Технология сварки среднеуглеродистых сталей
Самый потребляемый в мире металл – сталь, фактически сталь – это не металл, а сплав железа с углеродом. На данный момент общее количество производимой стали в мире превышает полтора миллиарда тонн в год. Стали подразделяются на углеродистые и легированные, легированные отличаются тем, что в процессе производства в сталь добавляют различные элементы (например никель, для увеличения сопротивления коррозии, марганец для увеличения прочностных характеристик и так далее), придающие ей особые свойства. Углеродистые стали используются чаще всего для сваривания, существуют низкоуглеродистые стали, содержащие менее 0,3 % углерода, они хорошо поддаются любой сварке, среднеуглеродистые с содержанием от 0,3 до 0,6 % поддаются сварочному процессу хуже, зато прочнее, но менее пластичнее, высокоуглеродистые стали самые прочные, но имеют небольшое относительное удлинение, поддаются сварочному процессу хуже всех. Отличаются они по содержанию углерода, а, следовательно, по химическим и физическим свойствам.

Малоуглеродистая сталь и ее свойства
Низкоуглеродистая сталь относится к большой группе конструкционных. Содержание углерода в ней не больше 0,3 %, из-за такого невысокого процентного содержания она имеет следующие свойства:
- Высокая пластичность и упругость;
- Хорошо поддается сварочному процессу;
- Высокая ударная вязкость.
Данная марка нашла широкое применение в строительстве благодаря тому, что она очень легко сваривается, так как в ее структуре очень мало углерода, который плохо влияет на сварочный процесс, так как в металлическом шве могут образовываться хрупкие структуры и пористости, которые затем приводят к поломке. Также из-за высокой мягкости из нее изготавливаются детали методом холодной штамповки.
Сварка углеродистых сталей
Сваривать возможно абсолютно все марки стали. Однако для сварки каждого вида металла существует своя технология. Технология сварки углеродистых сталей должна соответствовать требованиям, которые включают в себя:
- Равномерное распределение прочности шва по всей длине;
- Отсутствие сварных дефектов, швы не должны иметь различных трещин, пор, нарезов и так далее;
- Размеры и геометрическая форма шва должны быть выполнены в соответствие с нормами, прописанными в соответствующем ГОСТе 5264-80;
- Вибрационная устойчивость свариваемой конструкции;
- Использование электродов с пониженным содержанием водорода и углерода, которые могут оказать негативное влияние на качество шва;
- Конструкция должна быть прочной и жесткой.
Таким образом, технология должна быть максимально эффективной, то есть давать наивысшую производительность процесса при обеспечении высокой прочности и надежности.
Механические свойства металла шва и сварного соединения полностью зависят от микроструктуры, которая представляет собой химический состав, а также определяется режимом сварки и термообработкой, которая осуществляется как до, так и после сваривания.
Низкоуглеродсиая сталь: технология сварки
Как уже было сказано выше, низкоуглеродистые стали поддаются сварочному процессу лучше всего. Они могут свариваться с помощью газовой сварки в ацетиленкислородном пламени без дополнительных флюсов. В качестве присадки используются металлические проволоки. Негативно повлиять на сварочный процесс может водород, который способен образовывать поры. Для предотвращения данной проблему рекомендуют проводить сварочный процесс с присадочным металлом, содержащим небольшое количество углерода.
После осуществления процесса сваривания конструкцию необходимо термически обработать, чтобы улучшить механические свойства – пластичность и прочность будут одинаковы. Термическую обработку сварных конструкций проводят операцией нормализации, которая заключается в нагреве изделия до определенной температуры, примерно 400 градусов, выдержке и дальнейшему охлаждению на воздухе. В результате структура уравнивается, углерод в виде цементита в металле диффундирует внутрь зерен, благодаря чему структура становится равномерной.
Газовую сварку проводят в присутствии аргона, который создает нейтральную среду. Конструкции, которые выполняются сваркой в среде аргона имеют более ответственное назначение.
Сварка низкоуглеродистых сталей может проводиться вручную, дуговая сварка такого материала требует правильного выбора электрода. При выборе электрода необходимо учитывать следующие факторы, благодаря которым обеспечиться равномерная структура шва без дефектов. Перед тем как осуществлять процесс сварки необходимо прокалить электроды, чтобы подготовить их к дальнейшей работе, убрать водород. Сварка низкоуглеродистых железных сплавов должна быть точной т быстрой, перед началом процесса нужно подготовить металлические детали.
Сварка среднеуглеродистых
Процедура сварки стальных деталей со средним содержанием углерода, от 0,3 % до 0,55 % сложнее по сравнению с низкоуглеродистым, так как большее количество углерода может негативно повлиять на сварочный шов. Углерод уменьшает предел хладноломкости – то есть разрушении при низких температурах, увеличивает прочность и твердость, однако снижает пластичность шва.
Для сварки применяются электроды с пониженным содержанием углерода, которые обеспечивают прочное соединение.
Сварка высокоуглеродистых сталей
Стали, имеющие высокий процент содержания углерода, от 0,6 % до 0,85 %, очень плохо поддаются сварочному процессу. Газовая сварка применяться в данном случае не может, так как в процессе углерод выгорает в больших количествах и образуются закалочные структуры, которые ухудшают качество шва. Лучше всего в данном случае применять дуговую сварку.
Требования
Во время сварки углеродистых сталей для достижения максимальных параметров необходимо соблюдение следующих требований:
- Сварные электроды и проволока должны иметь низкий процент углерода, чтобы избежать появление ненужных дефектов;
- Необходимо следить, чтобы углерод из металла под действием высокой температуры не переходил в сварной шов, для этого применяется проволока для сварки сталей со средним содержанием углерода и выше, например Forte E71T-1, Барс-71. Данные типы отлично подойдут для сварки сталей с содержанием углерода выше 0,3 %;
- При проведении сварочного процесса следует добавлять флюсы, которые способствуют образованию тугоплавких образований;
- Снижать химическую неоднородность шва путем последующей термической обработки;
- Снижать содержание водорода путем прокалки электродов, использованием электродов с низким содержанием водорода и прочее.
Особенности
Также следует отметить следующие особенности проведения сварки углеродистых сталей:
- Перед проведением данной операции нужно тщательно очищать свариваемый материал от ржавчины, механических неровностей, грязи, окалины. Эти загрязнения способствуют образованию трещин в сварочном шве;
- Охлаждать сварочные конструкции из углеродистых сталей нужно медленно, на воздухе, чтобы структура нормализовалась;
- При проведении сварного процесса для ответственных деталей нужен предварительный подогрев, примерно до 400 градусов, с помощью подогрева обеспечится требуемая прочность шва, также в данном случае сварку можно осуществлять в несколько подходов.
Таким образом, процесс сваривания углеродистых сталей зависит, главным образом, от содержания в них углерода. Поэтому необходимо учитывать, какое содержание и выбирать правильную технологическую схему, чтобы получить высококачественное прочное изделие, которое сможет прослужить долгий срок.
Технические и технологические особенности сварки углеродистых сталей: основные способы сварки и оборудование для каждого способа
Сталью называют сплав железа с углеродом, когда концентрация последнего составляет от 0,02% до 2,14%.
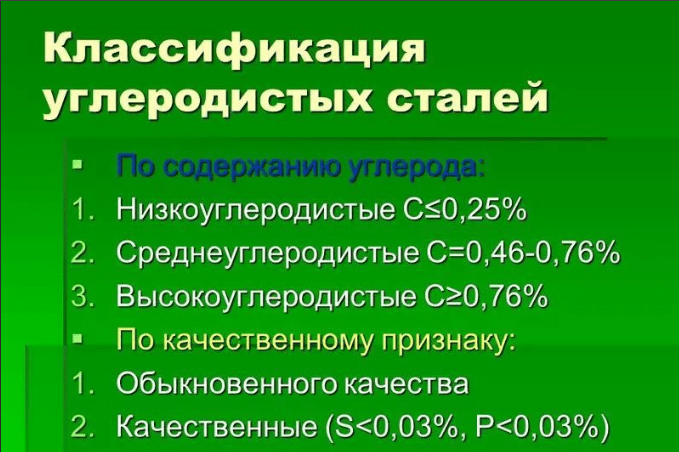
С повышением содержания углерода растут показатели прочности и твердости материала, однако, снижаются его пластичность и вязкость. Поэтому процентное соотношение C к Fe является основным критерием классификации стали, разделившим ее на три группы:
- Низкоуглеродистая (0,02-0,3%) – мягкие, ковкие сплавы общего применения, которые часто используются в быту (например, в виде прокатного профиля), а также в ненагруженных узлах строительных конструкций, промышленных деталей и механизмов.
- Среднеуглеродистые (0,3-0,6%) – сбалансированные сплавы, зачастую обладающие хорошими показателями упругости, стойкости к деформациям и усталостным нагрузкам. Применяются в машиностроении и электротехнике, в том числе для изготовления пружин, рессор, контактных пластин. Ограниченно применяются для изготовления приборов и инструментов.
- Высокоуглеродистые (0,6-2,14%) – прочные, но относительно хрупкие сплавы, применяющиеся для изготовления ответственных изделий, в том числе инструментов и их режущих кромок, подшипников, дроби для абразивной обработки, стальных канатов и тросов, измерительных приборов.
Кроме того, в углеродистых сталях содержатся примеси других элементов в количестве, недостаточном для того, чтобы материал считался легированным. Допустимо наличие в структуре сплава:
- кремния – не более 1%;
- марганца – не более 1%;
- фосфора – не более 0,06%
- серы – не более 0,05%;
- азота, водорода и кислорода в незначительных количествах.
Фосфор, сера и газы являются нежелательными примесями, долю которых в углеродистой стали стараются свести к минимуму. В качестве микролегирования могут использоваться такие присадки, как титан, цирконий, бор, лантаноиды и некоторые другие элементы.
Значительное влияние на качество стали и ее эксплуатационные характеристики оказывает технология производства, режимы последующей термообработки и другие металлургические параметры. В общем виде классификацию сталей по методу их изготовления, назначению, содержанию тех или иных веществ можно представить в виде таблицы.
| Углеродистая сталь | ||||||
| Конструкционная | Инструментальная | |||||
| Обычного качества | Качественная | Качественная | ||||
В качестве вида стали может указываться способ ее производства. Углеродистые стали могут изготавливаться как в мартеновских и кислородно-конвертерных печах, так и электросталеплавильным методом. Последний обеспечивает большую стабильность свойств и характеристик готового продукта.
Выбор оборудования
Тип и эксплуатационные особенности сварочного оборудования для работы с углеродистыми сталями варьируются в достаточно широких пределах и зависят от таких факторов, как:
- выбранный метод сварки;
- характеристики заготовок;
- требуемое качество шва;
- расчетный режим сварки;
- особенности внешней среды;
- требуемая производительность;
- финансово-экономические критерии.
Чаще всего углеродистые стали соединяют одним из методов электродуговой сварки. Если предполагается ручная сварка и объем работ относительно мал, можно воспользоваться обычным сварочным инвертором, главные достоинства которого – компактность и дешевизна. Хорошим выбором станут модели Fubag IR 200, Wester MMA-VRD 200, Elitech АИС 200, Ресанта САИ-220 и другие.

Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
В противном случае, лучше отдать предпочтение промышленным трансформаторам с большей производительностью, например, Кавик ТДМ-252У2 (250 А, 12 кВт) или Brima ТДМ1-315-1 (315 А, 24 кВт). В зонах, где подключение к электрической сети невозможно или затруднено, используются сварочные генераторы, оснащенные двигателями внутреннего сгорания.
Для полуавтоматической сварки в среде защитных газов или под слоем флюса применяются специализированные сварочные аппараты комбинированной конструкции, которые обеспечивают генерирование сварочного тока, а также подачу в зону сварки защитного газа и плавящегося электрода (кроме того, может подаваться присадочная проволока). В нише бюджетных моделей лидирует Aurora Overman 180, в топовом сегменте – Blueweld Starmig 210 Dual Synergic.

Примерная стоимость аппаратов Aurora overman на Яндекс.маркет
Для газовой сварки потребуется наличие кислородного и ацетиленового баллонов с манометрами, гибких шлангов и горелки, позволяющей регулировать пропорциональное соотношение газов. Оборудование альтернативных видов сварки специфично, оно относится к промышленным аппаратам и крайне редко используется в быту.
Способы сварки низкоуглеродистых сталей
Низкоуглеродистые стали относятся к хорошо свариваемым материалам и практически не требуют предварительной подготовки заготовок. Если их толщина не превышает 4 мм, кромкование не проводится, а все предварительные операции ограничиваются очисткой и обезжириванием стыка. В ряде случаев, например, при сварке крупногабаритных изделий, проводится предварительный прогрев в печи до 150-200℃. Другие особенности диктуются конкретным видом сварки.
Ручная дуговая сварка
Ручная дуговая сварка проводится покрытым плавящимся электродом с углом наклона в 40-50° в направлении движения инструмента.
Для предотвращения образования закалочных структур рекомендуется выполнять швы каскадом или горкой, что способствует равномерному теплообмену с окружающим металлом и медленному остыванию стыка. Если заготовки уже подвергались закалке, шов наносят послойно, после каждого подхода ожидая полного его остывания.
Особые рекомендации даются в случае устранения трещин, сколов и других дефектов в деталях из низкоуглеродистой стали. В таком случае выбранный тип шва должен обеспечить достаточное заглубление сварочной ванны, что достигается повышением тока или сокращением длины дуги до 1-1,5 мм. Вне зависимости от размера дефекта, длина шва не должна быть меньше 100 мм. При работе с ответственными деталями зону стыка обрабатывают растворами, предотвращающими коррозию.
Дуговая сварка в защитных газах
Роль защитной среды при электродуговой сварке чаще всего играет углекислый газ (MAG-технология). Более эффективную защиту обеспечивает смесь активных газов (не более 30% кислорода) или сочетание углекислого газа с аргоном. Для ответственных соединений зачастую выбирается MIG-сварка, которая предполагает подачу к стыку аргона или гелия.
Самым распространенным присадочным материалом при дуговой сварке низкоуглеродистой стали в защитной среде является проволока Св-08Г2С. Ее подают одновременно с началом сварки, то есть через 5-15 секунд после поступления газа к стыку. Для верхнего положения используется проволока диаметром до 1,2 мм, для нижнего – до 3 мм. Угол ведения материала составляет 30-40°, электрод ведется строго перпендикулярно поверхности.
Сварка под флюсом
Обратите внимание, что при сварке без разделывания кромок в зоне шва может повыситься содержание углерода, что повысит прочность соединения, но снизит его пластичные свойства.
Полуавтоматическая сварка малопригодна для создания угловых и сложносоставных соединений низкоуглеродистой стали, так как способствует образованию закалочных структур в околошовной зоне. Частично решить эту проблему позволяет предварительный прогрев заготовок.
Способы сварки среднеуглеродистых сталей
При сварке среднеуглеродистых сталей велик риск образования кристаллизационных трещин и закалочных структур в околошовной зоне, что, в свою очередь, снижает долговечность соединения и негативно влияет на его показатели упругости. Поэтому главными требованиями к сварке такого материала становятся особые щадящие режимы проведения работ, защита шва от образования пор и пузырьков воздуха, снижение содержания углерода в зоне стыка.
Сварка в защитной среде
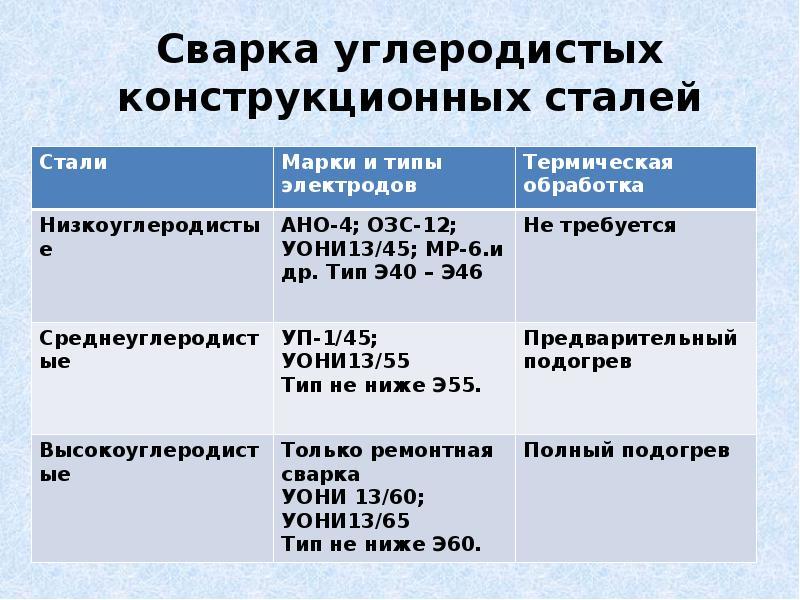
При соединении заготовок из среднеуглеродистых сталей используется MIG-технология, схожая с технологией сварки низкоуглеродистых сталей. Обязательным условием является предварительный прогрев заготовок до температуры около 200℃. Применяются электроды с низким содержанием карбона и наличием дополнительных микролегирующих элементов: фтора, кальция, марганца и кремния. К ним относятся изделия марок УОНИ-13/45 (-55, -65), УП-1/45, УП-2/45, ОЗС-2, К-5А и другие.

Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Диаметр электрода обычно лежит в пределах 2-6 мм и определяется толщиной свариваемых заготовок. От него, в свою очередь, зависит режим сварки. Так, сила тока при сварке 3-миллиметровыми электродами в нижнем положении составляет 80-100 А, диаметру в 4 мм соответствуют значения 130-200 А, 5-миллиметровыми изделиями работают при токе 170-280 А, а 6-миллиметровыми – 210-380 А. Температура прокаливания электродов варьируется в пределах 250-400℃.
Сварка полуавтоматом
Полуавтоматическая сварка среднеуглеродистых сталей требует раздельной структуры шва, то есть его наложения в несколько ванн. При этом рекомендуется работать короткой дугой и полностью исключить любые движения электродом, кроме продольных. Как и в случае с MIG-сваркой, заготовки прогревают до температуры не более 200℃.
Особое внимание уделяется разделыванию кромок на толстых заготовках. Скосы выполняют под углом 35-45°, тщательно зачищают и обезжиривают. Важно обеспечить высокие показатели коррозионной стойкости шва. Для сохранения его упругости принимают меры для медленного и равномерного остывания стыка.
Газовая сварка
Надежным способом соединения среднеуглеродистых сталей является газовая сварка, которая может проводиться даже при низких температурах. Используется «левая» технология со стандартным или слабо науглероживающим пламенем интенсивностью 75-100 куб. м в час. При чрезмерной мощности сваривания велик риск прожогов или нежелательной закалки стыка.
После выполнения газовой сварки заготовок из среднеуглеродистой стали рекомендуется выполнить их отпуск или отжиг. При этом локальный нагрев шва не должен превышать 650℃, а общий нагрев заготовок – 350℃. Альтернативным способом является проковка стыка.
Высокоуглеродистые стали относятся к сложно свариваемым и ограниченно свариваемым материалам ввиду их особой склонности к закалке, образованию трещин и других термических дефектов. Ввиду высокой сложности выполнения работ ручные методы электродуговой сварки практически не используются.
Основным методом соединения заготовок из высокоуглеродистой стали является газовая сварка с предварительным прогревом до 200-300℃. В ряде случаев используется и сопутствующий подогрев. Работы проводятся восстановительным пламенем или пламенем с небольшим избытком ацетилена, интенсивность – не более 90 куб. дм в час. Используется «левый» способ, позволяющий снизить время термического воздействия на металл.
В качестве присадки используется проволока Св-15 или Св-15Г, иногда – проволоки, легированные хромом, никелем, марганцем. В отличие от среднеуглеродистых сталей высокоуглеродистые не рекомендуется обрабатывать ковкой. В случае необходимости выполняется их отпуск или отжиг с полным прогревом заготовок до 350-400℃.
Другие способы сварки
Альтернативным способом соединения высокоуглеродистых сталей является лучевая сварка, которая подразделяется на электролучевую (направленный поток заряженных частиц) и лазерную (направленный поток фотонов). К недостаткам этих технологий можно отнести высокую сложность и дороговизну оборудования, к преимуществам – высокую скорость и точность проведения работ, короткое время и малую площадь температурного воздействия на стык.
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
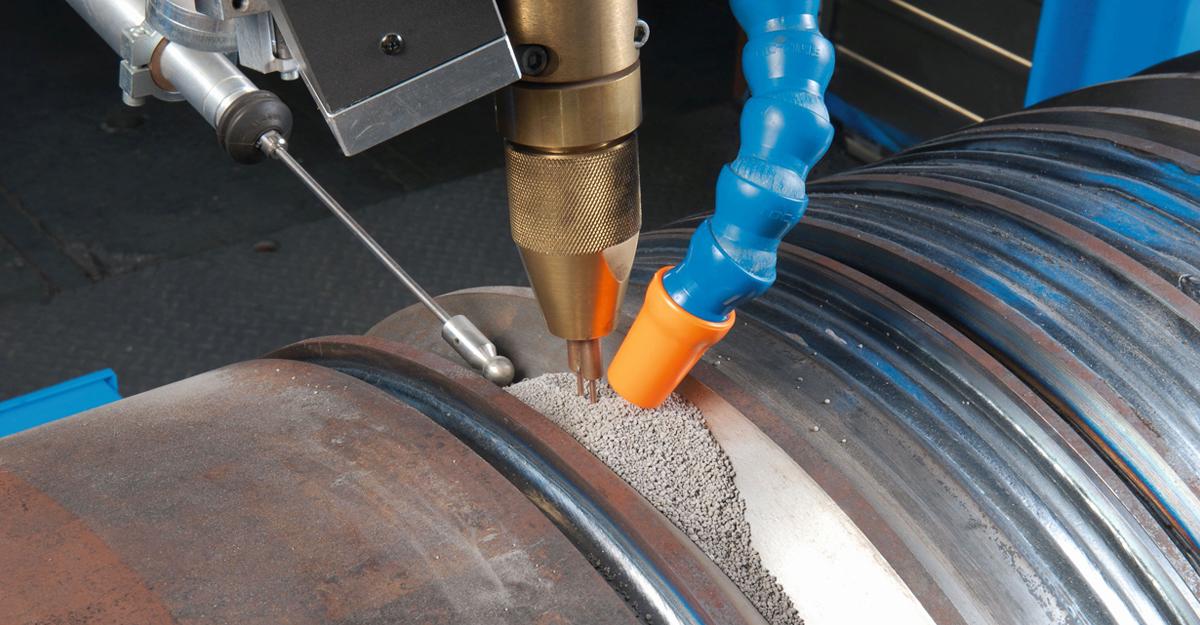
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Легированные стали и особенности их сварки
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Основные легирующие элементы — это хром, марганец, никель, кремний, молибден, вольфрам и другие. Легирование делается с целью изменения строения металла и придания ему определенных физико-механических свойств. Легированием можно повысить коррозионностойкость материала, его твердость, износостойкость и так далее. Ниже будут рассмотрены особенности сварки легированных сталей.
Легированные стали бывают трех видов. Это низколегированные, в которых содержание легирующих элементов не более 2,5% , среднелегированные — с содержанием 2,5% — 10% и высоколегированные — более 10%. В зависимости от присутствующих в составе материала легирующих элементов они называются хромистыми, ванадиевыми, хромоникелевыми и так далее. Каждый такой элемент в маркировке стали обозначается специальными буквами: Х — хром, М -молибден, В — вольфрам, Г — марганец, К — кобальт, Ю — алюминий, С — кремний, Н — никель, Т — титан, Ф — ванадий, Б — ниобий, А — азот, Р — бор. Легированные стали подразделяются на следующие типы: нержавеющие, жаростойкие, кислотостойкие и окалиностойкие, которые и определяют сферу применения каждой конкретной стали.
Низколегированные стали
Низколегированные стали должны обладать хорошей пластичностью, удовлетворительной свариваемостью и высокой сопротивляемостью хрупкому разрушению. Оптимальные механические свойства они приобретают после закалки или нормализации и последующего высокого отпуска. Примеры низколегированных сталей — 14Г2, 14ХГС, 15ГС и другие. Они характеризуются малым содержанием углерода (<0,18%). Высокие механические свойства низколегированных и малоуглеродистых сталей достигаются применением других присадок (марганца, хрома, никеля, кремния и других).
Данные виды металла отличаются хорошей свариваемостью и хорошей ударной вязкостью с низким пределом хладноломкости (- 40С° — — 60С°). Они имеют мелкозернистую структуру, так как изготовляются спокойными. Наличие никели, хрома, меди увеличивает коррозионностойкость многих марок сталей. Однако низколегированные имеют повышенную чувствительность к концентрации напряжений и поэтому у них более низкая вибрационная прочность.
Технология сварки низколегированных металлов
Основными показателями свариваемости низколегированных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению. Такие металлы обычно имеют ограниченное содержание C, Ni, Si, S и P, поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют. Критериями при определении диапазона режимов выполнения сварочных работ и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны.

Химический состав сплавов
Электроды для сварки низколегированных сталей ручной дуговой сваркой имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10 ; Mn 0.8…1,2 ; Si 0,2…0.4 ; Cr 0,6…1,0 ; Mo 0,2…0.4 ; Ni 1,3…1,8 ; S до 0,03 ; Р до 0,03. Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. Сварку технологических участков нужно производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200С°.
Особенности сварки низколегированных сталей под флюсом заключаются в её проведении на постоянном токе обратной полярности. Сила тока при этом не должна превышать 800 А, напряжение дуги — не более 40 В, скорость сварки изменяют в пределах 13…30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке. Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних или двусторонних) используют проволоку марки Св-08ХН2М, так как швы в этом случае имеют излишне высокую прочность и применение более легированной проволоки для таких соединений нецелесообразно.

Влияние легирующих элементов на структуру и свойства металлов
Если сварка низкоуглеродистых и низколегированных сталей осуществляется в углекислом газе, то в качестве электрода применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку. При сварочных работах в смесях на основе аргона используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металлических швов при сварке сталей с прочностью до 700 МПа. Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку также применяют при сварке низкоуглеродистых и низколегированных сталей повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Газовая сварка низколегированных сталей характеризуется повышенным разогревом свариваемых кромок, пониженной коррозионностойкостью и усиленным выгоранием легирующих примесей. Это приводит к ухудшению качества сварных соединений по сравнению с другими способами сварки. При газовой сварке в качестве присадочного материала используют проволоку марок СВ-10Г2, Св-08, Св-08А, а для ответственных швов — Св-18ХГС и Св-18ХМА. Механические свойства шва можно повысить проковкой при температуре 800 °С — 850°С с последующей нормализацией.
Среднелегированные стали
Среднелегированные стали содержат углерод в количестве от 0,4% и более. Они легированы в основном Ni, Mo, Cr, V, W. Оптимальное сочетание прочности, вязкости и пластичности достигается после закалки и низкого отпуска. Такие среднелегированные стали, как ХВГ, ХВСГ, 9ХС, пользуются большим спросом за счет своих легирующих добавок при изготовлении сверл, разверток и протяжек.
Эти стали выплавляют из чистых шихтовых материалов для повышения пластичности и вязкости. Также их тщательным образом очищают от фосфора, серы, газов и различных неметаллических включений. В этом случае стали могут подвергаться электрошлаковому или вакуумно-дуговому переплаву, рафинированию в ковше жидкими синтетическими шлаками. Хорошее сочетание прочности, вязкости и пластичности среднелегированных сталей достигается термомеханической обработкой.
Технология сварки среднелегированных металлов
Чтобы обеспечить эксплуатационную надежность сварных соединений, нужно при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Степень изменения этих свойств зависит от доли участия основного металла в формировании шва. Поэтому следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл. Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня.
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке. Одновременно при выполнении сварочных работ следует исключить другие источники насыщения сварочной ванны водородом (влага, ржавчина и другие).
Для сварки среднелегированных сталей широко применяются аустенитные сварочные материалы. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246-70 предусмотрены проволоки марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 — электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки — основные флюсы. Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и другие по ГОСТ 10052-75 и ГОСТ 9467-75.
Высокое качество сварных соединений толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. При этом для увеличения проплавляющей способности дуги применяют активирующие флюсы (АФ). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама.
Газовая сварка легированных сталей осуществляется ацетиленокислородом, который обеспечивает качественный сварной шов. Газы-заменители в данном случае применять не рекомендуется. Но даже ацетиленокислород не может стопроцентно гарантировать получение качественного шва. Этого можно достичь только путем применения дуговой сварки.
Закалка стали — обязательный этап в машиностроении, так как от правильности его выполнения зависит качество продукции. Подробнее читайте в этой статье.
Высоколегированные стали
Высоколегированные стали имеют повышенно содержание легирующих элементов — Cr и Ni (обычно не ниже 16% и 7% соответственно). Они придают таким металлам соответствующую структуру и необходимые свойства. Высоколегированные стали по сравнению с менее легированными обладают высокой хладостойкостью, коррозионностойкостью, жаропрочностью и жаростойкостью. Несмотря на высокие свойства этих сталей, их основное служебное назначение определяет соответствующий подбор состава легирования. В соответствии с этим их можно разделить на три группы: жаростойкие, жаропрочные и коррозионностойкие.
После соответствующей термообработки высоколегированные стали обладают высокими прочностными и пластическими свойствами. В отличие от углеродистых при закалке эти материалы приобретают повышенные пластические свойства.
Структуры высоколегированных сталей очень разнообразны и зависят в основном от их химического состава, то есть от содержания основных элементов: хрома (ферритизатора) и никеля (аустенитизатора). Также на структуру влияет содержание других легирующих элементов-ферритизаторов (Mo, Ti, Si, Al, W, V) и аустенизаторов (Co, Cu, C, B).
Технология сварки высоколегированных металлов
Высоколегированные стали обладают комплексом положительных свойств. Поэтому одну и ту же марку иногда можно использовать для изготовления изделий различного назначения. В связи с этим и требования к свойствам сварных соединений будут индивидуальными. Это определит и различную технологию выполнения сварочных работ, направленную на получение сварного соединения с необходимыми свойствами, определяемыми составом металла шва и его структурой.

Легирующие элементы – обозначение
Особенности сварки высоколегированных сталей определяются наличием у них характерных теплофизических свойств. Пониженный коэффициент теплопроводности сильно изменяет распределение температур в шве и околошовной зоне. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий. Поэтому для уменьшения коробления нужно применять способы и режимы, отличающиеся максимальной концентрацией тепловой энергии.
При ручной дуговой сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют широкий допуск по химическому составу. Применением электродов с фтористокальциевым покрытием достигается получение металла шва с нужным химическим составом. Тип покрытия электродов для данной сварки диктует необходимость применения тока обратной полярности. Тщательная прокалка электродов способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин.
Газовая сварка высоколегированных сталей наименее благоприятна, для соединения этих кислотостойких сталей, которые подвержены значительной межкристаллитной коррозии. Такая сварка может использоваться для сваривания жаропрочных и жаростойких сталей толщиной 1…2 мм. Сварка ведется нормальным пламенем мощностью 70…75 л/ч на 1 мм толщины. В сварных соединениях могут образовываться большие коробления.
Сварка под флюсом высоколегированных сталей толщиной 3…50 мм имеет большое преимущество перед ручной дуговой сваркой ввиду стабильности состава и свойств металла по всей длине шва. Это достигается отсутствием частых кратеров, образующихся при смене электродов, равномерностью плавления электродной проволоки и основного металла по длине шва, а также более надежной защитой зоны сварки от окисления легирующих компонентов кислородом воздуха.
При сварке под флюсом уменьшается трудоемкость подготовительных работ, так как разделку кромок выполняют на металле толщиной свыше 12 мм (при ручной сварке — свыше 3…5 мм). Типы флюсов предопределяют их использование для сварки постоянным током обратной полярности.
Высокопрочные стали и особенности их сварки
Стали с пределом прочности свыше 1500 МПа называются высокопрочными. Такой предел достигается подбором химического состава и наиболее подходящей термической обработкой. Данный уровень прочности может образовываться в среднеуглеродистых легированных сталях (40ХН2МА, 30ХГСН2А) путем использования закалки с низким отпуском (при 200…250оС). Легирование таких сталей W, Mo, V затрудняет разупрочняющие процессы, что снижает порог хладоломкости и повышает сопротивление хрупкому разрушению. Как варить металл, если перед вами высокопрочная сталь? Сварка высокопрочных сталей отличается использованием некоторых дополнительных технологических приемов (сварка каскадом, горкой, секциями, предварительный подогрев, применение мягкой прослойки и других).

Закаленные стали (структура)
Изотермическая закалка среднеуглеродистых легированных сталей придает им немного меньшую прочность, но большую вязкость и пластичность. Поэтому они более надежны в эксплуатации, чем низкоотпущенные и закаленные. Низкоотпущенные и закаленные среднеуглеродистые стали с высоким уровнем прочности обладают повышенной восприимчивостью к концентраторам напряжения, склонностью к хрупкому разрушению. Из-за этого их рекомендуют использовать для работы, связанной с плавным нагружением.
К высокопрочным сталям можно отнести так называемые рессорные (пружинные) стали. Они содержат 0,5…0,75% С и дополнительно легируются другими элементами. Термообработка легированных рессорных сталей (закалка 850…880оС, отпуск 380…550оС) обеспечивает получение высокой прочности и текучести. Может применяться изотермическая закалка. Сварка рессорной стали выполняется с обязательной предварительной термообработкой, с подогревом в процессе сварочных работ и дальнейшей термической обработкой.
Мартенситно-стареющие стали (04Х11Н9М2Д2ТЮ, 03Н18К9М5Т) также относятся к высокопрочным сталям. Они превосходят среднеуглеродистые легированные стали по конструкционной прочности и технологичности. Для таких сталей характерны высокое сопротивление хрупкому разрушению, низкий порог хладоломкости и малая чувствительность к надрезам при прочности около 2000 МПа. Мартенситно-стареющие стали являются безуглеродистыми сплавами железа с никелем и дополнительно легированы молибденом, кобальтом, алюминием, хромом, титаном и другими элементами. Эти стали имеют высокую конструкционную прочность в диапазоне температур от криогенных до 500оС и применяются в изготовлении стволов артиллерийского и стрелкового оружия, корпусов ракетных двигателей, зубчатых колес, шпинделей и так далее.
Свариваемость высокопрочных сплавов
Для изготовления тяжело нагруженных машиностроительных изделий,сосудов высокого давления и других ответственных конструкций используют среднеуглеродистые высокопрочные стали, которые после соответствующей термообработки обладают прочностью 1000…2000 МПа при достаточно высоком уровне пластичности. Необходимый уровень прочности при сохранении высокой пластичности достигается комплексным легированием стали различными элементами, главные из которых никель, хром, молибден и другие. Эти элементы упрочняют феррит и повышают прокаливаемость стали. Подогрев изделия при сварочных работах не снижает скорости охлаждения металла до значений, меньших критических, и способствует росту зерна, что приводит к возникновению холодных трещин и вызывает уменьшение деформационной способности.
Поэтому такие металлы сваривают без предварительного подогрева, но с применением специальных приемов сварочных работ (блоками, каскадом, короткими или средней длины участками). Также применяют специальные устройства, которые подогревают выполненный шов и тем самым увеличивающие время пребывания его в определенном температурном интервале. Для увеличения времени нахождения металла околошовной зоны при температуре выше точки образования мартенситной структуры накладывают так называемый отжигающий валик, границы которого находятся в пределах металла шва.
Во избежание трещин при охлаждении сварного соединения, необходимо использовать такие сварочные материалы, которые обеспечили бы получение металла шва, обладающего большой деформационной способностью. Это достигается, когда наплавленный металл и металл шва будут менее легированы, чем свариваемая сталь. При этом шов будет представлять как бы мягкую прослойку с временным сопротивлением, но с повышенной деформационной способностью. Чтобы обеспечивалась технологическая прочность сварных швов, выполненных низколегированными сварочными материалами, углерод в шве должен содержаться в количестве не более 0,15%.
Когда производится сварка закаленной стали, то после прохождения сварочной дуги на зону сварного соединения рекомендуется подавать охладитель. Это делается для уменьшения степени разупрочнения околошовной зоны. В качестве охладителя может служить душевая вода, сжатый воздух или паровоздушная смесь — в зависимости от состава свариваемого материала. Такое охлаждение снижает время нахождения металла в зоне высоких температур.
Художественная ковка — это настоящее искусство. Более подробную информацию об этом занимательном занятии читайте в нашей статье.
Технология сварочных работ по соединению высокопрочных сталей
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно подбирать такие сварочные материалы, которые обеспечат получение швов с высокой деформационной способностью при минимальном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, которые не содержат в покрытии органические вещества и подвергнутых высокотемпературной прокалке (низководородистые электроды). При этом нужно исключить другие источники насыщения сварочной ванны водородом в ходе сварки (ржавчина, влага и другие). Высокая технологическая прочность получается при следующем содержании легирующих элементов в металле шва: С — не более 0,15%; Si — не более 0,5%; Ni — не более 2,5%; Mn — не более 1,5%; Cr — не более 1,5%; V — не более 0,5%; Mo — не более 1,0%.
Повышение свойств шва до нужного уровня возможно путем легирования металла шва за счет основного металла. Необходимые прочностные характеристики металла шва достигаются легированием его элементами, которые повышают прочность, но не снижают его ударную вязкость и деформационную способность. Для сварки среднеуглеродистых высокопрочных сталей нужно выбирать сварочные материалы, содержащие легирующих элементов меньше, чем основной металл.
Ручная дуговая сварка покрытыми электродами
Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и других по ГОСТ 10052-75 и ГОСТ 9467-75. Если сталь перед сваркой подвергалась термической обработке на высокую прочность (закалка с отпуском или нормализация), а после сварки — отпуску для снятия напряжений и выравнивания механических свойств сварного соединения, то критерием определения температуры предварительного подогрева будет такая скорость охлаждения, при которой происходила бы частичная закалка околошовной зоны. При этом гарантируется отсутствие трещин в процессе сварки и до проведения дальнейшей термообработки.

Для улучшения свариваемости закаленных металлов необходимы специальные электроды
В том случае когда термообработка сварного изделия не может быть сделана, например, из-за крупных габаритов, на кромки детали, подлежащие сварке, наплавляют незакаливающийся слой металла аустенитными или низкоуглеродистыми электродами. Толщина этого слоя должна быть такой, чтобы температура стали под слоем в процессе сварки не превышала бы температуру отпуска при термообработке деталей с наплавленными кромками. Такие детали сваривают аустенитными или низкоуглеродистыми и низководородистыми электродами без подогрева и дальнейшей термообработки. Режим сварки принимают согласно рекомендациям для аустенитных электродов.
Сварочные работы в защитных газах
Высокое качество сварных соединений из среднеуглеродистых высокопрочных сталей толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. Присадочный материал для дуговой сварки в защитных газах следует выбирать в зависимости от газа, в среде которого происходит сварка. Первый слой выполняют без присадки с полным проваром кромок стыка, второй — с поперечными низкочастотными колебаниями электрода и механической подачи присадочной проволоки. Возможно и выполнение третьего слоя с поперечными колебаниями электрода без присадочной проволоки на небольшом режиме для обеспечения постепенного перехода от шва к основному металлу.
Для повышения проплавляющей способности дуги при аргонодуговой сварке применяют активирующие флюсы, которые позволяют исключить разделку кромок при толщинах 8…10 мм. Также используется флюс, представляющий собой смесь компонентов (TiO2, SiO2, NaF, Cr2O3). Такой метод с активирующим флюсом эффективен при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при таком способе сварки выбирают из наиболее стойких в эксплуатации марок вольфрама.

Современная аргоновая горелка
При выполнении сварки среднелегированных высокопрочных сталей в защитных газах (в основном инертных или их смесях с активными) применяют низкоуглеродистые легированные и аустенитные высоколегированные проволоки, например, Св-08Х20Н9Г7ТТ, Св-03ХГН3МД, Св-10ХГСН2МТ, Св-10Х16Н25-АМ6, Св-08Х21Н10Г6. Однако равнопрочности металла шва и свариваемой стали получить не удается. В данном случае можно обеспечить равнопрочность за счет эффекта контактного упрочнения мягкого металла шва. Этот эффект может быть реализован при использовании так называемой щелевой разделки, которая представляет собой стыковые соединения с узким зазором.
Конструктивные элементы подготовки кромок для автоматической и полуавтоматической сварки под флюсом выполняют в соответствии с ГОСТ 8713-79. Однако в диапазоне толщин, для которого возможна сварка без разделки и со скосом кромок, последней следует отдать предпочтение. При механизированной сварке под флюсом необходимы подготовка кромок, техника и режимы сварки, при которых доля основного металла в шве была бы минимальной. Но такая методика повышает вероятность образования в сварочных швах горячих трещин.
Выбор флюса осуществляется в зависимости от марки электродной проволоки. При использовании низкоуглеродистой проволоки сварку выполняют под кислыми высоко- и среднемарганцовистыми флюсами. При использовании низколегированных проволок лучшие результаты обеспечивает применение низкокремнистых и низкомарганцовистых флюсов. Сварку среднелегированных высокопрочных сталей аустенитной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т производят только под безокислительными или слабо окислительными основными флюсами.
Электрошлаковая сварка

Схема процесса сварочных работ
Данный вид сварочных работ рационально применять для соединения толстолистовых конструкций из среднелегированных высокопрочных сталей. Основные типы и конструктивные элементы сварных соединений и швов при этом должны соответствовать требованиям ГОСТ 15164-78. Электродные проволоки при сварке плавящимся мундштуком и проволочными электродами выбирают из числа групп легированных или высоколегированных проволок по ГОСТ 2246-70. Для предупреждения трещин в околошовной зоне при сварке жестко закрепленных элементов необходимо применять предварительный подогрев до 150…200оС.
Низкая скорость охлаждения околошовной зоны при электрошлаковой сварке приводит к длительному пребыванию ее в зоне высоких температур, вызывающих рост зерна и охрупчивание металла. В связи с этим после электрошлаковой сварки среднелегированных высокопрочных сталей необходимо выполнить высокотемпературную термообработку сварных изделий для восстановления механических свойств до нужного уровня. Время с момента окончания сварки до проведения термообработки должно регламентироваться.
Читайте также: