Сварочный трансформатор с регулировкой
Сварочный трансформатор используется для преобразования высокого напряжения источника питания (220 или 380 В) в низкое, которое используется в сварочной электрической цепи. Тип сварки определяет конструкцию сварочного трансформатора (далее – СТ). Существуют следующие виды электросварки:
- дуговая. Соединение заготовок происходит за счёт нагрева и расплавления их кромок электрической дугой, создаваемой сварочными электродами;
- контактная. Соединение образуется в результате нагрева сварочными электродами соединяемых металлических деталей проходящим через зону контакта электрическим током. Одновременно с нагревом, в этой зоне действует сильное сжимающее усилие.
Другими словами, СТ – это источник сварочного тока.
Трансформаторный сварочный аппарат — какие они бывают
Существуют трансформаторные сварочные аппараты (далее – ТСА) двух типов (соответственно видам электросварки – смотри выше).
ТСА дуговой сварки состоит из:
ТСА контактной сварки не имеет сварочных проводов, т. к. у него иная конструкция держателей электродов.
Провода и держатели электродов в различных моделях СТ соответствующих типов применяются идентичные. Поэтому, остановимся на источниках тока.
По сравнению со своими сварочными «собратьями»: выпрямителем и инвертором – СТ имеет значительно более простую конструкцию. Благодаря этому он имеет ряд достоинств:
- -проще обслуживание;
- -выше надёжность;
- -ниже стоимость;
- -выше ремонтопригодность (про возможные поломки смотрите в статье «Ремонт сварочных трансформаторов«.

Но есть у него существенные недостатки:
- -отсутствуют дополнительные опции;
- -значительно сложнее эксплуатация;
- —напряжение на первичной обмотке, для обеспечения штатной работы СТА, не может отклоняться от номинального более чем на: ±5…10%;
- -большая масса.
Регулировка сварочного тока в СТ осуществляется следующим образом:
- —плавная — изменением величины индуктивного сопротивления цепи. Изменяется величина воздушного зазора в магнитопроводе;
- —ступенчатая — посредством секционирования числа витков вторичной и/или первичной обмотки. При помощи коммутатора (переключателя) в электрическую цепь включается разное количество витков обмоток.

«Сварочный трансформатор с регулированием сварочного тока изменением величины зазора между катушками». Источник фото — Википедия. Очень хорошо показаны органы регулировки тока.
Сварочные трансформаторы подразделяются по следующим признакам:
- —по электрической мощности, которая определяется силой сварочного тока. Этот ток протекает по вторичной цепи: чем больше мощность, тем более толстый материал способен обрабатывать ваш гаджет;
- —по количеству постов (обслуживаемых рабочих мест);
- —по параметрам источника электропитания:
- -однофазная сеть 220В;
- -трёхфазная — 380В.
Кроме того, СТ дуговой сварки делятся на виды по конструкции механизма, устанавливающего величину сварочного тока (смотри выше).
СТ контактной сварки делятся на типы в зависимости от:
- -типа сварки:
- -стыковая;
- -точечная;
- -шовная;
- -рельефная;
- -механизма регулировки длительности сварочного импульса. Применяются регуляторы:
- -релейномеханический;
- -электронный.
Какой выбрать
Чтобы правильно выбрать трансформаторный аппарат, надо «крепко подумать» и решить:
-для чего служит сварочный трансформатор?
-чего я хочу добиться? Что буду сваривать?
-при помощи какого аппарата я могу достичь своей цели?
В помощь вам мы рассмотрим основные варианты решения этой непростой задачи.
Сварочные трансформаторы для дома
Рассмотрим два варианта использования ТСА в домашних условиях:
- -вы являетесь городским жителем и все ремонтные работы (в том числе и по сварке) в доме выполняют, в соответствии с соответствующим «Договором» в объёме оплачиваемых услуг, специалисты жилищно-коммунального сервиса (ЖКС). Электросварка вам может потребоваться только для какого-либо хобби, связанного с металлом. В этом случае вам вполне подойдёт ТСА контактной сварки;
- -совершенно другая ситуация, если вы являетесь сельским жителем и «ваша судьба целиком находится в ваших руках». Для выполнения работ, связанных с ведением хозяйства (дом, сарай, парники и другие постройки), ремонт сельхозинструмента и т. п. вам потребуется ТСА дуговой сварки.
Сварочный трансформатор на 220в
Сварочный трансформатор на 220в – означает, что для этого гаджета требуется источник электропитания 220В. Источником может служить:
- -стационарная электросеть, технические параметры которой позволяют подключать к ней ваше оборудование. В «Паспорте» СТА следует посмотреть потребляемый им ток (ток сети) и:
- -сопоставить с автоматами вашей электропроводки. Должен быть запас ≥ 10 %;
- -если запаса нет, то следует определить возможности вашей электропроводки. Следует измерить диаметр токоведущей жилы, подсчитать сечение и по справочнику «Электрика» определить допустимый для неё электрический ток.
![Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.]()
Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.
Если полученные результаты близки, то СТА подключать к этой электросети нельзя. Возможно, что под нагрузкой электрическое напряжение в сети будет уменьшаться на столько, что оборудование не будет варить;
- -мобильный источник электропитания. Сравните его cos(φ) с требованиями в «Паспорте» СТА (обычно у СТА cos(φ) = 0,8). Если у источника питания cos(φ) будет меньше, напряжение под нагрузкой будет падать (последствия смотри выше).
Трехфазный сварочный трансформатор
![TD500]()
Трёхфазные трансформаторы имеют более высокий КПД, чем однофазные. Трансформатор для сварки не является исключением. Поэтому, при тех же габаритных размерах они имеют большую полезную мощность. И большую массу:
- -для их перемещения по рабочему объекту применяется вмонтированная в корпус транспортная тележка;
- -для погрузо-разгрузочных работ они оснащены рым-болтом.
Трёхфазная питающая электросеть имеется, как правило, на промышленных объектах. Поэтому, трёхфазные СТА применяются на больших предприятиях, стройках и т. п.
Сварочные трансформаторы постоянного тока
Для работы трансформатору в магнитопроводе нужен переменный магнитный поток. Такой поток может быть создан только переменным током. Следовательно, трансформатора постоянного тока просто не может быть.
Более того, если по какой-либо причине на обмотку попадает постоянное электрическое напряжение, то будет отсутствовать реактивная (индуктивная) составляющая электрического сопротивления этой обмотки возникшему электротоку. Это вызовет резкое уменьшение полного сопротивления обмотки. В результате, она может перегреться и выйти из строя (перегореть).
Если возникает необходимость повысить величину постоянного напряжения, то его преобразуют в переменное, повышают до требуемого значения и (при необходимости) выпрямляют. Всем автомобилистам известен пример: система зажигания бензинового ДВС.
Сварочные трансформаторы переменного тока
Электрическая схема ТСА переменного тока состоит из двух обмоток:
Они размещены на замкнутом магнитопроводе, изготовленном из ферромагнитного материала. Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке (исполнительному механизму СТА). Первичная обмотка создаёт магнитный поток. Этот поток, посредством магнитопровода, индуцирует во вторичной обмотке электродвижущую силу (ЭДС).
Величина ЭДС определяется соотношением:
U1/U2 = N1/N2 – где:
-U1 и U2 – напряжения первичной и вторичной обмоток трансформатора ТСА;
-N1 и N2 – количество витков в его обмотках.
Количество витков вторичных обмоток рассматриваемы СТА таково, что на них создаются следующие напряжения:
- -дуговая сварка, В: 50…80;
- -контактная, В: 1…5.
Трансформаторы сварочные промышленные
Промышленные ТСА дуговой сварки характеризуются следующими особенностями:
- -модели облегчённых СТА предназначаются, в основном, для ремонтных работ. Кроме того, они часто используются на вспомогательных (прихватки и т. п.) операциях. Во всех случаях продолжительность нагрузки (ПН) на них не превышает 20…25 %;
- -мобильные модели предназначены для обычных условий работы с ПН = 60 %;
- -оборудование большой мощности работает в условиях естественной вентиляции;
- -степень защиты IP22;
- -напряжение холостого хода трансформаторов выше безопасного. Вследствие этого, они все комплектуются устройствами снижения напряжения (УСНТ);
- -в процессе эксплуатации это оборудование создаёт сильные помехи радиоприему. Для борьбы с этим, оно оснащается емкостными фильтрами.
![svarochnyi-transformator-tdm-401]()
«Популярный мобильный промышленный сварочный аппарат трансформаторного типа «ТДМ-401»
Контактная сварка связана с большими механическими нагрузками. Поэтому, промышленные машины контактной сварки имеют следующие особенности:
- —несущая конструкция (особенно напольное основание) должна быть устойчива к действию крутящих нагрузок. Для этого она изготавливается каркасно-несущего типа с оребрением;
- —блоки управления и сварки полностью разделяются и разносятся. Таким образом, исключается воздействие электромагнитного поля тока на электронику автоматики;
- —усилие на электродах плавно регулируется;
- —гидроцилиндр подачи электродов имеет защиту от нагрузок вращения. Его точное (во многих случаях — прецизионное) изготовление гарантирует высокую точность осуществления сварки;
- —осуществляется регулируемое перемещение гидроцилиндра в прямом и обратном направлениях;
- —обмотки СТА заливаются компаундами;
- —токонесущие узлы имеют раздельные (самостоятельные) контуры охлаждения;
- —соединительные проводники вторичной обмотки СТА имеют незначительную длину, что позволяет повысить КПД оборудования.
Промышленные машины контактной сварки
Промышленные машины контактной сварки часто совмещают несколько видов сварки.
![dalex-mashina-kontaktnoi-svarki]()
«Машина контактной сварки промышленного применения бренд «Dalex» модель «PMS 11-4»
Сварочный трансформатор: мощность
Необходимая мощность СТА определяется величиной сварочного тока, который проходит по вторичной обмотке трансформатора. Следовательно, при выборе мощности необходимо четко определиться: на какой величине тока предстоит эксплуатировать оборудование. Следует иметь в виду, что более мощный гаджет будет, конечно, выполнять более широкий круг задач, но он будет при этом:
- -потреблять большее количество электроэнергии;
- —более дорогим в приобретении и обслуживании;
- -иметь большие габариты и большую массу со всеми вытекающими последствиями.
При выборе оборудования по его паспортным данным, следует выбирать оптимальный вариант исходя из предстоящих производственных задач.
Как варить сварочным трансформатором
СТА дуговой сварки применяются для сварки методом MMA. Этот метод предусматривает использование штучных плавящихся электродов, имеющих рутиловое или основное покрытие.
СТА контактной сварки образуют соединение методом нагрева зоны контакта электрическим током посредством электродов. Одновременно с нагревом, к зоне контакта прикладывается сильное сжимающее усилие (смотри описание выше).
На нашем сайте методы сварки подробно рассматриваются в статье «Как правильно варить сварочным аппаратом» .
![трансформатор- управление]()
Характеристики сварочного трансформатора
Характеристики СТА будут необходимы при выборе оборудования. Правильный их выбор окажет существенное влияние не только на техническую, но и на экономическую составляющую эффективности приобретения.
Оборудование постоянно совершенствуется, поэтому важно пользоваться самой свежей информацией. Её можно получить из следующих источников:
- -на промышленных предприятиях — из «учтённых справочников», стоящих на учёте в БНС;
- -в торговых организациях – из «Паспортов» и рекламных проспектов.
На нашем сайте информацию о характеристиках СТА вы можете получить в статье «Устройство сварочного трансформатора».
Мы сообщили вам достаточно информации о трансформаторах и аппаратах на их основе. Если это оборудование вас не удовлетворит, то оцените возможность использования выпрямителя или инвертора. Со сравнительными характеристиками можете познакомиться в статье «Сварочный трансформатор или инвертор» .
Если вы хотите сделать сварочник данного типа, для дуговой или контактной сварки, своими руками, смотрите эту статью.
Как правильно регулировать ток трансформатора в сварочном полуавтомате
![Сварочный выпрямитель]()
Силовой
Одним из видов соединения и резки металлов является электросварка. Она выполняется при помощи сварочных аппаратов и электродов или специальной проволоки. Необходимая сила тока при этом зависит от диаметра электрода, вида работ – сварка или резка и толщины металла. Поэтому ее необходимо регулировать.
Несмотря на распространение новых, инверторных, аппаратов, у многих людей в гаражах и сараях остались старые устройства, которые нуждаются в ручной регулировке. Ее нельзя производить так же, как регулировать ток трансформатора в сварочном полуавтомате или инверторе, в которых эту работу выполняет электроника.
Устройство и принцип действия сварочного трансформатора
Трансформатор для электросварки, как и любой другой, состоит из трех основных элементов:
- Первичной обмотки. На нее подается напряжение. В домашних аппаратах катушка подключается к сети 220В, на производстве для уменьшения потребляемого тока на нее подается 380В.
- Вторичная обмотка с напряжением 45-110В. К ней подключается электрод и масса, а в сварочных выпрямителях диоды или диодный мост.
- Магнитопровод. Это сердечник, на котором наматываются катушки. Состоит из большого количества пластин трансформаторного железа и может быть тороидальной, прямоугольной и Ш-образной формы.
Устройства большой мощности дополнительно оснащаются пусковой и защитной аппаратурой, а также вентиляторами.
Есть три режима работы трансформаторов:
- Режим холостого хода. В нем аппарат работает при перерыве в процессе сварки.
- Рабочий режим. Это сварка или резка металла.
- Режим короткого замыкания. Появляется при залипании электрода.
Регулировка тока сварочного трансформатора производится в рабочем режиме.
Основным недостатком такого аппарата является переменное выходное напряжение. Это дает возможность использовать только углеродистые электроды и сваривать только обычный металл. Для сварки нержавеющих и высоколегированных сталей необходимы специальные электроды и использование сварочного выпрямителя.
Информация! В отличие от обычных трансформаторов, у сварочных аппаратов рабочий режим похож на режим короткого замыкания. Поэтому для уменьшения нагрева они мотаются проводом большего сечения.
Сварочный выпрямитель
Использование постоянного напряжения дает более качественный шов. Она позволяет кроме обычных видов обработки выполнять аргонно-дуговую сварку и другие виды работ.
Информация! Такие устройства кроме однофазных изготавливают трехфазные. Это увеличивает мощность с распределением нагрузки на три фазы и обеспечивает более “гладкое” выходное напряжение, без пульсаций.
Сварочные выпрямители различают по типу установленных выпрямительных блоков:
- С двумя диодами. Вместо одной вторичной обмотки мотаются две и диоды подключаются по схеме с общей средней точкой.
- С обычным диодным мостом. В однофазных аппаратах устанавливается обычный мост, из четырех диодов, в трехфазных – мост Ларионова, из шести.
- Транзисторные. Редко встречаются из-за слишком мощных выходных транзисторов.
- Тиристорные. Разновидность диодных аппаратов, но вместо диодов устанавливаются тиристоры и система управления. Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
- Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели.
Эти трансформаторы изготавливаются разной мощности и предназначенные для подключения различного количества постов:
- Однопостовые. Используются только одним сварщиком. Регулировка осуществляется как на рабочем месте, так и внутри аппарата. Вольтамперная характеристика может быть крутопадающей (мягкой), пологопадающей (жесткой), а также переключаемой.
- Многопостовые. Имеют достаточную мощность для подключения нескольких (до 9) постов. Характеристика только жесткая, регулировать процесс сварки можно только на рабочем месте при помощи балластных сопротивлений.
Сварочный полуавтомат
Полуавтомат состоит из двух основных узлов:
- Блок подачи проволоки. Подает проволоку в зону сварки, дополнительно оснащается устройством подачи защитного газа.
- Устройство питания дуги. В качестве него используются сварочный выпрямитель или инвертор.
Справка! Ток полуавтомата регулируется в устройстве, питающем дугу.
Параметры аппаратов
Основными параметрами являются выходные ток и напряжение, а так же динамическая характеристика.
Выходной ток и напряжение
Основным параметром аппарата для сварки является выходной ток. От него зависит диаметр электродов и толщина металла. В индивидуальных аппаратах он достигает 200А. Поскольку выходное напряжение имеет значение только при зажигании дуги, в современных инверторных устройствах для уменьшения потребляемой мощности и габаритов выпрямителя этот параметр максимально снижен, а поджиг дуги обеспечивается дополнительными встроенными устройствами.
Выходное напряжение в однопостовых аппаратах составляет 45-65В. В больших аппаратах, рассчитанных на одновременную работу нескольких сварщиков, выходное напряжение может достигать 110В.
Динамическая характеристика
При изменении расстояния от конца электрода до детали меняется длина дуги и ее сопротивление. Поэтому не менее важной является динамическая, или вольт амперная характеристика – зависимость тока от длины дуги:
Крутопадающая, или мягкая. При росте тока в устройстве с такой характеристикой падает напряжение, что ограничивает его рост. Это обеспечивает более стабильную дугу при изменении расстояния до детали. В самодельных аппаратах небольшой мощности мягкая характеристика обеспечивается внутренним устройством – первичная и вторичная обмотки намотаны на разных частях магнитопровода. За счет особенностей конструкции без добавочных сопротивлений они могли работать с электродами определенного, для каждого аппарата своего, диаметра. В устройствах большей мощности динамическую характеристику смягчают балластные сопротивления. Эти методы могут совмещаться.
Пологопадающая, или жесткая характеристика. При жесткой характеристике напряжение не меняется, а ток, соответственно меняется при изменении длины дуги. Такие параметры имеют большие много постовые аппараты или автоматические устройства, поддерживающие постоянное расстояние между электродом и деталью.
Регулировка сварочного аппарата
Есть разные способы управления током сварочного аппарата.
С подвижными обмотками и сердечником
Жесткость характеристики зависит от магнитной связи между первичной и вторичной катушками. Для ее изменения необходимо поменять расстояние между первичной и вторичной обмотками или величину воздушного зазора в магнитопроводе. Для этого сердечник или катушку крепят на специальной гайке, а винт оснащается рукояткой. При ее вращении гайка накручивается и подвижная часть меняет свое положение, что приводит к изменению тока.
Этот способ применяется в аппаратах переменного напряжения, а также дополнительно оснащенных диодными мостами.
Подмагничивание сердечника постоянным напряжением
Еще одним способом управления является подмагничивание сердечника постоянным напряжением. Намагниченный сердечник увеличивает сопротивление магнитному потоку, созданному первичной обмоткой. Это уменьшает ток дуги.
Интересно! На аналогичном принципе основана работа магнитного усилителя. Это устройство применялось в системах управления электроприводом до появления тиристорных преобразователей.
Балластные сопротивления
Одним из самых распространенных и простых способов регулировки является использование балластного сопротивления:
- Активный балластник. Представляет из себя несколько проволочных или ленточных сопротивлений, которые переключаются при необходимости изменить ток электросварки. Используются с аппаратами всех типов. В самодельных устройствах малой мощности вместо комплекта сопротивлений используется спираль или змейка из нихрома.
- Индуктивный балластник. Это дроссель, индуктивность которого может меняться при необходимости изменением числа витков или величиной воздушного зазора в магнитопроводе. Устанавливается последовательно со вторичной обмоткой до диодного моста.
Тиристорное управление
Эта регулировка применяется в выпрямителях, в которых часть или все диоды заменены тиристорами. При изменении угла открывания меняется действующее значение напряжения и ток устройства. Управление углом осуществляется переменными резисторами или более сложными схемами.
Недостатком этой схемы является превращение постоянного напряжения в пульсирующее, что ухудшает качество шва.
Важно! При угле открытия более 90° падает амплитудное значение, что ухудшает процесс зажигания дуги.
Регулировка первичной обмотки
Регулировка токов сварочного трансформатора по первичке осуществляется тиристорным ключом – двумя тиристорами, включенными встречно-параллельно при помощи переменного резистора, соединяющего управляющие вывода или небольшой транзисторной схемы.
Регулировка тиристорным ключом первичек позволяет управлять аппаратами переменного напряжения.
Все эти способы регулировки теряют свое значение вместе со старыми аппаратами и распространением новых, инверторных. Они экономичнее, легче, а некоторые магазины предлагают обменять старый катушечный сварочник на новый. Но пока старые устройства находятся в эксплуатации знание того, как же регулируется сварочный ток в трансформаторе позволит выполнять сварочные работы более качественно.
Устройство и принцип работы трансформаторного сварочного аппарата
![Трансформаторный сварочный аппарат]()
Вопрос-ответ
Оборудование для сварки является своего рода преобразователем энергии. Трансформаторный сварочный аппарат подходит для решения большинства задач, его устройство и принцип работы относительно простые. Но вместе с тем, есть и негативные моменты. Нюансы следует учитывать — от этого зависит конечный итог процесса.
Устройство и принцип работы
Трансформаторный сварочный аппарат является самым распространенным среди оборудования, предназначенного для сварки. Устройство достаточно простое, следовательно, ремонт не займет много времени. Электрическая энергия, поступающая в устройство, преобразуется только в одном узле — непосредственно трансформаторе. Бытовая частота тока составляет не более 50 Герц. Количественное поступление тока настраивают при помощи специальной ручки. Механизм изменяет магнитный поток в магнитопроводе и приводит к необходимому для функционирования сварочной дуги размеру.
Принцип переработки энергии довольно прост.
Электрический ток поступает в первичную обмотку и отдает ей энергию. Та в свою очередь намагничивает сердечник, который передает энергию во вторичную обмотку. В это время во второй образуется переменный ток с напряжением до 70 Вольт и силой тока в 200 Ампер. Дуга, которая состоит из электронов, появляется в результате намагничивания вторичной обмотки. Сварочная дуга трансформатора применяется для сварки деталей и механизмов.
Каждый сварочный аппарат имеет различные показатели напряжения и силы тока.
Технические характеристики зависят от того, сколько находится витков на вторичной обмотке. Если мало, то напряжение будет минимальным, зато сила тока большой. И наоборот, если много, то сила тока уменьшится, а напряжение в свою очередь увеличится.
Строение оборудования
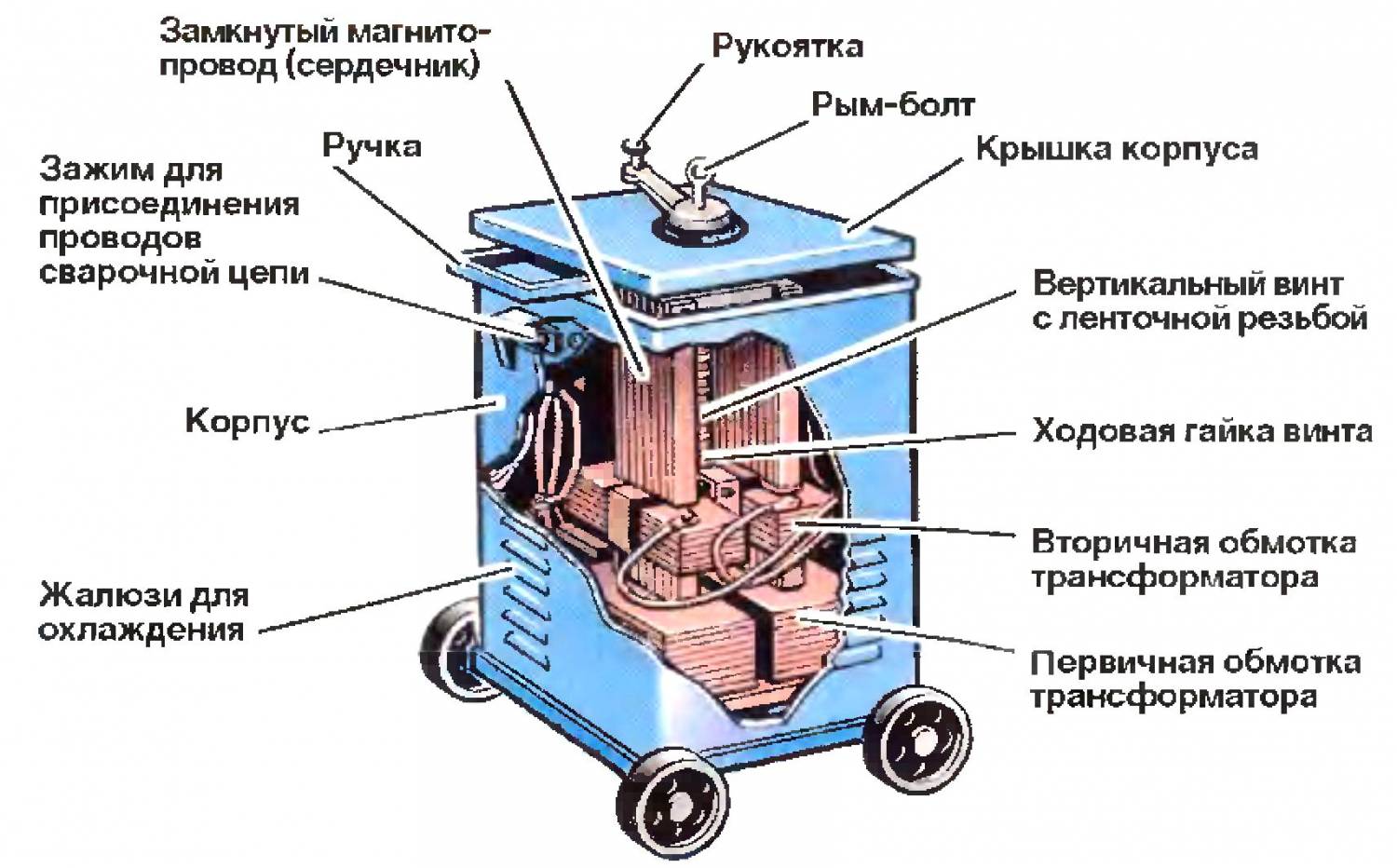
Сварочный аппарат обычный трансформаторного типа состоит из десятка элементов. Зная конструктивные особенности, принцип работы и простейшие физические законы можно отремонтировать купленный в магазине сварочный механизм. Оборудование состоит из:
- специальных жалюзи для постоянного охлаждения;
- прочного корпуса;
- зажима, при помощи которого подсоединяется сварочная цепь;
- специальной ручки, которая облегчает использование;
- сердечника — замкнутого магнитопровода;
- рукоятки для управления;
- рым-болта;
- крышки корпуса, которая отсоединяется;
- вертикального винта с ленточной резьбой;
- ходовой гайки винта;
- первичных и вторичных обмоток.
Основная работа происходит за счет последних пяти элементов. По рым болту начинает проходить электрический ток, который в конченом итоге попадает на вторичную обмотку.
Основные технические характеристики
Выбирая трансформаторное оборудование любого российского производителя необходимо будет оценить технические характеристики. У большинства моделей характеристики схожи, но иногда имеют место быть различия, которые определяют эффективность, быстроту и безопасность работы.
Основной характеристикой любого сварочного оборудования являются показатели номинального тока сварки. Этот параметр обозначает, какой по своей толщине металл можно будет обработать определенным инструментарием. Чем больше значение, тем, понятно, что более эффективнее будет работа по большим слоям металла.
Для обычных сварочных работ, например, домашних и бытовых, подойдут трансформаторные аппараты с силой тока до 160 Ампер. В тоже время, если предвидятся средней длительности работы средней сложности, то лучше выбирать модель с силой тока около 200 Ампер. Для профессиональных работ, например, работ с прочными метал конструкциями, швеллерами, широкополосными уголкам выбирают варианты оборудования, которые обладают силой тока в 220 Ампер.
![Трансформаторный сварочный аппарат]()
Выходное напряжение — вторая по своей важности характеристика, которая характеризует то, какое напряжение образуется на участке цепи электрод-изделие. Аппараты с минимальными значениями силы тока имеют параметр не более 50 Вольт, средние — около 70, а профессиональные — 80. Если сварочный механизм трансформаторного типа будет использоваться для сварки специфических сплавов, то напряжение должно составлять не менее 90 Вольт.Выходное напряжение устанавливается в соответствии с используемой для определенного типа работ силой тока. Если подбор будет неправильный, то работа не будет эффективной. Например, если установлен 220 А ток, но напряжение минимальное, то образуется на изделии поры и шлак.
Продолжительностью включения называют величину, которая определяет в процентном соотношении сколько может работать аппарат без перерыва при максимальной нагрузке. Если указывается, что продолжительность включения равна 70 процентам, то это значит, что если сварочный аппарат трансформаторного типа включить на десяти минут, то семь минут работает без перерыва. Но обязательно следует отключить устройство по прошествии времени, как минимум на три минуты.
Диаметр установленного электрода определяет то, каково будет значение тока сварки. Значение этого параметра указано в эксплуатационном листе.Тип сварочного тока определяет, для каких именно целей можно будет использовать трансформаторный аппарат. В зависимости от этой характеристики определяют, к какому типу относится подаваемый ток — перемененный или постоянный. При помощи первого можно проводить работы по сварке черного металла. Постоянный же ток дает большие возможности, с помощью эффективны работы по любым видам металла, в том числе и цветным.
Присутствуют в продаже специальные электроды, позволяющие при помощи аппарата с переменным током проводить сварку и цветных металлов, но в таком случае алгоритм действий усложняется. Гораздо проще изначально выбрать трансформаторный сварочный аппарат с постоянным током, который подходит для выполнения большей части бытовых и профессиональных операций.
Тип сварки — важная характеристика, от которой зависит не только эффективность сварки, но и то, сколько прослужит сам механизм. Есть варианты сварки проволокой в среде инертного газа, а также неподвижными электродами в газовой среде. Эти характеристики могут различаться у различных видов трансформаторных аппаратов.
Тип аппарата — эта характеристика не часто указывается в эксплуатационном листе. Но стоит понимать, что присутствуют варианты с тиристорных фазорегуляторами и с регулируемой дросселью иди подвижными сердечниками. Как показывает практика, первый вариант превосходит два последних. Дело в том, что при использовании тиристорного фазорегулятора импульс существенно быстрей проходит через нулевое значение.
Фактор приводит к тому, что затуханий происходит меньше, меньшая амплитуда, а также к тому, что сварочная дуга горит более стабильно и дольше. В результате этого шов сварки получается качественным и долгослужащим. Такие аппараты не имеют установленных внутри подвижных деталей, поэтому они служат дольше. Подходят не только для выполнения работ на производстве, но и для использования в бытовых условиях — дома или на даче.
Преимущества сварочных аппаратов такого типа
Благодаря тому, что инструментарий, предназначенный для сварки, состоит из 12 деталей, он считается простым. Ремонтные работы проводить проще — не придется разбирать громоздкую конструкцию из 20-30 деталей. Для того, чтоб заменить изжившую себя деталь достаточно иногда 2 минут — открыть механизм-коробку и отсоединить один-два узла. Специалисты отмечают и том, что несмотря на простоту конструктивных особенностей, трансформаторный сварочный аппарат имеет высокий коэффициент полезного действия.
В моделях современных производителей КПД достигает до 90 процентов, но в любом случае будет не менее 70 процентов.
Выделают также такие позитивные особенности оборудования такого типа:- долговечность — узлы надежно скреплены друг с другом, качественные;
- качество — блок состоит из пары деталей, которые редко выходят из строя при максимальных нагрузках;
- простота эксплуатации — не потребуется углубляться в физику, чтоб начать пользоваться оборудованием;
- простота ремонта — из-за того, что включен лишь десяток деталей, разобрать механизм и заменить испортившуюся деталь не составит труда даже начинающему мастеру;
- дешевизна — на рынке оборудования предлагаются сварочные аппараты трансформаторного типа от тысяч рублей;
- вариативность сферы применения — использовать аппарат может не только на производств, но и дома, на дачном участке.
Однако, у сварочного аппарата трансформаторного типа есть и существенные недостатки, которые делают оборудование неприемлемым для выполнения некоторых видов сварочных работ.
Недостатки сварочного аппарата
Специалисты выделяют несколько недостатков, которые существенно влияют на то, в каких сферах может использоваться сварочный механизм. В частности, трансформаторное оборудование имеет такие негативные особенности:
Сварочный трансформатор: устройство и принцип действия
![Сварочный трансформатор. Перемещают на транспортной тележке. Ист. https://stmk.by/svarochnye-transformatory/]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
![Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.]()
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
![Fubag TR 300]()
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
![Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.]()
Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
![Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.]()
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
![Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.]()
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Что такое сварочный трансформатор?
Сварочный трансформатор — это классическая разновидность сварочного аппарата, применяемая уже более ста лет. Трансформаторы зарекомендовали себя как надежные и неприхотливые аппараты, которые способны сварить даже самый толстый металл за счет большой сили сварочного тока. Сейчас трансформаторы используются нечасто, поскольку производители предлагают недорогие функциональные инверторы. Но для профессионалов и сварщиков старой закалки трансформаторы все еще играют большую роль.
![сварочный трансформатор]()
В этой статье мы подробно расскажем, что такое сварочный трансформатор, как он устроен, какие существуют типы сварочных трансформаторов и для чего служит сварочный трансформатор. Этот материал создан специально для тех, кто только изучает азы сварки и выбирает сварочный аппарат для себя.
Общая информация
Сварочный аппарат трансформаторного типа — это один из классических представителей сварочного оборудования. Основная функция сварочного трансформатора — преобразование напряжения сети 220В или 380В в низкое, а также преобразование тока от низких до высоких значений. Любой трансформатор (будь он современный или выпущенный 30 лет назад) предназначен для ручной дуговой сварки с применением покрытых электродов.
![трансформатор сварочный]()
С помощью трансформатора возможна как бытовая, так и профессиональная или промышленная сварка. В 20 веке сварочные трансформаторы широко использовались для профессиональных сварочных работ, пока их не вытеснили компактные инверторы нового поколения. Тем не менее, трансформаторы все еще используются многими сварщиками.
- Низкая стоимость самого аппарата, а также его запчастей и технического обслуживания
- Неприхотливость к хранению и эксплуатации
- Высокая ремонтопригодность
- Большая мощность
- Возможность сварки толстых металлов
- Большой вес и габариты, затрудняющие транспортировку
- Не интуитивная регулировка силы тока (отсутствуют ручки и кнопки, регулировка осуществляется путем изменения величины индуктивного сопротивления или вторичного напряжения холостого хода)
- Часто нестабильное горение дуги, затруднительный поджиг
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.
![устройство трансформатора]()
Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше. Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.
![трансформатор]()
Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Вместо заключения
Трансформаторы — это надежные и неприхотливые аппараты, зарекомендовавшие себя при выполнении любых задач: от бытовых до промышленных. Сейчас они практически не используются из-за большого разнообразия аппаратов инверторного типа, но это не значит, что трансформаторы исчезнут. У них есть свои неоспоримые преимущества, которыми вряд ли смогут похвастаться даже самые современные инверторы.
С помощью трансформатора можно варить толстый металл, ему под силу сварка любой сложности. Но учтите, что для работы с трансформатором необходимо обладать навыками сварки. Только так вы сможете добиться достойного качества швов. С другой стороны, если вы изучите азы сварки на трансформаторе, то потом сможете качественно выполнять работу на любом типе сварочного оборудования. Желаем удачи в работе!
Читайте также: