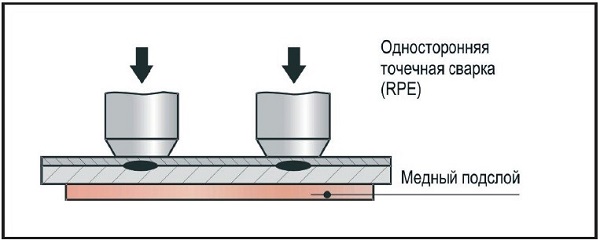
Установка односторонней контактной сварки
Линейные сварочные швы нужны не всегда. При изготовлении ряда бытовых и промышленных электроприборов, в автомобиле- и машиностроении востребованы точечные соединения тонких металлических элементов. Для этой цели могут применяться разные методы сварки.
Способы точечной сварки
Один из них — сварка сопротивлением. Она эффективна, но при ограниченном доступе к свариваемым изделиям применить ее не удастся.
Сварка сопротивлением
Насчитывается еще несколько методов точечного соединения тонколистовых металлов: плазменная, MIG/MAG и TIG (другое ее распространенной название – WIG). Активно разработки ведутся в области аргонодуговой сварки неплавящимся электродом. Совершенствуются или конструируются новые горелки, устройства управления и источники питания, которые способствуют улучшению качества швов и упрощают сам процесс. Технология SpotArc была разработана применительно к аргонодуговому способу сварки.
Аргонодуговая точечная сварка
Преимущества и недостатки различных способов точечной сварки
Основными недостатками являются сложность применяемого оборудования и способ формирования швов. Соединяемые детали необходимо зафиксировать на медной основе и создать высокое давление.
Точечную аргонодуговую сварку можно назвать фаворитом по сравнению с другими аналогичными по назначению способами соединения тонколистовых металлов. Так, она позволяет получить лучшую поверхность точечного шва. В данном случае не используется присадочный материал. Плавится только основной металл, поэтому полученные точки имеют гладкую поверхность. Иногда они нуждаются в незначительной доработке.
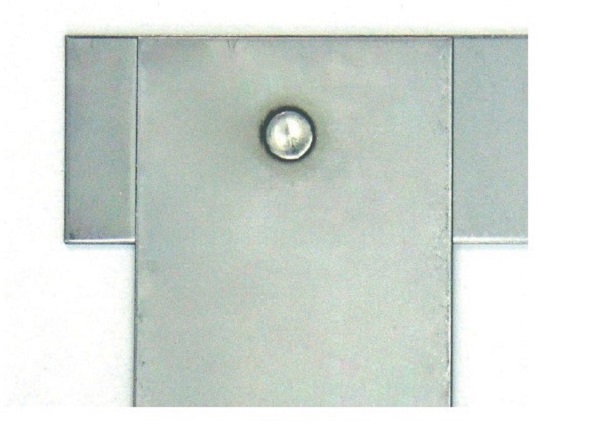
Точка, полученная при аргонодуговой сварке
Для выполнения каждого точечного шва требуется всего несколько секунд. Сварочный ток подается кратковременными импульсами, которые обеспечивают глубокий провар. Импульсы сменяются более длительными периодами подачи основного тока. В это время шов остывает. Такой подход позволяет избежать перегрева металла, снизить термическое напряжение и минимизировать деформацию свариваемых деталей.
Особенности конструкции аргонодуговых установок для точечной сварки
Для выполнения точечной TIG сварки подходят обычные аргонодуговые инверторные источники EWM Tetrix, но их необходимо комплектовать специальными горелками.

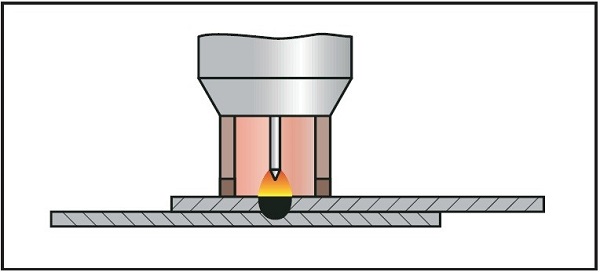
Горелка для точечной сварки
Помимо этого, для каждого типа соединения (стыкового, углового или таврового) применяются различные формы сопел.
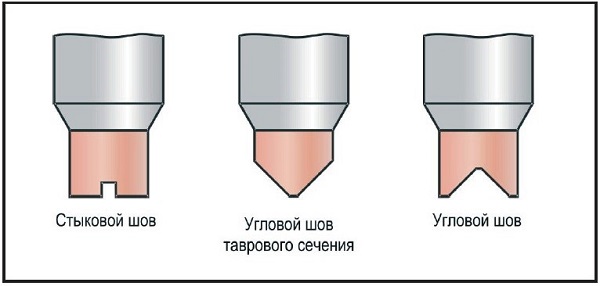
Сопла для аргонодуговой точечной сварки
Они позволяют сохранить неизменным расстояние между изделием и горелкой, а также длину электрической дуги во время выполнения сварки. Это обеспечивает качество швов.

Выполнение аргонодуговой точечной сварки
Дополнительно могут использоваться дистанционные регуляторы управления сварочными режимами. С их помощью устанавливаются и поддерживаются параметры сварки и время импульсов.

Дистанционный регулятор управления
Область применения точечной TIG сварки
Точечная TIG сварка может применяться для установки прихваток и сварки металлов толщиной до 2,5 мм. Она особенно удобна для работы с нержавеющими сталями. Благодаря одностороннему применению и специфической форме сопел, аргонодуговой способ соединения металлов подходит для сварки квадратных или круглых труб.
Использование одного из видов точечной сварки – контактной – возможно даже в условиях космоса. Это было доказано в ходе соответствующего эксперимента, проведенного в 1969 году советскими космонавтами В. Кубасовым и Г. Шониным. Для этой цели были изготовлены специальные клещи с встроенным трансформатором мощностью в 1 кВт.
Заключение
В целом технология точечной сварки металлов SpotArc универсальна. Она одинаково эффективна при соединении листовых деталей разной или одинаковой толщины. Ниже приведены режимы, которые используются при применении точечной TIG сварки.
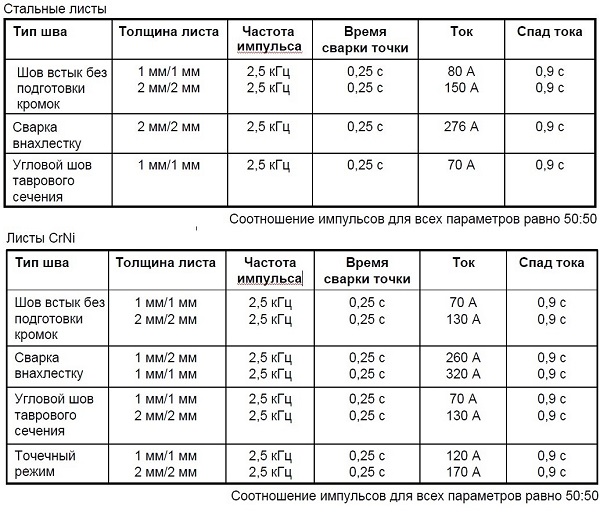
Сварочные режимы для точечной TIG сварки
Оснащение производства установкой односторонней контактной точечной сварки CKS-2400
Одно из предприятий, работающих в атомной отрасли, получило новый для себя заказ на сварку усиленного дверного полотна из низкоуглеродистой листовой стали. Максимальная толщина сварных соединений стальной конструкции дверного полотна – до 4+4 мм. Изначально планировалось изготавливать изделие на стандартных машинах контактной точечной сварки, однако производительность изготовления дверного полотна была недостаточной для выполнения заказа в срок. Перемещать дверное полотно вдоль специальной поддерживающей оснастки неудобно и тяжело для операторов, что существенно отражается на времени изготовления двери.

Для повышения производительности изготовления дверного полотна специалисты компании «ДельтаСвар» подобрали и в дальнейшем поставили установку для односторонней контактной точечной сварки CKS-2400. Данная установка состоит из рабочего стола с монолитным медным листом размером 2400x1200 мм, выполняющего роль токопроводящего электрода, и сварочных головок, перемещающихся по направляющим. Мощности трансформатора более чем достаточно для сварки стальных листов 6+6 мм между собой.
На установке смонтировано две сварочные головки – модуль для односторонней контактной сварки в горизонтальной плоскости и клещеобразный модуль для сварки в вертикальной плоскости (например, стенок и бортиков). Такая компоновка установки предполагает как одновременное использование сварочных головок двумя операторами, так и попеременное использование одним оператором.
Головки для точечной сварки перемещаются оператором без усилия за счет «скольжения» по высокоточным рейкам, а пневматический блок, размещенный на головке, быстро приводит контактный электрод в действие с регулируемым усилием прижатия. Также головки имеют раздельные линии водяного охлаждения всех элементов, подверженных нагреву при продолжительной эксплуатации. Благодаря всем этим преимуществам установки односторонней контактной точечной сварки ощущается значительный прирост производительности изготовления изделия и качества свариваемого изделия в целом.
Для удобства работы оператора в головке для односторонней точечной сварки на панели управления реализованы следующие функции:
1) Блокировка перемещения сварочной головки по «оси X» или по «оси Y», которая позволяет перемещать головку только по одной оси, тем самым формируя ровный ряд сварных точек без возможности отклонения.
2) Функция обхода препятствий по высоте (или двойной ход электрода), обеспечивающая подъем электрода на необходимую высоту, достаточную для перехода электрода через препятствие. Функция приводится в действие с помощью кнопки на рукоятке.
3) Лазерный указатель, показывающий точное место сварочной точки. Нет необходимости в предварительном позиционировании сварочной головки и выполнении тестового прижатия электрода к детали без сварки (вхолостую).
4) Кнопка, запускающая цикл сварки, установлена прямо в рукоятку и располагается под большим пальцем руки.
5) Головки, имеющие механизм поворота на 90 градусов, для удобства работы в любом направлении.
Установка оснащена информативным блоком управления, с помощью которого возможна точная регулировка всех сварочных режимов, необходимых для работы. Выставленные режимы сохраняются в собственный алгоритм работы – сварочную программу. Удобство этой функции заключается в том, что при сварке дверного полотна, состоящего из различных сварных соединений с разными толщинами, оператор существенно экономит время, переключая лишь сварочную программу с заранее выставленными режимами.
В итоге специалисты, работающие на предприятии, выбрали установку для односторонней контактно-точечной сварки дверного полотна CKS-2400 в следующей комплектации:


- Установка для односторонней контактно-точечной сварки CKS-2400 с двумя сварочными головками (модуль для односторонней контактной сварки в горизонтальной плоскости и клещеобразный модуль для сварки в вертикальной плоскости) – 1 шт.;
- Встроенная система водяного охлаждения – 1 шт.;
- Устройство для обслуживания рабочей поверхности (медного листа) – 1 шт.;
- Устройство для зачистки и заточки контактных электродов – 1 шт.;
- Набор электродов различной конфигурации – 1 шт.;
- Набор для сварки двойным электродом. С его помощью возможно выполнять одновременно 2 сварных точки – 1 шт.;
- Плечо для сварки в неудобных положениях. Используется в тех местах, где электрод невозможно подвести к месту сварки напрямую из-за особенности конструкции. Длина плеча 500 мм – 1 шт.;
- Запасная медная столешница с габаритами 1200х2400x10 мм – 1 шт.
Специалисты ООО «ДельтаСвар» в установленный договором срок доставили оборудование до производственной площадки предприятия и выполнили пусконаладочные работы. Завершающим этапом был инструктаж специалистов и сервисной службы.
Установка для односторонней контактно-точечной сварки CKS-2400 может применяться для сварки металлического дверного полотна, металлических корпусов шкафов различного назначения (коммуникационных, серверных и электрических и др.) и других изделий, где используется тонколистовой материал.

Поставка сварочной проволоки DS 385, DS 316L и DS 309Mol
В компанию «ДельтаСвар» обратился наш давний партнер, который занимается производством стальных сварных труб и железнодорожных колес. В связи с уходом с рынка множества крупных производителей, возникла необходимость в качественной сварочной проволоке для сварки изделий из разнородных сталей. Раннее на заводе в течение длительного времени использовалась сварочная проволока ESAB. Перед специалистами компании «ДельтаСвар» была поставлена задача: подобрать сварочную проволоку, аналогичную по хими.

Оснащение участка по производству вертикальных стальных резервуаров сварочными аппаратами Lincoln Electric
Крупному монтажному управлению, осуществляющему производство и монтаж вертикальных стальных резервуаров, требовалось увеличить скорость сварки за счет дооснащения парка оборудования дополнительными полуавтоматами. .

Поставка порошковой проволоки SW-347 Cored и SW-309 Cored для сварки жаропрочных сталей
В компанию «ДельтаСвар» обратился инженерный состав завода-производителя, основной сферой деятельности которого является выпуск теплообменного оборудования, емкостей и сосудов, работающих под давлением, а также других изделий из жаропрочных сталей. .

Поставка на предприятие оборудования для сварки кольцевых швов
В рамках реализации инвестиционной программы по увеличению производственных мощностей к специалистам ООО «ДельтаСвар» обратился постоянный партнер. Перед заказчиком стояла задача по сварке кольцевых швов из нержавеющих сталей и алюминиевых сплавов. .

Расширение производства сварочными аппаратами AMIG 500M
В компанию «ДельтаСвар» обратилось руководство предприятия, основной сферой деятельности которого является монтаж различных строительных конструкций. Задача состояла в оснащении монтажного участка сборки путепроводов сварочными аппаратами, способными бесперебойно работать в полевых условиях. .
Контактная сварка своими руками из инвертора — инструкция

Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Схема аппарата для контактной точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.

В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).

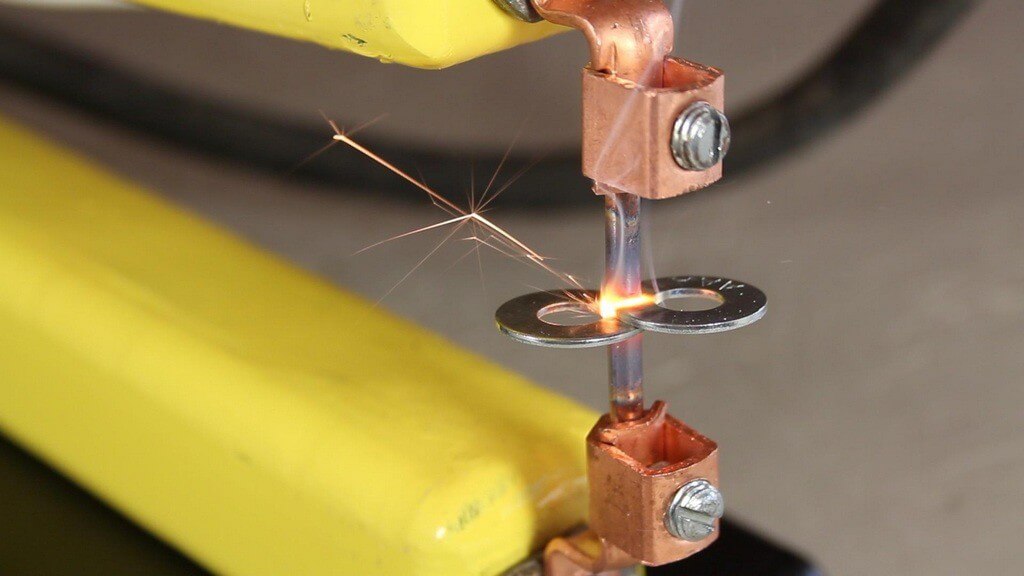
Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата). Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
Проводим испытание сварочного аппарата
Сморите видео сборки и испытаний
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Кол-во блоков: 12 | Общее кол-во символов: 16662
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: