуатации.
- Относительно малое напряжение при холостой работе, что обеспечивает высокую экономичность использования.
- Возможность выполнения не только сопряжения деталей свариванием, но и их резание. Мощности трансформатора достаточно для работы в таком режиме.
- Отсутствие эффекта магнитного вздутия.
- Безопасное и удобное выставление требуемых для работы показателей посредством перемещения расположенных на корпусе рукоятей.
Недостатки
К недостаткам трансформаторов относятся:
- Значительная масса, составляющая 210 кг. Данный недостаток компенсируется высокой мощностью и возможностью работы с крупными деталями.
- Плохая работа с низкими токами. Устройства неэффективны для выполнения работ по свариванию тонкостенных элементов, так как рабочий интервал рассчитан преимущественно для работы с заготовками большой толщины.
- Непригодность для проведения работ в домашнем хозяйстве.
- Выполнение сварки переменным током, что приводит к ухудшению качества шва по сравнению с работой на постоянном токе.
[stextbox читайте на нашем сайте статью об отличиях сварочного трансформатора и инвертора[/stextbox]
Основные технические характеристики сварочного трансформатора ТД 500 следующие:
- номинал напряжения на холостом ходу – 60 В;
- номинал сварочного тока – 500 А;
- мощность – 32 А.
Регулирование сварочного тока выполняется в таких пределах:
- основной интервал – 240-650 А;
- дополнительный диапазон – 90-240 А;
- параметр мощности – 0,65;
- длина – 720 мм;
- ширина – 570 мм;
- высота – 835 мм.
Вес трансформатора составляет 0,21 т.
Меры и техника безопасности
При эксплуатации трансформатора ТД-500 необходимо соблюдать следующие правила личной безопасности и меры предосторожности.
Перед включением нужно осмотреть корпус устройства и убедиться в его целостности. При прекращении поджига дуги аппарат следует немедленно отключить от питания и убедиться в исправности конденсаторов, не пробовать многократно ее возбудить.
Использование прибора должно выполняться при неукоснительном соблюдении правил, изложенных в инструкции. Ремонт и уход за преобразователем должны выполняться только при отключении его от питания. После выключения преобразователю необходимо дать время на остывание.
Производители
Изготовлением ТД-500 занимается несколько производителей. Среди них наиболее крупные объемы поставок предлагают:
- ЕТА-групп, г. Санкт-Петербург, РФ;
- ООО «Винтор», Винницкая область, Украина;
- электромашиностроительное предприятие «СЭЛМА», г. Симферополь, Крым.
[stextbox Петрович Алексеенко, сварщик, стаж работы 35 лет: «Несмотря на кажущуюся громоздкость и не современный внешний вид, трансформаторы для сварки переменным током ТД-500 до сих пор востребованы на различных производствах. Аппараты обладают «советским» ресурсом работы и прослужат еще долгие годы».[/stextbox]
Читайте также: