Технологический процесс сварки металлоконструкций
Для контроля качества производимых работ ориентируются на руководящую документацию (РД 34.15.132-96), разработанную Минстроем России. В перечень включены ГОСТы и СНИПы, касающиеся квалификации сварщиков, применяемых материалов и организации производства.
Требования к сварке металлических конструкций
Цель созданных нормативов – обеспечение безопасности и качественного монтажа конструкций из металлов и сплавов. На них следует ориентироваться и при сборке бытовых изделий на даче, в гараже, подсобных хозяйствах. Важные моменты:
- обеспечение защиты сварщика от поражения электрическим током, для чего необходимо защитить его от дождя, облучения ультрафиолетовым и инфракрасным излучением, коротких замыканий при подключении оборудования;
- правильная подготовка и сборка конструкций – требуется для создания прочных соединений с заданными характеристиками;
- подготовка сварочных материалов и деталей – прокалка электродов, грамотное их хранение, зачистка поверхностей от грязи и ржавчины.
Ошибки, допущенные при сборке и обваривании деталей, могут привести к разрушению металлоконструкций, что представляет опасность для людей, работающих в непосредственной вблизи с ними.
Технология сварки металлоконструкций ручной дуговой сваркой
Основные моменты касаются пунктов:
- Правильный расчёт металлоконструкций, выбор материалов подходящего качества для обеспечения жёсткости.
- Сборка в соответствии с разработанной документацией.
- Осмотр полученных сварных соединений, проверка размеров металлоконструкций.
- Устранение найденных дефектов.
После этого созданные металлоконструкции можно вводить в эксплуатацию.
Необходимое оборудование
Для монтажа металлоконструкций требуется стандартный набор оборудования и расходных материалов:
- болгарка, дрель – электрические или пневматические;
- диски – отрезные и зачистные, набор свёрл;
- молоток, зубило или заточенный токарный резец — для отбивания шлака;
- корщётка – для удаления ржавчины и грязи с поверхности металла;
- струбцины и зажимы – для облегчения монтажа;
- сварочный аппарат – инверторного или трансформаторного типа; – в зависимости от типа свариваемых материалов;
- рулетка, угольник, мел, маркеры, строительный уровень – вспомогательный инструмент.
Для сварщика потребуется также защитная маска со светофильтром, краги или рукавицы, брезентовый комбинезон.
Подготовка элементов к сварке
Элементы подготавливаются в зависимости от типа будущего изделия. Стандартный металлопрокат – уголки, швеллеры, трубы – необходимо нарезать в соответствии с чертежами, соблюдая размеры. Обработать кромки: снять фаски под углом 45 градусов, углы притупить. Если необходимо, просверлить отверстия в требуемых местах. С поверхности нужно удалить ржавчину, краску, масло и грязь.
Как происходит процесс сборки и сварки
Последовательность зависит от типа и назначения изделий. Можно разобрать распространённые примеры.
Сварка прямоугольных рамок из стандартных уголков
Элементы нарезаются по размерам, указанным в чертеже, так, чтобы при складывании получилась конструкция с заданными параметрами. Концы нужно отпилить болгаркой под углом 45 градусов – в этом случае длина стыкового соединения будет максимально длинным. Элементы складываются на сварочной плите или иной ровной поверхности и прихватываются по диагонали – по 2 небольших сварочных шва в каждом углу. Параллельно с этим необходимо контролировать размеры: диагонали прямоугольной рамки должны быть одинаковыми. После проверки требуется прихватить элементы более надёжно.
Если нужно сварить несколько рамок с равными габаритами, то следующие собираются на первой, которая переворачивается полками вверх. Это позволяет производить работы быстрее – достаточно следить за расположением уголков относительно изначально собранной конструкции, а производить замеры диагоналей не требуется.
После сборки нужно обварить рамку, начинать следует со стороны, обратной той, где делали прихватки.
Сварка объёмной конструкции из профильных (прямоугольных) труб
Сварка изделий из листов толщиной 2-3 мм и стальных рамок – ворота, двери
Необходимо собрать основную рамку так, чтобы она свободно помещалась в будущий проём. Внутри поместить усилители в виде прямоугольных труб – 2-3 на одну рамку. Для ворот необходимо вварить продольные и поперечные перемычки для увеличения жёсткости. Вырезать наружный лист, подготовить его к сварке: выполнить изгиб краёв (если необходимо), просверлить отверстия под крепление замков, запоров. Разметить лист для облегчения монтажа и прихватить его к рамке на ровной площадке. Проверить все размеры: углы, диагонали. Обварить всё вместе небольшими (3-3,5 см) прихватками с шагом 7-10 см, не допуская нагрева конструкции.
Сварка конструкций из водопроводных труб встык
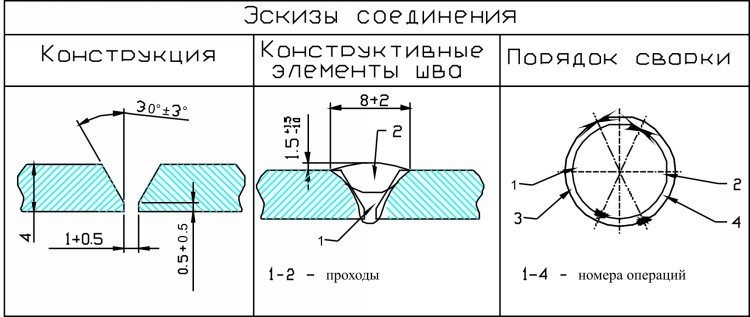
Для создания герметичного соединения необходимо подготовить кромки под сварку – сделать скосы под 45 градусов, но так, чтобы края не были острыми. Притупление должно быть около 2 мм. При сборке требуется соблюдать зазоры между элементами: 1,5-2 мм. Это нужно для обеспечения формирования качественного коренного шва. При монтаже делается 4-6 прихваток, которые должны представлять собой полноценные швы. Обваривание рекомендуется производить в нижнем положении, поворачивая трубу. Если стык неповоротный, нужно вести электрод снизу вверх, первый шов должен перекрывать нижний сектор стыка, а последний – верхний. Обваривание производится как минимум в 2 приёма: корень шва, облицовочный шов.
Общие принципы создания металлических конструкций
Общие принципы заключаются в следующем:
- обваривать конструкции допускается только после полной сборки и проверки размеров;
- нельзя перегревать ни одну из сторон детали. Нужно варить постепенно, с разных концов;
- прихватывать элементы следует так, чтобы исключить деформацию (изменение размеров) во время сварки.
После проваривания первого (коренного) шва рекомендуется полностью удалить остывший шлак при помощи зубила и корщётки. При наличии дефектов – свищей, трещин, подрезов – нужно вырезать их болгаркой и проварить снова.
Нюансы: что необходимо учитывать при подготовке и сборке
Часто при сборке неопытные сварщики сталкиваются с проблемами:
- конструкция сильно деформируется. Главные причины связаны либо с неправильной сборкой, либо с нарушением технологии сварки – выбран слишком большой ток, нарушена последовательность обваривания элементов;
- плоскую деталь ведёт «винтом». Для предотвращения этого нужно обваривать деталь медленно. Например, сначала один угол рамки (один шов), затем – по диагонали – второй (один шов) и так по кругу, переворачивая конструкцию с одной стороны на другую. Также возможно зафиксировать изделие на ровной поверхности струбцинами и зажимами;
- после сборки прихватки ломаются. Причины: мало тока или допущены ошибки при сварке. Необходимо собрать конструкцию снова;
- не хватает напряжения в сети, электрод постоянно залипает – часто за городом проявляются перепады. Улучшить ситуацию можно, если на время отключить все потребители: чайники, микроволновые печи, холодильники, кондиционеры.
Иногда выясняется, что сваренная металлоконструкция не входит на своё место. Это случается тогда, когда сборщик не учёл зазоры, которые устанавливают для лучшего проваривания швов.
Для сборки крупных объёмных металлических конструкций рекомендуется использовать временные усилители – уголки, швеллеры, которые должны помочь удерживать размеры в заданных рамках.
Например, при монтаже вертикальных столбов на основную раму приваривают укосины, которые удерживают их на месте. После обваривания их срезают болгаркой.
Технологическая карта сварочных работ: что это и из чего она состоит?

Техника безопасности
Поскольку сварка представляет собой сложный процесс, выполнение производится в соответствии со строгой последовательностью действий. Чтобы сварной шов не стал уязвимым местом, необходимо уделить достаточное внимание технологии сварки.
С этой целью разрабатывается карта технологического процесса сварки – документ, указывающий самые важные параметры сварного соединения и технологию выполнения сварочного процесса.
Что такое технологическая карта?
Технологическая карта – это утвержденный документ, описывающий последовательность проведения сварочных работ. Она является, по сути, инструкцией по технике выполнения сварки.
Карта необходима при прокладке газопроводов и трубопроводов, при выполнении монтажных работ, сборке некоторых деталей транспортных средств и т.д. В ней также содержатся указания касательно методов для проведения контроля выполненных работ.
В зависимости от решаемой задачи, технологическая карта может быть типовой или стандартной. В любом случае она должна выполнятся в соответствии с существующими ГОСТами.
Пример применения данной карты

Технологическая карта на газовую сварку.
В качестве примера техпроцесса выполнения сварки можно рассмотреть карту сварки решетчатых конструкций. К таким конструкциям относятся фермы. Для их изготовления используют металл толщиной до 10 мм.
Сварочные швы должны быть хаотично ориентированы в пространстве. Их длина не должна превышать 20-40 см.
Выполняется сварка обычно шланговым полуавтоматом в защитном газе, порошковой или самозащитной проволокой или вручную штучными электродами. Использовать автоматическую сварку нецелесообразно. Она является неэкономичной независимо от типа производства.
При серийном производстве ферм выгодно использование точечной сварки.
Не следует последовательно сваривать швы, расположенные близко друг другу. В таких случаях необходимо предварительно охладить часть металла, на которой будет располагаться второй шов.
Это уменьшит перегрев и область пластических деформаций металла. В результате шов будет качественным и долговечным.
Чтобы минимизировать напряжения в узлах фермы, их необходимо сваривать от середины конструкции к краям. Если технологической картой предусмотрено наличие швов с большим и маленьким сечением, тогда первыми необходимо делать большие швы.
В аргонодуговой технологической карте сварки металлоконструкций описаны области применения технологии и руководство по ее выполнению. Указываются типы металла для сварки, расстояния между деталями конструкции, углы наклона различных узлов и др.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.

Таблица технологической карты для сварочных работ.
Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.

Оформление технологической карты.
Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Технологическая карта должна выполняться в виде таблицы. В первой колонке указывается название предприятия. Вписывается название не того объекта, где будут проходить работы, а выполняющей ее организации.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Эскизы для технологической карты.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Следует отметить, что карты сварки труб и металлических конструкций схожи между собой. Однако они отличаются наполнением.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Чтобы в результате выполнения сварочных работ получить качественный результат, сварщик должен руководствоваться технологической картой. От ее правильного и корректного составления зависит надежность конечного изделия.
Отступление от норм и требований к сварке, указанных в нормативных документах, приведет к нарушению сварного соединения. Это может сказаться не только на качестве и надежности, выполненных работ, но и повлечь за собой необратимые последствия.
Важные этапы сварки металлоконструкций
В основу процесса термической обработки объёмных металлоконструкций заложены строго регламентируемые принципы, определяемые как типовые технологии сварочного процесса. С этой точки зрения подготовка и сопровождение сварки невозможны без применения специальных аналитических методов, являющихся составной частью общих работ.
Оптимизация технологического процесса сварки металлоконструкций предполагает несколько различных вариантов его проведения. Для этого применяются проверенные на практике приёмы, сводящиеся, в частности, к составлению специальных сопровождающих документов (технологических карт).

Технологические карточки
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.
С содержанием типовой технологической карты можно ознакомиться в Таблице

Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
Вся указанная в карточках информация вводится в базу только в кодированном виде.
При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые режимы сварки, предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.
По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Сборка деталей

Сварка металлоконструкций, подготавливаемых в виде отдельных сборных узлов, осуществляется согласно ГОСТ 5264-80, в котором определяются принципы монтажа на основе электродугового метода.
В соответствии с положениями этого документа определяется порядок подготовки металлоконструкции к сборке, включая способы подачи его отдельных элементов к месту сварки.
Устанавливаются режимы сплавления отдельных узлов металлоконструкций, которые выбираются в соответствии с данными, указанными в составленной ранее технологической карте на этот вид сварных работ.
Окончательный монтаж металлоконструкции осуществляется в определённой последовательности, включающей предварительную зачистку кромок и ближайших к ним участков. При этом подгонка элементов под сварку производится либо с помощью механических средств, либо посредством газовой резки.
При сборке уже подготовленного изделия руководствуются не только чертежами, но и уже упомянутыми ранее технологическими картами. В них, помимо режимов работы и порядка сборки должны указываться способы крепления деталей, а также методы контроля собранных изделий.
В процессе подготовки металлоконструкций следует исходить из того, что при их сварке предполагается использовать электрическую дугу, температура плавления которой может достигать 7000 °.
К особенностям этого метода сборки сложных объектов следует отнести и то, что при его реализации применяются специальные приспособления для сварки.
Вспомогательное оборудование

Процесс сварки металлических заготовок предполагает их объёмную фиксацию в заданном положении, что удаётся сделать лишь с помощью дополнительных приспособлений особой конструкции (кондукторов).
Кондуктор может выполняться в виде стенда или станины произвольной формы, обеспечивающей приём и крепление очередной заготовки, входящей в состав монтируемой металлоконструкции.
В зависимости от условий и технологических особенностей каждого конкретного процесса сварки кондукторы могут иметь самые различные исполнения. В упрощённом виде эти приспособления имеют форму, позволяющую сформировать прямой угол в зоне стыка металлических изделий.
Помимо этих фиксирующих элементов сварочные работы с металлоконструкциями предполагают использование специальных подающих механизмов, называемых стапелями.
Сварочный стапель представляет собой сооружение в виде Г-образного подъёмного приспособления, используемое для размещения заготовок, над которыми располагается площадка с оператором.
Таким образом, установленный порядок работы со стапелями, значительно облегчающий труд сварщика, предписывает использование их в качестве опорных конструкций, предназначенных для укладывания свариваемых балок или пролётов.
Непосредственно над ними по проложенным вдоль стапелей рельсам перемещается сварочный портал (площадка) с находящимся в нём сварщиком.
Применение стапелей при сварке металлоконструкций позволяет получать непрерывный (сплошной) шов без отрыва от сварочного процесса.
Также отметим, что при фиксировании небольших заготовок посредством углового кондуктора допускается нормируемое отклонение от предполагаемой линии стыковки (в пределах, предусмотренных технологическим процессом).
Особенности ручного метода
В его основу заложено термическое воздействие электрической дуги, для получения которой используется основное и вспомогательное оборудование.
К первой из этих составляющих относятся источник энергоснабжения и преобразующий силовой трансформатор или инвертор, а ко второй – соединительные шины (провода), а также держатель с рабочим электродом.
Во время ручной дуговой сварки металлоконструкций на обрабатываемые заготовки и электроды подаётся ток от преобразовательного устройства, за счёт которого образуется электрическая дуга. Высокая температура в зоне горения расплавляет металл, образуя сварочную ванну, какое-то время находящуюся в жидком состоянии.
В пределах ванны расплавленные металлы электродов и заготовок смешиваются между собой, а выделяющийся в результате шлак всплывает наружу и формирует защитную плёнку.
После остывания и затвердения материала в зоне ванны образуется так называемый «сварной шов». Для получения красивого и прочного стыкового соединения необходимо соблюдение ряда требований, касающихся как режима сварки и качества дуги, так и техники обращения с держателем электродов.
При оценке качества сварки в первую очередь исходят из того, насколько форма шва соответствует заданному стандарту, и из его внешней привлекательности. Но не менее важна и его внутренняя структура, определяющая прочность и надежность получившегося при этом контакта.
Контроль качества

Качеству сварки металлоконструкций в процессе их сборки уделяется особое внимание, поскольку малейшее отклонение от технологических требований способно привести к нежелательному результату (браку).
Основным документом, регламентирующим порядок контроля качества сварных конструкций, является руководство (свод рекомендаций или инструкций) под обозначением РД 34 15.132-96.
Этот нормативный документ помимо перечня требований к сварке конструкций определяет технологические нормы оценки качества образуемых сварных соединений.
Кроме того, он предписывает порядок проведения сварочных работ при укрупнении существующих или монтаже новых металлоконструкций. В этом руководящем документе определяются требования к уровню квалификации операторов сварочного процесса и контролёров, а также общий порядок организации работ.
В отдельном разделе приводятся требования к основным и расходным материалам, использование которых обеспечивает высокое качество сборки и сварки металлоконструкций.
Работа с листовыми заготовками
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы. И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.
После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Ремонт металлоизделий

Текущий ремонт металлоконструкций с использованием электродуговой сварки предполагает выправление повреждённых мест методом их пластического деформирования. Как правило, для этих целей применяются особые приспособления, в состав которых входят домкраты винтового или гидравлического действия.
Ремонт (правка) металлоконструкций этим методом без дополнительного нагрева допускается лишь в редких случаях, когда радиусы деформации не превышают определённой величины.
Крупногабаритные и объёмные металлоконструкции ещё до ремонта разбираются на простые составляющие с одновременным удалением имеющихся на них швов, болтовых соединений и заклепок. Причём первые удаляются с применением сварки электрической дугой с использованием угольных электродов, покрытых медью.
Трещины в теле металлоконструкции, а также её повреждённые составляющие завариваются уже описанными методами при условии введения дополнительных продольных накладок. Длина каждого из таких усилительных элементов должна примерно вдвое превышать ширину участка заготовки, подлежащего ремонту.
Элементы трубопроводов с трещинами или разрывами в стенках восстанавливаются путем заваривания повреждённых мест или их удаления. При этом трубы перед электросваркой разделываются любым из известных механических способов (с применением специальных станков, например).
Ремонт и восстановление мест стыковки элементов трубопроводов помимо обычного механического метода, предполагающего использование типового слесарного инструмента, могут проводиться за счёт наращивания металла электросваркой.
Таким образом, для качественной сварки и ремонта металлоконструкций необходимо технологическое сопровождение этих процессов, сводящееся к выполнению определённых условий нормативного характера.
При этом важно не только следовать указаниям действующих стандартов и нормативов, но и владеть достаточным опытом проведения монтажных работ.
Сварочные технологии

Сваркой называют способ создания неразъемных соединений. Для этого используют различные сварочные технологии, однако практически все они основаны на одном принципе. Под воздействием внешнего источника энергии – тепла, давления или их комбинации – между материалами образуются прочные связи на межатомном уровне.
Сварочные технологии различаются по способу воздействия на материалы, виду их защиты от кислорода, управлению процессами, материалам и пр. Каждый тип используется для решения определенных задач в промышленности, строительстве и быту. С помощью нашей статьи вы сможете разобраться в способах скрепления материалов и их нюансах.
Принципы сварочных технологий
В основе технологии сварки лежит использование критически высокой температуры. С помощью дуговой сварки удается создавать неразрывное соединение между металлическими элементами, причем шов не уступает по прочности основному материалу изделия.
Таким образом, благодаря сцеплению на молекулярном уровне формируется непрерывная структура.
Электросварка считается наиболее надежным методом соединения заготовок. Эта сварочная технология предполагает, что под воздействием высокой температуры детали образуют единое целое.
Принцип действия большей части современных сварочных аппаратов состоит в использовании электрической дуги, которая нагревает малую площадь металла до температуры плавления.
Чтобы получить электрическую дугу, необходимо обеспечить взаимодействие металла изделия и токопроводящего электрода с металлическим сердечником и защитным составом, причем они должны иметь разные заряды.
В том месте, куда направлена дуга, начинает плавиться металл заготовки. Параллельно происходит плавление электрода, его частицы попадают в зону, которую мастера называют сварной ванной.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В то же время разрушается защитное покрытие электрода, что приводит к выделению газов, защищающих сварную ванну от контакта с воздухом. Расплавленный шлак покрывает горячий металл, что позволяет сохранять необходимую температуру. Помните, что невозможно соблюсти технологию сварочных работ без шлака на поверхности ванны.
Образование шва происходит параллельно с движением ванны при перемещении сварщиком электрода. Однако необходимо, чтобы расходник двигался с правильной скоростью, находился под определенным углом относительно поверхности изделия. Эти параметры, как и характеристики тока, подбирают в соответствии с типом конкретного соединения.
Сварка может вестись с использованием постоянного или переменного тока. В первом случае выбирают инверторы, а во втором требуется задействовать трансформатор, что сложнее. Дело в том, что переменный ток вызывает скачки дуги, а само оборудование имеет большие размеры и вес.
Нужно учитывать, что дуга и трансформатор издают громкий шум, а сам агрегат перегружает сеть, вызывая перепады напряжения. Последнее может быть опасно для бытовой техники.
Большинство инверторов питается от сети 220 В, имеет значительно меньшие размеры, чем трансформаторы, а их вес находится в пределах 3–8 кг. Такие устройства работают тише и практически неспособны менять напряжение сети. Дуга, образованная постоянным током, не «прыгает», благодаря чему упрощается проведение сварочных работ. Учитывая все указанные достоинства, специалисты рекомендуют осваивать сварочные технологии именно на инверторном оборудовании.
Способы сварки
Существует немало способов сварки. Мастеру важно знать их и иметь представление о разных видах сварных соединений, чтобы не ошибиться при выборе оборудования, расходников, режимов. А значит, создавать качественные, красивые и надежные соединения. У каждого способа есть свои плюсы и минусы, а также тонкости применения.

Есть технологии сварочного производства, в основе которых лежит нагрев, давление либо сразу два подхода. Поэтому все известные виды сварки разделяют на две группы: плавлением и давлением.
Сварка предполагает формирование связей между атомами металлических изделий для создания прочных неразъемных соединений. Поэтому на первом этапе работы мастер должен расположить заготовки на минимальном расстоянии друг от друга.
Но для взаимного проникновения атомов этого недостаточно, так как будущее изделие находится при обычной температуре. Процессу скрепления деталей препятствует твердость металла, отсутствие полного контакта между поверхностями даже при лучшей обработке.
Кроме того, на материале остается грязь, окислы, жировые пленки, которые мешают образованию надежного соединения.
Обеспечить прочный физический контакт позволяет сильное давление либо расплавление кромок заготовок. Любой из подходов позволяет избавиться от зазора между деталями, в результате чего они образуют единое целое.
Во время работы могут использоваться плавящиеся и неплавящиеся электроды – при выборе конкретной разновидности отталкиваются от краткой характеристики основных видов сварки. Важно понимать, что любая сварочная технология требует применения особого оборудования.
Классификация сварочных технологий
Термическая сварка
Перечисленные далее сварочные технологии связаны с формированием сварочной ванны, которая состоит из жидкого металла деталей и электрода либо материала присадки.
Дуговая сварка
Металл плавится под действием тепла, образуемого в процессе горения дуги между электродом и заготовками. Чтобы зажечь дугу, электродом касаются поверхности изделия, после чего отдаляют его на 2–5 мм.

При этом действует правило: чем меньше длина дуги, тем большую температуру она имеет.
Газовая сварка
При данной сварочной технологии на нагрев и остывание материала требуется больше времени, чем при первом способе. Поэтому газовый метод подходит для обработки тонкостенной стали, цветных металлов, проведения операции по наплавке. Кроме того, сварка может выполняться даже в тех местах, где нет подключения к электрической сети.
Лучевая сварка
Металл плавится лучом лазера или потоком электронов, образуемым при помощи электронной пушки. Указанные способы наиболее распространены в сфере радиоэлектронного производства, так как прекрасно подходят для соединения и крепления мельчайших деталей. Лазер позволяет создавать соединения высокой точности.
При лучевой сварке исключен нагрев прилегающих к шву зон, поэтому можно не бояться деформировать даже материал малой толщины.
Термитная сварка
В основе метода лежит применение термита, то есть порошка, в состав которого входит алюминий, магний, окислы железа. Его горение приводит к выделению тепла – именно под его действием плавятся края соединяемых деталей.
Сам термит также плавится, смешивается с основным материалом, формируя надежный шов в процессе кристаллизации.
Электрошлаковая сварка
Эта сварочная технология позволяет соединять заготовки из стали, имеющие толщину от 5 см до 3 м. Детали ставят вертикально, а промежуток между ними закрывают с двух сторон подвижными медными ползунами с водяным охлаждением. На поддоне насыпают слой флюса, после чего зажигают под ним дугу.
Термомеханическая сварка
Приведенные далее подходы считаются комбинированными и позволяют скреплять небольшие детали, когда остальные методы не могут обеспечить надежное соединение.
Кузнечная сварка
Данный способ использовался человеком с давних времен, когда еще не существовало современных разновидностей сварочных технологий. Принцип работы такой: детали нагревают в горне, кладут друг на друга, после чего скрепляют, ударяя по ним молотом.

Сегодня существует механизированный вариант кузнечной сварки – прессовая сварка. Она отличается тем, что горячие заготовки сдавливаются прессом.
Подход имеет низкую производительность и надежность соединений, а также позволяет обрабатывать исключительно металлы с высокой пластичностью, поэтому используется нечасто.
Контактная сварка
Нагревание металла обеспечивается током, который проходит через область соприкосновения заготовок. После чего горячие детали сжимают либо осаживают.
Данный способ обычно встречается на предприятиях машиностроительной отрасли, так как без труда поддается автоматизации: оборудование включают в состав роботизированных комплексов.
Диффузионная сварка
Подобная сварочная технология требует взаимного проникновения, то есть диффузии атомов металлов в результате плотного сжатия заготовок. Благодаря нагреву удается повысить скорость обмена частицами. Работы ведутся в вакуумной камере либо под защитой инертного газа, при этом минимальное усилие на сжатие составляет 20 Мпа.
Внешние слои материала доводят до температуры, близкой к точке плавления, воздействуя на них электрическим током. Чтобы добиться наибольшей надежности швов, заготовки на некоторое время фиксируют в выбранном положении, сохраняя подачу электричества.
Механическая сварка
Подобные методы предполагают плавление металла теплом от энергии трения, взрыва, давления, ультразвука.
Сварка трением
Данный метод считается одним из перспективных. В соответствии с ним фиксируют одну деталь, после чего вторую вращают, прижав к первой.
Холодная сварка
Детали сжимаются пуансонами с усилием в 1–3 Гпа, причем для точечной сварки используют стержни, тогда как шовная невозможна без роликов. Есть два варианта проведения работ: простым сжатием либо со сдвигом элементов после сдавливания.

На качество соединения, в первую очередь, влияет подготовка места стыка, а также степень сжатия, характер воздействия. Последнее может быть вибрационным или статичным. К холодной сварочной технологии прибегают при обработке металлов с низкой температурой плавления, например, алюминия, меди, цинка, серебра.
Сварка взрывом
Активно используется в промышленности для соединения разнородных материалов, хотя подробная методика все еще не разработана. Технология необходима, чтобы создавать биметаллические соединения, крупные детали и заготовки, наносить плакирующие слои толщиной в пределах 45 мм.
Ультразвуковая сварка
Основным оборудованием в этом случае является преобразователь ультразвуковых волн в механические колебания в сочетании с небольшим давлением. С поверхности металла сухим трением удаляется оксидная пленка, после чего происходит плавление материала, что позволяет отказаться от этапа подготовки стыка.
Чтобы создать швы наибольшей прочности, заготовки заранее нагревают.
Данная сварочная технология позволяет соединять любые, даже тугоплавкие металлы, а также изготавливать изделия из пластмассы, кожи, тканей. Можно сваривать стекло и керамику с металлом, фольгой, имеющей толщину 0,001 мм, либо создавать между деталями прослойку из металла или пластика.
Особенности сварочных технологий для разных металлов
Обработка разных металлов имеет свои нюансы. Основной сложностью при сварке углеродистых сталей является закалка зоны шва, высокая вероятность растрескивания материала. Поэтому важно заранее доводить заготовки до +100…+300 °C, формировать многослойный шов, выбирать покрытые электроды.
После завершения работы нужно провести отпуск изделия до +300 °C.

Работа с ферритовыми сталями со значительной долей хрома опасна тем, что в процессе охлаждения могут выпадать зерна карбидов хрома. Это негативно отражается на стойкости металла к появлению ржавчины. Избежать подобной ситуации можно, выбрав малую силу тока, а значит, повысив скорость охлаждения.
Кроме того, отжиг после сварки позволяет выровнять количество хрома в зернах и на границах.
Изделия из чугуна варят при помощи электродов из аналогичного металла, проводя предварительный подогрев деталей. Диаметр расходников подбирается в пределах 8–25 мм.
Рекомендуем статьи
Обработка заготовок из алюминия осложняется из-за оксидной пленки – мастера растворяют ее с помощью флюсов.
Сегодня существует более сотни сварочных технологий, позволяющих обрабатывать металлы и неметаллы. Качество швов и всей работы определяется грамотным выбором конкретного метода и оборудования.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: