Технические характеристики сварочных преобразователей
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
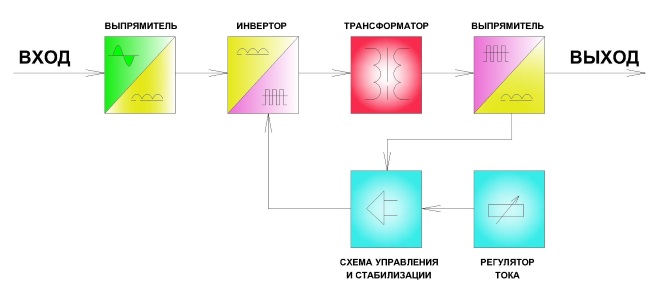
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
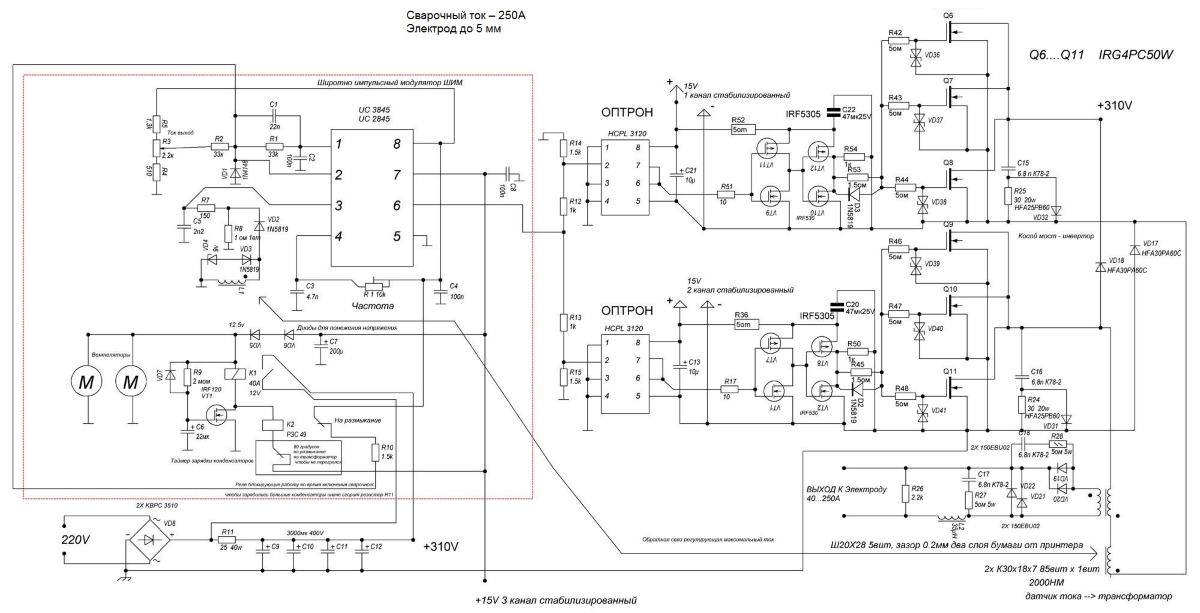
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
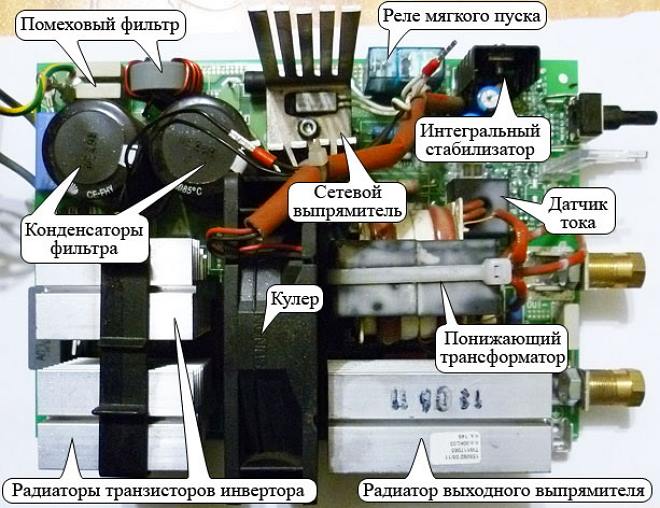
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
Виды и характеристики сварочных инверторов
Сварка, как известно, является наиболее эффективным способом соединения деталей, изготовленных из металла. Применяя для этого сварочный инвертор, можно создавать надежные и долговечные металлические конструкции не только в производственных, но и в домашних условиях.

Сварочные инверторы различных модификаций
Использовать для работ в частной мастерской именно инверторные устройства целесообразнее не только из-за их компактных размеров и небольшой массы. Эти аппараты также отличаются широкими функциональными возможностями. Для того чтобы правильно подобрать инверторный сварочный аппарат для оснащения домашней мастерской или производственного цеха, необходимо разбираться в разновидностях и технических характеристиках этого оборудования.
Виды сварочного оборудования
Учитывая тот факт, что любое сварочное оборудование стоит достаточно дорого, важно правильно подходить к его выбору. В первую очередь, необходимо определиться с тем, какие виды работ вы собираетесь выполнять при помощи такого устройства и с какой интенсивностью оно будет эксплуатироваться. Назначение и основное место использования сварочного аппарата определяют не только его предпочтительный тип, но и технические характеристики, которыми он должен обладать.
На современном рынке предлагается сварочное оборудование следующих типов:
- сварочные аппараты трансформаторного типа;
- сварочные выпрямители;
- инверторные сварочные устройства.
Учитывая универсальность оборудования, а также удобство и простоту его использования, потребители чаще всего выбирают инвертор. Компактные размеры, легкий вес, возможность регулирования рабочих режимов в широких пределах – это лишь часть достоинств, которыми обладают сварочные устройства инверторного типа.
Принцип работы сварочного инвертора
Сварочный инвертор был изобретен относительно недавно – в конце XX века. Широкую популярность такое оборудование стало завоевывать в начале нынешнего столетия. В основу функционирования аппаратов подобного типа положен принцип фазового сдвига напряжения, что позволяет увеличивать силу и частоту сварочного тока по каскадному типу.
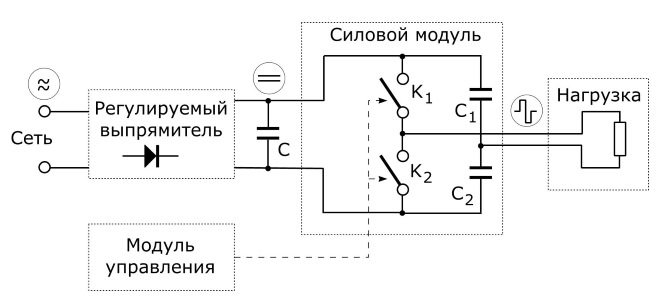
Сварочный инвертор – это достаточно сложное электронное устройство, в котором происходят следующие рабочие процессы.
- Переменный ток, поступающий на вход инвертора из обычной электрической сети, преобразуется в постоянный посредством выпрямителя, собранного на основе диодного моста.
- Постоянный ток, получаемый на выходе выпрямителя, поступает на инверторный блок, служащий генератором высокочастотных электрических импульсов. За счет блока силовых транзисторов, открывающихся и закрывающихся с высокой частотой, постоянный ток опять преобразуется в переменный, но обладающий значительно большей частотой, чем поступающий из электрической сети.
- Высокочастотный переменный ток подается на трансформатор, где понижается его напряжение и, соответственно, увеличивается его сила. За счет того, что на таком трансформаторе регулируют параметры высокочастотного тока, данное устройство имеет небольшие габариты, что оказывает влияние на массу всего инвертора.
- После трансформатора переменный ток с отрегулированными параметрами подается на выпрямитель, где его опять преобразуют в постоянный, который и используют для осуществления сварочных работ.
По сравнению со сварочными устройствами трансформаторного типа, инвертор потребляет почти в два раза меньше электроэнергии, так как она не расходуется впустую на нагрев большого объема металла. Кроме того, характеристики сварочного тока, который поступает от инвертора, обеспечивают быстрое зажигание электрической дуги и ее стабильное горение в процессе выполнения работ.
Инверторные аппараты для выполнения сварки по различным технологиям
В зависимости от того, по какой технологии осуществляется инверторная сварка, подбирают оборудование определенного типа. Так, это могут быть инверторы для выполнения:
- сварки в ручном режиме (MMA);
- полуавтоматической сварки (MIG/MAG);
- сварки в среде защитного газа (TIG); (CUT).

Функциональность современного сварочного инвертора средней ценовой категории
Для оснащения домашней мастерской выбирают сварочный инвертор, предназначенный для ручной сварки, выполняемой при помощи покрытых электродов. Устройства данного типа отличаются небольшим весом, компактными размерами, они просты в работе и обслуживании, позволяют получать качественные, надежные и аккуратные сварные соединения. Технических возможностей таких инверторов вполне достаточно для того, чтобы выполнять с их помощью несложные сварочные работы в условиях домашней мастерской и небольшого производственного участка.
Инверторные устройства для осуществления сварки полуавтоматического типа – это более сложное оборудование, отличающееся высокой мощностью и, соответственно, большими габаритами и весом. Такие инверторы применяются только в производственных условиях, так как реализовать данную технологию в домашней мастерской достаточно сложно. Сварка при использовании оборудования данного типа выполняется за счет проволоки, подаваемой в зону формирования соединения при помощи специального устройства.

Инвертор Prestige-222 в комплекте с набором для сварки TIG
Инверторы для выполнения сварки в среде защитного газа – еще более сложные устройства, которые также используются только в производственных условиях. Приобретать такие аппараты для домашнего использования нецелесообразно, учитывая их высокую стоимость. Кроме того, для реализации этой технологии потребуется дополнительное оборудование и специальные расходные материалы. Выполняться сварка в среде защитного газа может как плавящимся, так и неплавящимся электродом. В качестве последнего используется вольфрамовый стержень.
Несмотря на то, что инверторы для плазменной резки работают по тому же принципу, что и аппараты для сварки, использовать их для проведения сварочных работ нельзя. Оборудование данного типа, применяемое преимущественно в производственных условиях, позволяет с высокой производительностью, точностью и эффективностью выполнять резку металлических заготовок даже очень значительной толщины.
Функциональные типы инверторных устройств
На современном рынке представлено большое разнообразие типов и моделей инверторов, которые в зависимости от своих функций подразделяются на следующие виды.
Оборудование для бытового использования
Это самые недорогие устройства, обладающие достаточно скромными характеристиками, но тем не менее позволяющие успешно выполнять несложные сварочные работы в условиях домашней мастерской. Из бытовых моделей инверторов самыми доступными по стоимости (но и самыми недолговечными) являются устройства китайского производства. Обозначенные на маркировке параметры китайских моделей часто могут не совпадать с реальными показателями. Даже само слово «инвертор» на них может быть написано с ошибкой («инвентор»), что тоже является косвенным показателем их невысокого качества.
Устройства профессионального назначения
Такие модели стоят значительно больше, чем бытовые инверторы, поскольку позволяют выполнять сварочные работы различной степени сложности с использованием электродов различных типов. Отличаются эти аппараты повышенной мощностью, широким диапазоном регулирования сварочного тока, универсальностью и высочайшей надежностью. Естественно, что приобретаются такие инверторы для производственных предприятий.
Эти инверторы также отличаются высокими качественными характеристиками. Предназначены они для выполнения сварочных работ по определенным технологиям.
Основные характеристики сварочных инверторов
Инвертор любого типа характеризуется рядом параметров, по которым можно судить о его функциональных возможностях. Сюда относятся следующие характеристики:
- тип тока, формируемого на выходе устройства;
- величина напряжения, используемого для питания аппарата (на современном рынке представлены инверторы, которые могут работать от напряжения 220 или 380 В; для бытового использования, естественно, выбирают аппараты, работающие от стандартной электрической сети с напряжением 220 В);
- величина стартового тока (от этого параметра зависит диаметр электродов, которые можно использовать при выполнении сварочных работ на инверторе);
- показатель мощности устройства (по данному параметру можно судить о том, какой силы ток будет подаваться на сварочную дугу);
- напряжение холостого хода (от величины данного параметра зависит то, насколько легко будет зажигаться сварочная дуга);
- интервал диаметров электродов, которые можно использовать для выполнения сварочных работ;
минимальное и максимальное значение силы тока, который позволяет получать оборудование определенной модели (ширина интервала регулирования сварочного тока во многом определяет функциональные возможности инвертора); - размеры устройства и его масса (чем меньше размеры инвертора, тем ниже будет сила сварочного тока, который он формирует, поэтому не стоит выбирать небольшое устройство, если вас интересует функциональный сварочный аппарат).

Одинаковые с первого взгляда модели инверторов могут существенно различаться по ключевым параметрам
Очень важным параметром является наличие у инвертора дополнительных опций, которые значительно облегчают и делают более эффективным процесс выполнения работ и позволяют добиваться стабильного качества формируемого соединения. К таким опциям, которыми наделено большинство моделей современных инверторных устройств, относятся:
- «Горячий старт» (эта функция предполагает подачу на электрод дополнительного электрического импульса, облегчающего процесс зажигания сварочной дуги);
- «Форсаж дуги» (данная функция включается в тот момент, когда конец электрода оказывается слишком близко от поверхности соединяемых деталей; чтобы в такой ситуации электрод не прилип к заготовкам, на него автоматически подается ток большой силы);
- «Антизалипание» (суть данной опции состоит в том, что на электрод автоматически прекращается подача сварочного тока, если прилипание к поверхности деталей все же произошло).
Наличие перечисленных опций, кроме всего прочего, минимизирует влияние невысокой квалификации сварщика на качество формируемого соединения.
Распространенные неисправности инверторов и причины их возникновения
Несмотря на то, что современные инверторы отличаются высокой надежностью в эксплуатации, в их работе не исключены неисправности, которые могут выражаться в следующем:
- нарушении стабильности горения сварочной дуги;
- сильном разбрызгивании расплавленного металла;
- прилипании электрода к поверхности соединяемых деталей;
- отсутствии сварочной дуги;
- самопроизвольном отключении питания сварочного аппарата;
- чрезмерном нагревании инвертора.
Причины, которые приводят к возникновению таких неисправностей, могут заключаться в следующем.
- Стабильность горения сварочной дуги нарушается в том случае, если диаметр используемого электрода не соответствует силе сварочного тока.
- Сильное разбрызгивание расплавленного металла происходит в том случае, если для сварки используется сварочный ток слишком большой силы. Чтобы свести к минимуму разбрызгивание металла, достаточно уменьшить величину сварочного тока и использовать для выполнения сварки электроды меньшего диаметра.
- Электрод к поверхности соединяемых деталей может прилипать, если напряжение в сети слишком мало, если для подключения инвертора используются слишком длинные провода, которые в итоге начинают перегреваться. Чтобы избежать проблем, связанных с проводами, следует выбирать их с сечением, которое составляет не меньше 2,5 мм2.
- Сварочная дуга отсутствует в том случае, если по кабелю не поступает электрический ток. Причиной такой неисправности может быть обрыв кабеля или некачественный контакт между зажимным устройством и электродом.
- Самопроизвольное отключение питания сварочного инвертора может возникать в том случае, если вышел из строя сетевой выключатель, который достаточно просто заменить.
- Перегрев устройства – достаточно распространенная проблема, часто возникающая из-за того, что инвертор длительное время проработал без перерыва. Если же аппарат проработал короткий промежуток времени, но перегрелся, причиной может быть изношенная обмотка, которую необходимо заменить.
Знание принципа работы и основных технических характеристик инверторов позволяет подобрать аппарат в соответствии с теми задачами, для решения которых он приобретается.
Виды сварочных преобразователей, их виды и характеристики, особенности выбора

Мастера, которые не так давно занимаются сварочными работами знакомы в основном только с инверторами или полуавтоматическими аппаратами, не зная о других видах.
В магазинах всё также можно встретить старомодные трансформаторы, выпрямители и генераторы. Но кроме них вы найдёте и сварочный преобразователь, который сейчас используется редко.
Но всё равно, узнать о нём, его устройстве и особенностях стоит, ведь никогда не знаешь, что может пригодиться в работе.
Мы расскажем, зачем нужен преобразователь, из чего он состоит и как работает. Кроме того, мы разберем его отличия от сварочного генератора.
Общая информация
Преобразовательный аппарат - вид сварочных устройств, состоящий из электрического двигателя и генератора. Классический сварочный преобразователь - это ПСО500.
Устроено это оборудование для сварки просто. Мы уже сказали, что аппарат состоит из генератора и двигателя. Первый работает на постоянном токе, а второй - на переменном.
Преобразователь называется так именно потому, что он превращает переменный ток, на котором работает двигатель, в постоянный ток генератора. Это происходит из-за того, что генераторный вал вращается механически.
Превращение энергии механической энергии в электрическую как раз обеспечивает вращение вала без приложения ручного усилия.
В отличие от выпрямителей, преобразователи менее надежные, так как механические детали чаще ломаются и выходят из строя. К тому же, коэффициент полезного действия выпрямителя больше.
Но при этом преобразователь нечувствительный к перепадам напряжения и нестабильности сети в целом. В условиях дачи или строительной площадки этот фактор становится решающим, когда вы выбираете сварочное оборудование.
Преобразователи, так же, как и сварочные трансформаторы, не работают по нажатию одной кнопки, и нет поворота одного регулирующего рычага для настройки сварочного тока.
Характеристики тока устанавливаются через реостат, находящийся в цепи независимой обмотки.
Отличие от сварочного агрегата генератора

Начинающие сварщики нередко "теряются" между сварочным агрегатом и преобразователем. Эти виды сварочных аппаратов имеют много общих черт: их устройство и основы работы в целом похожи.
Но они бы не назывались по-разному, если бы не было различий между ними. В первую очередь это касается типа двигателя, который используется для создания течения тока.
У данного аппарата это электрический двигатель, поэтому его нужно подсоединять к сети или другому источнику питания.
У агрегата - это двигатель на топливе (бензине или дизеле), потому для сварки таким оборудованием не нужно иметь рядом розетку. Агрегат можно использовать где угодно.
Сварочные преобразователи делят на группы по разным критериям.
О них поговорим дальше.
Количество сварочных постов

В преобразователе может быть один или несколько сварочных постов. Однопостовые могут обеспечить питанием лишь одну сварочную электродугу.
То есть, варить в одно время сможет только один человек. Многопостовая машина может обеспечить работой несколько мастеров одновременно, поэтому такие варианты часто встречаются на заводах.
Преобразователь со множеством сварочных постов имеет много полюсов. К нему подсоединяется много кабелей питания, поэтому создавать конструкции можно нескольким людям.
Так производство экономит на ремонте и техническом обслуживании оборудования, выполняет больше работы за один день. Коэффициент полезного действия многопостового аппарата меньше, чем у аппарата с одним постом.
Поэтому то, сколько постов выбирать при покупке, зависит от того, чего ожидают от оборудования.
Иногда мощности однопостового преобразователя недостаточно, хотя он может подходить по всем остальным критериям.
В этой ситуации к дуге одновременно подключают два преобразовательных прибора, для которых настраивают одинаковые характеристики напряжения и электрического тока.
Способ установки и характеристики

Преобразователь для сварки можно устанавливать стационарно, есть и модели, которые можно перемещать. Перед тем, как закрепить прибор на одном месте, нужно создать фундамент, чтобы поверхность, на которой будет стоять преобразователь, не прогнулась и не сломалась под его весом. Для передвижного аппарата нужно сделать раму на колёсах.
Характеристики напряжения и тока могут быть падающие, падающие полого, жесткие и комбинированные.
Функционал

Большинство устройств многофункциональны и подходят для многих типов сварки. Например, электродуговой ручной, полуавтоматической в среде инертных газов или сварки автоматом с использованием флюса.
Для того, чтобы преобразователь "осилил" всё это, его вольтамперные характеристики должны быть совмещёнными: быть в состоянии работать с зафиксированным и падающим напряжением.
Особенности и техника безопасности

Использовать преобразователь сложно. От мастера нужно понимание техники работы и особенностей оборудования. Вот несколько советов для увеличения эффективности и правильного применения преобразовательного аппарата.
Перед включением прибора необходимо заземлить его корпус. Убедитесь, что коллекторные щётки в рабочем состоянии и не нуждаются в замене.
Рычаг реостата проверните против часовой стрелки до упора. На доске с зажимами установите переключатель, учитывая силу тока.
В основном устройство работает от сети в 380 вольт. Это напряжение выше привычного в 220 и небезопасно для мастера.
Неправильное обращение даже с обычной розеткой может обернуться несчастным случаем, поэтому ни в коем разе не перекрывайте клеммы двигателя.
Генераторные клеммы должны получать напряжение не больше 12 вольт. Особенно, если вы варите в среде с большой концентрацией водяного пара или высокой температурой, на сверх чувствительном к топу полу или в комнате с частичками пыли в воздухе.
Обеспечить правильное напряжение обычно сложно, поэтому всегда пользуйтесь резиновой спецодеждой и ковриками, чтобы не навредить себе.
Прочие основы безопасности такие же, как и для другой сварочной аппаратуры. Закрывайте чувствительные части тела (глаза, руки, нос и так далее), защитными средствами: маской, перчатками и так далее.
Излучение дуги и брызги расплавленного металла могут легко повредить слизистые оболочки и кожу рук.
Заключение
Хоть преобразователь и устаревший тип оборудования, про него зря забыли в кругах мастеров. В некоторых случаях он может заменить привычные автоматы и полуавтоматы.
Сварочный преобразователь может работать в трудных условиях, где аппаратура с мелкими микросхемами легко изнашивается. Да, это оборудование крупногабаритное и сложное в понимании для новичков в сварке. Несмотря на это, забывать про него не стоит.
Мы постарались рассказать вам основные факты про сварочные преобразователи. Мы разобрали, в каких случаях они хорошо проявляют себя, в чем принцип их работы, как можно использовать их возможности по максимуму.
Главное, на что стоит обратить внимание - техника безопасности. Ведь при работе с любым сварочным оборудованием можно легко оступиться и нанести себе вред.
А приходилось ли вам сваривать конструкции с помощью такого устройства? Поделитесь своим опытом в комментариях. Удачи в работе!
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Читайте также: