Угол снятия фаски при сварке труб
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

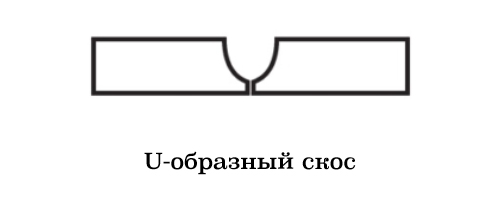
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
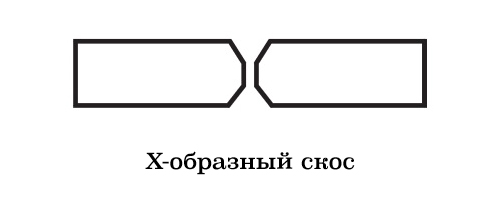
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
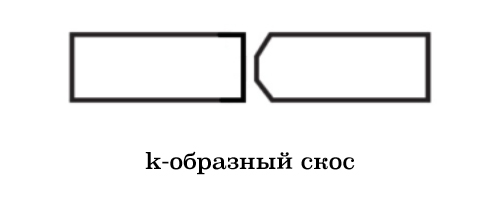
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Политика в отношении файлов cookie Этот веб-сайт использует файлы cookie, чтобы предоставить вам лучший пользовательский опыт и в статистических целях. Если вы не блокируете куки-файлы, вы соглашаетесь использовать их и сохранять в памяти вашего устройства.
Подпишитесь на новостную рассылку PROMOTECH --> Мы перезвоним Вам и расскажем больше о технике PROMOTECH
Разделка кромок под сварку
Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции.

Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции. Квалифицированные сварщики обязаны владеть этими знаниями и применять их на практике. ГОСТы существуют для каждого вида сварки. В ГОСТе 5264-80 на ручную дуговую сварку описаны формы кромок для всех типов соединений:
- для стыкового - 15 видов;
- для углового - 5 видов;
- для таврового - 4 вида;
- для нахлесточного - без скоса.
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку и разделку. Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная и K-образная.
V-образная форма

Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
X-образная форма

Применяют при сварке толстостенных металлов.
U-образная форма

Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.
Разделка кромок под сварку труб
Разделку производят только для толстостенных труб. Трубы имеющие стенки толщиной до 5 мм. свариваются без разделки. В таком случае ограничиваются только зачисткой проволочными щетками. При больших объемах производства могут применяться шлифовальные машинки или пескоструйные аппараты.
При подготовке толстостенных труб делают скос под углом 15 – 35 0 . Проверяют перпендикулярность и угол скоса специальными шаблонами и угольником. Кроме того, обязательной проверке подлежит соосность труб, которая производится различными средствами измерения. После чего наступает время центрирования стыков.
Важно, чтобы расстояния между швами на трубе были не менее 200 мм. Сварку начинают с 3 – 4 прихваток по всему диаметру трубы. При этом стараются выдержать зазор между стыками труб. Величина зазора определяется видом сварки:
- 0,5 – 2 мм для газовой сварки;
- 1,5 – 3 мм при сваривании ручной электросваркой труб со стенкой до 8 мм.;
- 2,5 – 3,5 мм при сваривании ручной электросваркой труб со стенкой более 8 мм.
В процессе подготовки к сварке необходимо уделить внимание проверке готовности фасок. Концы труб должны быть зачищены на 20 мм. с двух сторон и очищены от грязи, масла и консервирующих смесей.
Необходимость снятия фаски с трубы перед орбитальной сваркой


Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к « это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
- «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
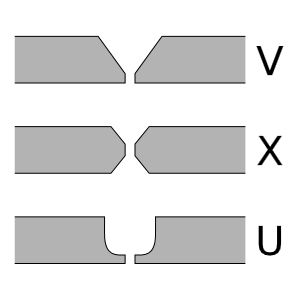
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Зачем нужно выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов.
- Уменьшения времени выполнения сварочных работ.
- Предотвращения травматизма сотрудников об острые углы изделия.
- Упрощения предстоящего монтажа возводимой металлической конструкции.
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы.
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Основные разновидности фасок
Срезать кромку можно тремя способами:
- V-образная фаска делается с одной стороны и наиболее распространена в производстве.
- X-образная фаска делается с двух сторон, и также популярна для использования в производстве.
- U-образная фаска, еще ее называют рюмочной. Такая фаска делается на специальных агрегатах для снятия фаски. Рюмочный вид помогает сделать более объемную сварочную ванну.
- Также можно встретить и другие буквенные обозначения: Y, K и J-образная фаска.
Наиболее распространенным способом снятия кромки на производстве является V-образный метод и Х-образный.
Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
U-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Виды фасок и их предназначение
2 Июня 2021 / Статьи
Фаска – скошенная под углом кромка. Получают ее на стенках труб или листов с помощью специального оборудования. Цель создания фасок – подготовка к последующей сварке изделий металлопроката. Необходимой такая обработка является для того, чтобы сварочные швы получились более надежными. Кроме того, сокращается время на проведение сварки, острые углы изделий не смогут травмировать рабочего. Прочность конструкции со временем будет утрачена из-за разошедшегося шва, если пренебрегать снятием фаски в деталях, толщина которых составляет более пяти миллиметров.
Сварочная ванна образуется после нарезки фаски. Определенное притупление свойственно кромкам, обрезанным таким образом. Участок притупления проплавляется при заполнении сварочным составом сварочной ванной. Это придает дополнительную надежность шву и делает его более герметичным.
Фаскосниматели по методу нарезки могут быть газокислородными, механическими или воздушно-пламенными. Снятие кромки для получения фаски может быть механическими или термическим. Более качественным является первый вариант. Физико-химические свойства изделия при этом не меняются. Механическое воздействие не изменяет структуру материала. Фаски газопламенные или воздушно-плазменные являются термическими. Внешний вид при такой нарезке схож с полученным механическим способом. Скорость обработки изделий получается высокой. Это более экономичный вариант.
При выборе оборудования для снятия фасок учитывать следует потребности производства и требования к качеству конечной продукции. Срок службы качественных станков длительный.
Какие существуют способы снятия фаски
Снять фаску можно двумя способами: механическим и термическим. Механическое снятие фаски выполняется с помощью фрезерных, кромкоскалывающих и кромкострогальных станков. Для термического снятия фаски применяются газорезательные машины (стационарные или портативные), которые выполняют плазменную или газокислородную резку. Однако более предпочтительным способом является механический, так как он позволяет исключить изменения физических и химических свойств материала в результате перегрева. Как известно, в ходе термической обработки образуется так называемая зона термовлияния.
Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое ухудшает свариваемость и повышает хрупкость и ломкость кромки. Но, несмотря на эти недостатки, термический способ достаточно распространен из-за своей простоты и скорости применения, и относительно низкой стоимости оборудования.
Достигнуть идеального сварного шва при орбитальной сварке можно лишь в том случае, если подготовка труб выполняется также качественно, как и сама сварка.
На различных этапах обработки трубы важнейшую роль играет подготовка фаски. Фаска позволяет получить 100% провар с заполнением всей толщины стенки трубы.

Существует два способа подготовить фаску:
- подготовка I-образного сварного шва без снятия угла фаски: идеально подходит для труб с толщиной стенки до 3-х мм;
- подготовка U-образного сварного шва с раскрытием угла фаски для труб с толщиной стенки от 3 до 10 мм.
При толщине стенки более 3 мм объем сварочной ванны становится слишком большим, чтобы обеспечить геометрическое отслеживание и формирование ванны во всех секторах сварки. Поэтому необходимо подготовить U-образную разделку для соединения двух труб. Для заполнения зазора между двумя подготовленными фасками необходима дополнительная подача проволоки.
В нашей компании представлены различные машины для обработки концов труб: от стационарных – до переносных станков для снятия фаски.
К сожалению, ни одна труба не является идеально круглой, притупление нельзя сделать равномерным из-за овальности трубы и разной толщины стенок.
Существует несколько вариантов подготовки торца трубы перед сваркой:
- Механическая обработка трубы может быть выполнена за счет снятия угла фаски с внешнего диаметра трубы. Эта обработка необходима для уменьшения наружного диаметра трубы и не учитывает ее овальность. Единственный недостаток этого процесса: неравномерность притупления из-за отклонений в диаметре. В результате мы получаем разную толщину стенок на торце трубы, что недопустимо при орбитальной сварке.
- Механическая обработка трубы может быть выполнена с обработкой внутреннего диаметра трубы. Этот метод может компенсировать внутреннюю овальность, а также возможные отклонения толщины стенки. Таким образом, создается постоянность толщины притупления на торце трубы. Однако этот подход зависит от диаметра трубы, а также от механической способности обрабатывать внутреннюю часть трубы. Машины серии REB 6, REB 14, BRB 2, BRB 4 позволяют обрабатывать трубы внутренним диаметром от 20 мм до 320 мм. С такой подготовкой можно получить одинаковую толщину притупления, что обеспечит качественную сборку и сварку корневого прохода.
Для резки и снятия фаски со стальных, медных, алюминиевых, чугунных труб, труб из нержавеющей стали, многослойных материалов и всех пластиковых труб идеальным решением являются труборезы Orbitalum. Эти труборезы универсальны, удобны и быстры! Комфорт работы и управляемость труборезов Orbitalum превосходны! Срезы имеют гладкие поверхности, готовые к дальнейшей обработке. Они идеально подходят для орбитальной сварки труб!

Резка и снятие фаски труб за считанные секунды происходит с использованием превосходной «технологии орбитальной резки».
«ДельтаСвар» является авторизованным представителем по продажам и сервисному обслуживанию оборудования Orbitalum Tools GmbH – немецкого производителя с полным ассортиментом оборудования для сварки труб и трубопроводов.
На текущий момент мы реализовали множество проектов по подготовке и орбитальной сварке труб. С некоторыми из наших выполненных проектов в этой области вы можете ознакомиться на нашем сайте.
Вам нужна личная консультация? Тогда свяжитесь с нами по телефону или электронной почте. Наша команда поможет вам найти подходящий продукт для вашего индивидуального требования.
Плазма
Воздушно-плазменное оборудование для нарезки фаски включает в себя: воздушно-плазменный резак, специальный трансформатор, компрессор и оснастку, заставляющую резак, двигаться строго по кругу и под заданным углом к поверхности трубы. За такой оснасткой прочно закрепилось название «Орбита» (по названию широко распространенных ранее устройств для газовой торцовки труб). Принцип простой: электрическая дуга и мощная тонкая струя воздуха, выдувающая расплавленный металл. Воздух является носителем плазмы. Огромная температура 25000 С плазмы делает процесс резки металла очень быстрым. Из-за этого плазменная резка не глубоко повреждает металл в зоне фаски, и шов при сваривании труб получается прочным. Сдругой стороны, внешне плазменная фаска не сильно отличается от заводской: она ровная и гладкая. Нарезка фаски воздушно-плазменной установкой дешевле механики. есть определенные недостатки: оборудование и расходники не дешевы, нужны стационарные условия, определенные навыки. Оборудование довольно капризно и чувствительно к параметрам окружающей среды (температура и влажность воздуха). Поверхность трубы должна быть идеально гладкой. Даже маленькие раковинки в зоне фаски не допустимы. На трубных заводах применяют воздушно-плазменную резку для торцовки труб (Челябинский трубопрокатный завод, Новомосковский ТЗ и т.д.), так что плазму тоже можно отнести к заводским фаскам.
| Нарезка плазменной фаски |
Снимем фаску любым способом!
Предлагая снять фаску на металле в нашем цехе металлообработки, мы гарантируем вам:
- полное отсутствие брака;
- абсолютно ровную кромку с правильными геометрическими пропорциями;
- обработку любых пригодных для этой операции заготовок;
- выполнение заказа в предельно короткие сроки;
- внимательный подход к вашему проекту, гибкий расчет его стоимости — в зависимости от объема.
С вашим металлом будет работать точный и износостойкий инструмент, с которым образование задиров, “волн” и других погрешностей исключено.
Деревянные полы
При настилке полов деревянными досками нужно учесть много нюансов. Это и качество материала, и степень его просушки, и условия, при которых будет эксплуатироваться поверхность. Если с двумя первыми вопросами можно легко определиться заранее, то условия эксплуатации пола не всегда можно спрогнозировать достоверно. В этом случае применяется фаска. Что это такое — пояснялось выше. Она не только позволит выглядеть полу более аккуратно и красиво, но и поможет избежать видимых щелей между досками, которые обязательно появятся со временем.
При работе с массивом дерева может возникнуть вопрос: «Как сделать фаску?» Тем более что деревообрабатывающий станок для этого не совсем подходит. Прежде всего, материал шлифуют начисто (сделать это потом будет невозможно). Для снятия фаски используют с кромочной фрезой на подшипнике. Это позволяет добиться идеального качества обработанной поверхности даже при небольшой кривизне досок.
Все о фаске и фаскоснимателях

Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение - подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Читайте также: