Технология сварки стали 09г2с
Низколегированная сталь марки 09г2с за счет своих свойств (малый процент легирующих компонентов) при сварке не перегревается и не закаливается. Это дает возможность варить сталь и конструкции из нее широким рядом электродов для сварки .
Электроды для сварки низколегированных сталей марки 09 г2с с временным сопротивлением разрыву до 60 кг/см2 — обозначаются « У». (ГОСТ 9467-75)
При ручной сварке применяют:
Электроды УОНИИ 13/45 (Э 42а)
Этими электродами сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха. Металл сварного шва требует более жестких показателей прочности.
Электроды отличаются минимальным распылением металла при сваривании..
Электроды выбирают в зависимости отих линейного размера, который связан с их диаметрами: от 300 мм до — 450 мм .
Значение диаметра и положение швазадают силу тока( в А.)
По отзывам сварщиков эти электроды оказывают меньшее воздействие на качества наплавленного металла и не ухудшают его свойств. А так же у них отличная способность удаления нагара.
Сваренные швы выдерживают значительные нагрузки, что выгодно отличает эти электроды от других .
Электроды УОНИИ13/55 С (Э 50а)
Этими электродами так же сваривают конструкции из стали 09г2с, к которым предъявлены особенные требования. И прежде всего при сварке в очень низких температурах наружного воздуха (даже в Арктике) После сварки этими электродами металл сварного шва отвечает соответствующим более жестким нормативам по пластичности и ударной вязкости.
Этими электродами возможно делать сварочные швы в любом местонахождении в конструкциях. Работают на обратном постоянном токе .
Металл шва содержит малый процент водорода и имеет повышенную устойчивость к образованию трещин.. Отличаются отличным самоотделением шлака.
Сварка ведется короткой дугой почистым от жировых и прочих загрязнений поверхностям.
Значение диаметра и положение шва задают силу тока( в А.)
Электроды могут дать порообразование , если удлиняется дуга по окисленной поверхности.
Электроды МР-3 (Э 46)
Этими электродами сваривают конструкции и детали из стали 09г2с при всех расположениях шва. Исключение – вертикальный шов сверху вниз. Работают электроды от тока любой полярности от источников питания с напряжением не менее 65 В. Отличает их простота в работе, ими может работать даже новичок в сварке. Это бюджетный вариант сварки, при очень хороших показателях качества.
Разрешается сварка ржавого, влажного, а так же недостаточно очищенного металла. Имеют достаточно высокую производительность сварки.
Сварка швов конструкций и проката средних и больших толщин в нижнем расположении конструкции проводится на более высоких режимах.
Сваривают электродами на короткой длине дуги, но разрешена сварка и на средней длине дуги.
Электроды ОЗС-4 (Э 46)
Электроды с покрытием из оксида титана (рутиловым), с успехом применяют для сваривания деталей и конструкций из стали 09г2с во всех плоскостях. Особенно это важно для сварки в вертикальном расположении швов.. Т.к. эти электроды не выделяют отравляющих газов при сварке.
При работе с этими электродами сокращается время сварки.
Работают электроды от постоянного тока и переменного. Этими электродами можно сваривать даже окисленные конструкции , при этом сохраняется красивый вид шва.
Они применяются прежде всего в ответственных конструкциях.
Технология
Ручная дуговая сварка – наиболее распространенный метод соединения материалов сварочных конструкций, при котором вручную:
Работа проводится покрытыми электродами. Способ заключается в горении сварочной дуги с электрода на свариваемый предмет. Кромки изделия оплавляются, металл электродного стержня и покрытие электрода расплавляются. Основной металл и материал электрода кристаллизуются, образуя сварной шов.

Схема ручной дуговой сварки покрытыми электродами
Используемые электроды и оборудование
Марка и тип выбираются с учетом:
- назначения изделия;
- степени его ответственности.
Типы электродов металлических покрытых для ручной дуговой сварки низколегированных сталей прописаны в ГОСТ 9467-75.
Информация об электродах для сварки низколегированных конструкционных сталей представлена в таблице.
Какими электродами воспользоваться при сварке труб — основные виды, их характеристики и особенности
Для сварочных работ без электрода не обойтись. На сегодня рынок предлагает более двухсот видов, в которых сложно разобраться. Ведь каждый стержень предназначен для отдельного вида работы.
Шов газовых или водопроводных труб должен быть особенно прочным. С помощью, каких электродов этого можно добиться, мы поговорим с вами в этой статье.
Как обеспечить надежность сварочного шва, так, что бы он мог выдерживать высокое давление? Каким должен быть состав стержня для труб насосно-компрессорные трубы (НКТ)?
В нашем обзоре мы поможем новичку разобраться с широким выбором электродов.
Как варить нержавейку полуавтоматом
Часто детали для соединения могут располагаться в труднодоступных местах. Сварка нержавеющей стали полуавтоматом обеспечивает надежный шов, который защищен от преждевременного износа.
Подготовка металла
Перед выполнением работ по соединению присадочной проволокой необходимо подготовить детали:
- в месте соединения удаляют все загрязнения;
- проводят обезжиривание металла, для надежности шва и защиты от трещин, помогут при этом растворители;
- для удаления избыточной влаги детали рекомендуется нагреть до значения 100°С.
Техническая схема сварки
Для соединения нержавеющих сплавов при помощи сварки применяют три метода:
- для деталей маленькой толщины необходим метод короткой дуги;
- при струйном переносе получают сварное соединение нержавейки при деталях большой толщины;
- импульсный метод считают универсальным.
Технологический процесс требует выполнения некоторых правил:
- для хорошего обзора необходимо горелку располагать под отрицательным углом к шву;
- головку следует вести на расстоянии 12 мм от поверхности металла;
- проволока должна плавиться небольшими порциями, без больших капель.
Сварщику рекомендуется выполнять ряд требований:
- сварка ведется при обратной полярности клемм;
- значением угла регулируется качество и ширина шва;
- длина вылета присадочной проволоки должна составлять не более 12 мм;
- в место шва необходимо подавать осушенный газ, при расходе до 12 м3/мин;
- для предотвращения появления брызг поверхности обрабатывают раствором мела;
- начало и окончание шва рекомендуется делать на некотором расстоянии от края деталей.
Исправление дефектов
При выполнении сварочных работ в местах соединения могут возникать деформации, происходит это в результате нагрева. Для устранения следует выполнять следующее:
Для получения шва необходимо изучить теоретическую часть, а также выполнить пробную сварку на образцах.
Сварочный электрод для газовой сварки
Какими же характеристиками должен обладать стержни для сварки трубы, предназначенной для газовой магистрали?
Выделим несколько марок: ОК-46, ЛБ-52 и УОНИ-13\55. Стержни бренда ОК-46 считается универсальным, так как обладает рутиловым покрытием. Перечисленный расходный материал хорошо подходить к деталям с широким зазором, а также к трудам НКТ.
Упомним ещё один электрод, — LB 52U низкопроводной группы с основным видом покрытия. Содержания в небольшом количестве водорода позволяет обеспечить особенно крепкий шов, применяется для газопроводов и нефтепроводов из прочной стали.
В работе с таким исходным материалом дуга держится стабильно и полностью проникает в металл.
Сварочные стержни ESAB МТК-01К обеспечить шов на достойном уровне в сложных участках, например, таких, как поворотных и неповоротных стыков.
Их можно применять на деталях из углеродной и низколегированной стали. Подходит для работы как на постоянном токе, прямой и обратной полярности. Сварка проходит легко, дуга горит стабильно, встречается незначительное разбрызгивание металла.
Чем лучше сварить систему отопления
Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Такими могут стать УОНИ 13\45 с диаметром 3 мм. Они чувствительны к ржавчине, поэтому деталь, с которой вы собираетесь работать, нужно будет тщательно зачистить. Сварку выполнять короткой дугой.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Если нужно сварить трубы с повышенным давлением, например под горячую воду, хорошо подойдет марка МР-3. Это электроды предназначены для сварки конструкций из малоуглеродистых сталей.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Какие же стержни понадобятся для монтажа водопровода
Монтаж водопроводных труб одна из наиболее часто встречающихся видов работы. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Когда нужно сделать вертикальный шов рекомендуем электроды МНЧ-2. Для работы в холодном и горячем режимах — ЦЧ-4. При подборе электродов следите за покрытием, для водопроводных труб оно должно быть толстым.
Приобретайте стержни с обмазкой, они помогут защитить от избыточного влияния кислорода.
Как провести сварку труб НКТ
При работе с насосно-компрессорными трубами понадобиться специальные электроды способные справится с довольно сложной задачей. Мы можем порекомендовать стержни бренда УОНИ 13\45 или 13\55.
Такие электроды применяют для углеродистых и низколегированных деталей из стали. А трубы НКТ изготавливают из особо прочного металла.
Шов с помощью продукции марки УОНИ способны выдержать динамические нагрузки при низких температурах, высокое давление.
Правильный подбор электродов для сварки очень важен, но во многом еще зависит и сварочный аппарат, которым вы воспользуетесь.
Разобраться в тонкостях сварочного дела вам сможет помочь опытный специалист, с хорошим багажом знаний и опытом. А верный выбранный режим на инвентаре обеспечит положительный исход сварки.
Электроды для сварки низколегированных сталей
Сварка низколегированных сталей, которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей. Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются.
Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А, которые перед использованием необходимо прокаливать. При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной. Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности.

Для сварки таких видов сталей можно использовать электроды УОНИ 13/55, ПСК-50 и СК»-50. Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом, поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно.
Особенности процесса
Низколегированная сталь – материал, относящийся к группе удовлетворительно свариваемых металлов, которые соединяются почти всеми видами сварки.
Сварка низколегированной стали выполняется труднее низкоуглеродистой конструкционной. Она более чувствительна к тепловым воздействиям. Следует учитывать, что содержание в материале более 0.25% углерода может привести к формированию закалочных структур и трещин в шве, а выгорание углерода – к образованию пор.
Во избежание формирования закалочных мартенситных структур деталь подогревают, применяют многослойную сварку с соблюдением между наложением слоев металла в шов минимального интервала времени. Материал покрытых электродов выбирается с низким содержанием фосфора, углерода и серы. Это способствует увеличению стойкости шва против кристаллизационных трещин.
Соединение хромокремнемарганцовистых сталей
Сварка низколегированных сталей
Основы сварочного дела
Низколегированные стали получили большое применение В СВЯЗИ с тем, что они, обладая повышенными механическими свойствами, позволяют изготовлять строительные конструкции более легкими и экономичными. Для изготовления различных конструкций промышленных и гражданских сооружений применяются стали марок 15ХСНД, 14Г2, 09Г2С, 10Г2С1, 16ГС и др. Для изготовления арматуры железобетонных конструкций и сварных труб применяют стали 18Г2С, 25Г2С, 25ГС и 20ХГ2Ц. Эти стали относятся к категории удовлетворительно свариваемых сталей; содержат углерода не более 0,25% и легирующих примесей не более 3,0%. Следует учитывать, что при содержании в стали углерода более 0,25% возможно образование закалочных структур и даже трещин в зоне сварного шва. Кроме того, выгорание углерода вызывает образование пор в металле шва.
Толщина металла, мм.
Диаметр электрода, мм.
Сварочный ток, А.
при высоких скоростях, но при малой погонной энергии. В зимних условиях сварку конструкций из стали 15ХСНД, 15ГС и 14Г2 можно производить при температурах не ниже — 10°С. При более низких температурах зону сварки на ширине 100. 120 мм по обе стороны от шва предварительно нагревают до Ю0. 150°С. При температуре —25°С сварка не допускается.
Выбор параметров режима сварки
Сварка производится на постоянном токе обратной полярности.
Диаметр электродной проволоки выбирают в зависимости от типа сварного соединения, толщины свариваемого металла и положения шва в пространстве.
Особенности сварки разных видов низколегированной стали. Лучший способ сварки, его технология
Легированная сталь содержит специальные легированные элементы, служащие для обеспечения материалу заданных свойств, и до 0.5% углерода. В зависимости от процентного состава легированных компонентов легированные стали делятся на виды:
- от 10% — высоколегированные;
- 2.5-10% — среднелегированные;
- до 2.5% — низколегированные.
Маркируют стали буквами (название легирующего элемента) и цифрами (среднее процентное содержание). Цифра за буквой не ставится, если содержание компонента менее 1%.
Виды низколегированной стали
Конструкционные низколегированные стали классифицируются:
- низкоуглеродистые (до 0.25% углерода);
- среднеуглеродистые (0.2-0.45%);
- теплоустойчивые.
Типы низкоуглеродистых сталей представлены в таблице.
| Наименование | Примеры маркировки |
| Хромокремненикельмедистые | 10ХСНД, 15ХСНД |
| Хромокремнемарганцовистые | 14ХГС |
| Марганцовоазотнованадиевые | 14Г2АФ |
| Кремнемарганцовистые | 14ГС, 10Г2С1, 09Г2С |
| Марганцовистые | 14Г2, 14Г |
Среднеуглеродистые марки (35ХМ, 18Г2АФ, 17ГС) содержат более 0.25% углерода и применяются после проведения термообработки.
Теплоустойчивые металлы при работе в районе высоких температур имеют повышенную прочность. Находят применение в изготовлении металлических элементов энергетических устройств.
Ввиду более высокой прочности низколегированных сталей (по сравнению с углеродистыми конструкционными) их применение при производстве сварных конструкций снижает вес и экономит металл.
Благодаря этим свойствам, материалы применяют в вагоно- и судостроении, строительстве и других областях промышленности.
Сварка низколегированной стали выполняется труднее низкоуглеродистой конструкционной. Она более чувствительна к тепловым воздействиям. Следует учитывать, что содержание в материале более 0.25% углерода может привести к формированию закалочных структур и трещин в шве, а выгорание углерода — к образованию пор.
При проведении газовой сварки хром и кремний частично выгорают, что приводит к формированию оксидов, шлаков и непроваров в соединении. Чтобы избежать окисления легирующих добавок, работа выполняется нормальным пламенем, мощность которого подбирается из соотношения 75-100 дм 3 /ч ацетилена на 1 мм толщины свариваемого материала. Марки присадочной проволоки:
- низкоуглеродистая Св-08 или Св-08А – для неответственных конструкций;
- легированная Св-19ХМА, Св-13ХМА, Св-10ХГС, Св-18ХГСА – для соединения ответственных объектов.
Рабочий процесс ведется в один слой без перерывов. Пламя горелки на одном месте не задерживается во избежание перегрева металла сварочной ванны. Чтобы свести к минимуму коробление, шов формируется от середины к краям и обратно. Во избежание трещин свариваемый элемент охлаждают медленно.
Ответственные детали закаляют при температуре 500-650°С, с выдержкой и последующим нагревом до 880°С. Охлаждают в масле. Затем отпускают с нагревом до 400-600° и охлаждением в горячей воде.
Сварка конструкционных низколегированных сталей
Механические свойства этих металлов выше, чем низкоуглеродистых. Содержание кремния в пределах 1-1.1% способствует улучшению прочности и упругости материала. При его повышении в сварном шве увеличивается количество неметаллических включений, что затрудняет сварочный процесс. Марганец от 1.6 до 1.8%, усиливает способность материала к закалке, но технологически усложняет процесс работы. Повышенное содержание молибдена, хрома, ванадия негативно влияет на свариваемость.
Стали, склонные к закалке, сваривают:
- на мягком режиме без термообработки (или в печи);
- на жестком режиме с термообработкой в точечной машине.
Сила тока при работе с низколегированными материалами рекомендуется на 10-15% ниже, чем при сварке малоуглеродистой стали. Давление на электроды – выше на 10-50%.
Сварка производится теми же методами, что и низкоуглеродистой стали – дуговым, газовым и контактным. Ручная сварка выполняется электродами типа Э-50А, которые обеспечат шов с механическими свойствами, аналогичными основному металлу.
Соединение сталей 09Г2С, 10Г2С1, 10Г2С1Д
Отличительным качеством марок низколегированных низкоуглеродистых сталей 09Г2С и 10Г2С1 является отсутствие склонности к перегреву и образованию закалочных структур. Работа проводится при любом тепловом режиме с соблюдением технологии процесса для низкоуглеродистых сталей. Обеспечение равнопрочности сварного шва достигается электродами Э50А, Э46А. Прочность и твердость околошовной зоны такая же, как у основного металла.
Марка 10Г2С1Д является низколегированной конструкционной сталью для сварных изделий. При сварке без ограничений процесс выполняется без подогрева и термообработки. Ограниченная свариваемость стали требует подогрева до 100-120° и термообработки. Трудносвариваемый материал требует дополнительных действий: подогрева при сварке до 200-300° и отжига после сварки.
Лучший способ сварки низколегированной стали
Наиболее приемлемым способом сварки низколегированной стали является ручная дуговая сварка. Методика процесса подобна сварке низкоуглеродистых сталей. Эти материалы содержат не более 0.25% углерода, обладают хорошей свариваемостью при любой толщине соединяемых деталей и температуре воздуха.
- универсальность;
- простота;
- возможность сварки в любом положении в пространстве и труднодоступном месте.

Схема ручной дуговой сварки покрытыми электродами
Типы электродов металлических покрытых для ручной дуговой сварки низколегированных сталей прописаны в ГОСТ 9467-75.
| Марки электродов | Дополнительные сведения о сталях |
| Э50, Э46, Э42, Э38 | Временное сопротивление разрыву – до 50 кгс/мм |
| Э50А, Э46А, Э42А | Повышенные требования по ударной вязкости и пластичности |
| Э60, Э55 | Временное сопротивление разрыву от 50-60 кгс/мм |
Требования к электродам:
- обеспечение их равнопрочности с основным материалом;
- отсутствие дефектов в сварных соединениях;
- обеспечение стойкости швов в разных условиях эксплуатации;
- получение требуемого химического состава металла шва.
Процесс сварки
- Зажигание сварочной дуги (создание короткого замыкания цепи способом прикосновения кончика электрода к изделию).
- Образование ванны расплавленного металла, смешивание присадочного и основного материалов до формирования однородного сплава.
- Поддержка нужной длины дуги.
- Заварка кратера.
- Формирование сварного шва с помощью угла наклона электрода и изделия.
Способы сварки стали 09Г2С
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%.
В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии.
Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
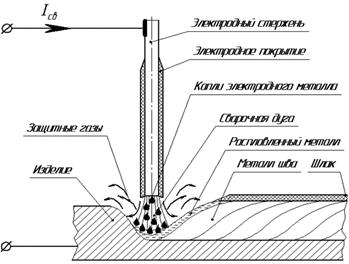
Рис.2. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов.
Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла.
Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием.
Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).

Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
- минимальные потери электродного металла (не более 2%);
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 4):
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20-30%) – такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Рис.5. Виды переноса электродного металла
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
- Сварка тонколистового металла и металла средних толщин (до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Это в основном полуавтоматическая сварка в углекислом газе. На практике применяют те же сварочные материалы, что и для сварки низкоуглеродистой стали. Так, стали 14ХГС, 10ХСНД, 09Г2С сваривают сварочной проволокой Св-08Г2С. При однослойной сварке и сварке не более чем в два-три слоя можно применять проволоку Св-12ГС.
Полуавтоматическую сварку в углекислом газе выполняют также порошковыми проволоками ПП-АН4 и ПП-АН8. Проволоку ПП-АН8 можно использовать и при автоматической сварке. Швы, сваренные проволокой ПП-АН8, например, на стали 09Г2, равнопрочные основному металлу и имеют повышенные пластические характеристики.
Для повышения коррозионной стойкости сварных соединений в морской воде применяют сварочную проволоку Св-08ХГ2С, обеспечивающую дополнительное легирование металла шва хромом.
4.4.Технология электрошлаковой сварки.
Наиболее применима электрошлаковая сварка при изготовлении крупногабаритных изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм. Сварку ведут с применением флюса АН-8 проволоками Св-08ГС, Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто отказаться от высокотемпературной термообработки (нормализации) сварных конструкций, выполненных электрошлаковой сваркой. Так, например, сталь 16ГС толщиной 50 мм сваривается при ускоренной подаче сварочной проволоки с увеличенной скоростью поперечных перемещений электрода и большим временем выдержки у ползунов. Примерный режим сварки следующий:
Сила постоянного тока, А . 900
Напряжение, В . 42
Число электродов . 1
Скорость подачи электродной проволоки, м/ч . 576
Скорость перемещения электрода, м/ч . 75
Продолжительность выдержки у ползунов, с . 6
Глубина шлаковой ванны, мм . 50
Сухой вылет электрода, мм . 70
Принятый режим перемещения электрода способствует выравниванию глубины сварочной ванны по толщине металла. В связи с этим скорость подачи сварочной проволоки может быть значительно повышена без опасности образования в швах кристаллизационных трещин. В свою очередь, увеличение подачи проволоки и, следовательно, скорости сварки уменьшает перегрев околошовной зоны. Свойства сварных соединений стали 16ГС, выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном режиме и после отпуска при температуре 650° С, практически такие же, как и при дуговой сварке металла равной толщины.
Высокопрочные стали и особенности их сварки
Стали с пределом прочности свыше 1500 МПа называются высокопрочными. Такой предел достигается подбором химического состава и наиболее подходящей термической обработкой. Данный уровень прочности может образовываться в среднеуглеродистых легированных сталях (40ХН2МА, 30ХГСН2А) путем использования закалки с низким отпуском (при 200…250оС). Легирование таких сталей W, Mo, V затрудняет разупрочняющие процессы, что снижает порог хладоломкости и повышает сопротивление хрупкому разрушению. Как варить металл, если перед вами высокопрочная сталь? Сварка высокопрочных сталей отличается использованием некоторых дополнительных технологических приемов (сварка каскадом, горкой, секциями, предварительный подогрев, применение мягкой прослойки и других).

Закаленные стали (структура)
Изотермическая закалка среднеуглеродистых легированных сталей придает им немного меньшую прочность, но большую вязкость и пластичность. Поэтому они более надежны в эксплуатации, чем низкоотпущенные и закаленные. Низкоотпущенные и закаленные среднеуглеродистые стали с высоким уровнем прочности обладают повышенной восприимчивостью к концентраторам напряжения, склонностью к хрупкому разрушению. Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением.
К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880оС, отпуск 380…550оС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка. Сварка рессорной стали выполняется с обязательной предварительной термообработкой, с подогревом в процессе сварочных работ и дальнейшей термической обработкой.
Мартенситно-стареющие стали (04Х11Н9М2Д2ТЮ, 03Н18К9М5Т) также относятся к высокопрочным сталям. Они превосходят среднеуглеродистые легированные стали по конструкционной прочности и технологичности. Для таких сталей характерны высокое сопротивление хрупкому разрушению, низкий порог хладоломкости и малая чувствительность к надрезам при прочности около 2000 МПа. Мартенситно-стареющие стали являются безуглеродистыми сплавами железа с никелем и дополнительно легированы молибденом, кобальтом, алюминием, хромом, титаном и другими элементами. Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500оС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Свариваемость высокопрочных сплавов
Для изготовления тяжело нагруженных машиностроительных изделий,сосудов высокого давления и других ответственных конструкций используют среднеуглеродистые высокопрочные стали, которые после соответствующей термообработки обладают прочностью 1000…2000 МПа при достаточно высоком уровне пластичности. Необходимый уровень прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых никель, хром, молибден и другие. Эти элементы упрочняют феррит и повышают прокаливаемость стали. Подогрев изделия при сварочных работах не снижает скорости охлаждения металла до значений, меньших критических, и способствует росту зерна, что приводит к возникновению холодных трещин и вызывает уменьшение деформационной способности.
Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивающие время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва.
Во избежание трещин при охлаждении сварного соединения, необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Когда производится сварка закаленной стали, то после прохождения сварочной дуги на зону сварного соединения рекомендуется подавать охладитель. Это делается для уменьшения степени разупрочнения околошовной зоны. В качестве охладителя может служить душевая вода, сжатый воздух или паровоздушная смесь — в зависимости от состава свариваемого материала. Такое охлаждение снижает время нахождения металла в зоне высоких температур.
Художественная ковка — это настоящее искусство. Более подробную информацию об этом занимательном занятии читайте в нашей статье.
Технология сварочных работ по соединению высокопрочных сталей
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно подбирать такие сварочные материалы, которые обеспечат получение швов с высокой деформационной способностью при минимальном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, которые не содержат в покрытии органические вещества и подвергнутых высокотемпературной прокалке (низководородистые электроды). При этом нужно исключить другие источники насыщения сварочной ванны водородом в ходе сварки (ржавчина, влага и другие). Высокая технологическая прочность получается при следующем содержании легирующих элементов в металле шва: С — не более 0,15%; Si — не более 0,5%; Ni — не более 2,5%; Mn — не более 1,5%; Cr — не более 1,5%; V — не более 0,5%; Mo — не более 1,0%.
Повышение свойств шва до нужного уровня возможно путем легирования металла шва за счет основного металла. Необходимые прочностные характеристики металла шва достигаются легированием его элементами, которые повышают прочность, но не снижают его ударную вязкость и деформационную способность. Для сварки среднеуглеродистых высокопрочных сталей нужно выбирать сварочные материалы, содержащие легирующих элементов меньше, чем основной металл.
Ручная дуговая сварка покрытыми электродами
Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и других по ГОСТ 10052-75 и ГОСТ 9467-75. Если сталь перед сваркой подвергалась термической обработке на высокую прочность (закалка с отпуском или нормализация), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения, то критерием определения температуры предварительного подогрева будет такая скорость охлаждения, при которой происходила бы частичная закалка околошовной зоны. При этом гарантируется отсутствие трещин в процессе сварки и до проведения дальнейшей термообработки.

Для улучшения свариваемости закаленных металлов необходимы специальные электроды
В том случае когда термообработка сварного изделия не может быть сделана, например, из-за крупных габаритов, на кромки детали, подлежащие сварке, наплавляют незакаливающийся слой металла аустенитными или низкоуглеродистыми электродами. Толщина этого слоя должна быть такой, чтобы температура стали под слоем в процессе сварки не превышала бы температуру отпуска при термообработке деталей с наплавленными кромками. Такие детали сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и дальнейшей термообработки. Режим сварки принимают согласно рекомендациям для аустенитных электродов.
Сварочные работы в защитных газах
Высокое качество сварных соединений из среднеуглеродистых высокопрочных сталей толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. Присадочный материал для дуговой сварки в защитных газах следует выбирать в зависимости от газа, в среде которого происходит сварка. Первый слой выполняют без присадки с полным проваром кромок стыка, второй — с поперечными низкочастотными колебаниями электрода и механической подачи присадочной проволоки. Возможно и выполнение третьего слоя с поперечными колебаниями электрода без присадочной проволоки на небольшом режиме для обеспечения постепенного перехода от шва к основному металлу.
Для повышения проплавляющей способности дуги при аргонодуговой сварке применяют активирующие флюсы, которые позволяют исключить разделку кромок при толщинах 8…10 мм. Также используется флюс, представляющий собой смесь компонентов (TiO2, SiO2, NaF, Cr2O3). Такой метод с активирующим флюсом эффективен при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при таком способе сварки выбирают из наиболее стойких в эксплуатации марок вольфрама.

Современная аргоновая горелка
При выполнении сварки среднелегированных высокопрочных сталей в защитных газах (в основном инертных или их смесях с активными) применяют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например, Св-08Х20Н9Г7ТТ, Св-03ХГН3МД, Св-10ХГСН2МТ, Св-10Х16Н25-АМ6, Св-08Х21Н10Г6. Однако равнопрочности металла шва и свариваемой стали получить не удается. В данном случае можно обеспечить равнопрочность за счет эффекта контактного упрочнения мягкого металла шва. Этот эффект может быть реализован при использовании так называемой щелевой разделки, которая представляет собой стыковые соединения с узким зазором.
Сварка под флюсом
Конструктивные элементы подготовки кромок для автоматической и полуавтоматической сварки под флюсом выполняют в соответствии с ГОСТ 8713-79. Однако в диапазоне толщин, для которого возможна сварка без разделки и со скосом кромок, последней следует отдать предпочтение. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве была бы минимальной. Но такая методика повышает вероятность образования в сварочных швах горячих трещин.
Выбор флюса осуществляется в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки сварку выполняют под кислыми высоко- и среднемарганцовистыми флюсами. При использовании низколегированных проволок лучшие результаты обеспечивает применение низкокремнистых и низкомарганцовистых флюсов. Сварку среднелегированных высокопрочных сталей аустенитной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т производят только под безокислительными или слабо окислительными основными флюсами.
Электрошлаковая сварка

Схема процесса сварочных работ
Данный вид сварочных работ рационально применять для соединения толстолистовых конструкций из среднелегированных высокопрочных сталей. Основные типы и конструктивные элементы сварных соединений и швов при этом должны соответствовать требованиям ГОСТ 15164-78. Электродные проволоки при сварке плавящимся мундштуком и проволочными электродами выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246-70. Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до 150…200оС.
Низкая скорость охлаждения околошовной зоны при электрошлаковой сварке приводит к длительному пребыванию ее в зоне высоких температур, вызывающих рост зерна и охрупчивание металла. В связи с этим после электрошлаковой сварки среднелегированных высокопрочных сталей необходимо выполнить высокотемпературную термообработку сварных изделий для восстановления механических свойств до нужного уровня. Время с момента окончания сварки до проведения термообработки должно регламентироваться.
Читайте также: