Температура сварки нержавеющей стали
Нержавеющая сталь относится к группе металлов, которые не поддаются коррозии благодаря наличию в своем составе молибдена, марганца, никеля и хрома.
По химическому составу нержавеющая сталь делится на:
- Хромо-марганцево-никелевую – наличие марганца обеспечивает хорошую прочность с сохранением пластичности металла.
- Хромоникелевую – самая популярная группа металлов с хорошей пластичностью. Наличие никеля добавляет небольшие магнитные свойства и стабилизирует структуру сплава.
- Хромистую – обладают невысокой пластичностью, плохо поддается обработке, но при этом обладает высокой прочностью.
Как можно сварить нержавейку
- MMA – дуговая ручная сварка штучным электродом для домашних нужд. Обеспечивает довольно сносное качество шва, но не отличается высокой прочностью и способностью выдерживать высокие нагрузки, обладает слабой структурой.
- TIG – аргонодуговая сварка. Обеспечивает высокое качество сварочного шва, тонкостенных изделий, часто применяется при сварке трубопроводов высокого давления.
- MIG/MAG – полуавтоматическая сварка в газовой защитной среде, которая позволяет добиться качественного шва с хорошим проплавлением. Применяется для сварки толстостенных заготовок.
Также нержавеющие стали обрабатывают другими методами, которые менее распространены из-за высокой сложности или стоимости работ:
- лазерная;
- плазменная;
- точечная сварка.
Вышеописанные режимы сварки нержавейки используют для соединений высокой точности и для обработки трудносвариваемых нержавеющих сплавов.

Нюансы при сварке нержавеющих сталей
- Высокое электрическое сопротивление. Ввиду данной особенности, хромоникелевые электроды используют ограниченной длины (до 350 миллиметров).
- Высокий коэффициент расширения металла. Нужно строго соблюдать величину зазора между обрабатываемыми изделиями.
- Низкая теплопроводность. Для обработки нержавейки снижают величину тока на 15-20% ниже, чем при сварке обычных сталей.
- Наличие хрома в составе. Данный металл образует карбид хрома при взаимодействии с углеродом на высоких температурах плавления. В результате снижается прочность сварочного шва. Чтобы это избежать, нужно быстро остужать место сварочного соединения.
Опытные сварщики всегда учитывают вышеописанные особенности нержавейки. Благодаря чему можно получить высококачественные швы с хорошей прочностью и без дефектов.
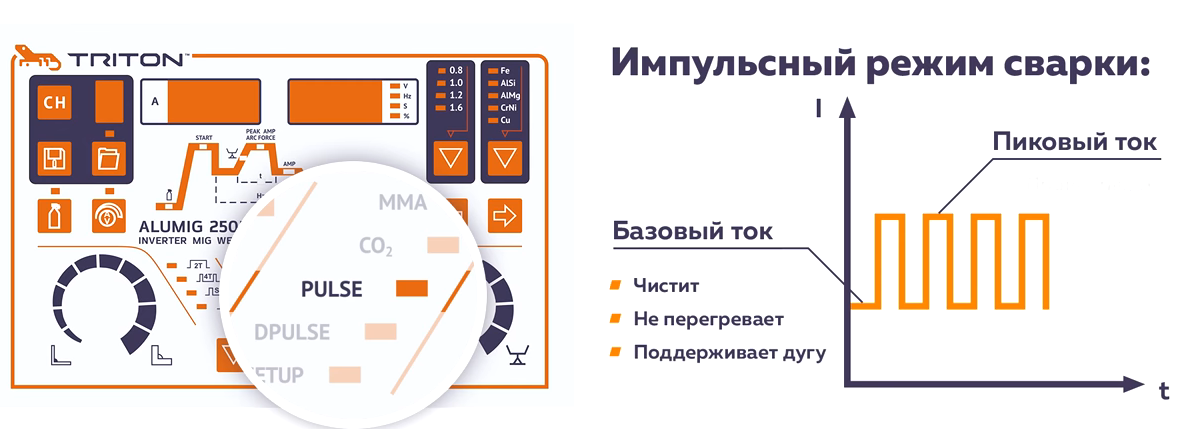
Импульсная сварка нержавейки
Одним из основных преимуществ импульсной сварки нержавейки является полный контроль над сварочным циклом и тепловложением в шов. Каждый импульс формирует сварочную каплю, которая переходит в сварочную ванну. В результате чего сокращается зона термического влияния, нагрев заготовки становится более контролируемым.
Также в процессе импульсной сварки нержавеющих сталей практически исключается образование сварочных брызг, что позволяет экономить сварочную проволоку, повысить производительность и сократить время на доработку сварочного соединения.
Сварка нержавейки с разными металлами
При смешивании разных металлов и сплавов с нержавейкой, возможно ухудшение качества сварочного шва, который может стать хрупким, с трещинами, менее пластичным и т.д.
Для исключения дефектов при сварке нержавейки с другими сплавами и металлами следует использовать электроды для высоколегированных сталей, и тщательно подготавливать поверхность заготовки и выполнить прокалку электродов. Кроме того, не рекомендуется предварительно подогревать зону сварки перед проведением работ, и желательно применять высоколегированные сплавы или на основе никеля в качестве присадочного материала.
Сварочный шов должен содержать меньшее количество основного металла – не более 40% от всей массы. 60% – это должен быть присадочный материал или электрод, в зависимости от используемого метода сварки.
Выбираем расходку для сварки нержавейки
Для того чтобы добиться качественной сварки нержавеющих металлов, необходимо выбирать присадочный материал, электроды, которые по составу будут такими же, как и обрабатываемые заготовки. Благодаря этому достигается равномерное расплавление металлов, получается качественное и плотное сплавление.
Информация по составу той или иной марки нержавеющей стали представлена на сайтах производителей свариваемых изделий. Порой довольно сложно определить состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных условиях.
Подготовка изделия перед сваркой
- с помощью стальной щетки очищаем поверхность обрабатываемой заготовки;
- используя растворитель (ацетон, уайт-спирит или другие) протираем поверхность изделия для лучшей устойчивости дуги;
- используем средство, защищающее от налипания брызг, чтобы исключить механическую обработку изделия после сварки.
Между кромками изделий должен быть зазор, который гарантирует свободную усадку. Это одно из главных отличий в подготовке нержавеющих сталей к сварочным работам.
Обработка нержавейки после сварочных работ
Для исключения образования коррозии на поверхности нержавейки и снижения прочности заготовки, в обязательном порядке требуется дополнительная обработка после проведения сварочных работ.
Для правильной обработки нержавейки необходимо использовать следующие методы:
- зачистка шва механическим методом с помощью специальных щеток для улучшения внешнего вида заготовки;
- пескоструйная обработка для улучшения качеств и внешнего вида шва;
- шлифование – для идеально ровной поверхности сварочного соединения.
Для защиты сварочного соединения от возможного разрушения применяют травление и пассивацию. Метод травления – использование химически активных веществ (жидкости и кислоты). Воздействие кислот удаляет окалину, которая может стать причиной образования ржавчины. Метод пассивации – нанесение оксида хрома на поверхность заготовки для создания защитной пленки от образования коррозии.

Для чего применяется нержавеющая сталь
Каждая из вышеописанных групп стали нашла свое применение в разных сферах – металлургия, автомобильная промышленность, строительная отрасль, химическая промышленность и т.д. Самые популярные марки нержавеющей стали: мартенситные, аустенитные и ферритные.
Нержавеющие металлы используют:
- для изготовления трубопроводов разного сечения и назначения;
- ферритные используют в химической и пищевой отрасли;
- мартенситные стали применяют в металлургической промышленности;
- в строительной отрасли для изготовления уголков, опор и других конструкций;
- нержавеющие стали используют для изготовления ответственных опорных элементов;
- для облицовки оборудования и техники.
Заключение
- учитывать особенности при работе с нержавейкой;
- выполнять тщательные подготовительные работы до и после сварки;
- правильно подбирать присадочный материал и метод сварки.
Следуя рекомендациям в данной статье и вышеописанным правилам, можно добиться качественного сварочного соединения нержавеющих сталей.
Сварка тонкой нержавейки

Сварка тонкой нержавейки — это достаточно сложный технологический процесс. Нержавеющий металл трудно поддается сварке из-за своей низкой температуры плавления. А в сварочной ванне нержавейка и вовсе приобретает свойства жидкости, теряя присущую металлам тягучесть и податливость.
Особенности сварки тонкой нержавейки
Сварочный процесс толстостенного нержавеющего металла производится в обычных условиях. Для тонкой же нержавейки требуются более щадящие режимы сварки, минимизирующие риск прожигания металла насквозь. При мельчайшем промедлении сварщика в металле может появиться прожиг из-за особенных свойств нержавейки либо по причине нарушения технологии при растекании сварочного материала. Из-за малой толщины металла следует уделить повышенное внимание нагреву свариваемого участка — возникающие напряжения в заготовке могут дать трещины и разрывы, а резкий перепад температур может спровоцировать деформирование. Обрабатываемый лист необходимо также надежно фиксировать, не давая ему возможность смещаться в процессе сварочных работ.

Для относительно быстрой сварки тонких листов в бытовых условиях подойдут обычные нержавеющие электроды, но при этом необходимо выставить минимальный режим сварки. Впрочем, учитывая мягкие требования к изделиям, изготавливаемым в домашних условиях, допустимы незначительные дефекты.
Если же обработке подлежит изделие из тонкой нержавейки, которое будет использоваться под нагрузками и должно отвечать определенным требованиям, сварочные работы следует проводить в защитной газовой среде. Для этого может использоваться как газовая сварка, так и аргонодуговая. Первый вариант предпочтительнее ввиду низкой скорости обработки, в то время как второй вариант способен обеспечить более высокое качество работ, хотя он и более трудоемкий. Следует помнить о том, что температурные режимы можно делать одинаковыми и в том, и в другом случае.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для каждого значения толщины нержавейки выбираются свои параметры оборудования и определяется свой набор расходных материалов. Результат работ будет качественным, если подбирать значения по следующей таблице:
| Толщина нержавейки, мм | Вид тока | Сила тока, А | Напряжение, В | Диаметр электрода, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30-60 | 11 | 1 | 12/28 | 2,5 |
| 1,5 | Постоянный | 40-70 | 12 | 1 | 9-19 | 2,7 |
| 2 | Переменный | 50-80 | 13 | 2 | 14-13 | 2,9 |
| 2,5 | Постоянный | 60-90 | 14 | 2 | — | 3 |
Подготовка тонкой нержавейки к сварке
Перед сваркой тонкой нержавейки для получения качественных соединений поверхности изделий необходимо грамотно подготовить. Предварительная обработка тонких листов металла ненамного отличается от обработки других форм металлических заготовок.
Для начала производится зачистка кромок соединяемых деталей до блеска с использованием шлифовального устройства или щетки с металлической щетиной. Затем кромки нужно обезжирить ацетоном либо авиационным бензином. Это обеспечит устойчивую дугу и повысит качество шва.
Рекомендуем статьи по металлообработке
Подготавливаемые к сварочному соединению заготовки должны иметь зазор, необходимый для компенсации возможных деформаций.
Также в процессе подготовки тонкой нержавейки к сварке особо важен правильный подбор присадки. Нужно оценивать как диаметр присадочной проволоки, так и ее состав. В частности, степень легирования присадочного материала должна быть выше, чем у металла соединяемых заготовок.

Важно! При обработке тонкой нержавейки щеткой не следует снимать избыточный слой металла.
На подготовленную поверхность выкладывается флюс, улучшающий качество сварочных работ. После этого заготовка подогревается примерно до 250 градусов Цельсия, когда начнется характерное изменение цвета заготовки. Такая операция облегчит процесс сварки и защитит металл от возникновения напряженных состояний. После этого сварочные работы можно начинать.
Методы сварки тонкой нержавейки
Для сваривания заготовок из нержавеющей стали применяют несколько методов, подразумевающих в каждом случае использование конкретных инструментов и расходных материалов.
- Ручной метод с применением электрода
Сварка тонкой нержавейки электродом вручную — это универсальный метод, пригодный для использования в любой производственной отрасли. Обеспечивая удовлетворительное качество сваривания, метод может использоваться как в домашних условиях, так и специалистами на производстве. Простота процесса и его легкость являются важными достоинствами данной технологии. У дуговой сварки нержавейки имеются и другие преимущества, которые стоит упомянуть:
- ценовая доступность оборудования и расходных материалов;
- длительный период непрерывной работы оборудования (в течение рабочего дня);
- компактность оборудования и его небольшой вес, как следствие — высокая мобильность;
- высокая скорость сварочного процесса при условии правильной эксплуатации оборудования и расходных материалов;
- высокая прочность сварных швов;
- простота освоения технологии, позволяющая изучить весь процесс самостоятельно и реализовать его на практике.
Качество и надежность сварного шва зависят от правильно подобранных электродов. Для ручной сварки можно использовать перечисленные ниже марки сварочных материалов в зависимости от условий.
Электроды ОЗЛ-8 используются для сваривания тонкой нержавейки в агрессивной среде. Высокие требования к присадочным материалам по стойкости к МКК при этом не предъявляются. В основном эти электроды используются при обработке ответственных сооружений.
Электроды марки НЖ-13 обеспечивают надежное сварочное соединение и защищают от образования межкристаллитной коррозии. Образующаяся после сварочного процесса тонкая корка шлака отходит сама после остывания и сжатия зоны обработки, что позволяет увеличить скорость сваривания в случае большого объема сварочной работы.
Марка ЦЛ-11 обеспечивает надежную изоляцию сварочной зоны от внешнего агрессивного воздействия, а также дает прочное сварное соединение. Данный метод предполагает использование постоянного тока с обратной полярностью. Изложенные выше данные помогут овладеть дуговой сваркой даже новичку.
- Ручной метод с применением аргона
При ручной сварке тонкой нержавейки аргоном применяются вольфрамовые электроды. Правильное использование этого метода гарантированно даст качественные сварные швы. Даже при выполнении работ в домашних условиях с соблюдением технологии полученные соединения будут отвечать всем требованиям. Данный метод сварки можно использовать, если особенно важен эстетический внешний вид сварных швов. Швы при этом не нуждаются в последующей зачистке от шлаков. Аргонодуговая сварка считается наиболее чистым методом соединения металлических деталей и изначально создана для обработки очень тонкого материала. Характерной особенностью метода является отсутствие искр при сваривании. При сварке используется постоянный либо переменный ток с прямой полярностью.
Стоит учесть некоторые особенности метода:
- поджигание дуги производится бесконтактно во избежание попадания вольфрама в расплавленный металл;
- в процессе сварочных работ не следует совершать колебательных движений стержнем, иначе защитная область сварочной зоны может нарушиться, и, как следствие, возникнет риск окисления сварного шва.
Важно! Применяя данный метод, можно уменьшить расход электродов. Для этого не следует отключать подачу газа сразу по окончании обработки, а выждать примерно 10-15 секунд. Это обеспечит защиту горячего электрода от обильного окисления.
- Лазерный и плазменный методы
Для лазерного метода необходимо специальное оборудование, поэтому данный метод сварки производится только в производственных условиях. При этом процесс сваривания может осуществляться либо по шву, либо точечно.
Изделия из тонкой стальной нержавейки, стойкой к коррозии, соединяются лазером исключительно встык, поскольку при соединении внахлест возникают термические напряжения в металле, негативно сказывающиеся на прочностных характеристиках свариваемой детали.

Основные достоинства лазерного метода: прочность в зоне отпуска не снижается, исключено образование термических трещин на заготовке, а благодаря быстрому и точному воздействию лазерного луча оксидная пленка не успевает образоваться. К тому же сварной шов остывает сравнительно быстро, что является основной особенностью этого метода.
Плазменный метод сварки делят на автоматический и ручной. В ручном методе сваривание производится дугой, которая формируется между тонкой заготовкой и электродом. Ручной плазменный метод еще называют микро-плазмой либо мини-плазмой. Сваривание выполняется на переменном токе в диапазоне 0,1-15 А. Метод хорошо подходит для сварки тонкой нержавейки. В числе прочих применяется техника «беспучкового сопла», выполняющаяся при силе тока 15-100 А.
Автоматический плазменный метод основан на действии плазмотрона, формирующего лучевой поток. Плазменный пучок высокой мощности создается переменным током силой более 100 А и потоком газа.
Среди основных достоинств метода: возможность контролировать затраты энергии благодаря стабильной и «жесткой» дуге; относительно высокая скорость сваривания; изменяемое расстояние между соплом и обрабатываемой зоной без потери качества сварного шва.
Проверка качества сварки тонкой нержавейки
Непосредственно перед проверкой всего металлоизделия на соответствие действующим стандартам обязательно проверяется качество сварных швов для выявления возможных их недостатков как снаружи, так и изнутри. По возможности обнаруженные недостатки устраняются.
Перед вводом в эксплуатацию каждого изделия из тонкой нержавейки, обработанного сваркой, проводится его тщательный и многоуровневый контроль. Первый уровень проверки качества представляет собой визуальный осмотр изделия, позволяющий выявить наиболее заметные и грубые дефекты швов — непровары, крупные трещины и т. п.
Большая часть видимых деформаций в швах сваренного изделия из тонкой нержавейки выявляется именно на стадии визуального осмотра невооруженным взглядом. Но иногда применяются и специальные приспособления. Контрольные мероприятия по выявлению недостатков делятся на два вида: разрушающие и неразрушающие. К первому типу относят только визуальный осмотр, более сложные методы проверок причисляют ко второй категории.
В свою очередь, неразрушающий тип контроля бывает капиллярным, магнитным, ультразвуковым, радиационным и проверяющим на проницаемость.

Неразрушающий контроль отличается от разрушающего также сохранением внешнего вида изделия из тонкой нержавейки без его деформирования. Поэтому данный вид проверки является более востребованным.
Разрушающий контроль выполняется лишь после процесса сваривания изделия в постоянных условиях с применением одного типа сварки.
Методы проверки швов также различаются. Для контроля на соответствие ГОСТ и определения качества шва выполняются несколько видов проверок поочередно. Эти методы разделяются на химические, физические, механические, визуальный осмотр и ультразвуковая проверка.
Визуальный осмотр проводится без каких-либо финансовых трат — это самый дешевый способ. Но его использование диктуется отнюдь не экономией средств, а необходимостью для выявления самых грубых нарушений сварки.
Визуальному осмотру подвергаются все виды соединений металлических заготовок вне зависимости от того, какие проверки будут проводиться после этого. Зачастую визуально осматривают изделия из тонкой нержавейки на соответствие ГОСТ без вспомогательных средств. Для повышения точности иногда пользуются лупой с десятикратным увеличением.
Лупа поможет обнаружить наиболее мелкие дефекты (непровары, наплывы, подрезы и т. д.). Кроме визуального осмотра в процессе внешней проверки также обмеряются швы, замеряются кромки и проводятся другие процедуры. Для изделий из тонкого металла, производимых большим тиражом, используются специальные шаблоны, контролирующие точность и одинаковость замеров характеристик шовных соединений.
После успешного прохождения визуального осмотра деталь из тонкой нержавейки подвергается физическому осмотру, определяющему качество сварного шва и другие важные параметры. Физический контроль проверяет соответствие характеристик швов требованиям ГОСТ.
Физический и химический тесты требуют специального оборудования, такого как электромагнитный сердечник, а также других приспособлений. Любые контролирующие мероприятия после сварки тонкой нержавейки проводятся для определения качества не только шовного соединения, но и самого получившегося в результате изделия. Выявляются также нарушения в процессе сварочных операций.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Все о сварке нержавеющей стали
Знать все о сварке нержавеющей стали очень актуально в наше время. Эта процедура может выполняться инвертором и аргоном (в том числе по тонкой нержавейке), практикуется и сварка с другим черным металлом. Наряду с аргонодуговой и выполняемой электродом сваркой есть и другие варианты выполнения этой процедуры.


Обработка после сварки
Полезно в какой-то мере «перевернуть» тему, выяснить для начала, как будет обрабатываться нержавеющая сталь после сварки. Даже самые прочные и стабильные швы имеют не слишком привлекательный внешний вид. Если не проводить обработку, со временем может начаться даже коррозия. Механическая обработка – очень важный подход. При такой манипуляции убирается слой оксидов, который выступает «слабым звеном» в любой конструкции. Одновременно убираются переходы цвета, что повышает дизайнерские характеристики изделий. Стереть волны помогает УШМ с толстым шлифующим кругом. Этот инструмент позволит также устранить выпуклости, выходящие за положенный габарит.
Наиболее бережная обработка проводится с использованием лепесткового круга. Такая работа займет больше времени и вызовет повышенный расход материалов, но результат того стоит. В завершение проходятся профессиональной шлифовальной машиной. Ограничиться шлифовкой сваренной стали удается редко. Непременно нужна еще и полировка. Для ее выполнения на дрель насаживают диск с так называемым вулканитом. Этот материал позволит придать требуемую структуру, даже вогнутого типа. На подвергшуюся подобной обработке поверхность наносится полировальная паста, к примеру, ГОИ.



Максимально глубокая обработка подразумевает травление кислотой и использование гелей. Чаще всего в ход идут серная и азотная кислоты. В жидком виде они применяются редко, в основном используют гелевую или аэрозольную форму, встречаются также специальные кислотные пасты. Перед химической обработкой металл должен остыть до +50 градусов, а время воздействия ограничено 30 минутами – после чего должна идти промывка в большом количестве воды.
При манипуляциях с кислотой, как и при шлифовке, полировке, обязательно использование респиратора. Необходимую защиту рук обеспечивают профессиональные резиновые перчатки. Иногда применяют электрохимическое травление.
Оно требует куда большего количества аппаратуры и оказывается дороже. Но зато максимальный срок окончания работы уменьшается до 8 минут.
Сварка нержавейки электродом: технология работ

Сварка нержавейки электродами – самый распространенный способ соединения деталей из стали. Нержавеющая активно используется в промышленности и быту благодаря антикоррозионным свойствам сплава, долговечности и простоте обработки.
Достаточно небольшой величины тока, чтобы соединение стало надежным, но очень важно правильно выбирать электроды и режим сварки. Подробнее об особенностях сварки нержавейки электродами читайте в нашем материале.
Особенности сварки нержавейки электродами
Для того чтобы произвести сварку элементов, изготовленных из нержавеющей стали, необходимо иметь практический опыт и специальные знания. В немалой степени влияет на качество выполняемых работ выбор электродов.

Специальные марки электродов для сварки нержавейки разработаны неслучайно. Этот металл обладает специфическими характеристиками, и только тщательно подобранный электрод сможет обеспечить прочность соединения и длительный срок эксплуатации изделия.
Сварка нержавейки обычным электродом допускается. Но опытные мастера соглашаются использовать такой вариант ведения работ только в самых крайних случаях, например когда речь идет о жестком дефиците расходных материалов. Но даже тогда применять обычные электроды можно лишь для обработки деталей бытовых устройств.
Сварка промышленных конструкции проводиться таким способом не должна, так как изделие просто не будет соответствовать установленным требованиям надежности и прочности.
При работе с простыми электродами велика вероятность появления микротрещин. Поэтому при работе с нержавейкой должны применяться специализированные электроды с особым покрытием.
Постарайтесь полностью исключить при работе с коррозионностойкими сталями использование простых электродов. Либо рассматривайте возможность их применения как крайнюю меру и только в том случае, когда вы гарантируете, что риск последствий будет очень незначительным.
Преимущества ручной сварки нержавейки электродом и подходящие электроды
Электроды с покрытием для сварки нержавеющих сталей могут использоваться как профессионалами, так и теми, кто работает в условиях домашней мастерской. Ручная дуговая сварка нержавейки специальным электродом облегчает процесс работы и обеспечивает высокое качество соединения.

Данный вид сварки имеет очевидные преимущества:
- электроды и оборудование стоят относительно недорого;
- использовать их можно на протяжении длительного времени;
- благодаря небольшим размерам агрегаты с легкостью можно перемещать в разные точки рабочего объекта;
- при наличии достаточных профессиональных навыков можно обеспечить высокую скорость проведения работ;
- сварные швы отличаются особой прочностью;
- овладеть навыками дуговой сварки нержавейки с помощью электродов можно самостоятельно.
Для того чтобы гарантированно обеспечить высокое качество ручной сварки, специалисты рекомендуют следующие марки электродов:
- ОЗЛ-8. Используются для сварки конструкций, к которым предъявляются особенно жесткие требования. Могут обеспечить качество соединения даже при условии эксплуатации конструкции в агрессивной среде. Особых требований к наплавленному металлу по стойкости к МКК не предъявляется.
- НЖ-13. Предотвращают образование МКК. Благодаря тому, что слой шлаковой корки после остывания и сжатия рабочей зоны самостоятельно разрушается и отпадает, скорость работы с такими электродами может быть особенно высокой. Это важно, когда перед сварщиком стоит задача обработать как можно больше швов.
- ЦЛ-11. Гарантируют прочность соединения и обеспечивают изоляцию сварочной ванны от воздействия внешних факторов.
Данная технология работы с нержавеющими металлами предусматривает применение постоянного тока и обратной полярности.
Способы сварки нержавейки инвертором
Инверторная сварка конструкций из нержавеющей стали может осуществляться тремя разными способами:
- Ручной способ. После того как материал электрода расплавляется, им заполняют стык между деталями. Для работы используется только инвертор.
- Сварка заготовок из нержавейки вольфрамовым электродом. Шов образуется благодаря плавлению заготовки и присадочной проволоки. Место сварки при этом должно быть защищено газовым слоем.
- Сварка на полуавтомате с подачей проволоки. Обеспечивает высокую скорость образования сварочного шва. Специалисты рекомендуют добавлять в аргон примерно 2 % углекислоты.
Если сварочные работы осуществляются в домашних условия, требуется уделить серьезное внимание подготовке сварочного аппарата и расходных материалов.
Для инверторной сварки вам потребуется:
- агрегат;
- электроды;
- СИЗ;
- несколько кабелей разной длины (2–6 метров);
- специальные зажимы для заземления («крокодилы»);
- растворитель;
- щетка со стальной щетиной.
При необходимости соединения листов, толщина которых не превышает 4 мм, качественный шов можно обеспечить в результате использования инвертора с осциллятором и аргонодуговой сварки (АДС).

С помощью переключателей, расположенных на дуговой панели прибора, производится настройка сварочного аппарата. Значения, необходимые для сваривания заготовок разной толщины, приведены в таблице ниже:
Толщина заготовки
Величина тока (А)
Напряжение (В)
Диаметр электрода, мм
Если работы проводятся в режиме АДС или полуавтомата, требуется установить значения расхода защитного инертного газа. Определить их можно опытным путем, исходя из того, что в оптимальном варианте он составляет от 6 до 12 л/мин. Качественный шов получается, если скорость автоматической подачи проволоки выставлена в максимальное положение.
Как приварить нержавейку к черным металлам
На первый взгляд соединение с помощью сварки нержавейки и черного металла технически невозможный процесс. О том, как его осуществить, многие даже не задумываются, ведь на практике такие ситуации встречаются крайне редко.
Тем не менее существуют специальные электроды для сварки нержавейки и черных металлов, и в особых случаях они могут очень пригодиться.

Данный процесс можно осуществить даже в условиях домашней мастерской. Для этого необходимо только выяснить химический состав элементов свариваемой конструкции и грамотно выбрать расходные материалы.
Основным параметром, обеспечивающим возможность соединения таких разнородных материалов, как черный металл и нержавейка, является свариваемость. В результате должно получиться достаточно прочное соединение приемлемого качества.
Обеспечить положительный результат возможно в процессе использования следующих материалов:
- электроды с покрытием;
- вольфрамовые расходники.
Технология ММА предполагает использование сварочных материалов, предназначенных для сварки цветных металлов и сплавов. Сварка нержавейки и разнородных металлов простыми электродами не сможет обеспечить надлежащего качества выполнения работ.
Самыми распространенными марками электродов для проведения данного типа работ являются АНЖР-1 и АНЖР-2. Они позволяют производить сварку практически в любых пространственных положениях, за исключением вертикального положения «сверху вниз».
Не менее востребованным электродом считается ЦТ-28. Использование этого расходника позволяет получить шов с отличными показателями жаропрочности и жаростойкости.
Наибольшей популярностью у опытных сварщиков, работающих с нержавеющими сталями, пользуются специальные электроды ESAB. Они обеспечивают высокое качество сварки при работе с такими сплавами, как ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.

Использование вольфрамовых электродов значительно удорожает стоимость работ. Кроме того, к ним понадобится еще и специальное сварочное оборудование. Определенного уровня мастерства требует и работа с ними. Качество результата во многом зависит от положения прутка. Стержень необходимо держать строго перпендикулярно относительно свариваемых поверхностей.
Выбор тока и полярности зависит от того, какова толщина свариваемых элементов конструкции из антикоррозийных сталей. Принцип подбора электродов по отношению к толщине детали:
- 1 мм — необходимо выбирать стержень Ø 2 мм, силу тока в 30–60 А и постоянное напряжение;
- 2 мм — Ø электрода 3 мм и переменный ток силой 50–80 А;
- 4 мм — Ø электрода — 4 мм, постоянный ток, сила тока равна 90–130 А.
Сварка тонкой нержавейки электродом
Работа с тонкой нержавейкой представляет собой сложный процесс, требующий от исполнителя высокого уровня сварочного мастерства. Качество сварки тонкостенных изделий из нержавейки зависит не только от выбора электрода, но и от правильно выставленного напряжения.
В отличие от обыкновенной стали, сварка электродом производится при пониженной силе тока. Количество ампер примерно на 20 % ниже, чем в обычных обстоятельствах.

Диаметр электрода также выбирается в соответствии с задачей. Если толщина свариваемого элемента конструкции равна 3 мм, то лучше выбрать пруток диаметр Ø 3–4 мм.
Длина стержня не должна превышать 35 мм, а температура плавления выходит за рамки 500 °С. Резко охлаждать изделие также не рекомендуется.
Для бытовой сварки лучше всего выбрать инверторный способ. Он имеет свои специфические особенности. Особое внимание стоит обратить на следующие моменты:
- важно не перегревать заготовку и место наложения шва. Для разного типа стали установлена своя температура. Например, жаропрочные выдерживают температуру 900–1100 °С, для других марок нагревают не выше 450 °С;
- скорость работы должна быть высокой, а величины тока малыми;
- колебательные движения электрической дуги должны отсутствовать;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Если толщина металла менее 3 мм, сварка производится без разделки. Зазор между заготовками должен быть на уровне 1–2 мм.
Для инверторной сварки с использованием электрода диаметром 3 мм величина напряжения должна составлять 80 А. Лучше других подходят для работы с тонкими нержавеющими элементами конструкции следующие виды электродов:
- ЦЛ-11. Данной марке отдает предпочтение большая часть специалистов. Использование этого вида электрода позволяет получить устойчивый к негативным факторам внешней среды шов, который способен длительное время противостоять коррозии.
- ОК 63.20. Обеспечивает возможность обработки материала, взаимодействующего с жидкими агрессивными неокислительными средами при температурах до 350 °С.
Сварка нержавеющих труб электродами
Сварка труб из нержавейки производится электродами с основной или рутиловой обмазкой. Это оптимальный вариант, благодаря которому можно получить качественное и прочное соединение. Работы производятся на постоянном токе обратной полярности.
Использование постоянного тока значительно упрощает работу сварщиков — металл не разбрызгивается, шов получается качественным, тонкостенные трубы надежно скрепляются друг с другом.

Применение вольфрамовых электродов для выполнения данного вида работ также производится на постоянном токе, но полярность при этом выбирается прямая. Этот вариант сварки имеет свои преимущества:
- благодаря наличию качественной защиты от воздействия кислорода снижается риск окисления;
- образуется устойчивая дуга;
- сварные швы обладают высокой степенью устойчивости к коррозии.
Технологический процесс, вне зависимости от выбранного варианта соединения труб из нержавеющих сталей, осуществляется в следующем порядке:
- Подготовительный этап перед выполнением сварки предполагает предварительные меры по оснащению специалиста и обработку материала, с которым ему предстоит работать. Сварщик может приступить к работе только после того, как наденет специальный костюм и защитную маску, а трубы будут тщательно очищены от следов коррозии, остатков краски и других загрязнений. Для этого обычно используются специальные металлические щетки и наждачная бумага.
- Основной процесс начинается с розжига электрода, возбуждения и удержания дуги, после чего начинается работа по соединению частей конструкции.
После того как сварочные работы завершены, необходимо отбить шлак и обследовать качество шва. Это очень важная процедура, позволяющая оценить надежность выполнения сварки.
Если требуется произвести сварку точками, то на короткий промежуток времени поджигается электрическая дуга, осуществляется контакт электрода с поверхностью в одном месте, затем дуга гасится. Это действие повторяется многократно с одновременным перемещением по линии сварки.
Выполняется такая сварка с применением электрода ОК 63.20. Он специально предназначен для точечной сварки труб из нержавейки.
Аппаратов, позволяющих осуществлять процесс работы с антикоррозийными сталями, довольно много, но лучше остановить выбор на тех, которые работают на постоянном токе. Если такая возможность отсутствует, хорошим вариантом будет инвертор, способный преобразовать вид напряжения.
Использование соответствующего вида электродов для сварки обеспечивает надежное соединение нержавейки, хотя с этим металлом работать очень непросто.
Полярность во время сварочных работ должна быть обратной: на электроде должен быть плюс, а на нержавеющей стали – минус. При этом в каждой конкретной ситуации может быть собственный вариант выбора агрегата и расходных материалов.
Надеемся, что представленная нами информация поможет вам выполнить сварочные работы качественно и без особых затруднений.
Читайте также: