Удлинители сварочных проводов для инвертора
Электродуговая сварка – наиболее распространенный способ неразъемного соединения металла. При использовании данного метода трансформатор служит источником тока. Доставку электрической энергии осуществляет удлинитель для сварочного кабеля.
Требования к кабелю для сварочника
«Какой удлинитель нужен для сварочного инвертора?» – наиболее распространенный вопрос, которым задаются новички. Приминая во внимание специфические условия работы, провод для переноски под сварку, должен обладать следующими свойствами:
- способность передачи токов высокой величины;
- гибкость для перемещения аппарата по рабочей площадке;
- устойчивость к механическим повреждениям;
- качество, обеспечивающее бесперебойное и безопасное проведение работ.
При соблюдении вышеуказанных требований возможно применение удлинителя для сварочного инвертора для проведения сварочных работ.
Классификация
Разнообразие сварочных агрегатов породило широкий выбор проводников, которые отличается по количеству жил:
- Одножильный кабель. Обладая неплохими показателями эластичности и проводимости, он используется при работе сварочных инверторов бытового назначения.
- Двужильный кабель. Каждая жила передает свой заряд – положительный и отрицательный. Благодаря высокой проводимости данный кабель используют в импульсной сварке.
- Трехжильный кабель. Используется в промышленный аппаратах, работающих при напряжении 380 В.
Сварочный кабель изготавливается из меди или других металлов, обладающих высокой токопроводностью.
Проводники маркируются буквами и цифрами. Расшифровка обозначений наиболее популярных удлинителей для сварочных инверторов приведена ниже:

- 1-3 – определяет количество жил;
- ВЧП/ ВЧ П – высокочастотный ток постоянного/переменного характера;
- ХЛ – хладостойкий. Возможно применение при температуре до -60 Сº.
- Т – тропический. Возможно применение при температуре до +55 Сº.
Наиболее употребляемыми видами являются:
- КГ – кабель гибкий;
- КС – кабель сварочный;
- КОГ – кабель особо гибкий. Разновидность предыдущей марки. Рассчитан на работу в условиях переменного напряжения, величиной 220 В, либо постоянного с показателей 700 В.
[stextbox выборе кабеля для сварочного агрегата рекомендует выяснить диаметр сечения заводского кабеля, а также размер клемм.[/stextbox]
Технические характеристики
Основными параметрами подбора удлинителя для сварки инвертором являются:
- Тип кабеля. КС, КГ, КОГ и т. д.
- Температурный диапазон работы. Средний, тропический, холодоустойчивый.
- Количество жил.
[stextbox Для сварочного оборудования выпускают только одножильные кабели.[/stextbox]
- Площадь поперченного сечения. Измеряется в кв. мм.
Выбор сечения и длины
Ошибки при выборе необходимого поперечного сечения кабеля чревато короткими замыканиями, которые существенно сокращают срок службы сварочного оборудования. В условиях малого сечения ток конденсируется на предохранителях. На это будет реагировать система аварийной защиты, периодически обесточивая аппарат.
Соотношение тока и мощности к сечению сварочного кабеля для проводников из меди и алюминия указано в таблице:

Подбор необходимого сечения кабеля по величине тока и мощности сварочного аппарата.
Как показывают производственные испытания, увеличение длины выносного провода не влияет на параметры работы и качество сварного шва. Однако подавляющее большинство пособий по эксплуатации рекомендую использовать кабель с заводскими параметрами, а после его износа – с аналогичными характеристиками.
Пример расчета по подбору удлинителя
Максимально допустимая длина медного сварочного кабеля определяется соотношением максимального сечения к поправочному коэффициенту. Он определяется по базовой силе тока:
- 200-500 А. Поправочный коэффициент равен «2»;
- до 200 А. Коэффициент равен результату деления применяемой силе тока на 100.
Например, рассчитаем максимально допустимую длину для инвертора «Бригадир ММА-180С». Сила тока равна 180 А. Поскольку сила тока не превышает 200 А, поправочный коэффициент составит 180/100=1,8. Производитель рекомендует применять силовой кабель, сечением не менее 16 кв. мм.
Таким образом, при работе с данным инвертором максимально допустимая длина сварочного кабеля составляет: 16/1,8=8,89 (метров)
Особенности выбора
Выбор кабеля для сварочного агрегата осуществляется в зависимости от следующих параметров:
- Напряжение в рабочей сети. Параметр, указанный в паспорте, не должен быть меньше сетевого.
- Мощность устройства. С ростом мощности аппарату увеличивается сила тока.
- Температура эксплуатации. Диапазон рабочей температуры стандартного кабеля – от -20 до +40. Если рабочая температура превышает данные показатели, воспользуйтесь кабелем определенного исполнения – холодоустойчивым или тропическим.
- Планируемый радиус изгиба. Минимальный радиус изгиба кабелей класса КГ составляет сумму восьми внешних радиусов. Если данное условие не соблюдено, рекомендует использовать кабели класса «КОГ» — кабели особо гибкие.
При выборе кабеля особое внимание уделяйте информации завода-изготовителя. По некоторым признакам можно определить качество продукции:

- Площадь сечения. В товаре ответственного производителя указывается полезная площадь жилы.
- Формирование жилы. Большое количество проволок свидетельствует о гибкости и хороших показателях пропускной способности.
- Наружная изоляция. Оболочка из ПВХ, вместо резины, увеличивает срок эксплуатации.
- Материал проволоки. Качественную продукцию изготавливают из меди.
Правила эксплуатации
В процессе эксплуатации кабеля необходимо руководствоваться инструкцией от производителя – это позволит продлить срок службы товара.
Заключение
Приобретение кабеля для сварочного аппарата – ответственное событие. Однако, при соблюдении вышеуказанных правил, с ним справится даже новичок.
[stextbox Андрей Сергеевич. Сварщик 6-го разряда ПАО «ДМКД», опыт работы – 17 лет: «При выборе сварочного кабеля всегда обращаю внимание на производителя продукции. Надежный поставщик – залог долгой эксплуатации. Всегда выбираю кабель, с сечением на 10 % больше, чем рекомендует завод. С ним работать надежнее, ведь запас оберегает от перегрузок и прочих неприятностей».[/stextbox]
Как выбрать сварочный кабель?
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Как подобрать удлинитель для сварочного инвертора
Удлинитель для сварочного аппарата позволяет мастеру свободно перемещаться по рабочей площадке без привязки к розетке. Обычно для работы достаточно кабеля от 20 до 40 м, но длина — это не единственный параметр, на который следует обращать внимание. В этой статье разбираемся, что необходимо учесть, подбирая удлинитель для инвертора.
Начнём с теории

Длину кабеля выбирают, опираясь на известные со школы законы. Для расчёта сопротивления применима формула:
Между длиной силового удлинителя и величиной R существует прямая зависимость, то есть чем длиннее провод, тем его сопротивление больше. По отношению к площади сечения кабеля зависимость обратная: с ростом S сопротивление уменьшается. Одновременно из второй формулы видим, что с ростом сопротивления происходит увеличение величины U.
Таким образом, для того чтобы минимизировать падение напряжения на участке кабеля, следует подбирать провод сразу по двум параметрам L и S.
Почему нельзя использовать домашние удлинители
Казалось бы, можно не мучиться с расчётами и просто вставить вилку в розетку обычного удлинителя для бытовых нужд. На самом деле так делать категорически нельзя, поскольку бытовая техника — это всё–таки не сварочный инвертор. В домашних переносках сечение жил составляет в лучшем случае 0,75 мм2. При подключении сварочника такой провод просто сгорит.

Для того чтобы определить протяжённость удлинителя для сварочного аппарата, необходимо учесть величину полезной площади сечения и специальный поправочный коэффициент.
- Диапазон 200–500 А: K=2.
- Менее 200 А: K=I/100, где I — сила тока.
Предположим, у нас есть сварочный инвертор с рабочим током 180 А. Величина меньше 200 A, то есть для определения коэффициента необходимо разделить 180A/100=1,8.
Для подобной силы тока производители рекомендуют использовать кабели 16 мм2 — это полезная площадь сечения проводов удлинителя. Отсюда определяется предельная длина: 16/1,8 (коэффициент) = 8,9 м, что составляет подходящую длину. Такой кабель не сгорит в процессе работы, в крайнем случае, сработает защита от перегрева у самого сварочника.
Почему нельзя брать меньшее сечение кабеля

Удлинители для сварочного аппарата с меньшим, чем это требуется для работы, сечением не только сами являются источником опасности, но и ухудшают работу сварочника.
Переменный ток, проходя по жилам недостаточного сечения, создаёт повышенную нагрузку на предохранители. В таких условиях аварийная защита техники постоянно срабатывает, обесточивая аппарат.
Необходимо помнить, что сечение 16 мм2 для 180 А является рекомендуемым, поэтому работать следует в пределах рекомендаций для аппарата с необходимыми периодами отдыха, а также с учётом интенсивности планируемых работ.
Параметр определяется частотой использования сварочника, диаметром рабочего электрода, протяжённостью непрерывного шва и некоторыми другими данными. В среднем можно считать, что домашние сварочные работы по сборке малых архитектурных форм (заборов, теплиц и т.п.) относятся к малоинтенсивным.
Производственные нужды или ежедневное использование аппарата относится к интенсивной эксплуатации, поэтому потребуется большее сечение кабеля.

Расчётная величина всегда корректируется практикой. Предположим, необходимо использовать сварочник на 160 A от сети на 220 В с нормальными параметрами питания в малоинтенсивном рабочем режиме с подключением через протяжённый кабель на 100 метров. В таких условиях вы уже почувствуете проблемы: сварка «тройкой» будет идти с трудом, зато работа электродом на 2,5 пойдёт живее.
Выбирая кабель для сварочника, нужно понимать, что реальное сечение жил может отличаться от заявленных в меньшую сторону. По этой причине, если вы не уверены в производителе, лучше приобрести изделие с небольшим запасом.
Во время работы удлинитель для сварочного аппарата не рекомендуется держать намотанным на катушку. В процессе сварки в проводнике с переменным током возникает электромагнитная индукция. Даже малые значения при условии длительной работы приводят к повышению температуры металла. До 70 0C разогрев считается нормальным, однако, при плотной намотке удлинитель для сварочного инвертора не получает достаточного охлаждения (воздух не циркулирует вокруг кабеля!), поэтому могут возникнуть проблемы.
Совет! Перед работой кабель необходимо полностью размотать. Если удлинитель для инверторного аппарата сложно разложить в помещении, его нужно содержать в неплотной намотке.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
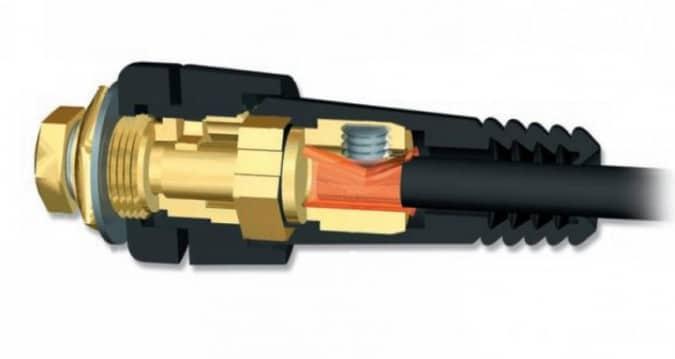
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Как подключать сварочные провода к сварочному инвертору
Сварочный аппарат-инвертор приобрел широкую популярность среди домашних мастеров и малых ремонтных мастерских. Чтобы получить прочный и долговечный шов, мало мощного и исправного аппарата. Необходимы также качественные провода для сварочного инвертора подходящего сечения, типа и длины.
Устройство

Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
[stextbox соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.[/stextbox]
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный

Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
[stextbox при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.[/stextbox]

Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм 2 .
Для более производительных устройств потребуется сечением до 50 мм 2 .
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
[stextbox Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».[/stextbox]
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
[stextbox Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.[/stextbox]
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.

Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм 2 .
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.
Читайте также: