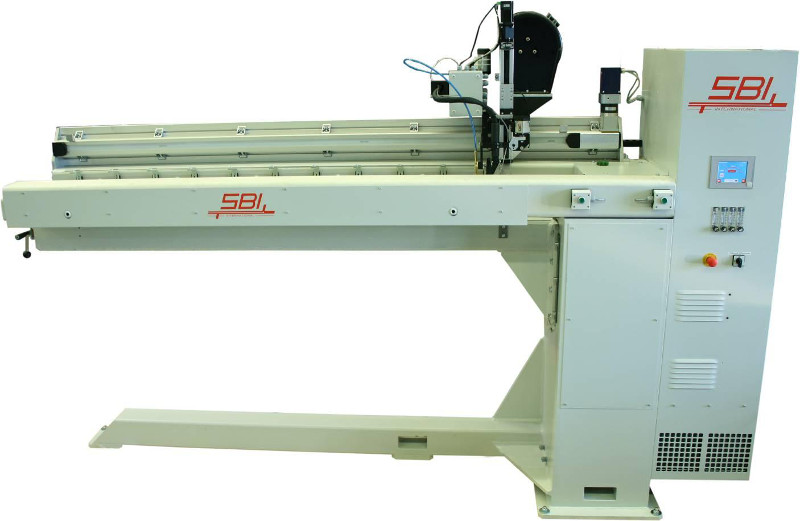
Установка для сварки продольных швов sbi
Предназначены для автоматической дуговой сварки продольных швов труб различной формы сечения (круглых, овальных, треугольных, квадратных), листов, карт, коробов и обечаек. Широко применяются как для сварки специальных металлов - титана, спецсталей, так и для сварки простых изделий и простых металлов - сварки дымоходов и воздуховодов.
Применяемые процессы сварки:
- плазменная сварка
- аргонодуговая сварка TIG (при наличии аргонодуговой горелки)
- сварка на постоянном и переменном токе
- импульсная сварка
- плазма-пайка (при наличии блока подачи проволоки)
- TIG-пайка (при наличии TIG горелки)
Сварка может производиться без присадочной проволоки, а также с применением присадочной проволоки.
Также возможна комплектация источником для полуавтоматической МИГ/МАГ сварки согласно техническому заданию заказчика.
Какие отличия и преимущества процесса плазменной сварки, и как работает плазменная сварка читайте в статье «Отличительные особенности плазменной сварки»
Свариваемые материалы:
- нержавеющая сталь
- низкоуглеродистая сталь
- оцинкованная сталь: плазма-пайка без выгорания цинка
- алюминиевые сплавы (для комплектации с PMI 350 AC)
- медь, латунь
- титан
- спецматериалы
Установки подразделяются на стандартные длиной до 3 000 мм (SWD 3000) и нестандартные, специальные, которые выполняются по техническому заданию заказчика и имеют большую длину сварки до 8 000 мм или предназначены для сварки больших диаметров.
Стандартные плазменные установки SWD, технические характеристики:
ВНИМАНИЕ!
*Возможность изменения указанных параметров по техническому заданию заказчика, уменьшение минимального диаметра или увеличение максимального
**Возможно уменьшение минимальной толщины сварки до 0,1 мм и увеличение максимальной толщины сварки до 10 - 12 мм по техническому заданию заказчика.
*** Зависит от марки и толщины металла, зазора между стыкуемыми кромками
****Вес и габариты могут меняться в зависимости от комплектации установки и ее исполнения
 | Демонстрацию сварки дымоходов из нержавеющей стали без присадки толщиной 0,5 мм, а также плазменную сварку титана и алюминия на оборудовании SBI вы можете посмотреть на видео. |
Технические данные и особенности установок SWD:
- жесткая, массивная конструкция гарантирует точное позиционирование заготовки и надежный прижим свариваемых изделий;
- встроенный сварочный инвертор;
- простое управление с помощью сенсорного дисплея размером 5,7”:
- настройка всех параметров сварки с одного органа управления
- быстрая переналадка при смене длины, толщины и материала заготовки
- возможность разбивки заготовки на сектора, с заданием для каждого сектора своих параметров сварки
- запоминание сварочных программ – до 999
- меню на русском языке
- в процессе работы установки контролируются: положение горелки, давление воздуха в пневмосети, срабатывание пневматических прижимов;
- встроенное устройство подачи присадочной проволоки (по желанию);
- ручной или автоматический зажим замка дорна (консоли);
- пневматический привод прижимных клавиш;
- регулируемые медные прижимы;
- регулируемое давление прижима;
- педали для управления прижимами с функцией предварительного зажатия для более удобной стыковки краев заготовки;
- дополнительная защита сварочного шва газовым сапожком;
- регулируемая скорость сварки;
- регулируемое начало и окончание сварки, с возможностью запоминания этих положений в сварочных программах;
- оси перемещения - система точного контроля, измерения положения и расстояния, пройденного горелкой;
- качественная сборка и применение высококачественных комплектующих обеспечивают длительную бесперебойную работу установки;
- охлаждаемая медная подложка с канавкой для формирования корня сварочного шва, имеет простую технологичную конструкцию. Возможно исполнение подложки из нержавеющей стали;
- защита от столкновений горелки.
Специальные установки SWD могут выпускаться по специальному заданию заказчика, иметь нестандартные длины и диаметры свариваемых изделий – см. Установки для сварки продольных швов больших диаметров и длин
Опции для плазменных установок сварки продольных швов SWD
Компания SBI гибко подходит к решению задач и установки SWD, в зависимости от технического задания заказчика, его пожеланий по удобству работы и выбранной технологии сварки, могут быть конструктивно изменены, а также укомплектованы дополнительными опциями:
- блок подачи проволоки
- «сапожок» для дополнительной защиты шва при сварке нержавеющей стали и титана
- переносной пульт управления
- видеокамера для контролирования сварочного процесса
- джойстик для корректировки положения горелки
- лазерное слежение и автоматическая корректировка положения горелки
- пневматический замок для быстроты загрузки/разгрузки
- поддерживающие роликоопоры для массивных заготовок
- дополнительное охлаждение горелки, подложки и прижимных клавиш
- колебатель для многопроходной сварки
- система слежения по дуге AVC (или АРНД) и многое другое
Универсальный аппарат плазменной сварки SBI серии PMI

Инверторные аппараты плазменной сварки и постоянного тока, а также инверторная установка AC/DC TL постоянного и переменного тока для сварки алюминия являются универсальными и комплектуются горелками как для плазменной, так и для сварки.
Основные технические характеристики
| Модель | PMI 50 | PMI 350 TL | PMI 500 TL | PMI 350 AC/DC TL |
| Плазменная сварка на постоянном токе | + | + | + | + |
| Плазменная сварка на переменном токе | - | - | - | + |
| Плазменная точечная сварка PSW | + | + | + | + |
| Плазменная точечная импульсная сварка PSWPULSE | - | - | + | + |
| Aргонодуговая TIG и ручная дуговая MMA сварка | + | + | + | + |
| Напряжение сети при 50 Гц | 3x400±15% В | 3x400±15% В | 3x400±15% В | 3x400±15% В |
| Максимальное потребление мощности (50% ПВ) | 5 кВт | 16 кВт | 20 кВт | 20 кВт |
| Плавкий предохранитель | 16 | 32 A | 32 A | 32 A |
| Косинус ф | 0.99 | 0.99 | 0.99 | 0.99 |
| Ток вспомогательной дуги, 100%/ 35% ПВ | 30 А | 30/50 A | 30/50 A | 30/50 A |
| Диапазон тока вспомогательной дуги A | 0,5-15 А | 0,5-50 A | 0,5-50 A | 0,5-50 A |
| Максимальный импульсный ток | 50 А | 350 А | 500 A | 380 A |
| Сварочный ток при (40°С /10 мин) при 60% ПВ | 50 (35%) A | 350 (50%) A | 380 A | 320 A |
| Сварочный ток при (40°С /10 мин) при 100% ПВ | 30 A | 290 A | 300 A | 280 A |
| Диапазон установки сварочного тока для плазменной дуговой сварки | 0,5-50 A | 3-350 A | 5-500 A | 5-350 A |
| Диапазон установки сварочного тока для сварки покрытым электродом | - | 20-330 A | 5-450 A | 5-330 A |
| Диапазон установки сварочного тока для аргонодуговой сварки | 0,5-50 A | 3-350 A | 5-500 A | 5-350 A |
| Напряжение холостого хода | 80 В | 75 В | 75 В | 75 В |
| Плазмообразующий газ | Aргон | Aргон | Aргон | Aргон |
| Защитный газ | Ar, Ar+He или Ar+H2 | Ar, Ar+He или Ar+H2 | Ar, Ar+He или Ar+H2 | Ar, Ar+He или Ar+H2 |
| Ручной регулятор плазмообразующего газа | 0,2-2,5 л/мин | 0,2-2,5 л/мин | 0,2-2,5 л/мин | 0,2-2,5 л/мин |
| Электронный регулятор плазмообразующего газа, л/мин | 0,1-5,0 л/мин | 0,1-5,0 л/мин | 0,1-5,0 л/мин | 0,1-5,0 л/мин |
| Уровень шума | ||||
| Класс защиты | IP 21S | IP 21S | IP 21S | IP 21S |
| Габариты (Д x Ш x В) | 620x300x555 мм | 1120x450x935 мм | 1120x450x935 мм | 1125x450x935 мм |
| Вес | 47 кг | 105 кг | 115 кг | 115 кг |
Конструктивные особенности
ООО «Вебер Комеханикс» предлагает аппараты для плазменной дуговой и точечной сварки, предназначенные для сваривания всех металлов, включая титан и алюминий, оцинкованный металл и т.п. В каталоге представлено оборудование австрийской компании SBI. Аппараты плазменной сварки данной марки отличаются высокой технологичностью, широким выбором моделей и соответствием европейским стандартам качества.
Плазменная дуговая сварка обеспечивает полное проплавление металлов до 8–12 мм без разделки кромок толщиной. Возможно использование тонколистового материала от 0,5 мм без поводок. При этом исключено попадание вольфрама в шов. Качество сопоставимо с лазерным свариванием, а затраты на оборудование и производство значительно меньше.
Среди других преимуществ аппаратов плазменной сварки:
- высокая плотность энергии дуги и скорость сварки;
- минимальное коробление изделия;
- высокая стабильность дуги, проплавления и геометрии шва.
Модельный ряд компании SBI очень широкий:
- сварочные источники для плазменной сварки серийного исполнения, работающие на постоянном и переменном токе
- сварочные источники для плазменной сварки по техническому заданию заказчика ток до 1000 А
- сварочные источники для микроплазменной сварки
- установки для сварки продольных швов обечаек, листов, коробов, в том числе для производства дымоходов и воздуховодов
- установки для сварки кольцевых швов
- установки для автоматической плазменной и лазерной наплавки
- нестандартные специализированные установки для сварки по техническому заданию клиента
- установки для лазерной сварки
Аппараты плазменной дуговой сварки применяются в отраслях энергетического, химического, пищевого производства, в приборостроении и машиностроении, в частности при производстве котлов, резервуаров, газовых баллонов, огнетушителей, емкостей, труб, дымоходов и газоходов, а также для сваривания листового проката и конструкций.
Плазменная точечная сварка в отличие от контактной является односторонней – возможна приварка листов к объемным конструкциям, а также в труднодоступных местах. Она проводится бесконтактно, что гарантирует отсутствие деформаций и высокое качество видовой (лицевой) стороны. Возможна точечная сварка угловых соединений.
Особенности аппаратов плазменной сварки:
- возможна точечная сварка тавровых (угловых) соединений внутри;
- высокая стабильность и повторяемость точек;
- возможность сварки в импульсном режиме, параметры импульсов регулируются;
- может проводиться в ручном и автоматическом режиме.
Аппараты плазменной сварки применяются в производствах, использующих в качестве сырья листовой металлопрокат, в том числе:
- автомобилестроение, машиностроение, производство медицинского оборудования;
- производство электрощитового оборудования, сейфов, сотовых металлоконструкций, мебели и т. п.;
- пищевая промышленность, сварка резервуаров, в частности, точечная сварка рубашки охладителя резервуара;
- позволяет выполнять сварку вместо пайки в электротехнике;
- в других отраслях, где широко применяется ручная аргонодуговая и контактная сварка.
При приобретении аппаратов плазменной сварки в ООО «Вебер Комеханикс» вы получаете надежное оборудование с официальной гарантией и полноценной сервисной поддержкой. Доставка осуществляется в любую точку России и стран СНГ.
Установки для сварки продольных швов больших диаметров и длин SBI
Для сварки карт большой длины или обечаек большой длины и больших диаметров австрийская компания SBI выпускает специальные установки. Наибольшая длина сварки производимых на сегодняшний день установок – до 8000 мм, диаметры – до 4000 мм. По желанию заказчика диапазон может быть увеличен.
Назначение:
Для автоматической дуговой сварки листов, карт, коробов и обечаек круглого, овального и «чемоданного» сечения. Позволяют варить замыкающий шов на длинной обечайке.
Применяемые процессы:
- плазменная сварка
- сварка на постоянном токе
- импульсная сварка
- плазма-пайка
Возможны виды сварки (в зависимости от применяемого источника):
- аргонодуговая сварка ТИГ
- полуавтоматическая сварка МИГ/МАГ
- ТИГ-пайка
- лазерная сварка
Свариваемые материалы (зависят от применяемого источника):
- нержавеющая сталь
- низкоуглеродистая сталь
- оцинкованная сталь, плазма-пайка без выгорания цинка
- алюминиевые сплавы (при наличии источника PMI 350 AC/DC)
Описание стандартной установки:
- Состоит из: станина, рамы с прижимами, механизм продольного, поперечного и вертикального перемещения горелки, сенсорный ЖК дисплей, сварочный источник встроенный, пневмоаппаратура, аппаратура для регулировки защитного газа, центрирующие упоры для выставления листов, замок, система охлаждения, кабели
- Жесткая, массивная конструкция гарантирует точное позиционирование заготовки и надежный прижим свариваемых изделий
- Качественная сборка и применение высококачественных комплектующих обеспечивает длительную бесперебойную работу установки
- Прижимы – медные, с настройкой положения, имеют пневматический привод с регулировкой усилия прижима
- Педали для управления прижимами с функцией предварительного зажатия для более удобной стыковки краев заготовки
- Охлаждаемая медная подложка с канавкой для формирования корня сварочного шва и его дополнительной газовой защитой – поддувом. Является сменной деталью и может поставляться в нескольких модификациях для решения разных технологических задач.
- Оси перемещения - система точного контроля, измерения положения и расстояния, пройденного горелкой.
- Скорость продольного перемещения горелки от 0,1 до 7 м/мин, быстрый возврат в начало сварки
- Высокая скорость сварки до 4 м/мин – зависит от толщины и марки материала, подготовки кромок
- Жидкокристаллический сенсорный цветной дисплей:
- быстрая переналадка при смене длины, толщины и материала заготовки
- запоминание сварочных программ - до 100
- интуитивно понятный интерфейс, простое управление,
-русскоязычное меню.
С помощью ЖК дисплея настраиваются :
- автоматическое перемещение горелки и ее опускание в начало сварки
- ток зажигания дуги при неподвижной горелке (старт сварки, получение сварочной ванны)
- рабочий ток, в т.ч. импульсный, скорость сварки с возможностью разбивки заготовки на сектора, с заданием для каждого сектора своих параметров сварки, что позволяет регулировать тепловложение в металл заготовки, уменьшая коробление;
- скорость подачи проволоки
- ток заварки кратера
- автоматический подъем горелки после сварки и возврат в исходное положение на повышенной скорости холостого хода
- автоматический разжим заготовки после сварки
- режим тестирования без сварки
- ручное перемещение горелки
- режим «ремонт» шва в случае исправления каких-либо дефектов
- система слежения по характеристикам сварочной дуги - AVC
- В процессе работы установки контролируются: положение горелки, давление воздуха в пневмосети, срабатывание пневматических прижимов
- Ручной замок зажима консоли (или дорна) с датчиком контроля закрытия
- Пневматический привод линейки
- Ротаметры для регулирования расхода газа в медной подложке и «сапожке»
- RAL 7035 покраска или по желанию заказчика
- Кнопка аварийного отключения
- Установка изготовлена по СЕ – нормам
Технические характеристики:
| Тип SWD | 6200 | 8200 | |
| Длина заготовки максимальная до* | мм | 6200 | 8200 |
| Толщина заготовки* | мм | 4,0 - 8,0 | 4,0 -8,0 |
| Минимальный диаметр* | мм | 1500 | 1500 |
| Максимальный диаметр | мм | Ограничивается только высотой крана и потолка | Ограничивается только высотой крана и потолка |
| Скорость перемещения горелки | м/мин | 0,1 - 7 | 0,1 -7 |
| Скорость сварки** | м/мин | до 1 | до 1 |
| Диаметр сварочной проволоки | мм | 0,6 – 1,6 | 0,6 – 1,6 |
| Защитный газ, газ подложки, «сапожка» | - | Аргон | Аргон |
| Расход газа | л/мин | 0,1 - 20 | 0,1 - 20 |
| Давление газа | атм | 2,5 | 2,5 |
| Напряжение | В | 3 х 400±10% | 3 х 400±10% |
| Частота | Гц | 50 / 60 | 50 / 60 |
| Потребляемая мощность | кВт | 35 | 35 |
| Давление воздуха в пневмосети | атм | 2,5 | 2,5 |
| Класс защиты | IP 23 | IP 23 | |
| Габариты: | |||
| Длина | мм | 9528 | 11528 |
| Ширина | мм | 1400 | 1400 |
| Высота | мм | 2100 | 2100 |
| Вес нетто* | кг | 10000 | 12000 |
* ВНИМАНИЕ! Вес и габариты могут меняться в зависимости от комплектации установки и ее исполнения
** Зависит от марки и толщины металла, зазора между стыкуемыми кромками
В случаях, когда заказчику необходима универсальная установка для сварки от малых диаметров до больших, компания SBI выпускает установки с изменяемой высотой для удобства обслуживания.
Установки шовной сварки
Плазменная сварка – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).

Станок оснащен системой управления процессом с программируемым запоминающим устройством (Prozeft - SPS) с указаниями для оператора, выдаваемыми на 2-х строчном жидкокристаллическом дисплее, с цифровым клавишным модулем.

Данное надежное устройство однопроволочной шовной сварки предназначено для выполнения высококачественного сварного шва, исключая при этом необходимость в покраске. Более того, установка обеспечивает выполнение шва высокого качества по всей длине заготовки без повреждения цинкового покрытия.
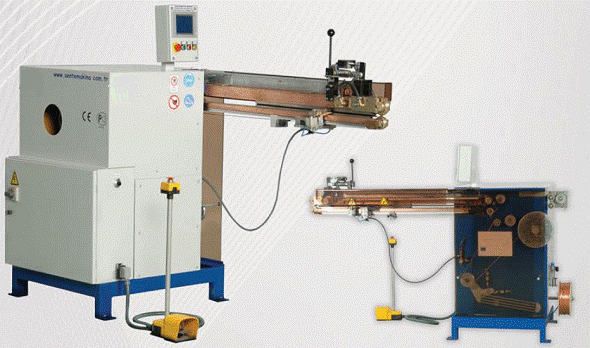
Станок шовной роликовой сварки производит сварку шва превосходного качества без повреждения поверхности свариваемого материала.
Для обеспечание надежного механического скрепления листового металла необходимо оборудование — станок шовной сварки.
Шовная сварка во многом схожа с точечной, отличается лишь тем, что вращающиеся ролики используются в качестве электрода, что обеспечивает возможность без снятия давления с электродов последовательной сварки точек. Принцип реализации данного метода соединения металлических изделий следующий: при вращении рабочих роликов и перемещении деталей между ними последовательно сваривается сплошной ряд точек, перекрывающих одна другую, тем самым, образуется сплошной шов. Наиболее часто им выполняют соединения внахлест.
Для шовной сварки применяют дисковые (или роликовые) электроды, диаметр которых 40-400 мм; при сварке сталей с рабочей поверхностью в виде плоского цилиндра и с поверхностью в виде сферы при сварке легких и цветных металлов, а также их сплавов.
Ей выполняют протяженные швы следующими способами:
- непрерывная сварка (когда процесс осуществляется при непрерывном действии сварочного тока и непрерывном вращении роликов (электродов));
- прерывистая сварка (когда процесс характеризуется прерывистым (импульсным) действием сварочного тока и непрерывным вращением роликов);
- шаговая сварка (когда процесс протекает после поворота роликов на заданный угол и подачей тока с периодической остановкой в моменты остановки).
Первые два рассмотренных способа обеспечивают возможность получить герметические швы. Процесс непрерывной шовной сварки неустойчив, поскольку происходит возрастающий разогрев металла по мере действия тока, который сопровождается глубоким внедрением роликов в него. Данный способ используется чаще всего для сварки металла толщиной не более 1 мм. Такую сварку редко применяют из-за того, что сильно перегреваются поверхности деталей, которые контактируют с роликами. Наибольшее применение на производстве имеет шовная прерывистая сварка, при которой получаются отдельные сварные точки (в моменты когда действует ток), которые, перекрывая одна другую, и образуют непрерывный шов. Таким образом, обеспечивается устойчивый процесс сварки, происходящий без перегрева металла. При шаговой сварке, сварочный ток включается во время остановки роликов, что улучшает охлаждение металла в их контактах, кроме того, производится наружно-водяное охлаждение, что уменьшает перегревание внешних слоев металла.
Шовную сварку наиболее часто применяют при изготовлении различных емкостей с толщиной стенки от 0,3 до 3 мм, где требуются особо герметичные швы - бензобаки, трубы, бочки и много другое.
Установки плазменной сварки в стык SBI

Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза
- повышение качества сварочных швов
- малая зона термического влияния, вследствие этого незначительный нагрев основного металла, в связи с этим минимизация коробления после и во время сварки
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм
- гладкая поверхность швов, не требующая дополнительной обработки
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной
- отсутствие включений вольфрама в сварном соединении
- высокая стойкость расходных материалов
- при сварке алюминия: ввиду того, что электрод находится внутри сопла и обдувается сжатым газом, он подвергается наименьшему разрушению, по сравнению с аргонодуговой сваркой, поэтому дуга горит намного стабильнее
- при сварке оцинкованной стали: по вышеуказанной причине как при точечной так и при шовной сварке налипание паров цинка на электрод минимально
Применяемые процессы сварки (зависят от применяемого источника):
- плазменная сварка
- аргонодуговая сварка ТИГ
- полуавтоматическая сварка МИГ/МАГ
- сварка на постоянном и переменном токе
- импульсная сварка
- плазма-пайка (при наличии блока подачи проволоки)
- ТИГ-пайка
- нержавеющая сталь
- низкоуглеродистая сталь
- оцинкованная сталь, плазма-пайка без выгорания цинка
- алюминиевые сплавы
Преимущества:
- быстрая переналадка при смене длины, толщины и материала заготовки
- запоминание сварочных программ - до 100
- интуитивно понятный интерфейс, простое управление
- русскоязычное меню.
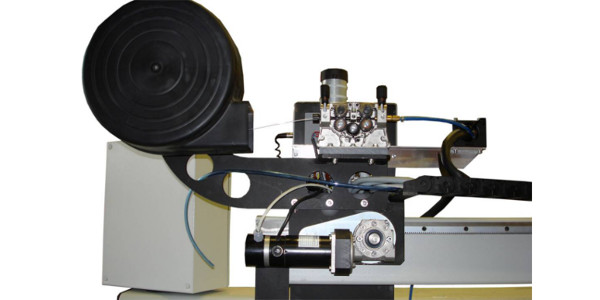
Фото узлов станка

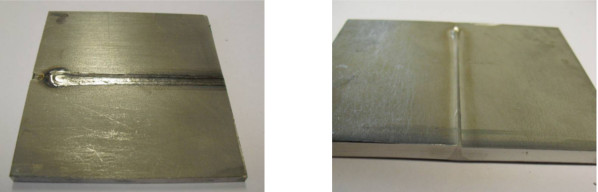
Фотографии изделий
Нержавеющая сталь
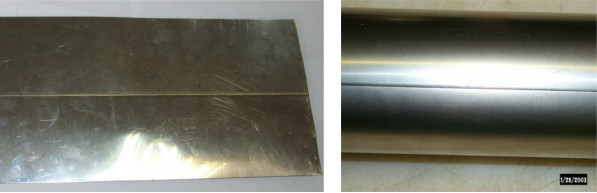
Низкоуглеродистая сталь – сварка проникающей дугой толщин до 8 мм без разделки кромок
Оцинкованная сталь - плазма-пайка без выгорания цинка
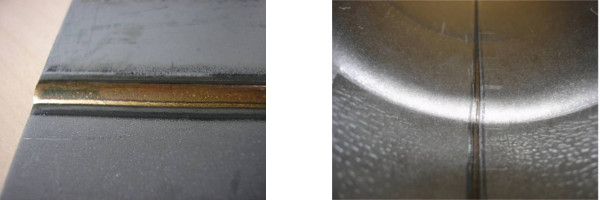
Сварка (без пайки) оцинкованных труб

Технические характеристики установки шовной сварки SBI
| Тип SWD | мм | 500 | 1000 | 1250 | 1500 |
| Длина заготовки максимальная до* | мм | 600 | 1100 | 1350 | 1350 |
| Толщина заготовки* | мм | 0,5 – 5,0 | 0,5 – 5,0 | 0,5 - 5,0 | 0,5 – 5,0 |
| Минимальный диаметр* | мм | 70 | 80 | 100 | 150 |
| Максимальный диаметр | мм | 800 | 800 | 800 | 800 |
| Опция: увеличение макс. диаметра до 1500 мм | — | × | × | × | |
| до 2000 мм | — | × | × | ||
| до 2500 мм | — | × | |||
| Скорость перемещения горелки | м/мин | 0,1 – 7 | 0,1 – 7 | 0,1 – 7 | 0,1 – 7 |
| Скорость сварки** | м/мин | до 4 | до 4 | до 4 | до 4 |
| Защитный газ, газ подложки, «сапожка» | - | Аргон | |||
| Диаметр сварочной проволоки | мм | 0,6 – 2,4 | |||
| Расход газа | л/мин | 0,1 - 20 | |||
| Давление газа | атм | 2,5 | |||
| Напряжение | В | 3 х 400±10% | |||
| Частота | Гц | 50 / 60 | |||
| Потребляемая мощность | кВт | 15 - 20 кВт (зависит от встраиваемого источника) | |||
| Давление воздуха в пневмосети | атм | 2,5 | |||
| Класс защиты | Гц | IP 23 | |||
| Габариты: длина x ширина x высота | мм | 2058x800x2300 | 2528x750x2300 | 2778x750x2300 | 3028x800x2300 |
| Вес* | кг | 1300 | 1600 | 1750 | 1900 |
Технические характеристики установки шовной сварки SBI
| Тип SWD | мм | 2000 | 2500 | 3000 |
| Длина заготовки максимальная до* | мм | 2100 | 2600 | 3100 |
| Толщина заготовки* | мм | 0,5 – 5,0 | 1,0 – 5,0 | 1,0 – 5,0 |
| Минимальный диаметр* | мм | 200 | 250 | 300 |
| Максимальный диаметр | мм | 800 | 800 | 800 |
| Опция: увеличение макс. диаметра до 1500 мм | — | × | × | × |
| до 2000 мм | — | × | × | × |
| до 2500 мм | — | × | × | × |
| Скорость перемещения горелки | м/мин | 0,1 – 7 | 0,1 – 7 | 0,1 – 7 |
| Скорость сварки** | м/мин | до 4 | до 4 | до 4 |
| Защитный газ, газ подложки, «сапожка» | - | Аргон | ||
| Диаметр сварочной проволоки | мм | 0,6 – 2,4 | ||
| Расход газа | л/мин | 0,1 - 20 | ||
| Давление газа | атм | 2,5 | ||
| Напряжение | В | 3 х 400±10% | ||
| Частота | Гц | 50 / 60 | ||
| Потребляемая мощность | кВт | 15 - 20 кВт (зависит от встраиваемого источника) | ||
| Давление воздуха в пневмосети | атм | 2,5 | ||
| Класс защиты | Гц | IP 23 | ||
| Габариты: длина x ширина x высота | мм | 3528x800x2300 | 4028x800x2300 | 4528x1400x2300 |
| Вес* | кг | 2200 | 2500 | 2800 |
- Возможно специальное исполнение по техническому заданию заказчика
- Толщина заготовки, свариваемая на установке, зависит от комплектации установки
- Вес и габариты могут меняться в зависимости от комплектации установки и ее исполнения
Читайте также: