Точечная сварка управления током

Виды сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.

Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.

Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого шва потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке

Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный диодным мостом.
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.

Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной работы со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных электродов. В большинстве случаев фиксация обоих стержней осуществляется вручную.

Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.

Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Как работают аппараты контактной точечной сварки
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.

Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.

Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе

Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод

Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов

Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Таймер для контактной сварки

Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества.
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка.
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
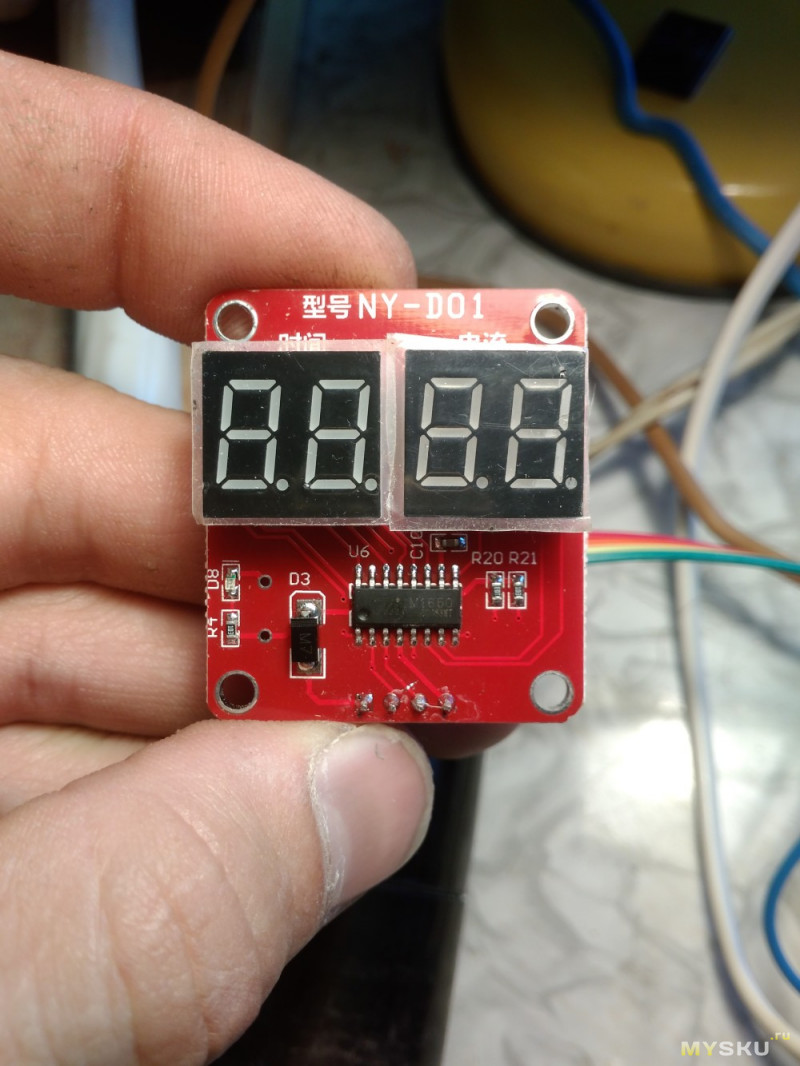
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему.
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть.
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже:
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа:
Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
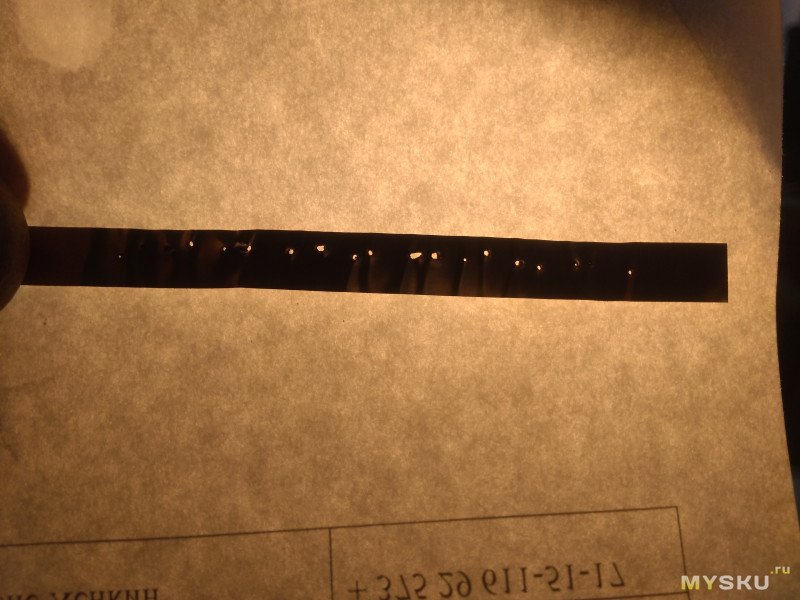
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм.

Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током.
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
В общем плата контактной сварки мне понравилась, есть 50 настроек времени от 0.02 сек до 1 сек и при этом еще 70 градаций тока. Контроллер платы отслеживает периоды сети и включает таймер в период максимума или минимума синусоиды, что гарантирует одинаковые результаты сварки и отличную повторяемость сварки аккумуляторов 18650.
Рекомендую этот таймер для создания точечной сварки из микроволновки своими руками.
Если же необходим более мощный сварочник, споттер для сварки машин то у продавца есть этот же таймер с более мощным симистором на 100А, это будет дешевле, чем покупать отдельно симистор на 100А и плату.
Особенности точечной сварки и аппарат для нее
В качестве разновидности контактного метода соединения металлов односторонняя точечная сварка достаточно востребована в современном производстве и широко применяется при сборке самых различных листовых изделий. Для тех, кто интересуется методом, интересно будет узнать о принципах организации точечной сварки, а также о том, как собрать аппарат точечной сварки своими руками.
Принцип действия и преимущества
Формируемое по методу точечной сварки соединение образуется за счёт нагревания металла в зоне контакта и последующем сжатии. Нагревание происходит от воздействия электрического тока.

Для того чтобы варить заготовки точечной сваркой было удобнее, их плотно обжимают посредством специальных приспособлений, а при сваривании крепят между собой сразу в нескольких в точках.
Прочность получившегося соединения зависит от параметров самого контакта (от его размера, глубины и формы). Последние, в свою очередь, определяются такими характеристиками сварочного процесса, как марка электродов, величина тока и время его действия при плавке.
Качество сопряжения при точечной сварке определяется прилагаемым усилием и структурой соединяемых деталей.
Электроды для этой разновидности контактной сварки изготавливаются из компонентов с высокой электропроводностью (их обозначение на фото привязано к значкам усилия сжатия). При увеличении этого показателя, что равносильно снижению сопротивления, удаётся достичь требуемых значений контактного тока.
За счет того, что сопротивление в зоне точечного соприкосновения имеет большее значение, самый сильный нагрев происходит именно в этих местах. В результате плавления металла образуется контактная точка, напоминающая по своему виду литое ядро диаметром порядка 4-12 миллиметров.
Отметим также, что рассматриваемый вид сплавления имеет целый ряд достоинств, а именно:
- высокая прочность контактного соединения;
- возможность автоматизации процесса сварки;
- невысокая стоимость оборудования.
Отдельно надо обсудить особенности самостоятельного изготовления оборудования для точечного сплавления деталей.
Самостоятельная сборка

Для сборки аппарата точечной сварки своими руками потребуется трансформатор достаточной мощности (не менее 1 киловатта), обеспечивающий достаточную для работы силу тока. Для выполнения этого требования он должен иметь повышенный коэффициент трансформации по току, получаемый за счёт низкого вторичного напряжения.
Наиболее подходящим по заявленным параметрам является преобразовательное устройство, входящее в состав микроволновой печи и развивающее требуемую мощность. Для его переделки достаточно удалить имеющуюся вторичную обмотку и намотать новую (электрическая схема устройства приведена на фото).
При демонтаже старой вторичной обмотки следует действовать очень аккуратно и постараться не повредить имеющийся сердечник трансформатора. При наличии на нём дополнительных токовых шунтов их также следует удалить (снять).
После разборки старой понижающей обмотки можно переходить к самостоятельному изготовлению новой катушки, подходящей для сварки точечными токами. Но прежде следует запастись толстой медной жилой, подходящей для работы во вторичной обмотке преобразователя (её толщину следует выбрать не менее одного сантиметра).
Для получения нужного напряжения (2 вольта) достаточно будет трёх витков этого провода. На чертеже, приведённом выше, такая обмотка указана в самом конце схемы.
Для изготовления аппарата большей мощности потребуется последовательно включить два (или больше) таких трансформатора. При этом обязателен учёт возможностей действующей электросети, исключающий её работу в режиме перегрузки.
Подготовка сварочных электродов (стержней)
Ещё один ответственный момент сборки точечного агрегата своими руками – изготовление сварочных электродов. Для этого лучше всего подходят медные прутья, соответствующие требуемому для сварки размеру (их толщину рекомендуется выбирать не менее чем у подводящих проводов).
При планировании сборки сварочного аппарата вручную допускается использовать старые жала обычных электрических паяльников, рассчитанных на значительную мощность (более 100 ватт).
В условиях точечной контактной сварки с течением времени форма таких электродов будет изменяться. Сначала их можно слегка подточить, а после длительной эксплуатации заменить новыми.
При самостоятельной сборке агрегата также нужно позаботиться о том, чтобы идущий от трансформатора провод для электродов был предельно коротким и имел минимум промежуточных соединений.
На концах проводов следует сделать специальные медные наконечники, посредством которых они будут подсоединяться к проводам. Каждый такой наконечник должен надёжно спаиваться с подводящим ток проводом, что исключит возможность снижения проводимости из-за окисления меди.
Для выполнения этой непростой задачи лучше всего воспользоваться фирменными лужеными изделиями, рассчитанными под пайку и продающимися в любом магазине электротехники.
Причиной завышенного сопротивления в цепи точечной сварки может быть и некачественный контакт в соединениях наконечников и электродов. Поскольку стержни должны периодически сниматься, то сделать что-то в этой части цепи не представляется возможным.
Единственное, что можно предпринять для снижения переходного сопротивления в контактной зоне, это периодически очищать их от появляющегося в процессе эксплуатации окисла.
Управление сварочной процедурой
После того, как сварочный аппарат готов, следует побеспокоиться о том, чтобы он был легко управляем. Блок управления агрегатом должен состоять из специального выключателя и рычага подачи; причём последний должен быть рассчитан на достаточно большое усилие, развиваемое при сжатии сварочных элементов (электродов).
В случае обработки толстых листовых заготовок желательно воспользоваться более мощной системой сжатия (с более длинным рычагом). Однако увеличивать его длину допускается ровно настолько, чтобы это не сказалось на прочности данного элемента.
К этому нужно добавить, что для удобства работы со сварочным устройством в него может быть встроен таймер для точечной сварки, обеспечивающий контроль времени непрерывного сжатия заготовок.
С целью увеличения усилия сжатия в контактной зоне можно воспользоваться специальной системой прижима, выполненной в виде винтовой стяжки (она размещается между надёжным основанием и рычагом). При желании допускается применение других подручных средств, обеспечивающих удобную работу точечным методом.
Выключатель агрегата устанавливается в цепи первичной обмотки питания, где ток имеет небольшие значения. К тому же в этом случае он не будет задействован в основной цепи и не повлияет на переходные характеристики процесса точечной сварки.
В тех случаях, когда проводится сварка полуавтоматом, например, такой выключатель удобнее всего разместить на ручке рычага сжатия, что позволит управлять включением-выключением без отвлечения от работы.
Разборка сваренных изделий
Многим пользователям (владельцам автомобилей, в частности) приходится обращаться к процедуре, обратной точечной сварке и предполагающей разборку сваренных листовых изделий.
Для этого нужно воспользоваться специальным сверлом для точечной сварки, с помощью которого удаётся демонтировать подлежащие замене кузовные и другие детали.
Особенностью таких свёрл является их повышенная прочность, что естественным образом сказывается на стоимости этих изделий. Однако их высокая цена с лихвой окупается следующими преимуществами:
- при наличии такого сверла не требуется специальная подготовка зоны контакта к высверливанию;
- возможность сверления в непрерывном режиме (без каких-либо пауз);
- при пользовании таким сверлом нижний лист металла остаётся неповреждённым, что позволяет повторно использовать её по своему усмотрению.
К этому следует добавить, что при наличии специального оборудования всегда можно будет заточить сверло, рассчитанное на длительные сроки эксплуатации.
Надо отметить, что достоинства рассмотренной технологии (включая точечную сварку инвертором) не вызывают сомнений у большинства заинтересованных пользователей. Однако для реализации этих преимуществ необходимо чётко усвоить принципы и методологию её проведения и строго придерживаться рекомендаций специалистов.
Читайте также: