Технологические особенности сварки сталей
Сталь считается прочным материалом, который используется в разных сферах. Из него изготавливают важные конструкции - ограждения, элементы для обшивки зданий, различное оборудование, трубы и другие изделия. Прочность основы обеспечивает содержание в ее составе различных добавок.
Составляющие компоненты оказывают влияние не только на прочность металла, но и на способность к свариванию. Сварка стали может зависеть от разных показателей - от свойств, прочности, дополнительных компонентов. Именно поэтому некоторые виды металла свариваются быстро и легко, а другие наоборот требуют особого подхода.
Влияние легированных примесей на сваривание стали
Сталь для сварочных конструкций может применять различная, но стоит учитывать, что ее свариваемость зависит в первую очередь от наличия в ее составе легированных примесей. Именно химический состав оказывает основное влияние на данный процесс.
Ниже в таблице приведены основные легирующие примеси, которые влияют на степень свариваемости различных видов стали.
Факторы, определяющие свертываемость стали
Сварка углеродистых сталей зависит от содержания примесей, и от других свойств. Обычно оценивание сваривания проводится по показателям содержания основного вещества - углеродного эквивалента Сэкв. Это условный коэффициент, который позволят учитывать степень воздействия содержания карбона и главные легирующие компоненты на характеристики шва.
Степень сваривания стали для изготовления сварных конструкций может зависеть от следующих факторов:
- показатель содержания углерода;
- присутствие вредных примесей;
- степень легирования;
- вид микроструктуры;
- условия внешней среды;
- уровень толщины металлической основы.
Классификация сталей по свариваемости
Сварка стали 45, 40, 20 и других марок в зависимости от важных качеств металлической основы может иметь различные характеристики.
В зависимости от степени свариваемости сталь разделяют на несколько групп:
- хорошая свариваемость, при этом показатель углеродного эквивалента Сэкв. должен быть не меньше 0,25 %, допускается больше. Она не зависит от погодных условий, от размера толщины изделий, наличия подготовительных работ;
- удовлетворительный показатель свариваемости - показатель Сэкв должен быть больше 0,25 %, но не выше 0,35 %. При этом имеются ограничительные нормы к условиям окружающей среды и к размерам диаметра свариваемого изделия. Сварка стали 20 должна проводиться при температуре воздуха до -5 в безветренную погоду, а размер диаметра не должен превышать 20 мм;
- ограниченная. Показатель Сэкв. должен составлять от 0,35 % до ,45 %, но главное не больше. Чтобы получить шов высокого качество требуется проводить предварительный нагрев. За счет этого получается добиться плавные аустенитные преобразования, а также формирование устойчивых структур;
- плохая свариваемость, при которой показатель Сэкв. составляет больше 0,45 %. Для того чтобы получить качественное и механические устойчивое сварное соединение требуется предварительная температурная подготовка кромок металлической основы. Также после сваривания конструкцию следует термически обрабатывать. Для получения требуемой микроструктуры во время сварки стали 40 должны выполняться дополнительные подогревы и охлаждения.
Особенности сварки низкоуглеродистых сталей
Металлы низкоуглеродистого типа имеют в своем составе 0,25 % углерода. Этот показатель обеспечивает положительные особенности основы:
- хорошая упругость;
- высокие свойства пластичности;
- значительная ударная вязкость;
- основа идеально подходит для сваривания.
Применяют низкоуглеродистую сталь для сварных конструкций. Также используют при изготовлении изделий методом холодного штампования.
Как сваривается низкоуглеродистая сталь
Технология сварки низкоуглеродистых сталей проводится с помощью ручного дугового сваривания с использованием электродов с обмазыванием. Обязательно запомните несколько нюансов:
- в первую очередь требуется выбрать марку электродов. За счет этого обеспечивается равномерная структура наплавленного металла;
- сваривание должно выполняться в быстром и точном режиме;
- перед тем как начинать рабочий процесс требуется заранее подготовить детали, которые нужно будет соединять.
Технология сварки углеродистых сталей может производиться газовым свариванием. К важным особенностям относят:
- при этом процесс проводится без использования дополнительных флюсов;
- для присадочной основы стоит использовать металлическую проволоку с низким уровнем углерода;
- при правильном выполнении сваривании предотвращается образование пор;
- изделия важного значения нужно сваривать аргоном.
Как сваривание будет выполнено, готовое изделие обязательно подвергают термической обработке при помощи метода нормализации. Во время данного процесса изделие нагревается до 4000С, затем охлаждается и выдерживается на открытом воздухе. Данная процедура делает структуру изделия равномерной.
Главные особенности
Сварка стали 30 с низкоуглеродистой основой обладает несколькими важными особенностями, на которые стоит обратить внимание:
- качественное сваривание конструкций из данного материала обеспечивает равнопрочность сварного соединения с основным металлом. Также оно защищает от образования дефектов;
- металлическая основа соединения имеет в составе низкое содержание углерода, но при этом показатели таких компонентов, как кремний и марганец повышены;
- во время ручной дуговой сварке околошовная зона может подвергаться перегреванию. Это способствует небольшому упрочнению шва;
- шов, который выполняется при помощи многослойной сварки, имеет повышенную хрупкость;
- в связи с тем, что в швах имеется низкий уровень углерода, они обладают повышенной стойкостью к воздействию межкристаллическому коррозийному поражению.
Разновидности сварки для низкоуглеродистой стали
Сварка низкоуглеродистых сталей может производиться при помощи нескольких методов. При этом каждый из них имеет важные особенности, которые обязательно нужно учитывать во время сваривания.
| Вид | Характеристика |
| Ручное дуговое сваривание электродами с покрытием | Чтобы точно выбрать расходный материал для сваривания этим методом, требуется учитывать несколько важных условий - готовый сварной шов должен быть без повреждений, равномерная прочность соединения, оптимальный химический состав металлической основы шва, стойкость соединения при ударах. Сварка стали 45 и других марок выполняется электродом. При этом могут использоваться различные марки электродов. |
| Газовая | Процесс производится в защитной аргоновой среде. Дополнительно в качестве присадочной основы используется проволока из металлической основы. |
| Электрошлаковая | Во время нее применяются флюсы. Электроды из проволочной и пластинчатой основы выбираются в зависимости от главного сплава. |
| Автоматическое и полуавтоматическое сваривание | Процесс сваривания производится в защитной среде. Во время него может применяться аргон или гелий в чистом виде, но в основном углекислый газ. |
| Автоматическая под флюсом | Сваривание выполняется с использованием электродной проволоки в диаметре от 3 до 5 мм. Сварка 45 стали (20, 30, 40 и других марок) полуавтоматом - 1,2-2 мм. Сваривание происходит за счет электрического тока с обратной полярностью. |
| Сваривание с применением порошковых проволок | Оно считается самым подходящим. Сила тока обычно находиться в пределах от 200 до 600 А. |
Сварка среднеуглеродистой стали
Металлы со средним содержанием углерода обычно применяют при производстве изделий с высокими механическими качествами. Сплавы подходят для ковки. Также их часто используют для конструкций, которые производятся при помощи холодного пластического деформирования.
Стали, которые содержат в составе углерод от 0,4 до 0,6 %, часто применяются в машиностроительной сфере. Из них можно делать колеса и оси вагонов, рельсы железных дорог.
Как выполняется
Технология сварки среднеуглеродистых сталей протекает не так просто. Все дело в некоторых сложностях:
- у главного и наплавляемого металла отсутствует равная прочность;
- имеется повышенный риск появления больших трещин и непластичных структур рядом с соединением;
- низкая устойчивость к образованию коррозии.
Но если выполнять важные рекомендации, то всех этих проблем можно избежать:
- сварка 30хгса стали должна проводиться электродами и проволокой с низким уровнем углерода;
- сварочные стержни должны иметь повышенный показатель коэффициента наплавления;
- чтобы обеспечить небольшую степень проплавления главного металла рекомендуется делать разделение кромок, установку подходящего режима сваривания, а также применять проволоку присадочного типа;
- сварка стали 35хгса обязательно должна быть с предварительным прогреванием заготовок. Также они должны прогреваться и в процессе сваривания для обеспечения равномерной прочности сварных швов.
Виды сварки среднеуглеродистой стали
Сварка стальных труб из металла со средним содержанием углерода и других изделий является сложной процедурой. Сваривание данного материала может производиться несколькими способами. При этом каждый из них отличается как процессом работы, так и готовым результатом.
Сталь под маркой 35 хгса имеет среднее содержание углерода, ее сварка обычно производиться ручным дуговым свариванием с электродами. Но при этом они должны иметь в своем составе небольшой уровень углерода, наиболее подходящими считаются расходники следующих марок - УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
Технология газовой сварки среднеуглеродистых сталей имеющих тонколистный формат производится левым способом с применением проволоки. Также обязательно применяется нормальное сварочное пламя, которое позволяет снизить расход газа в среднем до 75-100 дм3 в 1 час. В среднем показатель расхода ацетилена составляет 120-150 л/ч на 1 мм толщины свариваемого сплава.
Изделия с толстыми стенками с размером толщины от 3 мм и больше нужно сваривать правым способом газовой сварки. Этот вариант имеет высокую производительность. При этом расчет ацетилена такой же, как и при левом способе сварки - 120-150 л/ч. Общий подогрев должен доходить до 250-300 градусов, а местный до 600-650 градусов.
Сварка стали 35, 20, 40, 45 и других марок под флюсом сопровождается использованием проволоки для сварочных работ и плавленых флюсов. При сваривании оказывается небольшое воздействие тока. Это повышает содержание в наплавляемой металлической основе кремния и марганца.
Сварка высокоуглеродистой стали
Из высокоуглеродистого металла не производятся сварные изделия. Дело в том, что данный материал обладает низким уровнем пластичности, именно это свойство ограничивает использование металла.
Высокоуглеродистую сталь применяют в следующих целях:
- во время проведения ремонтов и строительства;
- для изготовления пружин;
- для производства инструментов и изделий, которые используются для резки, бурения, деревообработки;
- из металла производится проволока с высокой прочностью;
- конструкции, которые имеют высокую износостойкость и прочность.
Сварка высокоуглеродистых сталей выполняется обычно с использованием предварительного и сопутствующего прогрева наплавляемого металла до 150-4000С. Также после сваривания дополнительно для улучшения прочности проводится термообработка.
Это нужно потому, что сплавы из материала имеют высокую хрупкость, повышенную чувствительность к трещинам с горячей и холодной структурой, а также из-за химической неоднородности сварного соединения.
Технология сварки высокоуглеродистых сталей выполняется с учетом следующих рекомендаций:
- после прогрева выполняется отжиг. Он выполняется, пока конструкция не остынет до 2000С;
- сварка 40х, 20х, 30х не должна выполняться на сквозняках, а также при показателе температуры ниже -50С;
- чтобы повысить свойства прочности шва нужно производить плавный переход от одного к другому свариваемому металлу;
- чтобы получить качественное соединение стоит при сваривании использовать узкие валики. При этом должно выполняться охлаждение каждого наплавляемого слоя;
- обязательно должны выполняться правила, которые относятся к соединениям из среднеуглеродистой основы.
Виды сварки
Процесс сварки высокоуглеродистых сталей может выполняться несколькими способами, которые могут отличаться некоторыми особенностями:
- ручная дуговая сварка с использованием покрытых электродов. Рабочий процесс высокоуглеродистыми сталями имеет множество специфических характеристик. По этой причине сварка стали 40х, 30х, 45х и других марок должна проводиться с использованием специальных электродов, к примеру, НР-70. А сваривание швов производится током с обратной полярностью;
- для соединения металла данного вида может применяться сварка под флюсом. В связи с тем, что в ручном режиме равномерно покрыть флюсом рабочую область очень тяжело, поэтому сварка проводится с использованием автоматической технологии. При расплавлении флюс переходит в состояние плотной оболочки, которая защищает сварочную ванну от воздействия вредных атмосферных факторов. Сварка стали 30хгса с использованием флюса производится при помощи трансформаторов.
Разновидности нержавеющей стали
Сварка разнородных сталей нержавеющей и обычной зависит не только от свойств материала, но и от его вида. По этой причине чтобы выбрать подходящий способ сваривания стоит сначала определить видовую принадлежность стали.
По главным свойствам нержавеющая сталь классифицируется на следующие виды:
- аустенитная;
- мартенситная;
- ферритная.
В составе аустенитных имеется высокое содержание никеля и хрома. Применяются нержавеющие стали для изготовления сварных конструкций, для производства посуды, архитектурных компонентов, дымоходов, столовых принадлежностей. Сталь этого вида обладает высокой пластичностью, химической стойкостью и устойчивостью к механическим повреждениям.
В мартенситные стали входит низкий уровень углерода и хрома до 12 %. Металлы данной разновидности обладают высокой хрупкостью, но очень твердые. Из них производят режущие приспособления, бытовые изделия, турбины, крепежные элементы, которые используются в среде со слабым уровнем агрессивности.
В состав ферритных сталей входит средний уровень хрома. Они не закаляются и имеют повышенную устойчивость к агрессивным средам. Их в основном используют в машиностроительной сфере для производства втулок, валов, штуцеров.
Виды сварки нержавеющей стали
Сварка мартенситно, ферритных и аустенитных сталей выполняется практически всеми известными и распространенными способами сваривания. К наиболее популярным методам относят:
- ручная дуговая MMA;
- вольфрамовым электродом в атмосфере аргона TIG;
- при помощи полуавтоматических технологий сваривания в инертной атмосфере - MIG/MAG, лазером.
Сварка аустенитных сталей и других разновидностей нержавеющего металла обычно выполняется осторожно, во время нее следует учитывать сложный химический состав и физические свойства металла. К главным качествам, которые затрудняют процесс сварки, относятся:
- при сваривании нержавеющих сталей температура должна быть ниже, в отличие от сварки углеродистых металлов;
- сварка разнородных сталей сопровождается высоким тепловым расширением;
- низкий уровень теплопроводности.
Сварка жаропрочных сталей
Сварка жаропрочных сталей обычно выполняется при помощи дугового сваривания с использованием вольфрамового электрода. Весь процесс обычно проходит в среде защитных газов - аргона или гелия.
Сварка стали 15х5м и больших размеров может протекать при помощи аргонодугового сваривания с применением неплавящихся или плавящихся электродов или при помощи автоматической сварки под флюсом.
Аргоновая сварка стали 20х, 30х, 40х по сравнению со свариванием в гелиевой защитной среде сопровождается меньшим расходом газа, небольшим напряжением дуги и высоким сварочным током. По этой причине она является наиболее востребованной.
Сварка жаропрочной стали 40х, 20х, 30х, технология которой требует соединение металла в состоянии после закаливания, имеет несколько особенностей. Во время процесса сваривания металл прогревается до 1050-1100 градусов и после этого резко охлаждается.
Сварка стальных трубопроводов из любого вида металла (низкоуглеродистого, среднеуглеродистого, нержавеющего, жаропрочного) может выполняться разными способами. Самыми популярными являются ручное дуговое, автоматическое, газовое сваривание. Но в любом случае, прежде чем будет проведена сварка стали 30хгса и других марок, технология должна быть полностью изучена.
Интересное видео
Особенности сварки и наплавки углеродистых и легированных сталей
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
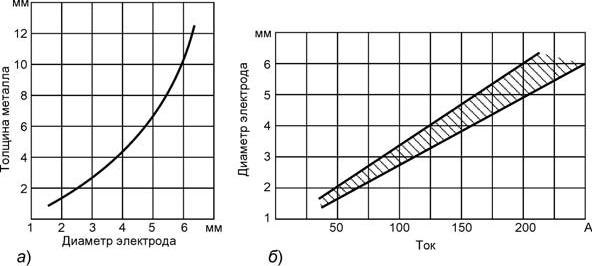
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
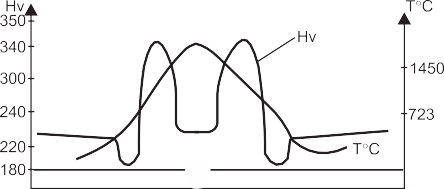
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Сварка высоколегированных сталей
Легированными считают стали, которые содержат элементы, которые придают сплавам особенные свойства. Элементы называются легирующими. Чаще всего это никель, хром, молибден, вольфрам и т. д. процесс легирования необходим для повышения стойкости, гибкости, прочности, устойчивости к коррозии металла.
Выделяется три вида легированных сталей:
- низколегированные - содержат легирующих элементов до 2,5%;
- среднелегированные - содержат легирующих элементов до 10%;
- высоколегированные - содержат легирующих элементов более 10%.
Каждый из видов подразумевает свои особенности сварки легированных сталей. Для краткого обозначения присутствующего элемента стали называются по его названию. Например, хромистыми, вольфрамовыми, никелевыми. Компоненты отмечаются буквами - Ю - алюминий, Ф - ванадий, Р - бор, Н - никель; Г - марганец.
Для определения назначения отдельного вида стали выделяются такие группы:
- нержавеющие;
- жаростойкие;
- кислотостойкие;
- окалиностойкие.
Низколегированные стали
От низколегированных сплавов требуется пластичность, хорошая свариваемость, высокая устойчивость к деформации. Наилучшие свойства такие стали приобретают после закаливания. В некоторых видах такие свойства достигаются низким содержанием углерода. Также для улучшения свойств добавляются дополнительные присадки, например, хром, кремний.
Такие виды металла отлично свариваются, имеют низкую степень ломкости при холоде ниже сорока градусов. Основным минусом низколегированного сплава считается слабая вибрационная устойчивость.
Сварные соединения сталей хорошо сопротивляются холодным трещинам и деформационному разрушения. Для сварки низколегированных сплавов используются специальные электроды, имеющие слабое водородное фтористо-кальциевое напыление. Технология сварки легированных сталей подразумевает быструю сварку определенных участков, чтобы не допустить охлаждение шва ниже температуры предварительного нагрева.
Сварка низколегированных сталей под флюсом проводится при помощи постоянного тока, который имеет обратную полярность. При сварке металлов в углекислом газе в качестве электродов используется порошковая проволока. Таким образом достигается большая прочность и холодоустойчивость, особенно швам изделия.
Низколегированные металлы не стоит варить газом, так как это серьезно ухудшает качество изделия - при выгорании легирующих элементов соединения склоны к коррозии и механическим разрушениям.
Среднелегированные стали
Для таких сплавов характерно более чем в два раза увеличенное содержание углерода. В качестве присадок чаще всего используются Ni, Mo, Cr, V, W. Идеальные характеристики металла достигаются закалкой и низким отпуском. Такие виды сталей тщательно очищают от различных видов неметаллических примесей. Для достижения оптимальных свойств используются переплавки, термомеханическая обработка.
Для надежности и износостойкости сварных швов необходимо получить идеальные химические показатели соединений. Сварочные материалы должны содержать меньший объем легирующих элементов, чем основной металл. С помощью правильно подобранного материала можно получить отличную прочность и другие качества шва при сварке легированных сталей.
Среднелегированные сплавы с высокой прочностью и уровнем прокаливания необходимо сваривать с помощью материалов, которые придадут соединениям максимальную возможность деформации. Для таких целей используются низколегированные электроды, не содержащие органических веществ, которые прокалили при высоких температурах. При сварке следует обеспечить оптимальные условия работы - не допускать наличия влажности, появления ржавчины в сварочной ванне, чтобы не повысить уровень водорода.
Оптимальным методом для легированных и углеродистых сталей является аргоновая сварка с неплавящимися электродами. Такой вид оптимален для механизированного проплавления, обеспечивая оптимальную глубину и равномерность процесса.
Газовая сварка легированных сталей осуществляется ацетиленом и кислородом, который обеспечивает высококачественный шов. Газы-заменители в данном случае применять не следует. Однако даже ацетилен и кислород не дает полной гарантии качественного шва. Этого можно добиться только путем использования дуговой сварки.
Высоколегированные стали
В состав высоколегированных сплавов входят Cr и Ni в повышенном содержании. Эти элементы придают металлам особенную структуру и свойства. Высоколегированные сплавы обладают большей устойчивостью к коррозии, низким и высоким температурам, более жаропрочные. В зависимости от сферы применения стали различаются на жаростойкие, жаропрочные, коррозионностойкие.
После пройденной специфической термической обработки высоколегированные сплавы становятся очень прочными и эластичными. При закалке пластичность данных металлов только повышается. На структуру сталей существенно влияет их химический состав и разновидности легирующих компонентов.
Технология сварки высоколегированных металлов
Высоколегированные сплавы имеют множество положительных характеристик, что позволяет использовать их для самых разнообразных изделий. Поэтому технология сварки высоколегированных сталей для каждого изделия могут быть отдельной. Эта особенность определяет разность в выполнении сварки для получения шва определенного типа и состава.
Особенности сварки легированных сталей
Особенности сварки легированных сталей регламентируются тепловыми особенностями сплава. Понижение тепловой проводимости может серьезно изменить температурное распределение температуры в области шва. При неправильной сварке такие показатели могут привести к деформации изделия. Для того чтобы избежать подобной проблемы сварка должна проходить с наибольшими температурами.
Ручная дуговая сварка допускает применение электродов с фтористо-кальциевым покрытием, таким образом возможно получение шва с оптимальным содержанием химических веществ. Для предотвращения перфорации при сварке высоколегированных сталей и сплавов в швах следует прокаливать электроды с особой тщательностью.
Газовая сварка не особенно подходит для такого типа металлов по причине нередких внутренних коррозий. Такой вид работ допустим для температуроустойчивых сплавов толщиной не более 2 мм. В швах может возникать заметная деформация.
Для более толстых пластин оптимальным вариантом является флюсовая сварка. Таким образом по всей поверхности соединения состав и характеристики металла остаются стабильными. Причиной явления является отсутствие сварных промежутков, связанных с заменой электродов, равномерностью плавки металла по поверхности шва.
Кроме того, место на котором проводятся работы надежно защищается от окисления легирующих компонентов. Что имеет особенно важное значение при сварке высоколегированных сталей.
Технология сварки стали

Технологии сварки различных видов стали предполагают применение разного оборудования, условий и расходных материалов. От правильного выбора этих составляющих зависит, насколько качественно будет произведена сварка.
К примеру, технология сварки стали с низким содержанием углерода предполагает использование инвертора и специальных электродов, в то время как для легированной стали используется газ. Но обо всем по порядку.
Технология сварки стали с низким содержанием углерода
В составе инструментальной стали присутствует до 1 % углерода, что определяет ее твердость и прочность. В то же время износостойкость металла достаточно низкая, поэтому из него изготавливают только инструменты. А невысокая закупочная цена обеспечивает прибыльность производства.

Технология сварки стали этого типа предполагает использование инвертора и специально предназначенного электрода. Для обработки подходят стержни УОНИ-13/НЖ/20Х13 и сварочный инвертор.
Рекомендуем статьи по металлообработке
Технология сварки разных типов конструкционной стали
Более востребованной является конструкционная сталь, она используется для производства как мелких металлических деталей, так и габаритных станков. В эту категорию входят стали таких марок, как 40х, 30хгса, 35хгса и др.

В составе конструкционной стали присутствуют различные примеси, включая серу и фосфор. Большее количество этих компонентов уменьшает надежность материала.
Конструкционные типы стали делят на несколько групп:
- обыкновенная;
- качественная;
- высококачественная;
- особо высококачественная.
В последней группе присутствует минимальное количество примесей, поэтому сталь является наиболее прочной и качественной. Обычная конструкционная сталь, напротив, содержит высокий процент примесей, поэтому долговечностью не отличается. В названных группах существует деление на подгруппы в зависимости от присутствия в составе дополнительных химических элементов.
Поскольку конструкционная сталь зачастую отличается хрупкостью, ее используют для производства изделий, не подверженных в процессе работы существенному механическому воздействию.
Для придания металлу пластичности и снятия излишнего напряжения заготовки прокаливают в печи. Технология сварки стали этого типа предполагает использование инвертора и электродов с покрытием, например, марки УОНИ 13/55. Они подходят для работы не только с мелкими деталями, но и со стальными трубопроводами.
Технология сварки разных видов легированной стали
Самыми востребованными являются различные виды легированной стали. Спрос на них обусловлен составом, в который включены различные легирующие компоненты, придающие металлу нужные характеристики и свойства.

Добавки придают металлу повышенную прочность, долговечность, улучшают его характеристики. Физико-химические свойства материала меняются путем добавления в состав легирующих компонентов.
К достоинствам разных типов легированной стали также относятся:
- высокая жаропрочность;
- устойчивость к коррозии (сравнивать их с нержавеющей сталью, конечно, нельзя, однако они обладают повышенной стойкостью).
Технология сварки стали этого типа предполагает использование дугового метода обработки и электродов с фтором и кальцием. Оптимальным вариантом является применение газовой сварки, качество соединения деталей в этом случае получается более высоким.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Разница в технологии сварки стали газом и полуавтоматом или инвертором заключается в образовании тепла за счет пламени газовой горелки, а не электрической дуги. Пламя возникает при смешивании горючего газа с кислородом. Для использования технологии газовой сварки углеродистых сталей необходимы опыт и сноровка.
Технология сварки различных типов низколегированной стали
В составе разных типов низколегированной стали (чаще всего они же являются низкоуглеродистыми) присутствует небольшой процент легирующих компонентов (в основном, в пределах 2-3 %). В составе этих металлов есть железо, небольшой процент углерода и различные примеси.

Низколегированная сталь, устойчивая к высокотемпературному воздействию (до +200 °С), используется для производства хирургических, ювелирных, гравировальных инструментов, бритв и лезвий. Добавление небольшого количества хрома в состав позволяет получить металл, отличающийся высокой прочностью и долговечностью.
Низколегированная сталь входит в класс черных металлов, используется для производства габаритных сварных металлических конструкций. Хотя содержание легирующих компонентов в ее составе невелико, материал обладает высокой прочностью. Такие характеристики достигаются за счет присутствия в составе хрома, никеля и молибдена, улучшающих свойства низколегированной стали. Благодаря хрому и никелю повышается устойчивость металла к коррозионному воздействию.
Соблюдение технологии сварки стали этого типа позволяет достичь хороших результатов. Однако при работе с низколегированными металлами необходимо учитывать многочисленные особенности материала. Большую роль играет опыт сварщика.
Чаще всего мастера сталкиваются с перегревом сварной области. Такая проблема возникает при работе с различными марками низколегированных сталей. Из-за быстрого охлаждения сварного шва и заготовки в целом на месте соединения образуется мертенсит. Так называют твердую углеродистую структуру, возникающую на сварном шве из-за резкого охлаждения.
Технология сварки стали с низким содержанием углерода предполагает использование электродов с кальцием и фтором. Наиболее подходящими являются стержни, имеющие основное покрытие, такие как Э42А или Э50А. Лучшими считаются электроды марок УОНИ 13/45, МР-3, АНО-8, СМ-11. Впрочем, подойдут и другие, обладающие похожими характеристиками.
Технология сварки стали с низким содержанием углерода позволяет пользоваться полуавтоматической или автоматической сваркой под флюсом с полуавтоматом и присадочной проволокой. Флюс может быть заменен углекислым газом или смесью углекислого газа и аргона. Это позволяет повысить качество шва по сравнению с работой с электродами.
Технология сварки стали различных структурных классов
Перлитную и аустенитную стали сваривать сложнее, поскольку на сварном шве образуются мартенситный налет или карбидная гряда, причем их объем снижает степень легирования материала, приближая его к характеристикам перлитной стали. Прослойка образуется в связи с худшим перемешиванием жидкого металла в пристеночных слоях. Если запас аустенитности металла в районе шва невелик, то прослойка может достигнуть критического уровня, приводя к разрушению соединения.

Соответственно, выбирая технологию сварки стали, необходимо отдавать предпочтение той, которая позволят добиться минимальной толщины кристаллизационного слоя. Для этого:
- используют высококонцентрированные источники тепла, например, электронный луч, лазер, плазму;
- разделывают или наплавляют кромки, снижая содержание участвующих в процессе сталей;
- выбирают режимы обработки, при которых толщина плавления минимальна;
- используют дуговую сварку в защитной газовой среде, способной обеспечить интенсивное смешивание металла сварной ванны.
Для сварки комбинированной стали наиболее подходящей является обработка в защитной газовой среде, поскольку при использовании этой технологии повышается температура расплавленного металла, снижается поверхностное напряжение, а значит, повышается интенсивность его смешивания. Это обусловлено увеличением приэлектродного падения напряжения сварочной дуги и кинетической энергии переноса капель металла электрода и плазменного потока в сварочной дуге.
Усилению эффекта способствует добавление в аргон кислорода, азота, углекислого газа. При добавке кислорода увеличивается температура в сварной ванне, а также возникают экзотермические окислительно-восстановительные реакции. За счет этого уменьшается степень структурной и механической неоднородности в области соединения перлитного металла с аустенитным швом.
Ручная дуговая технология сварки стали позволяет добиться лучших результатов в случае уменьшения температуры плавления электродов и, как следствие, температуры сварной ванны. Чтобы уменьшить температуру плавления электродов, используют стержни, в составе которых присутствуют никель и марганец. При применении этих электродов в процессе сварки под флюсом уменьшаются также кристаллизационные и диффузионные прослойки.
Если планируется использовать сварные соединения в условиях высокой температуры, следует пользоваться электродами типа ХН60М15 с высоким содержанием никеля. Применение таких электродов приводит к хорошему функционированию швов, поскольку коэффициент линейного расширения равен значениям перлитной стали. Электродами пользуются для исправления дефектов, возникающих при литье сталей групп IV и V. Дальнейшая термообработка не требуется.
Технологии сварки разнородных типов стали одного структурного класса
Сварка разных типов перлитной стали, разница в которых заключается в степени легирования, выполняется с помощью электродов, используемых для металлов с меньшей степенью легирования, при отсутствии дополнительных требований к прочности соединений, жаропрочности, коррозионной устойчивости, которые свойственны более легированным сталям. При этом технология предполагает выбор режимов и температуры сварки, применяемых при работе с более легированными металлами.
Если подогрев невозможен, то выполняется наплавка кромок с использованием более легированного материала, подогреваемого электродами типа Э42А. При этом наплавленный слой должен иметь такую толщину, которая не позволит более легированному металлу нагреться до температур Ac1, т. е. не допустить создания условий для закалки.
Работая с различными сочетаниями высокохромистых мартенситных (12 % Cr), ферритных (28 % Cr) и ферритно-аустенитных металлов типа Х21Н5, необходимо выбирать такую технологию сварки сталей, при которой не будут образовываться холодные трещины и хрупкие участков в сварном шве. Режим подогрева выбирают для самого закаливающегося металла с недопущением полного охлаждения заготовок. Это возможно при использовании сварочных материалов ферритно-аустенитного класса, сварки с минимальной погонной энергией, поскольку металлы с высоким содержанием хрома подвержены росту зерна, являющегося причиной образования хрупкости места шва.
После того как термообработка завершена, заготовку необходимо быстро охладить, чтобы избежать хрупкости, возникающей при +475 °С. Можно также использовать для работы аустенитные электроды. Но в таком случае при термообработке нельзя полностью исключить сварочные напряжения, вызванные разницей в коэффициентах линейного расширения шва и основного металла.
Технология сварки двухслойных (плакированных) видов стали
За счет двухслойной стали снижается использование высоколегированных материалов, при этом работоспособность конструкций не снижается. Из таких металлов изготавливают оборудование, эксплуатируемое в коррозионной среде.

Облицовочный слой толщиной до 12 мм, устойчивый к коррозии и контактирующий с агрессивной средой, выполняется из следующих металлов:
- высоколегированных хромоникелевых аустенитных (12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др.);
- хромистых ферритных;
- мартенситно-ферритных (08X13, 12X13 и др.).
Основной слой, толщина которого достигает 150 мм, более устойчив к силовым нагрузкам. Для его изготовления используются углеродистые низколегированные металлы (Ст3, 20К, 15ХМ и др.). Сварные соединения при этом должны иметь:
- Однородность облицовочного слоя с высокой коррозионной стойкостью сварного шва.
- Отсутствие комплексных сплавов с низкими механическими характеристиками в месте соединения облицовочного и основного слоев. Для этого необходимо использовать подходящие материалы и технологию сварки сталей, разделывать кромки и последовательно проводить работы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: