Точечная сварка алюминия своими руками
Основная сложность сварки алюминия заключается именно в уникальных свойствах этого материала. Необходимо помнить о том, что алюминий не изменяет цвет при нагревании, а значит, и оценить качество сварочного шва по итоговому цвету невозможно. Диапазон плавления гораздо шире, чем у других металлов, и его высокая теплопроводность вследствие длительного влияния высоких температур провоцирует появление дефектов различной степени. Алюминий является немагнитным материалом.
Отличительные характеристики алюминия в процессе сварки
Свойства алюминия в процессе сварки:
- Поверхность этого металла всегда покрыта оксидной плёнкой, ее температура плавления около 2 000 о С, алюминий плавится при 660 о С.
- Сварочный шов после сварки сразу покрывается оксидной пленкой.
- Растворённый водород в составе данного металла всегда стремится выйти наружу, что провоцирует образование кристаллизованных трещин и пор.
- Высокая теплопроводность требует применения значительных величин тока.
- Текучесть алюминия в расплавленном состоянии усложняет формирование сварочной ванны.
Немаловажная деталь – сварка алюминия часто затруднена тем, что в домашних условиях проблематично определить марку сплава металла. Зная точную информацию о сплаве, можно максимально точно определить режим соединения и способ его выполнения.
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Особо тщательно следует уделить внимание месту (кромкам изделия) для планируемого сварочного шва. Преимущественно очистка выполняется для того, чтобы избавиться от оксидной плёнки.
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Доступные способы сварки алюминия в домашних условиях
Сварщик для сваривания алюминия может использовать разное оборудование и материалы, но в домашних условиях он достаточно ограничен, поэтому мы рассматриваем наиболее распространенные и доступные способы:
- сварка газовой горелкой;
- сварочный аппарат инверторного типа (MMA, MIG, TIG);
- полуавтоматом (MIG).
Сварка алюминия с использованием газовой горелки
Оптимальным средством для проведения сваривания является газовая горелка. Выбирая этот метод, следует подготовить необходимые инструменты:
- присадочная проволока из алюминия (благодаря которой можно получить качественный шов);
- газовая горелка;
- сварочный флюс (для блокировки появления оксидной плёнки).
Популярные виды флюсов для зачистки алюминия:
- Калий-содержащие в виде порошка Probat Fluss 2126 (для алюминиевых сплавов).
- Натрий-содержащие Probat Fluss Al 224 (порошок) и Arsal 2125 (в гранулах) для алюминиево-кремниевых сплавов.
- Алюминиево-марганцевые сплавы можно очистить флюсом AH-A1 или AH-A.
Берется подготовленный материал для сварки, только обязательно после тщательной зачистки кромок. Далее его необходимо обработать флюсом. После этого на горелке выставляется необходимый режим пламени, подходящий для прогрева кромок и плавления присадочного материала. В процессе работы присадочный материал подается в зону сварки, который уже под воздействием огня плавится и смешивается с основным металлом детали.
Сварочный аппарат инверторного типа (ММА)
Инверторная сварочная техника способна подстраиваться под любой необходимый режим сваривания. Ключевым критерием для выбора нужного электрода будет вид конкретного соединяемого материала. Инверторы в основной своей массе выдают постоянный ток. Таким образом, все плавящиеся электроды, которые можно применить для дуговой сварки, используются и для инвертора.
- относительно меньшее потребление электричества по сравнению с другими типами сварочных аппаратов;
- защита от перепадов напряжения;
- малогабаритность аппаратуры;
- возможность использования электродов любого типа.
Распространенные виды электродов для алюминиевых металлов и сплавов:
- ОЗА-1 – для алюминия без добавок, а ОЗА-2 можно сваривать алюминиево-кремниевые сплавы.
- ОЗАНА-1 – используются для сварки из чистого алюминия, а ОЗАНА-2 – для алюминиево-кремниевых металлов. Швы обладают высокой коррозионной стойкостью.
- УАНА – подходят для деформированных и литейных алюминиевых сплавов.
Сварщику следует помнить, что при сварке алюминия необходимо использовать постоянный ток обратной полярности. Получаемое катодное распыление разрушает оксидную пленку. Не соблюдая это условие, пленка не будет разрушена, и выполнение сварочных работ будет крайне затруднительно.
Порядок действий сваривания инвертором:
- Зачистка и обезжиривание металла.
- Зафиксировать деталь, если это необходимо.
- Настройка аппарата на необходимый режим сварки в зависимости от диаметра электрода, толщины свариваемой детали и скорости сварки.
- Прогреть поверхность необходимо для удаления влаги, если это необходимо из-за состава алюминиевого сплава, но не более 250 о С.
- Сварка производится на постоянном токе обратной полярности (это важно, не на прямой!)
- Аккуратно замкнуть электрод на изделии и быстро переместить его в сварочный шов, сварку выполнять без отрыва, а электрод держать перпендикулярно сварочной ванне, чтобы не образовывались наплывы и брызги, т. к. алюминий достаточно быстро плавится.
- После окончания сварки деталь должна остыть, потом отбить шлак и осмотреть сварочный шов, при необходимости он зачищается от оксидной пленки и накладывается следующий слой.
Сваривание алюминия полуавтоматом MIG (аргоном)
Самый распространенный метод сваривания алюминия – полуавтоматом. В сварочный пистолет одновременно подаются сварочная проволока в качестве электрода и защитный газ. Полуавтоматы стали доступными для потребителей, благодаря снижению своей стоимости.

Примерная стоимость полуавтоматов для сварки на Яндекс.маркет
Наиболее практичен в использовании газ аргон. Возможно использование смеси аргона и гелия. Для данного способа также желательна зачистка поверхности порошковым флюсом.
Требования к сварке:
- ровный канал, по которому будет проходить проволока. Идеально, если подающий канал изготовлен из тефлона;
- механизм подачи должен работать без рывков, то есть механически минимально воздействовать на поверхность проволоки;
- прекращение подачи газа должно быть не одновременным с отключением тока, а с задержкой на 5-7 секунд.
Высокая скорость сварки требует от мастера хорошей подготовки, поэтому рекомендуется тренировка, особенно если работу необходимо провести на тонких изделиях.
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
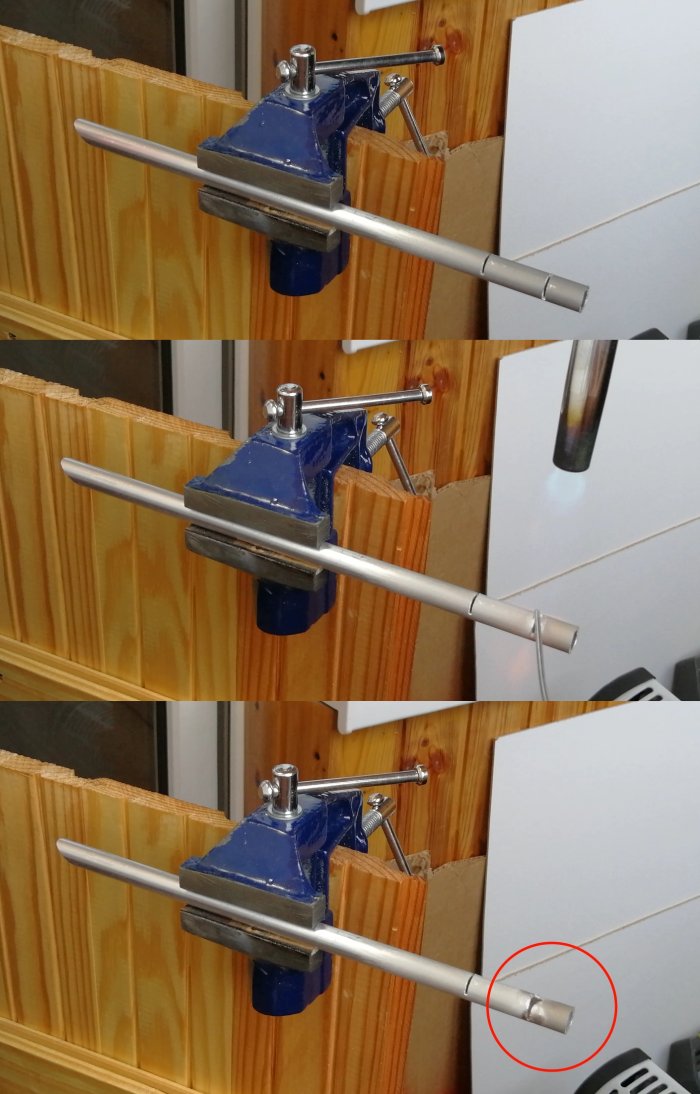
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

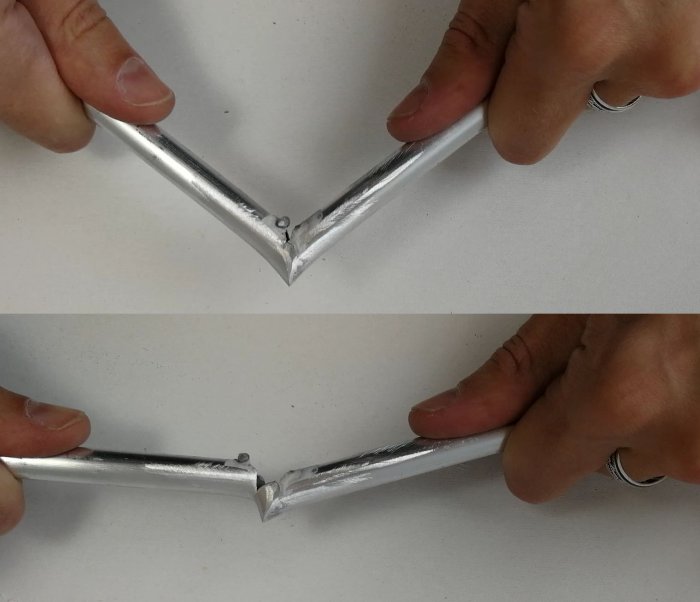
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Характеристика контактной точечной сварки алюминия. Особенности и технология сварочного процесса
Особенности сварки алюминия
Материал покрыт естественной оксидной пленкой, которая неодинакова по толщине и обладает большим электрическим сопротивлением. Свариваемость алюминиевых сплавов различна, но точечной сварке поддаются все. Трудность процесса зависит от сочетаний сплавов. Легче соединяются сплавы, имеющие высокий предел прочности.
Алюминий имеет высокую тепло- и электропроводность, поэтому точечная сварка сплавов требует использования кратковременных импульсов тока большой величины, превышающей в 3 раза значение, применяемое при сваривании низкоуглеродистой стали. Интервал температур ограничен.
Давления при работе с пластичными (неупрочненными) алюминиевыми сплавами такие же, как для низкоуглеродистой стали. Сплавы, упрочненные деформацией или термической обработкой, сваривают с давлениями, аналогичными работе с коррозионно-стойкими сталями.
Высокопрочный алюминиевый сплав при этом виде сварки имеет склонность к образованию дефектов усадочной природы (трещины, раковины, поры). По этой причине процесс проводится с применением ковочного усилия.
Качество сварного шва зависит от материала электродов и формы их торцов.
Технология сварки
Технология точечной контактной сварки алюминиевых сплавов включает такие операции:
Выбор технологии зависит от исходных данных: программы изготовления элементов, их конструкции (тип материала, габариты, толщина), оборудования и приспособлений.
Форма и размеры соединяемых деталей, а также расположение точек должны быть такими, чтобы детали в местах соприкосновения прижимались беспрепятственно. Толщина свариваемых деталей не должна превышать троекратную разницу.
Количество свариваемых единиц в одном пакете – 2, допускается – 3, в неответственных соединениях – 4.
Оборудование
Средства производства при контактной точечной сварке алюминия включают:
- сварочное оборудование;
- средства для подготовки поверхности;
- приспособления, обеспечивающие точность сборки и сварки;
- электроды;
- устройства для проведения подготовительных, заключительных, доводочных операций;
- аппаратура для контроля.
Сварочное оборудование
Используют машины для контактной сварки. Их главные функции – сжатие и нагрев соединяемых элементов. По виду используемой энергии классифицируются:
При выборе конструкции машины для сварки алюминиевого сплава учитывается скорость размягчения материала, составляющая 0.002-0.005 сек. Прилагаемое к электродам усилие должно быть достаточным для разрушения поверхностного слоя окиси.
Электроды
По причине высокой теплопроводности материала, имеются ограничения к типам применяемых электродов. Материал для их изготовления должен обладать хорошей электропроводностью (более 85%), жаропрочностью, твердостью. Это медные электроды, состав которых подбирается по типу свариваемого сплава.

Примерная стоимость медных электродов на Яндекс.маркет
Подготовка материала
Этап проводится после проведения окончательной обработки и пригонки деталей для свариваемого узла. Процесс заключается в удалении с поверхности алюминия окиси с применением механического или химического метода.
Механический способ
Выполняется вручную наждачной бумагой или с использованием специальных устройств (вращающихся металлических щеток).
Предварительная подготовка металла заключается в зачистке участков в зоне сварных точек на ширину 30-50 мм. Сварка при этом методе производится через 2-3 часа после обработки во избежание повторного окисления алюминия.
Химический метод
В специальных ваннах выполняется травление алюминия водным раствором ортофосфорной кислоты или каустической соды. Перед проведением процедуры заготовки очищают от загрязнений, обезжиривают и промывают в теплой и холодной воде. Длительность травления – 10-15 минут, после чего детали просушивают горячим воздухом.
Допустимые сроки хранения заготовок после травления:
- 3 дня при сварке машинами с энергией переменного тока;
- 1 день – аппаратами накопленной энергии.
Порядок работ
Последовательность операций контактной точечной сварки алюминия следующая:
- Установка заготовок.
- Плотное прижимание материалов между электродами машины для контактной сварки.
- Подача через электроды энергии.
- Нагрев деталей.
- Образование расплавленного ядра.
- Отключение энергии.
- Непродолжительная выдержка заготовок между электродами в сжатом положении с целью охлаждения свариваемой зоны, уменьшения усадочной раковины при кристаллизации расплавленного металла.
Процесс работы автоматизирован и начинается с момента нажатия оператора на пусковую кнопку.
Свариваем алюминий без аргона
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Технология точечной сварки выполняя работы своими руками
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.

Точечное сваривание — схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Продолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 — 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 — 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией — от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ — 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З — 50.

Трансформатор ОСМ — 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.

Холодная сварка металла — это соединение металлических деталей без нагрева.
Хотите научиться правильно варить электросваркой «с нуля»? Тогда вам будет полезна эта статья.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов:
Читайте также: