Технология сварка труб встык
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах. (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет. (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
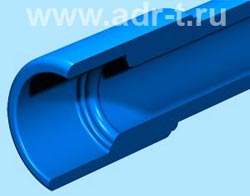
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |  |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
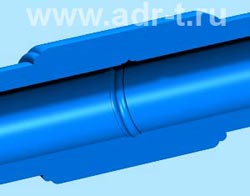
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |  |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
 |  |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
Правильная сварка труб

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка трубопроводов

Сварка трубопроводов выполняется различными методами в зависимости от типа и условий функционирования конкретной трубы. Так или иначе, результат должен отвечать требованиям, изложенным в нормативных актах, регламентирующих данную сферу.
Одним из важных этапов сварных работ на трубопроводе является контроль качества соединений. В нашей статье мы расскажем, как осуществляется сварка труб, какие используются материалы и технологии, а также разберем состав работ для оценки пригодности сварных швов.
Нормативные документы для сварки трубопроводов
Основными документами, регламентирующими правила сооружения всех типов трубопроводов, являются СНиПы, на основании которых был утвержден СП 105-34-96 «Производство сварочных работ и контроль качества сварных соединений».
Этот документ отражает условия выполнения ремонтных работ и правила исправления дефектов, которые происходят во время сварных работ, цель проведения контроля швов, порядок проведения подготовки труб к запуску в эксплуатацию и требования к необходимому уровню квалификации сварщиков.

Помимо этого, разработаны технологические инструкции по выполнению сварочных работ на трубопроводах (ВБН А.3.1.-36-3-96 и ВСН 006-89) и по способам контроля их качества (ВСН 012-88).
Эти нормативные документы отражают основные положения технологий, применяемых при ручной и автоматической сварках при возведении любых типов трубопроводов.
Такие нормативные акты не относятся к сооружениям трубопроводов для транспортировки коррозионно-активных и агрессивных материалов.
Технической документацией, отражающей технологию сваривания труб, является ГОСТ, в котором подробно расписаны все необходимые требования к используемым материалам.
Страны СНГ при выборе стальных труб для сварки трубопроводов пользуются ГОСТ 8731-8734 группы B.
Сварочные материалы, используемые при строительстве трубопроводов, подбираются согласно требованиям, отраженным в ГОСТ 9466 –9467, а правила контроля качества сварочных соединений обозначены в ГОСТ 7512 и ГОСТ 14782.
В зарубежных странах при сварке таких магистралей в качестве нормативных документов используются международные и национальные стандарты. В развитых европейских странах и США часто применяется нормативная документация API 5D, BS 4515 и API 1104.
Контроль качества сварки трубопроводов должен проводиться согласно предписаниям, отраженным в международном стандарте ISO 8517 или его европейском аналоге EN 25817.
3 основных метода сварки трубопроводов
Метод электросварки трубопроводов
Несмотря на то, что относительно недавно соединение трубопроводов преимущественно производилось при помощи газовых горелок, сегодня для таких работ повсеместно используется электросварка. По-другому ее могут называть контактной или дуговой. По параметрам прилагаемых усилий она входит в дуговую группу термомеханических работ. Такой метод завоевал популярность из-за простоты проведения работ и его низкой стоимости.
Для выполнения сварки трубопроводов необходим трансформатор или инвертор. Такое оборудование предназначается для подачи заряда на электрод. Последний используется для обработки краев свариваемого элемента, при его соприкосновении с материалом возникает дуговой электрический заряд большой силы. Такая реакция сопровождается высокой температурой, благодаря которой и возможен процесс соединения труб.
Электросварка трубопроводов обходится дешевле по сравнению с газовым методом, но на выполнение шва требуются большие временные затраты. Этот метод обладает следующими преимуществами:
Метод холодной сварки при соединении трубопроводов
Такая технология регламентирована определенной технической документацией и является способом получения герметичных неразъемных соединений. При таком способе отсутствует нагревание свариваемых частей, а само стыковое соединение образуется при помощи деформации. При холодной сварке трубопроводов используются силы давления на детали, благодаря чему разрушается оксидная прослойка и происходит соединение заготовок на атомарном уровне, то есть возникает диффузия атомов.
Холодная сварки трубопроводов используется для:
- соединения деталей, изготовленных из одинакового металла;
- производства металлопроката, состоящего из нескольких слоев, представленных различными металлами;
- для армирования алюминиевых проводов с использованием меди.

Способ холодной сварки трубопроводов сегодня широко распространен в промышленности. Такая популярность обусловлена следующими его достоинствами:
- Отсутствие нагрева полностью исключает деформацию металлических деталей.
- Метод позволяет производить довольно аккуратное соединение, отличающееся повышенной герметичностью и прочностью. Помимо того, исключается необходимость в дополнительной обработке.
- Технология является безотходной (нет металлических брызг, остатков электродов и т. д.).
- Работа выполняется без использования электроэнергии.
- Метод является экологичным, так как нет выделения токсичных веществ и вредного для глаз сварщика излучения.
- Использование сварки взрывом позволяет соединять существенные площади материалов.
Метод газовой сварки трубопроводов.
Метод соединения труб с помощью газовой горелки используется очень давно, тем не менее он и по сей день считается одним из самых надежных при монтаже различных коммуникационных систем. Для проведения таких работ необходимо наличие специальных газовых горелок, способных разогреть кромочные поверхности трубы до высокой температуры.
В процессе нагревания кромки труб и соединительная проволока быстро доходят до температуры плавления, в результате чего металл начинает наплавляться друг на друга, что приводит к образованию неразъемного прочного соединения, имеющего высокую устойчивость к различным механическим воздействиям.
Перечислим главные преимущества метода газовой сварки трубопроводов, которые имеют разную направленность:
- высокая эффективность;
- получение качественного и аккуратного сварного соединения;
- относительная простота проведения процесса.
Есть и некоторые недостатки:
- к работе с газовыми горелками должны быть допущены только обученные сварщики-специалисты, обладающие определенными навыками;
- газосварка является достаточно затратным методом, так как подразумевает использование дорогостоящих ресурсов.
Выбор электродов для сварки трубопроводов
Диаметра электрода для сварки стальных трубопроводов с помощью электродугового метода зависит от толщины обрабатываемого проката. Перечислим, какие особенности обмазки и стержня электрода необходимо учитывать:
- Электроды марки АНО-24, АНО-21 и МР-3 используются для изготовления сварных швов, не предназначенных для работ под большим давлением (сточные трубопроводы, дренажные системы) и высокой скоростью потока. Для работы можно использовать переменный ток.
- Универсальные электроды марки УОНИ рекомендуют начинающим сварщикам. Они образуют прочное соединение с хорошей проваркой металла. При массовых работах с использованием электродуговой сварки трубопроводов они не эффективны, так как не обладают высокой скоростью изготовления сварного соединения, к тому же надо постоянно контролировать состояние дуги.
- Электроды японского производства марки LB-52U применяют для соединения магистральных и технологических трубопроводных линий, предназначенных для эксплуатации при высоком давлении. Они обладают свойством ровного горения даже в моменты некоторого «провисания» в напряжении сети.
- Для ручной дуговой сварки газовых трубопроводов высокого давления довольно часто используют электроды швейцарской фирмы ESAB, которые позволяют выполнять сварной шов хорошего качества. Электроды ОК 46 считаются универсальными, а марка ОЗС 12 применяется для обработки низкоуглеродистых сталей. При использовании ОК 74.70 и ОК 53.70 можно применять ток любой полярности, так как слой обмазки включает в себя защитный флюс, препятствующий реакции окисления расплавленной сварочной ванны.
- Отечественная марка ЛЭЗ ЛБгп используется для сварки тонкостенного трубного проката и нанесения финишного слоя на стыковых соединениях толстостенных труб.
- Э-09Х1МФ, УОНИИ-13/45 и Э42А предназначены для сварки тепловых трубопроводов из легированных сталей, толстый пласт обмазки типа Д формирует шлаковый слой, который защищает расплавленный металл от окисления.
Правильный выбор электродов во многом обеспечивает безаварийную эксплуатацию трубопроводных магистралей. Марка стали проката и стержня должны соответствовать друг другу, так как верно выбранное электродное покрытие влияет на степень защиты сварочной ванны.
Варианты соединений трубопроводов при сварке
Существуют следующие основные способы сварки трубопроводов:
- Соединение «встык» предполагает, что торцы двух деталей перед сваркой размещаются друг напротив друга, к примеру, торцы обеих труб.
- Тавровое стыковое соединение или сварка «в тавр» – способ, который наиболее часто применяется при врезке в трубу. Представляет собой соединение двух перпендикулярных относительно друг друга труб, по форме напоминающих букву «Т».
- Метод сварки «внахлест» используется при необходимости усиленной герметичности сборки из двух труб, или в тех случаях, когда существуют небольшая разность в диаметрах или наличие неровных поверхностей. При такой технологии необходимо край одной из труб развальцевать (увеличить изнутри ее диаметр при помощи специального инструмента) и надеть ее край на конец сопрягаемой поверхности.
- Сварка «угловая» представляет собой соединение двух труб под определенным углом. Наиболее часто применяются углы стандартного ряда: 45°, 60° или 90°.
Кроме этого, сварные соединения могут иметь отличие между собой по углу и месту расположения сварки. К примеру, горизонтальные швы будут при соединении труб, находящихся в вертикальном относительно пола положении, а вертикальные – когда обе трубы расположены горизонтально.
Так как при электросварке трубы могут располагаться как на полу, так и под потолком, то и швы будут отличаться друг от друга. При потолочном виде сварки трубопроводов положение электрода находится снизу заготовки, которая расположена выше головы сварщика, а напольный вариант предполагает сварку детали, требующих наклона к ней.
Требования и способы контроля качества сварки трубопроводов
Чтобы гарантированно обеспечить надежное сварное соединение, необходимо систематически контролировать качество шва. Это важная часть технологического процесса, подразумевающая определение отклонений, которые могут быть причиной разгерметизации системы трубопроводов при ее дальнейшей эксплуатации.
Процесс состоит из технологических операций, включающих в себя механические испытания части трубопровода со сварным соединением и систематический операционный контроль. Помимо этого, по всей толщине металла проверяется стык на «сплошность», так как сварное соединение должно представлять собой сплав без утончений, но при этом допускаются некоторые наплывы.
Рекомендуем статьи
Гидравлические и пневматические испытания проводятся на специальных стендах. Для проведения стандартных способов контроля качества при сварке трубопроводов необходимо пользоваться ГОСТ 3242-79.
Существуют не только разрушающие, но и неразрушающие методы проверки качества шва:
- ультразвуковая дефектоскопия;
- гамма-излучение;
- способ с применением рентгеновского излучения;
- магнитографический контроль.
У каждого из них свои тонкости, которые так или иначе влияют на определение качества сварного шва.
При сварке трубопроводов все виды соединений не должны иметь прожогов, кратеров, трещин и подобных дефектов. Кроме этого, довольно критичными являются подрезы глубже 0,5 мм. Такое требование особенно важно учитывать при сварке трубопроводных магистралей, предназначенных для эксплуатации под давлением свыше 10 МПа.
Для определения качества соединения при сваривании металлов разной толщины применяются специальные методы. К примеру, при толщине стального листа более 16 мм необходимо пользоваться радиографическим способом. А проверка соединения из сталей марок ХГ, С и ХМ должна выполняться при помощи ультразвукового метода, при котором делают окончательную дефектоскопию.

Неукоснительное соблюдение последовательности проведения контроля качества сварных соединений является важным моментом в технологии процесса. К примеру, перед проведением контроля методом радиографии или ультразвуковой дефектоскопии следует пользоваться цветным или магнитопорошковым способом. Такое требование применяется ко всем зонам, находящимся от шва в пределах 20 мм.
В заключение следует сказать, что на технологию сварки трубопроводов могут влиять многие факторы, которые необходимо учитывать перед выполнением любых видов сварочных работ.
Способы сварки труб

Существуют различные способы сварки труб, которые выбираются в зависимости от параметров трубопровода, материала его изготовления, условий проведения работ и т. д. В конечном счете, все это должно обеспечивать качественное соединение, полностью соответствующее условиям эксплуатации трубы.
В связи с этим необходимо понимать особенности технологий, чтобы не допустить ошибок, на устранение которых придется потратить много сил и времени. В нашей статье мы расскажем, как сваривают различные трубы между собой, что нужно сделать на этапе подготовки, какие выбрать расходные материалы и как выполнять сложные швы.
Подготовка труб к сварке
Независимо от того, какой способ сварки труб будет применяться, перед началом работ нужно проверить, соответствуют ли трубы и детали трубопровода официальным нормативным требованиям. Концы деталей и труб должны быть соответствующей формы, подходящей для конкретного процесса сварки.
Именно поэтому подготовительные работы перед сваркой – это чаще всего механическая обработка кромок.

Если трубы небольшого диаметра, можно использовать торцеватели, труборезы или фаскосниматели, но если диаметр превышает 520 мм, то для обработки их кромок необходимы уже орбитальные фрезерные машины или шлифмашинки.
Иногда для кромок может потребоваться термическая обработка. Это может быть воздушно-плазменная или газокислородная резка.
Рекомендовано перед началом работ хорошо очистить внутренние поверхности труб от грязи и влаги, а кромки зачистить до блеска.
В отдельных случаях можно сваривать трубы с разной толщиной стенок, но при этом нужно помнить о существующих ограничениях.
Если в трубопровод будут включаться дополнительные элементы, которые имеют отличия по толщине стенок, то нужно устанавливать переходники заводского изготовления, имеющие промежуточную толщину.

3 вида сварки труб
Электросварка
Это самый популярный способ сварки труб сегодня. А вот несколько лет назад лучшим вариантом считалось использование газовой горелки. Электросварка имеет невысокую стоимость и проста в исполнении – этим и объясняется ее популярность. По-другому ее еще называют контактной или дуговой. С точки зрения типа прилагаемых усилий она относится к дуговой группе термомеханических работ.
Холодная сварка
Метод холодной сварки четко регламентирован и применяется, когда нужно получить герметичные неразъемные соединения. При данном способе свариваемые детали не нагреваются, а стыковка осуществляется через деформацию, то есть холодная сварка происходит за счет давления на детали. Происходит разрушение оксидного слоя и соединение в результате диффузии атомов.
Газовая сварка
Разные виды труб когда-то соединялись таким способом, но в настоящее время газовая горелка устарела, хотя по-прежнему с ее помощью можно надежно смонтировать коммуникации. Используют специальные виды газовых горелок, которые могут нагреть предмет до очень высокой температуры.
Виды свариваемых труб
Выбирая способ сварки медных труб, нужно учитывать их назначение, герметичность шва и прочие характеристики. Всего используют три вида сварки: контактную, газовую и электродуговую.
Самый популярный и перспективный метод – электродуговая сварка с неплавящимся электродом из вольфрама и присадочным компонентом в виде проволоки, имеющей в составе раскислители.
Азот используется в качестве защитного газа, тогда сварка становится дешевле.
Но при сваривании тонкостенных изделий рекомендуется использовать аргон.
Сварка стальных труб
И в производстве, и в быту наиболее популярна сварка стальных труб. Очень многое зависит от квалификации мастера. А в качестве сварочного оборудования обычно используют газосварки, электросварки и полуавтоматы.
Как уже упоминалось выше, перед тем как приступить к сварке, проводится тщательная очистка кромок от окислов и загрязнений. Далее снимается фаска, чтобы получить V-образную площадь. Именно благодаря ей шов будет герметичным и прочным.
При использовании газовой горелки одного шва достаточно. Чтобы не случилось «непровара», окончание шва слегка накладывают на начало. При этом присадочный материал должен быть одного сорта с металлом свариваемого изделия.
Полуавтоматическая и электросварка сегодня самые распространенные виды сварочных работ. В любом случае сначала следует процесс подготовки труб. И уже потом соединяемые части центрируются и прихватываются равномерно в нескольких точках, обычно трех-четырех.
Первый шов чаще всего делается «тройкой», заполняя фаску на две трети по высоте. После того как шов проверен и очищен от шлака, электрод меняется на «четверку» и выполняется дополнительный шов.
Сварка оцинкованных труб
Оцинкованные трубы варят по специальной технологии, чтобы не нарушить цинковое покрытие. Чтобы оно не выгорало, на место стыка наносится флюс. Под его слоем цинк сначала нагревается до вязко-жидкой консистенции, а затем плавится, не испаряясь и не выгорая. Этот метод хорошо защищает изделие от коррозии в местах сварки.
Работая с оцинкованным изделием, необходимо, чтобы вентиляция была хорошей, так как от паров цинка сварщик может получить легочное заболевание или даже задохнуться.
Выбор электродов для сварки стальных труб
При планировании сварки стальных труб рекомендуется обратить внимание на качество расходных материалов, они должны быть проверены временем. Это важно, так как от электродов, которые вы выберете, будет многое зависеть при сварке.
Вот несколько моделей электродов, которые по оценкам экспертов можно считать лучшими:
- Электроды УОНИ – позволяют сделать довольно качественный сварочный шов, но при этом им необходима стабильная дуга и невысокая скорость самой сварки. Такие электроды подойдут как профессионалам, так и новичкам, поскольку качество сварки здесь очень достойное.
- Электроды АНО-21 и 24 – эта модель электродов работает на переменном токе. Они пользуются большой популярностью в бытовой сварке, так как могут варить конструкции различного рода, при этом имеют привлекательную стоимость и обеспечивают хороший и качественный сварочный шов.
- Электроды МР-3 – можно назвать лучшим вариантом для сварки стальных труб.
- Электроды LB-52U – японского производства, неплохо проявили себя в сварке металлических трубопроводов и конструкций. Они обеспечивают стабильность дуги, а само сварочное соединение получается прочным и красивым.
В любом случае ясно одно: качественная сварка металлических труб зависит не только от качества используемых материалов, но, как ни банально это звучит, от умения и опыта самого мастера-сварщика.
Основные способы сварки труб
Тот или иной способ сварки труб используется в зависимости от материала, из которого они изготовлены, а также от дальнейшего их применения. При этом практически всегда в сварочных работах используется переменный электрический ток. Это имеет экономическую целесообразность и обоснованность, так как прочие виды электроэнергии могут быть слишком невыгодны с точки зрения финансовых затрат. Сварные соединения – это определенное количество элементов, которые соединяются между собой сварными швами.
Как правило, используют такие виды соединений:
Существует правило для заготовок с толщиной стенок более 3 мм: нужно разделывать их кромки. Стыковой угол раскрытия варьируется от 60°до 70°. С торцов детали удаляют фаски, причем способ их удаления может быть механическим либо каким-то другим.

Стыковой способ сварки труб – самый распространенный, поскольку не позволяет стыкам деформироваться во время обработки. Кроме того, подобные соединения имеют самое маленькое внутреннее напряжение, в отличие от других видов. Поэтому такие изделия будут показывать свою прочность как при динамических, так и при статических нагрузках. В них имеются также угловые сечения, которые бывают:
- одинарными (если труба имеет диаметр до 500 мм);
- двойными (если труба имеет диаметр свыше 600 мм).
Разновидностью стыкового соединения является сварка труб углового типа. Используется, когда необходимо соединить трубу с каким-то элементом или с такой же трубой под заданным углом. Сварочные работы при этом соответственно будут выполняться:
Качественные характеристики такого соединения высоки, хотя прочность этого типа сварки будет чуть меньше, чем стыкового.
Такой тип сварки труб, как «внахлест», применяется в основном при работе с отдельными элементами или даже трубами из пластика, поскольку соединение металлических заготовок очень ненадежно.
Сварка поворотных и неповоротных стыков труб
Правила для сварки поворотных стыков или труб большого диаметра следующие:
- В зависимости от толщины изделия скорость его поворота должна быть равна скорости, с которой ведется проводник. Соответственно, чем толще заготовка, тем дольше она сваривается.
- Идеальное положение для сварочной ванны – 30° от верхней точки.
- Если имеются участки, где заготовку можно повернуть на 180°, следует проводить работы в несколько этапов. Первый – две верхние четверти диаметра трубы свариваются в два приема, обязательно навстречу друг другу в один либо два слоя. На втором этапе изделие переворачивают и доваривают оставшийся стык. И, наконец, деталь снова поворачивают на 180°, и на этом этапе шов доваривается до конца.
- В два этапа провариваются вертикальные стыки. Весь периметр места соединения нужно зрительно разделить на два участка с помощью вертикальной прямой линии. Несмотря на то, что участков два, они имеют три положения: горизонтальное, потолочное и нижнее. Горизонтальное находится между потолочным и нижним (20° от верхней точки заготовки). А потолочный участок занимает около 20° от самой нижней точки изделия. Работа начинается строго с потолочного положения, и электрод постепенно уводится к нижнему. Каждый из участков нужно обрабатывать короткими дугами, которые можно рассчитать по формуле: D(эл) / 2.
- Стыки по горизонтали следует сваривать углом назад. Электрод нужно расположить на 80° по отношению к оси. Все работы выполняются на средней дуге, что одинаково подходит и для сварки труб малого диаметра, и большого.
- Изначально обработка производится в потолочном положении, постепенно увеличивается толщина шва, при этом само шовное соединение у толстостенных заготовок должно быть максимально ровным.
- Следующий этап обработки происходит в полувертикальном положении.
- Электродом создается горизонтальная площадка.
- На завершающем этапе работы следует проводить в нижнем положении, таким образом, можно использовать электроды толщиной до 5 мм.

Не секрет, что неповоротные стыки сваривать гораздо сложнее. По этой причине при ручной дуговой сварке следует придерживаться определенной технологии:
Если неукоснительно следовать всем перечисленным правилам, шов получится ровным и красивым, и, разумеется, прочным и герметичным.
Сварка толстостенных труб и на просвет
Технология сварки толстостенных труб
Если заготовка имеет толщину свыше 20 мм, необходимо обратиться к технологии работ с толстостенными трубами. С помощью этого способа сварки труб можно усилить прочность шва на 10–15 %. Как правило, подобной обработкой занимаются два сварщика. Один формирует шов, а другой отвечает за толщину слоя.
Такие работы выполняются следующим способом:
Сварка труб на просвет
Первым делать обрабатывать следует прихват трубы, поскольку благодаря этому не возникнет корневой деформации. Количество точек прихвата рассчитывается в зависимости от размера детали. Но прихват нужно выполнить таким образом, чтобы детали не сходились в местах стыка.
После этого производится зачистка всех мест соединения. Если будут обнаружены дефекты, полученные в результате сварки на просвет, например, трещины, их необходимо удалить. Только окончив зачистку, можно приступать к заполнению шва. Хотя данная операция считается абсолютно несложной, все же иногда, чтобы заполнить стык, необходимо до 30 % корня.

При проведении работ рекомендовано оставить для дальнейшей облицовки углубление примерно в 1,5 мм. Тогда материал сформирует качественный шов, заполнив собой эту выемку. На данном этапе сварки труб нужно обратить внимание на два нюанса: шов заполняется под рассчитанным рабочим углом, а в работе используется короткая дуга.
В конце хочется напомнить еще раз, что процесс сваривания труб и сама технология определяются множеством факторов, которые нужно учитывать, занимаясь сварочными работами. Одним из главных технологических требований является непрерывность шва при любом способе сварки труб. То есть он должен замкнуться именно в том месте, где начался. Только в этом случае можно получить герметичное, прочное и надежное соединение.
Читайте также: