Устройство сварочного аппарата переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1.С отдельным дросселем типа СТЭ.
2.Со встроенным дросселем типа СТН и ТСД.
3.С подвижным магнитным шунтом типа СТАН.
4.С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
Рассмотрим принцип работы сварочных аппаратов переменного тока на примере сварочных аппаратов с отдельным дросселем (рис. 13.1), состоящих из понижающего трансформатора и дросселя.
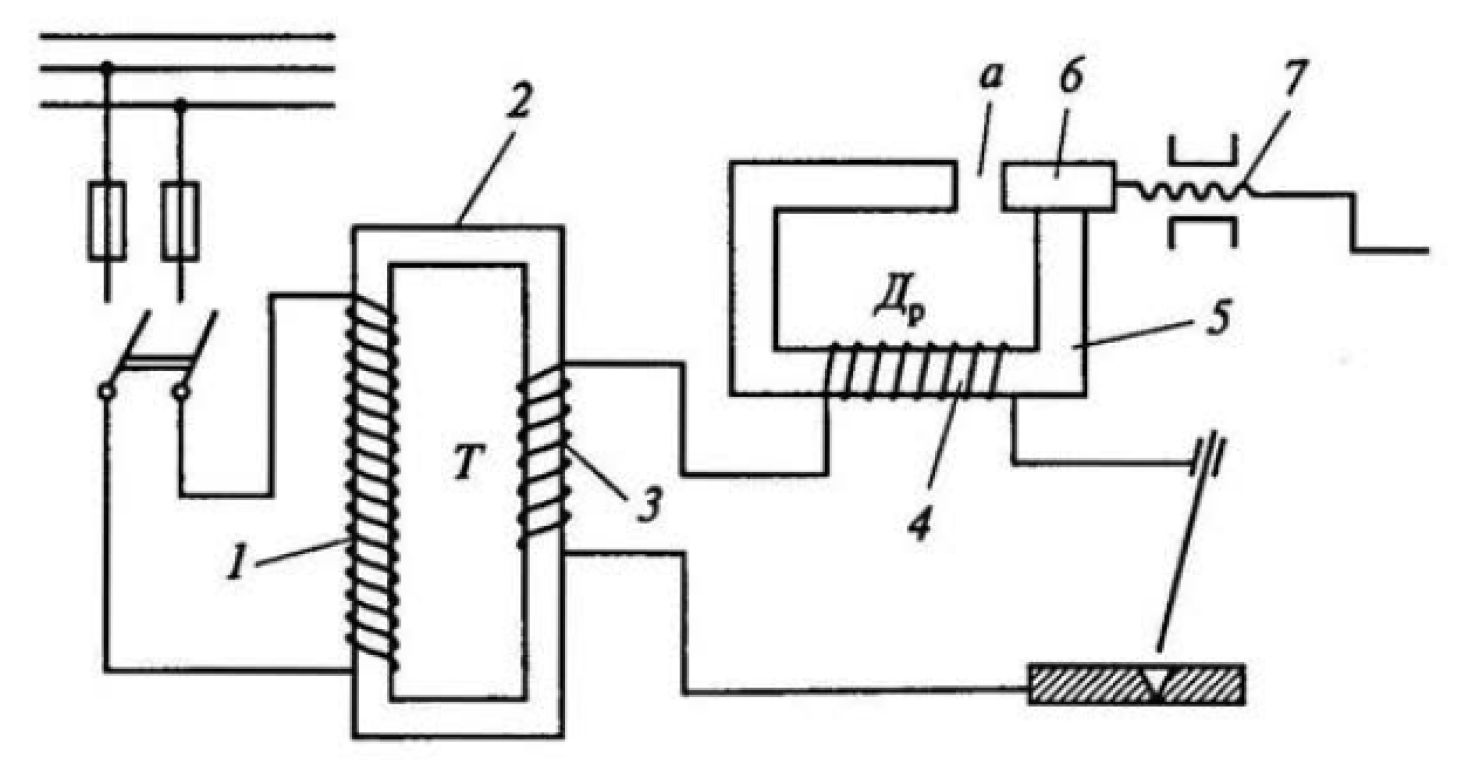 Рис. 13.1. Схема сварочного трансформатора с отдельным дросселем: 1, 3 — соответственно первичная и вторичная обмотки; 2 - сердечник; 4 — обмотка дросселя Др; 5, 6 — соответственно неподвижная и подвижная части сердечника; 7 — винтовое приспособление; а — зазор |
Трансформатор Т имеет сердечник (магнитопровод) 2 из штампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается; вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Преимущества и недостатки аппаратов переменного тока для сварки
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки; .
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.

Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ

Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.

Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.

Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе

Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод

Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов

Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Назначение трансформаторов в сварочных аппаратах
Известный многим трансформатор для дуговой сварки по своей сути является преобразователем сетевого напряжения. Он увеличивает переменный ток до величины, обеспечивающей условия получения дугового разряда.
Достичь этого удаётся за счёт понижения питающего напряжения до некоторого значения, что по правилу трансформации позволяет во столько же раз увеличить ток в нагрузочной цепочке. В основе действия трансформатора положен закон электромагнитной индукции.
![]()
Принцип работы преобразователя
Для лучшего понимания принципа действия устройства желательно детально ознакомиться с особенностями его конструкции, а также с тем, какие типы сварочных трансформаторов чаще всего применяются на практике. Не будет лишним и внимательное изучение возможности самостоятельного изготовления таких агрегатов.
Назначение сварочного трансформатора состоит в понижении сетевого напряжения до 50-60 Вольт, что позволяет получать значительный по величине ток во вторичной обмотке (прядка тысячи ампер).
Реализации этого принципа способствуют конструктивные особенности трансформаторного устройства. Оно состоит из мощного сердечника с размещёнными на нём двумя рабочими обмотками (катушками).
![]()
Имеющиеся на сердечнике катушки электрически изолированы одна от другой, но пронизываются общими силовыми линиями магнитного поля (то есть, связаны за счёт электромагнитного эффекта).
При включении трансформатора в сеть в первичной обмотке появляется небольшой по величине ток, формирующий электромагнитное поле, распространяющее своё действие и на вторичную катушку.
Согласно закону сохранения энергии при преобразовании сетевого напряжения мощность тока в катушке с меньшим количеством витков остаётся той же.
По причине того, что во вторичной обмотке сварочного трансформатора действует меньшее по амплитуде переменное напряжение – на выходе удаётся получить больший по величине нагрузочный ток. Следует напомнить, что мощность равна току, умноженному на напряжение.
Способ управления током в нагрузке
Известные виды сварочных трансформаторов классифицируются по мощности преобразовательного устройства, фазности его подключения и способу управления величиной переменного тока в нагрузке. Мощность и фазность относятся к типовым характеристикам электрооборудования и не нуждаются в специальных пояснениях.
Гораздо больший интерес представляет последний показатель, имеющий принципиальное значение для понимания сути происходящих в трансформаторе процессов. Особенностью конструкции трансформатора для сварочного аппарата является возможность изменять величину тока во вторичной цепи, меняя при этом условия проведения сварки.
Различные варианты исполнения вторичных цепей сварочного трансформатора предусматривают возможность регулировки тока в нагрузке следующими способами:
- изменением импеданса (индуктивного сопротивления) нагрузочной цепи;
- переключением цепей вторичной обмотки с изменением задействованного числа витков;
- за счёт использования принципа фазного регулирования, реализуемого с помощью мощных тиристорных переключателей.
Гораздо реже используется подвижная конструкция вторичной обмотки, благодаря которой удаётся управлять величиной магнитного потока.
Вследствие разнообразия вариантов преобразовательных изделий, при выборе в первую очередь ориентируются на тип регулятора тока сварочного трансформатора.
Так, оснащённые тиристорным блоком преобразователи хоть и считаются более совершенными в сравнении с электромеханическими моделями, однако из-за сложности конструкции они могут чаще выходить из строя.
Самостоятельное изготовление
Перед самостоятельной сборкой сварочного трансформатора, эксплуатация которого возможна в домашних условиях, необходимо вкратце ознакомиться с рядом требований, предъявляемых к этому устройству.
Расчет самодельного устройства
Согласно схемному решению, к вторичной обмотке трансформатора подключаются две толстые медные шины, ответные концы которых подсоединяется к электродному держателю и свариваемой заготовке. За счёт этих подключений образуется замкнутая цепь для сварочного тока, обеспечивающая получение дугового разряда, необходимого для сварки.
Помимо этого необходимо предусмотреть возможность работы самодельного сварочного трансформатора в режиме перегрузок, что требует тщательного расчёта его основных параметров (эти показатели рекомендуется выбирать с небольшим запасом). Чтобы рассчитать трансформатор, нужно определить вначале его требуемую мощность, затем количество витков на первой и второй обмотках.
Расчеты нельзя назвать простыми. В их основу должны быть заложены данные по обмоточным проводам и выбору их сечения, обеспечивающие соответствие входных и выходных параметров заданным характеристикам.
Также следует побеспокоиться о вспомогательных приспособлениях, облегчающих намотку (и перемотку, в случае необходимости) первичной катушки сварочного трансформатора с большим количеством витков.
Использование СВЧ
![]()
В отдельных случаях в качестве преобразователя напряжения может использоваться трансформатор от пришедшей в негодность СВЧ печи (микроволновки), в котором достаточно будет заменить лишь вторичную обмотку.
Для самостоятельного изготовления лучше всего выбрать простейший агрегат без встроенной автоматики, в основу применения которого заложено выполнение основных рабочих функций. С таким аппаратом будет проще работать, да и ремонт его в случае необходимости можно произвести без излишних затрат нервов и времени.
Неприхотливость в обслуживании и ремонте изделий этого класса объясняется простотой их конструктивного решения, позволяющей быстро найти пришедшую в негодность деталь и заменить её исправной.
При самостоятельном изготовлении трансформатора следует учитывать и возможность обустройства на его основе сварочного инвертора, получаемого после добавления к трансформатору импульсного модуля.
Относительная сложность конструкции этого устройства полностью компенсируется его лучшими техническими показателями, оказывающими существенное влияние на рабочие параметры сварочной дуги.
Промышленные образцы
Промышленные образцы трансформаторного оборудования представлены на отечественном рынке изделиями под заводским обозначением ТД и ТДМ. Популярностью отечественного покупателя пользуются модели марки ТДМ с величинами сварочного тока 315, 400 и 500 Ампер соответственно.
Данные по потребляемой мощности для этих образцов сварочного оборудования, рассчитанных на работу от сетей 220 и 380 Вольт, колеблются в пределах от 30 до 160 киловатт Ампер.
Особого внимания заслуживает и такой показатель эффективности работы трансформаторного устройства как его внешняя характеристика, представляющая собой зависимость действующего на выходе напряжения от нагрузочного тока.
Её крутизной определяется качество и стабильность образующейся при сварке дуги, а также её взаимосвязанность с действующими токовыми показателями.
![]()
Специалисты по сварке рекомендуют при покупке готового оборудования отдавать предпочтение агрегатам с резко падающей выходной (внешней) характеристикой.
При этом для обеспечения оптимальных условий текущего процесса желательно, чтобы характеристика приобретаемого аппарата имела общие точки с аналогичной зависимостью для сварочной дуги.
Серия промышленных аппаратов ТД относится к исключительно однофазной и многопостовой разновидности агрегатов трансформаторного типа. В большинстве конструкций этого класса предусматривается подвижная вторичная обмотка со специальным регулятором тока.
Современные образцы однофазного оборудования, помимо этого оснащаются специальным электролитическим элементом, предназначенным для компенсации индуктивных потерь в проводах (так называемым «конденсатором мощности»).
Как обслуживать
Трансформатор является самым простым и доступным вариантом преобразовательного оборудования, техническое обслуживание которого в домашних условиях занимает минимум сил и времени.
При работе надо следить, чтобы сварочный ток не превышал предельного значения, а обмотки не перегревались. Обслуживание также заключается в смазке механизма регулировки (это можно делать раз в месяц).
Следует проверять надежность контактов, целостность изоляции, подключение заземления сварочного трансформатора, не допускать его загрязнения. Можно продувать устройство струей сухого воздуха, сметающего пыль.
Если сварочный трансформатор стоит на открытой площадке, то надо защитить его от влаги. Вообще излишняя влажность и механические повреждения могут вывести его из строя. Но это относится к большинству электрического оборудования.
При выполнении основных правил эксплуатации, трансформатор прослужит много лет. С его помощью можно будет выполнить большую часть бытовых работ с достаточно высоким качеством получаемых сварочных соединений.
Типы сварочных аппаратов, принцип работы устройства

Сварка представляет собой способ соединения и разъединения металлов посредством электротока и основывается на образовании дуги между участком обработки — первый электрод, и подводимой к участку рукоятки — второй электрод, соединенный с соответствующим полюсом электротока. Таким способом выполняется соединение частей, разъединение металлов или разрезание их, сверление и проделывание полостей и отверстий, наплавление слоями.
Дуговая сварка широко применяется, ведь благодаря этой технологии появилась возможность делать неразъемное соединение металлических деталей, а прочность шва при этом такая же, как и у массива материала. Это обстоятельство обусловлено непрерывностью образованных структур и молекулярными сцеплениями между деталями.
Электрическая дуга

Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сваривание металлов
Выбор хорошего электрода и способа сварки крайне важен, так как от него зависит, будут ли его механические свойства аналогичны свойствам основного металла.
Сварочная ванна должна быть защищенной от воздействия воздуха для исключения окисления металла. С этой целью в рабочей зоне создается особая среда, что достигается двумя способами:
- Технология MIG-MAG, когда аргон, гелий или CO2 подается из специального баллона.
- Сжигание обмазки электрода и образование при этом защитного шлакового или шлакогазового «купола».

В процессе горения электродные покрытия связывают и выводят из шва кислород. Вдобавок вещества, содержащиеся в них, помогают ионизировать дугу, рафинируют и легируют металл шва.
В плане стабильности электроснабжения сварка — процесс довольно капризный, ведь требуемый температурный режим находится в прямой зависимости от параметров тока. Должна быть обеспечена устойчивость электрической дуги. Лишь стабильная дуга предотвратит появления дефектов шва, особенно при розжиге и затухании.
Чем свариваемые детали массивнее, тем более глубоким должно быть плавление, большего диаметра применяется электрод, больше силы и мощности требуется для работы. Определить силу тока оператор зачастую может лишь опытным путем, порой ее регулируют в процессе сварки, а иногда жестко фиксируют. Горение дуги от источника постоянного тока стабильнее, без прерываний.
При потреблении постоянного тока отсутствует полярность, образуется меньшее количество брызг металла, а шов получается качественнее. Сварка с переменным током несколько сложнее, потому что для поддержания дуги рабочий должен иметь серьезные навыки, высокого качества сварки в этом случае добиться сложно. Переменным током рекомендуется варить алюминий и его сплавы.
Разные виды аппаратов для сварки имеют разные технические особенности, свои плюсы и минусы.
Инверторы: минусы и плюсы

Это самые молодые сварочные аппараты, их серийное производство было налажено лишь в 1980-х годах. Выпрямители с транзисторным инвертором. В этих источниках электричество многократно меняет характеристики. Когда ток пропускается через полупроводник, то выпрямляется, а потом специальный фильтр сглаживает его. Постоянный стандартной сетевой частоты 50 Гц преобразуется в переменный опять, но уже с частотой в десятки килогерц.
После частотного инвертирования ток идет на миниатюрный трансформатор, где уменьшается его напряжение и увеличивается сила. Затем свою работу начинает выполнять высокочастотный фильтр и выпрямитель — постоянный ток подается на электроды для образования дуги.
Увеличение частоты тока — главное достижение инвертора. К плюсам относится также:

- Высокий КПД (85—95%).
- Возможность питания от обычной розетки.
- Большой период непрерывной работы.
- Широкий диапазон значений силы тока.
- Плавная регулировка тока и напряжения.
- Режим работы контролируется микропроцессорами и управляющими схемами.
- Защита от перепадов напряжения.
- Качественный сварной шов.
- Возможность соединения материалов, с трудом поддающихся сварке.
- Повышенная электрическая безопасность.
Недостатки инверторов:
- Высокая стоимость.
- Плохая реакция на проникновение пыли в корпус.
- Электроника чувствительна к влаге и холоду, что может привести к появлению конденсата.
- Вероятность появления в основной сети помех.
Сварочные трансформаторы

На сегодня это самые распространенные сварочные аппараты, относительно недорогие и простые по конструкции, надежные. Преобразование электроэнергии осуществляется силовым трансформатором стандартной частоты 50 Гц. Ток настраивается механической регулировкой магнитного потока в составном сердечнике. От сети питается первичная обмотка, намагничивается сердечник, и на вторичной обмотке индуцируется переменный ток меньшего напряжения (50—90 В) и большей силы (100—200 А), он формирует дугу. Чем меньше витков на катушках вторичной обмотки, тем меньше напряжение и больше сила тока.
Достоинства:
- Низкая стоимость (в два-три раза дешевле инверторов).
- Простота конструкции.
- Ремонтопригодность.
- Надежность.
Недостатки:
- Большой вес и габариты.
- Из-за переменного тока сложно получить высококачественный шов.
- Трудность удерживания дуги.
- Сравнительно невысокий КПД (не более 80%).
- Невозможность подключения к внутридомовой сети.
Сварочные выпрямители

Сетевой ток в этих аппаратах не меняет частоты и индуцируется на обмотках с понижением напряжения. После преобразования проходит еще через блок селеновых или кремниевых выпрямителей. На электроды идет постоянный ток. Благодаря этому электрическая дуга очень устойчива, без существенных прерываний и скачков.
В большинстве случаев требуется охлаждение вентиляторами. Часто устройства имеют дополнительные дроссели, позволяющие улучшить характеристики исходящего тока, который сглаживается и фильтруется. В комплекте с выпрямителями может быть защитная, измерительная и пускорегулирующая аппаратура. Тут важна стабильность температуры и тока, поэтому устанавливаются ветровые реле, термостаты, плавкие предохранители, автоматы. Наиболее распространены выпрямители на три фазы.
Достоинства сварочных выпрямителей:
- Высококачественный шов.
- Легкость поддержания дуги.
- Минимальное разбрызгивание материала присадки.
- Большая глубина плавления.
- Меньшие габариты и вес в сравнении с трансформаторами переменного тока.
- Возможность сваривания чугуна, цветных металлов, теплоустойчивой стали.

- Высокая стоимость.
- Необходимость внимательного наблюдения за состоянием системы охлаждения.
- Отсутствие в большинстве случаев возможности питания от бытовой сети.
- КПД меньше, чем у инвертора.
- Относительно сложная конструкция.
Полуавтоматы: характеристика
Сварочная проволока при помощи специального механизма подается в рабочую зону, где в активном газе расплавляется и направляется в сварочную ванну. Газ вытесняет воздух около сварочной ванны, защищает шов от кислорода. Применяется с этой целью углекислый газ, аргон, гелий, комбинации этих газов. С использованием флюсовой проволоки газ можно не подавать в рабочую зону.
Плюсы:
- Легкость сваривания тонколистовых деталей.
- Качество шва, возможность получения «короткого шва».
- Широкий спектр свариваемых материалов.
- Высокая производительность.
- Большой разброс настроек и регулировок.
Минусы:
- Высокая цена.
- Высокая стоимость расходных материалов.
- Необходимо применения баллонов или подключения к специальной сети.
- Трудность работы на улице, где газовую среду нужно защищать от сдувания.
Выбор модели

Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!

Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме». Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке.
Читайте также: