Термоусаживающие манжеты для изоляции сварочных стыков
Манжеты термоусаживающиеся "ТЕРМА-СТМП" производства ООО "ПОЛИТЕХНОЛ" предназначены для антикоррозионной защиты сварных стыков стальных труб с двухслойным и трехслойным полиэтиленовым покрытием трубопроводов и отводов от них без ограничения по диаметрам труб при температуре эксплуатации до плюс 60°С.
Манжеты "ТЕРМА-СТМП" изготавливаются по ТУ 2245-046-82119587-2013 (газ), ТУ 2245-026-82119587-2008 (нефть), согласованным с ПАО "Транснефть". Данный материал прошел испытания в ООО "Институт ВНИИСТ" с выдачей соответствующего заключения.
Покрытие, получаемое на основе стыковых термоусаживаемых манжет "ТЕРМА-СТМП", по своим характеристикам полностью соответствует требованиям ГОСТ Р 51164-98 "Трубопроводы стальные магистральные. Общие требования к защите от коррозии", ГОСТ 9.602, ГОСТ 12.1.007, ГОСТ 12.3.030 (о чём свидетельствует сертификат соответствия № РОСС RU.TH02.H01143) и требованиям ПАО "Транснефть".
Чтобы оформить заявку на изготовление и поставку Термоусаживающихся манжет "ТЕРМА-СТМП", позвоните нам по телефону, или заполните форму внизу страницы, или пришлите запрос на электронную почту. ООО "ПОЛИТЕХНОЛ", как производитель, гарантирует качество продукции.
Манжета в состоянии поставки и после её нанесения экологически безопасна, устойчива к деструкции в атмосферных условиях, а так же при контакте с грунтовыми водами и почвой, что подтверждается наличием соответствующего санитарно-эпидемиологического заключения.
Пример условного обозначения термоусаживающейся манжеты "ТЕРМА-СТМП" номинальной ширины 450 мм и толщины 2,4 мм для трубопровода диаметром 1020 мм:
Mанжета ТЕРМА-СТМП-1020 450х2,4.
Манжеты "ТЕРМА-СТМП" поставляются в виде комплекта. Один комплект - для изоляции одного стыка. В комплект поставки входят: манжета "ТЕРМА-СТМП", замковая пластина "ТЕРМА-ЛКА" (ТУ 2245-024-82119587-07) и комплект праймера из расчета на один стык.
Двухкомпонентный праймер на эпоксидной основе поставляется в двух ёмкостях: смола (компонент "А") и отвердитель (компонент "В"). Количество и соотношение компонентов заранее отмерено производителем в зависимости от ширины и диаметра стыка, подлежащего изоляции. Компоненты праймера перемешиваются непосредственно перед нанесением на изолируемую поверхность стыка (праймер предназначен для нанесения исключительно на стальную поверхность). Нанесённый праймер после сушки образует первичный, самостоятельный изоляционный слой, на который впоследствии будет наноситься манжета.
Манжета представляет собой отрезок ленты двухслойной конструкции, состоящую из термосветостабилизированной радиационно-сшитой и ориентированной полиэтиленовой основы (обладающей повышенной устойчивостью к механическим воздействиям) и нанесённого на неё термоплавкого адгезионного (клеевого) слоя. Длина данного отрезка ленты зависит от диаметра трубы, на которую будет наноситься манжета и степени усадки ленты, из которой изготавливается манжета. Обращаем внимание на то, что эта длина рассчитывается заводом-изготовителем и не равняется длине окружности изолируемого стыка.
| Диаметр трубы | Толщина манжеты | Ширина манжеты | ||
| номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |
| до 273 включительно | 1,2 | +0,2 | 350, 450, 650 | +5,0 |
| до 530 включительно | 1,8 | +0,2 | 350, 450, 650 | +5,0 |
| до 820 включительно | 2,0 | +0,2 | 450, 650 | +5,0 |
| свыше 820 | 2,4 | +0,2 | 450, 650 | +5,0 |
| Примечания: 1. По согласованию с потребителем допускается изготовление манжеты другой толщины и ширины. 2. На объекты ПАО "Транснефть" манжеты поставляются шириной не менее 300, 450, 500 мм | ||||
Лента-замок ("замковая пластина") "ТЕРМА-ЛКА" предназначена для соединения концевых участков манжеты (обернутой вокруг сварного стыка) в кольцо, перед проведением работ по термоусадке манжеты. Лента-замок "ТЕРМА-ЛКА" является двухслойной лентой, состоящей из термосветостабилизированной радиационно-сшитой и ориентированной полиэтиленовой основы (обладающей повышенной устойчивостью к механическим воздействиям), нанесённого на неё термоплавкого адгезионного (клеевого) слоя, армированного стеклосеткой и имеет минимальную степень усадки, близкую к нулю.



Манжеты термоусаживающиеся "ТЕРМА-СТМП".
ТУ 2245-026-82119587-2008 (нефть),
ТУ 2245-046-82119587-2013 (газ),
ТУ 22.21.42-001-82119587-2019 (газ)
Манжета термоусаживающаяся «ТЕРМА - СТАР»

Термоусаживающиеся манжеты для изоляции сварных стыков
Манжеты «ТЕРМА-СТАР» представляет собой двухслойную ленту, состоящую из армированной, термостабилизированной, радиационно-сшитой полиэфиновой пленки-основы (обладающей повышенной устойчивостью к механическим воздействиям) и термоплавкого адгезионного слоя. Поставляется комплектно с пилотной («жертвенной») манжетой «ТЕРМА-СТАР», замковой пластиной «ТЕРМА-ЛКА» и двухкомпонентным праймером. Пилотная («жертвенная») манжета «ТЕРМА-СТАР» идентичная по конструкции и материалам основной манжете. Пилотная манжета «ТЕРМА-СТАР» устанавливается поверх нахлеста основной манжеты «ТЕРМА-СТАР» на заводское покрытие и предохраняет основную манжету от разрушения и сдвига при протаскивании трубы. Для соединения концевых участков манжеты, обернутой вокруг сварного стыка, применяется лента-замок («замковая пластина») ТЕРМА-ЛКА. Лента-замок ТЕРМА-ЛКА является двухслойной лентой, состоящей из основы (обладающей повышенной устойчивостью к механическим воздействиям), нанесённого на неё термоплавкого адгезионного (клеевого) слоя, армированного стеклосеткой и имеет минимальную степень усадки.
Двухкомпонентный праймер применяется для создания первичного изоляционного слоя, на который впоследствии будет наноситься манжета, применяется на эпоксидной основе.
Манжета «ТЕРМА-СТАР» предназначена для наружной антикоррозионной защиты сварных стыков труб с заводским полиэтиленовым покрытием диаметром до 1420 мм, предназначенных для строительства, реконструкции и капитального ремонта газопроводов, прокладываемых методом горизонтально-направленного бурения (ГНБ) и наклоннонаправленного бурения (ННБ). Температура длительной эксплуатации (в установленном состоянии) - от минус 20°С до плюс 60°С в грунтах различной агрессивности и влажности.
Геометрические размеры основной и пилотной манжет «ТЕРМА-СТАР»
| Номинальный диаметр трубопровода, мм | Толщина манжеты, мм | Ширина манжеты, мм | ||
|---|---|---|---|---|
| Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |
| Основная манжета «ТЕРМА-СТАР» | ||||
| до 530 включ. | 2,5 | +0,5 | 450, 600 | +5,0 |
| свыше 530 до 1422 включ. | 3,0 | ±0,5 | 450, 600 | +5,0 |
| Пилотная манжета «ТЕРМА-СТАР» | ||||
| до 530 включ. | 2,5 | +0,5 | 100 | +10,0 |
| свыше 530 до 1422 включ. | 3,0 | ±0,5 | 150 | +10,0 |
| Наименование показателя | Норма, мм | Предельное отклонение, мм |
|---|---|---|
| Ширина | 450, 600 | + 2 |
| Длина | 80, 100, 120, 150 | + 2 |
| Толщина | 1,4 | + 0,2 |

1. пилотная манжета;
2. манжета "ТЕРМА_СТАР";
3. заводское покрытие трубы;
4. труба.
Термоусаживающаяся манжета ТИАЛ-М

Для осуществления качественной изоляции стыков трубопроводов, газопроводов, нефтепроводов, водопроводов в полевых условиях применяется комплект манжеты ТИАЛ-М, с рабочей температурой эксплуатации до +60°С.
Комплект манжеты ТИАЛ-М разработан совместно с АО "АК "Транснефть", включён в реестр основных видов продукции, закупаемой АО "АК "Транснефть" и используется для изоляции стыков нефтепроводов, водопроводов и газопроводов газификации.
Также компанией ТИАЛ выпускаются модификации комплектов манжеты ТИАЛ-М - это манжета ТИАЛ-М80, с рабочей температурой эксплуатации до +80°С; а также комплект манжеты ТИАЛ-МГП разработанный совместно с ООО «Газпром ВНИИГАЗ» специально для магистральных газопроводов, эксплуатируемых ПАО "Газпром" и его дочерними подразделениями.
Манжета ТИАЛ-М (а также ТИАЛ-М80 и ТИАЛ-МГП) имеет двухслойную конструкцию (полиэтиленовая основа и термоплавкий адгезив), а при применении с двухкомпонентным жидким эпоксидным праймером, образует трехслойную антикоррозионную защитную систему, аналогичную заводскому изоляционному покрытию трубопровода – изоляции весьма усиленного типа (ВУС изоляции).
Верхний, полиэтиленовый радиационно-химически модифицированный слой манжеты ТИАЛ-М обладает свойством термоусадки и имеет высокую стойкость к УФ излучению. На него нанесен термоплавкий клеевой слой из композиции сопополимера этилена с винилацетатом, который обладает высокой адгезией, стойкостью к сдвиговым деформациям и сопротивлению катодному отслаиванию.
Для замыкания манжеты ТИАЛ-М в кольцо, непосредственно на трубе, применяются замковые пластины ТИАЛ-ЗП, представляющие собой безусадочную армированную стеклосеткой полиолефиновую ленту с нанесенным на нее клеевым слоем повышенной стойкости к сдвиговым нагрузкам.

Комплект манжеты состоит из:
– самой двухслойной манжеты ТИАЛ-М в виде определённого отрезка ленты для каждого диаметра;
– специальной замковой пластины ТИАЛ-ЗП, которая используется для фиксации ленты вокруг изолируемой трубы в неразъёмное кольцо, при этом ширина пластины напрямую зависит от диаметра изолируемой трубы;
– двухкомпонентного эпоксидного праймера ТИАЛ-П, который наносится на зону сварки и края полиэтиленовой изоляции;
Манжета термоусаживаемая ТИАЛ-М может поставляться, как в виде отдельных отрезков для труб соответствующего диаметра с приложением необходимых замковых пластин, так и в рулонах по 30 п.м. в комплекте с замковыми пластинами, которые поставляются отдельно. Нарезка осуществляется изолировщиками непосредственно на трассе. Эпоксидный праймер для термоусаживающейся манжеты поставляется расфасованным по полиэтиленовым банкам. В одной банке первый компонент на основе эпоксидной смолы, а в другой отвердитель – второй компонент.
Материалы полностью соответствуют стандартам, регламентирующим требования к качеству защиты магистральных трубопроводов.
Порядок монтажа термоусаживающейся манжеты ТИАЛ-М
Следует отметить, что изоляция стыков трубопроводов, газопроводов, нефтепроводов, имеющих заводское полиэтиленовое покрытие при помощи термоусаживаемой манжеты осуществляется при температуре окружающего воздуха от -30°С до +45°С.
Непосредственно, мероприятия по изоляции стыков трубопроводов включают в себя:

– комплекс подготовительных работ, состоящих из обеспечения свободного доступа к участку трубопровода, подлежащего изоляции, оборудования рабочего места, удаления из зоны сварного стыка труб грязи, снега, наледи, масленых загрязнений, а вслучае плохих погодных условий - установка специальной палатки;
– сушка места будущей изоляции, удаление ржавчины, иных продуктов коррозии, а также остатков старого эпоксидного праймера способом пескоструйной очистки, а также создание шероховатости полиэтиленового покрытия с последующим удалением пыли путём обдува;
.jpg)

– подготовка и нанесение двухкомпонентного эпоксидного праймера ТИАЛ-П на стальную поверхность стыка предварительно нагретого до температуры 90-95°С;

– монтаж термоусаживающейся манжеты на поверхность стыка не позднее двух минут после нанесения праймера и фиксация её замковой пластиной с кратковременным прогревом пластины пропановой горелкой;





– осуществление контроля качества проведённой изоляции стыков, проверка адгезии к стали и полиэтилену.
Термоусаживаемые манжеты ТИАЛ-М хранятся в заводской упаковке в сухих, закрытых помещениях, в местах, исключающих попадание прямых солнечных лучей, в диапазоне температур от +5°С до +40°С.
Гарантийный срок хранения комплектов манжеты ТИАЛ-М составляет 24 месяца со дня их изготовления при соблюдении условий хранения.
Расчётный эксплуатационный ресурс (срок службы) покрытия на основе манжеты ТИАЛ-М составляет 45 лет.
Информация для формирования заказа:
• Диаметр трубы: 57-1720 мм
• Ширина манжеты: 300, 350, 450, 500, 550, 650, 770, 900 мм
Базовая инструкция по монтажу термоусаживающейся манжеты ТИАЛ-М
1.1 Полимерное изоляционное покрытие «ТИАЛ-М» состоит из двухслойной термоусаживающейся манжеты «ТИАЛ-М», ленты-замка «ТИАЛ-ЗП» и двухкомпонентного эпоксидного праймера «ТИАЛ-П».
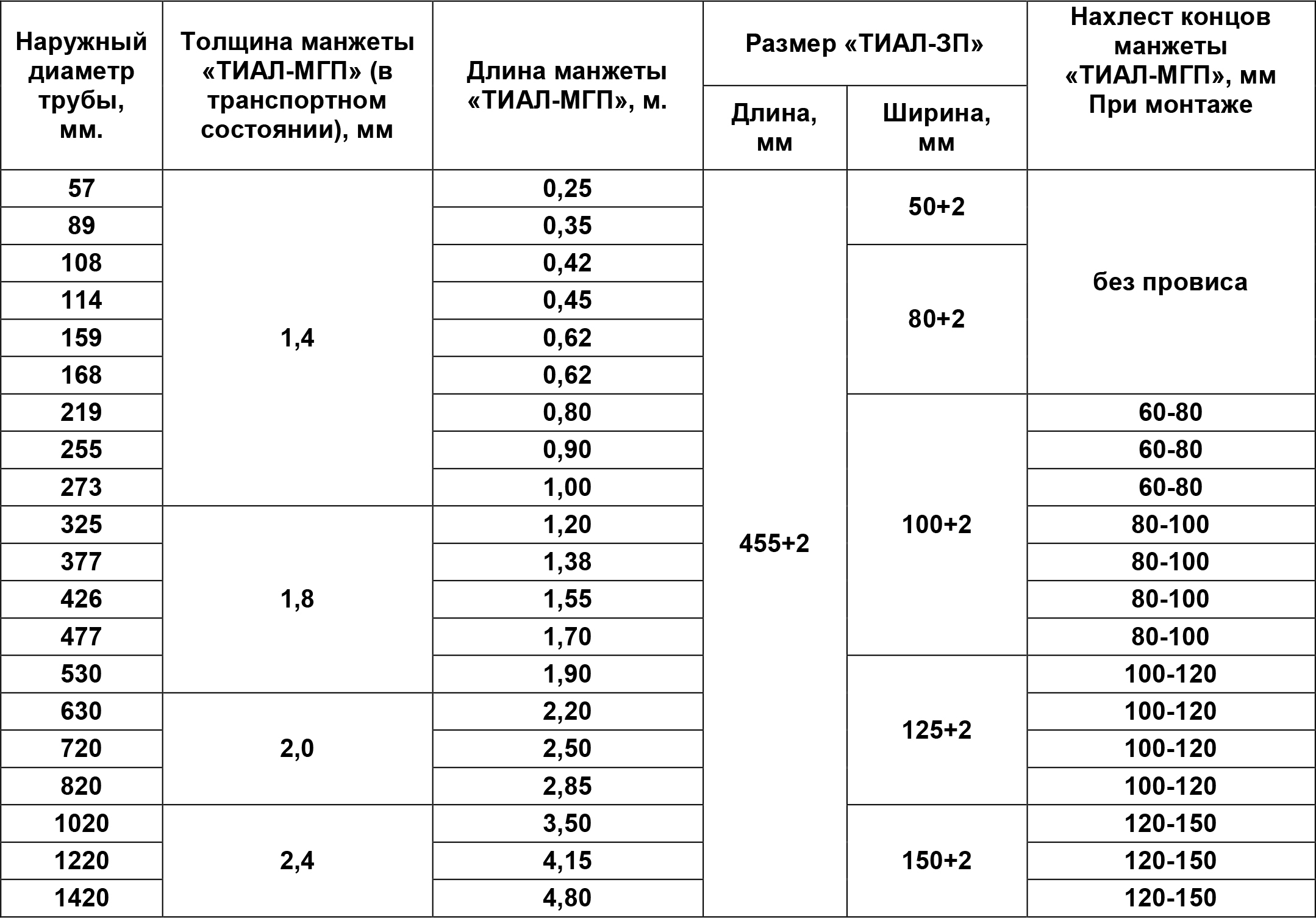
1.2 Термоусаживающаяся манжета «ТИАЛ-М» представляет собой мерный отрезок двухслойной термоусаживающейся ленты. Манжета состоит из термосветостабилизированной, радиационно-сшитой и ориентированной полиэтиленовой основы и термоплавкого адгезионного слоя. Манжеты поставляются лентами в виде рулонов или в виде мерных отрезков. Толщина и ширина манжет определяются диаметром трубы и длиной неизолированной части зоны сварного стыка. Рекомендуемые размеры манжет приведены в табл. 1.

1.3 Замковая пластина «ТИАЛ-ЗП» представляет собой двухслойную систему из радиационно-сшитой полиэтиленовой основы с клеевым слоем, армированным стеклосеткой. «ТИАЛ-ЗП» предназначена для соединения концевых участков манжеты при проведении работ по формированию манжеты в кольцо и ее термоусаживанию. Лента-замок должна отвечать нормам ТУ и иметь размеры, в соответствии с табл.2.

1.4 Эпоксидный праймер «ТИАЛ-П» представляет собой двухкомпонентную систему из эпоксидной смолы и отвердителя.
2.1 Монтаж на сварном стыке манжеты «ТИАЛ-М» должен выполняться обученными изолировщиками, имеющими следующее оборудование:

3.1 Привязка технологии нанесения манжеты «ТИАЛ-М» к местным условиям может быть отражена в технологических картах, которые должны быть разработаны подрядчиком работ на основе данной Технологической карты с учетом объема, сроков строительства и сменности работ, погодных и географических условий строительства, наличия материальных ресурсов, обеспеченности средствами механизации и контроля, оборудованием и инструментами.
• ознакомиться с типовыми технологическими картами по нанесению термоусаживающихся манжет «ТИАЛ-М» или другими документами, разработанными на их основе;
• подготовить необходимое оборудование, инструменты и иные вспомогательные средства, проверив их пригодность и работоспособность;
• подготовить необходимое укрытие для проведения изоляционных работ в ненастную погоду, обеспечивающее защиту рабочей зоны (зоны сварного стыка) от ветра, дождя, снега или других негативных факторов;
• осуществить дополнительные мероприятия, обеспечивающие качество изоляционных работ: подготовить лестницы, настилы под трубой, если в этом есть необходимость, укрытия для хранения изоляционных материалов, средств инструментального контроля, а также материалы для предотвращения загрязнения очищенной поверхности трубы (например, подготовить полотенца на «липучках» для укрытия очищенной зоны стыка от пыли работающей вблизи установки и уменьшения потерь тепла) и т.п.;
• Обеспечить безопасные условия труда и проведение изоляционных работ в соответствие с РД 09-364-00 Госгортехнадзора России, Постановление № 38 от 23.06.00 г., а также СНиП Ш-4-80 «Техника безопасности в строительстве» (для операторов - перчатки термостойкие, рабочую одежду и обувь, респиратор для нанесения праймера в палатках (загазованность воздуха определяется по ГОСТ 12.1.005); защитные очки и респираторы для работы с пескоструйной установкой и т.п.).
Стальную поверхность трубы в области стыка очистить от заусенцев, острых кромок грата c использованием шлифмашинки.
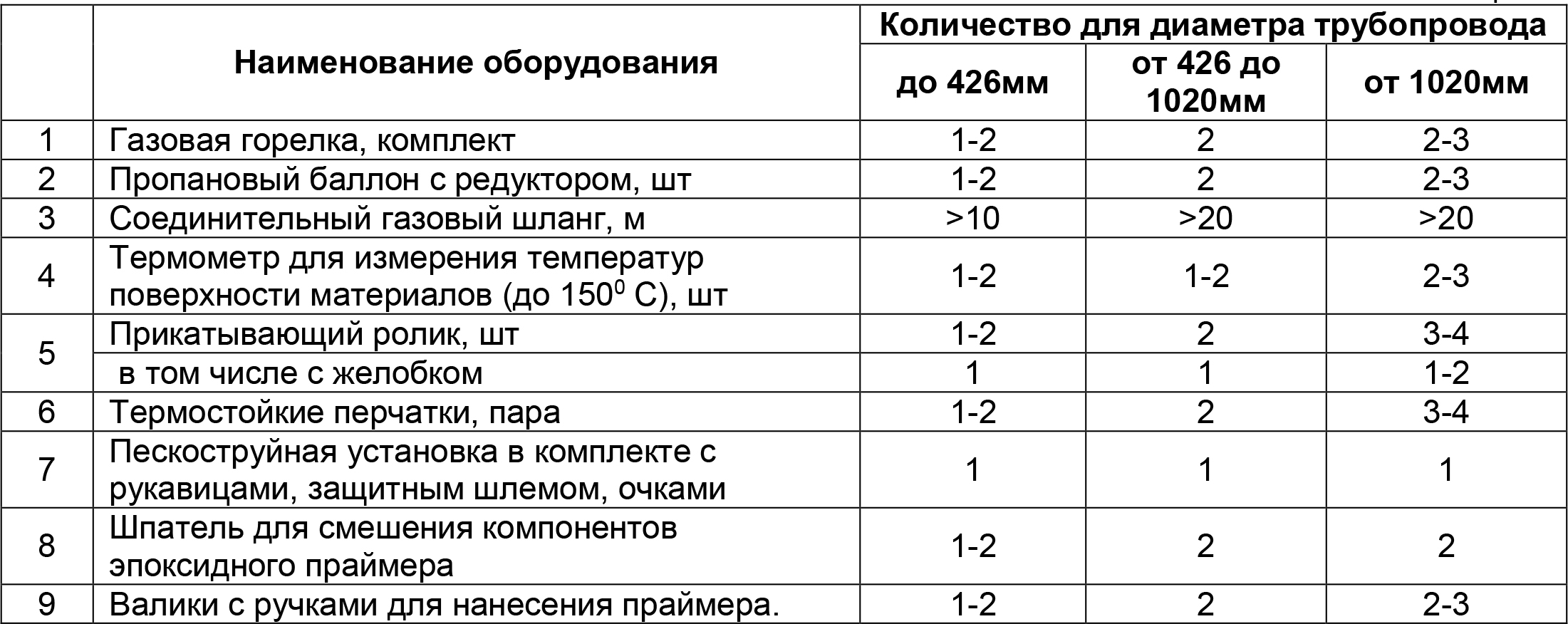
Газовой горелкой осуществить нагрев стальной поверхности до температуры не менее 60°С, а в зимнее время не менее 90ºС для удаления адсорбирующего слоя влаги (рис.1). Проверку температуры поверхности производить термометром не менее чем по 3-м точкам поверхности.
4.3.1 Для пескоструйной очистки следует использовать порошок абразивный (купер-шлак) или сухой, просеянный песок (преимущественно речной), обеспечивающие достижение степени очистки поверхности трубы 2 (по ГОСТ 9.402 -80) или Sa 2 ½ (по ISO 8501-1). Фракционный состав должен быть 0,2-3,0 мм, из них масса зерен размером 0,5-2,5 мм должна составлять не менее 75% общей массы; влажность абразива– не более 1%. После очистки труба должна иметь светло-серый цвет без следов ржавчины и окалины. Шероховатость очищенной стальной поверхности (Rz) должна составлять 40-90 мкм.
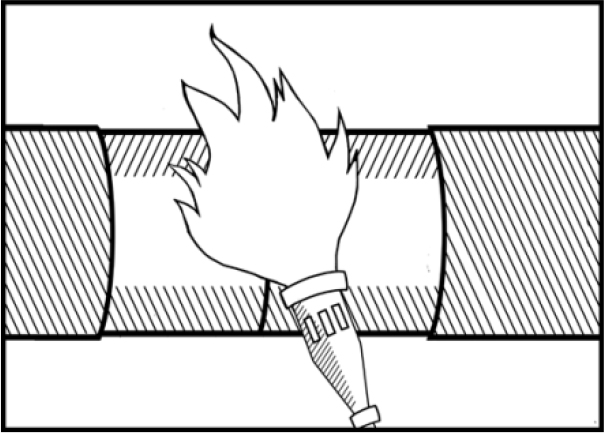
4.3.2 Обработать заводское защитное покрытие: срезать кромки полиэтилена базовой изоляции трубы под углом 30° к оси трубы и нанести шероховатость на полиэтиленовом покрытии пескоструйной установкой (либо крупной шкуркой) на расстоянии 100 мм от кромки и с обеих сторон от изолируемого стыка.
После пескоструйной очистки стыка и нанесения шероховатости на полиэтиленовые кромки, изолируемая поверхность трубы (металл и полиэтиленовое покрытие) обдувается сжатым воздухом, а при наличии масляных пятен (пленки) обезжиривается ветошью, смоченной ацетоном.
5.1 Перед нанесением праймера, подготовленную в соответствии с пп.4.1-4.4 поверхность (сталь и полиэтилен) повторно нагревают пламенем газовой горелки до температуры 90+5°С. Поверхность (сталь и полиэтилен) должна быть данной температуры в момент нанесения манжеты. Пропановые горелки должны обеспечивать нагрев поверхности не коптящим пламенем длиной 300-500 мм и «контактным пятном» диаметром 150-200 мм.
5.2 Прогретая поверхность должна быть без копоти, что достигается правильной регулировкой пламени горелок. При возникновении копоти необходимо ее удалить ветошью и повторно нагреть поверхность.
6.1 Емкости с компонентами эпоксидного праймера должны храниться в оригинальной (заводской) упаковке при температуре от +5 до +40°С в местах, исключающих попадание влаги и прямых солнечных лучей. Смешивание компонентов праймера следует осуществлять при температуре компонентов не ниже +10°С, для чего их обязательно нужно выдержать в течении не менее 24-х часов в теплом помещении.
6.2 Непосредственно перед нанесением праймера на подготовленную поверхность стыка, емкость с компонентом Б перелить в емкость с компонентом А и тщательно перемешать шпателем до получения однородной массы.
6.3 Продолжительность жидкой фазы праймера после смешивания компонентов в зависимости от температуры окружающего воздуха приведена в табл.5.

6.4 Праймер должен быть полностью нанесен на поверхность стыка в течение продолжительности жидкой фазы. При производстве работ при отрицательных температурах воздуха готовый праймер должен быть немедленно нанесен на подготовленную зону стыка.
7.1 Подготовленный в соответствии с п.6 праймер нанести поролоновыми валиками равномерным слоем на стальную поверхность стыка. Выливать праймер из емкости при его нанесении на трубу следует небольшими порциями, равномерно распределяя его по всей поверхности. Особое внимание обращать на равномерность нанесения праймера в нижней части трубы и зоне сварного шва стыка труб.
8.1.1 На одном из концов манжеты срезать 2 угла с размерами 50 мм по длине и 15-25 мм по ширине полотна манжеты. Если лента поставляется в рулоне, то перед монтажом отрезать требуемую длину полотна ленты в зависимости от Ø изолируемой трубы, в соответствии с Приложением №1
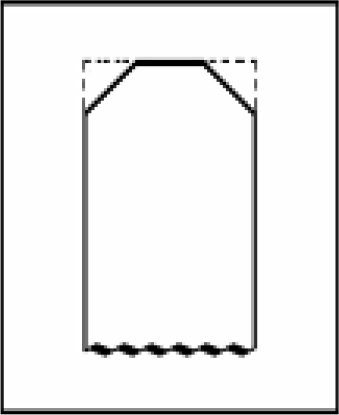
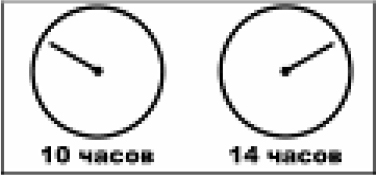
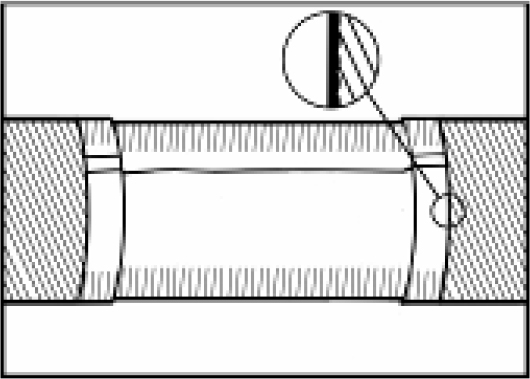
Манжету монтировать вокруг трубы полиэтиленовым слоем наверх, а клеевым слоем – к трубе. Нахлест концов манжеты друг на друга должен быть не менее 50 мм и располагаться на уровне 10 или 14 часов по образующей трубы.
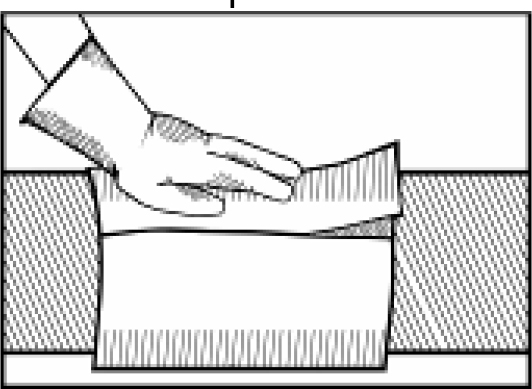
8.2.2 Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы, располагая маркировочную надпись на манжете над сварным швом. Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 50 мм. Следует следить за тем, чтобы будущий нахлест концов манжеты и замковая пластина не располагались над продольным или спиральным сварным швом трубы.
8.2.3 Второй оператор должен держать манжету таким образом, чтобы она провисающей частью не касалась земли, воды или снежного покрова. Обернуть полотно манжеты вокруг изолируемого стыка. Второй конец манжеты прогреть горелкой со стороны клеевого слоя и прижать к первому концу на трубе с нахлестом не менее 50 мм (см. Прил.№1).
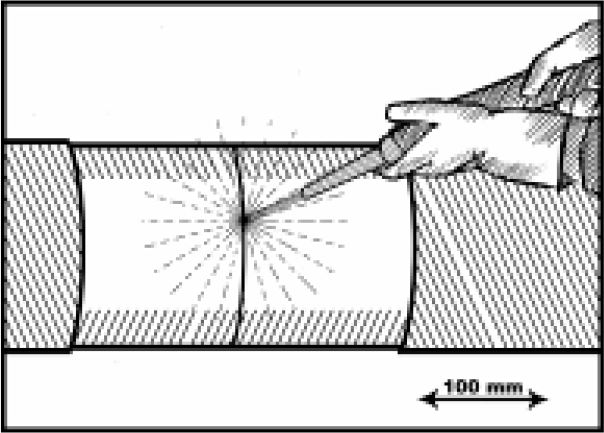
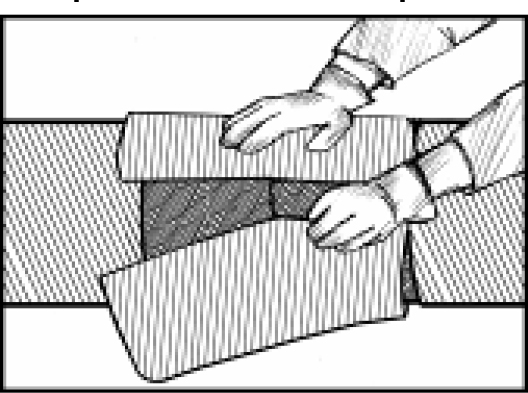
8.2.4 Замковую пластину прогреть мягким желтым пламенем со стороны клеевого слоя до появления блеска, затем установить непосредственно на нахлест концов манжеты клеевым слоем вниз так, чтобы линия нахлеста проходила под серединой замковой пластины (рис.7). После установки замковой пластины кратковременно прогреть ее пропановой горелкой (возвратно-поступательными движениями руки вдоль трубы), периодически приглаживая ее рукой в перчатке или прикатывающим роликом, не допуская образования складок и пузырей.
8.2.5 После установки замковой пластины, необходимо произвести ее прикатку силиконовым роликом для удаления из-под нее возможных пузырей воздуха и выравнивания всего материала. При появлении складок следует проводить их разглаживание прикатывающим роликом от центра к ближайшему краю, слегка подогревая «холодные» места пластины по ходу удаления складки или воздушного пузыря.
8.3.1 Термоусадку манжеты производят сразу после установки замковой пластины. Усадку производить газовой горелкой, используя возвратно-поступательные движения по всему периметру.
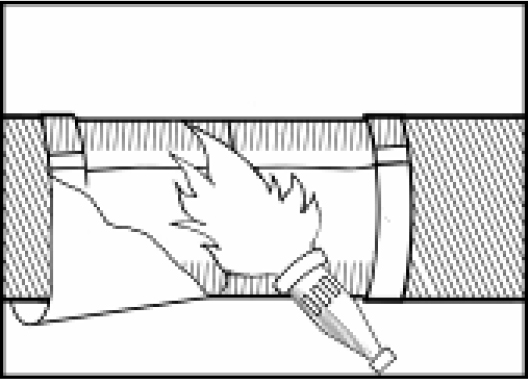
8.3.2 Усадку проводить с края манжеты для труб диаметром менее 219 мм включительно. Манжеты устанавливать на трубу без провиса. Свыше 219 мм усадку проводить от середины манжеты к краям, используя возвратно-поступательные движения по всему периметру трубы. Мягкое широкое пламя должно непрерывно перемещаться, не останавливаясь на одном месте более 2 секунд во избежание пережога.
8.3.3 Перемещающееся пламя следует направлять на не полностью прогретые участки, в первую очередь с подветренной стороны, которые по мере их прогрева и усадки дают более равномерное натяжение прогретой части манжеты, уменьшая складки.
8.3.4 После плотного обжатия манжетой всей поверхности изолируемого стыка продолжать нагрев манжеты для завершения ее полной усадки. Показателем завершения усадки является выступление адгезива из-под краев манжеты не мене чем на 3-4 мм. Кроме того, рекомендуется проверять степень расплавления термоплавкого адгезива. Для этого надавить пальцем на манжету с небольшим усилием под углом к поверхности трубы. Образовавшаяся складка должна разгладиться самостоятельно после снятия усилия.
8.3.5 Не дав манжете остыть и потерять эластичность и мягкость, следует ее прокатать роликом для удаления из-под нее возможных воздушных пузырей, обратив особое внимание на нахлест концов манжеты, зоны поперечного и спирального швов и «переход» к заводскому покрытию. В случае достижения равномерного и одновременно интенсивного нагрева, манжета усаживается без образования воздушных пузырей и гофр. Если же под манжетой образуется воздушный пузырь, то следует выдавливать его роликом к ближайшему краю манжеты (вверх и вбок), при необходимости кратковременно прогревая «холодные» участки манжеты на пути его удаления.
Для удаления воздушных пузырей из зоны усиления поперечного и спирального сварных швов необходимо использовать прикатывающий силиконовый ролик с желобком.
8.3.6 После усадки манжеты, продолжать прогревать её по всему периметру в течении 5-10 минут, для более полного взаимодействия термоплавкого адгезива и нанесённого на изолируемую поверхность праймера.
• Термоусаживающаяся манжета плотно охватывает изолируемую поверхность металла и заводского покрытия трубы и не имеет пузырей, гофр, складок и следов прожога.
• Через изоляцию проступает профиль сварного шва трубы, рельеф кромок заводского покрытия и нахлеста ленты.
• По завершению термоусадки манжеты адгезив должен выступать из–под манжеты, образуя ровный сплошной слой не менее 3-4 мм с обеих сторон.
9.2. Завершение формирования покрытия и достижение им показателей, предусмотренных Техническими условиями, происходит в течение 24-х часов после нанесения манжеты. Только после истечения этого времени возможна инструментальная проверка показателей адгезии, диэлектрической сплошности и толщины покрытия.
Частота инструментального контроля адгезии манжеты к стали и заводскому покрытию определяется Заказчиком. Результаты инструментального контроля адгезии манжеты к трубе и заводскому покрытию должны заноситься в журнал изоляционных работ.
Места повреждений манжет при проведении замера адгезии должны быть отремонтированы в соответствии с требованиями нормативных документов. Ремонт должен быть произведен ремонтными материалами фирмы ООО «ПФК Техпрокомплект» (ремонтный заполнитель «ТИАЛ-З» и ремонтная армированная лента «ТИАЛ-Р»).
Примечание: по согласованию с Заказчиком допускается изготовление манжет «ТИАЛ-М» других геометрических размеров.
Обращаем внимание , что технологические карты и технология монтажа для крупных потребителей термоусаживающихся материалов, таких как ОАО "Газпром", АО "АК "Транснефть" и других - могут отличаться и предоставляются по запросу.
Термоусаживаемая манжета

Термоусаживаемые манжеты используются для изоляции стыков трубопроводов при монтажных и ремонтных работах. В агрессивных условиях, при перепаде температур срок эксплуатации канализационных и других систем может сокращаться. Для того чтобы обеспечить надёжность труб и продлить их службу, применяются термоусаживаемые манжеты. После установки они гарантируют максимальную герметичность благодаря плотному прилеганию при остывании.
Изделие представляет собой отрезок двухслойной ленты определённого размера. Первый слой – полиэтилен, обладающий способностью сокращаться в размерах при нагревании. Второй – термоплавкая основа с клеящейся поверхностью.
Основными преимуществами по использованию манжет для изоляции стыков старых и нуждающихся в ремонте трубопроводов являются:
- простое и удобное применение;
- быстрая фиксация изделия с помощью ленты-замка;
- обеспечение надёжности и герметичности;
- продуктивность;
- износоустойчивость;
- экономичность.
Благодаря этим качествам термоусаживаемые манжеты очень популярны в сфере монтажа, обслуживания и ремонта различных трубопроводных систем.
Популярные марки и их особенности
Среди богатого выбора различных производителей и поставщиков манжет с термоусадкой бывает трудно выбрать что-то одно. Качественные изделия обеспечивают надёжность и долговечность эксплуатации систем трубопровода. Поэтому стоит разобраться в самых известных торговых марках и их особенностях.
Dirax («Диракс») применяется для антикоррозийной защиты сварных стыков подводных трубопроводов. Отличается наличием стекловолоконного армирования и использованием эпоксидного праймера, состоящего из двух компонентов. Благодаря составным материалам обладает износоустойчивостью, сопротивляемостью к сдвигу, высокой надёжностью и прочностью.
Raychem («Райхема») предполагает применение эпоксидного праймера во время установки. Для удобства монтирования можно приобрести цифровые термодатчики. Они покажут оптимальную температуру нагрева.
«Терма СТМП» обеспечивает защиту от коррозии для сварных стыков подземных трубопроводов с двух- и трёхслойным покрытием полиэтиленом. Температура эксплуатации таких систем и отводов – до 60 градусов Цельсия. Диаметр трубы не ограничивается.
«Тиал» – манжета со способностью термоусаживаться, приспособлена для работы в полевых условиях, обеспечивает антикоррозийную защиту и изоляцию стыков трубо-, газо-, нефте- и водопроводов. Имеет модифицированный полиэтиленовый противохимический слой, обладает устойчивостью к ультрафиолету, высокой адгезией. Рабочая температура – до 60 градусов Цельсия.
Для осуществления ремонтных работ любой сложности стоить купить термоусаживаемую манжету по доступной цене. Реализацией этого изделия занимается компания «ХимСтрой». На официальном сайте можно уточнить стоимость и характеристики выбранного товара, заказать услугу доставки. Мы гарантируем качество продукции и её соответствие ГОСТу.
Читайте также: